ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

Purpose Metals, Volume 3 of the 9th Edition of Metals Handbook). The angle of the cutting edge often affects blade life,
and in some cases, shearing speed has a marked effect on blade life. For example, harder work metal usually requires a
lower shearing speed in order to avoid blade chipping and premature dulling. When work metal hardness is 30 HRC or
higher, speeds greater than 15 m (50 ft) per min are not recommended, and much slower speeds may be required for
acceptable blade life. The following example demonstrates the effects of blade angle and speed on blade life.
Example 1: Reduction in Speed for Prolonged Blade Life.
When 1085 flat spring steel 3.2 and 4.8 mm ( and in.) thick and 50 mm (2 in.) wide, ranging in hardness from 30 to
34 HRC, was sheared to lengths of 1.2 and 1.5 m (4 and 5 ft) at a blade speed of 21 m (70 ft) per min in a punch press,
blades had to be replaced every 2 to 3 weeks (200 to 500 cuts) because of chipping. In addition, regrinding was required
during this period. When the procedure was changed to shearing at 3 m (10 ft) per min in a C-frame shear, blade life was
increased to an average of 10,000 cuts before regrinding was required, and chipping was eliminated. Blades for both the
punch press and the shear were made from S1 tool steel and ranged in hardness from 54 to 56 HRC.
Cost. Because of the relatively small amount of machining needed to make a shear blade, compared with the machining
needed to make an intricate impression in a die block or a forming die, the cost of the material is an important part of the
total cost of a blade. A blade made from S2 tool steel costs 1.8 times as much as one made from W2 tool steel, and 0.7
times as much as one made from D2 tool steel.
Shearing of Bars and Bar Sections
Blade Design and Production Practice
The straight-edge blades described in the preceding section and illustrated in Fig. 4 can shear almost any bar or shape that
is within the capacity of the machine. However, unacceptable distortion may result in some shapes of workpieces when
they are sheared with blades that are not designed for cutting specific shapes.
Conforming Blades. One method of minimizing distortion in sheared bars employs two hardened blades mounted
face-to-face, with identical holes through each blade. The holes should conform to the shape of the work metal and should
be large enough to allow easy passage through the blades (Fig. 5a). One blade is movable vertically and one is stationary.
Relatively little movement of the machine is required when blades of this type are used. In addition, because the blades
completely encircle the work metal, hold-downs are not needed. However, these blades are usually limited for use on
specially built or combination machines.
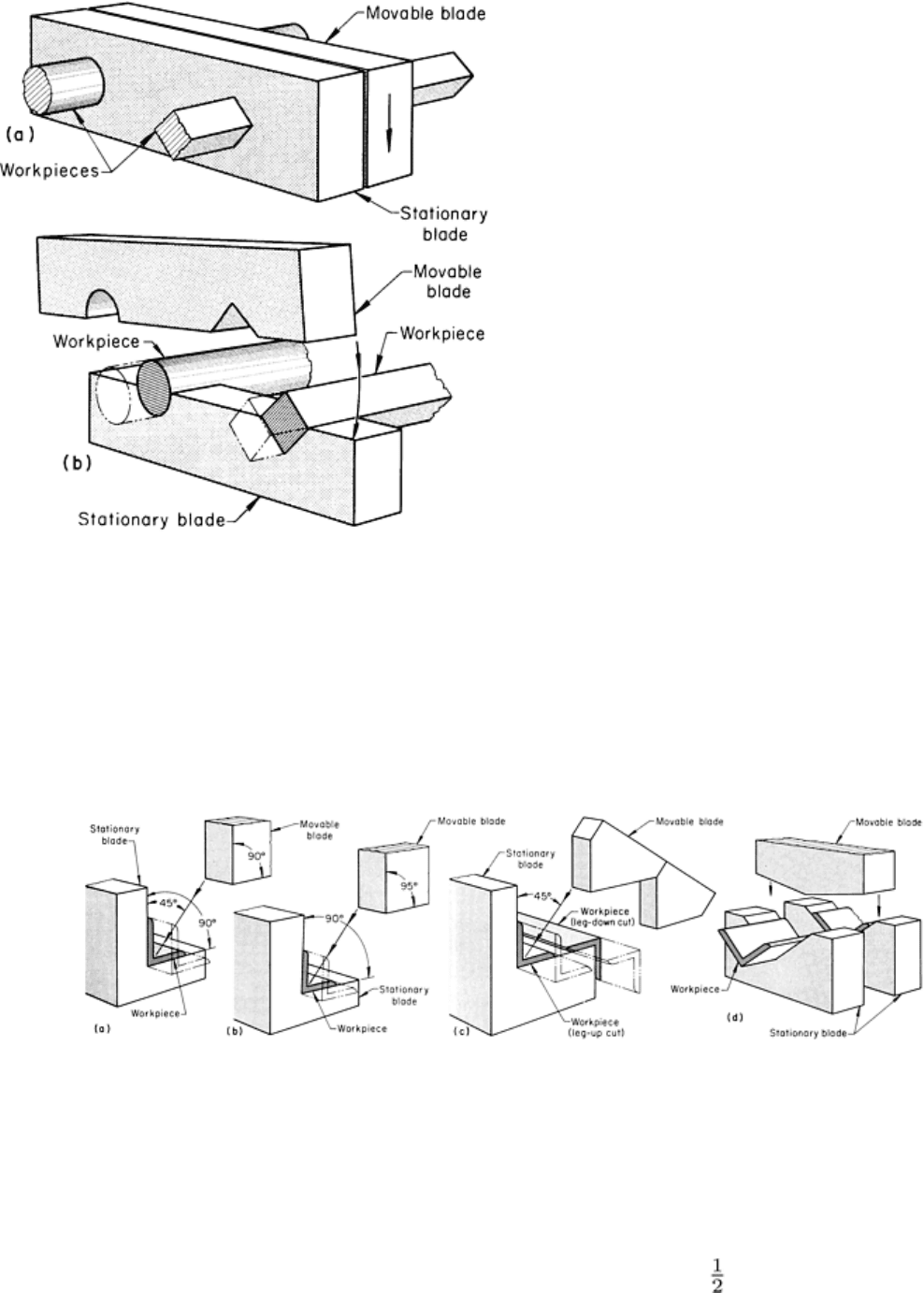
The shearing of round and square bars is more frequently
done with the open-type blades illustrated in Fig. 5(b).
Each blade is contoured to accommodate one-half the
cross section of the work metal. The upper blade moves in
a vertical direction, while the lower blade remains
stationary. When using this technique, some type of hold-
down is needed. Because of the stiffness of the work
metal, the hold-down for bars should permit slight
movement of the work metal in the axial direction to avoid
double shearing. The hold-down can be a simple set screw
(to permit adjustment) in a bracket or can be a more
elaborate unit, such as a handwheel assembly utilizing an
Acme thread.
For shearing square bars with any type of blade, the work
metal should be placed so that the movement of the blade
is across the diagonal of the square. With this technique
the shearing force is applied to four sides instead of two,
resulting in a smoother sheared surface. Shearing across
the diagonal provides support on two sides of the square
shape, which minimizes distortion, and permits more than
one size of bar stock to be sheared in a given hole.
Best practice for shearing round bars is to use blades with
holes for each size of stock to be cut. Blade holes
appreciably larger than the stock size cause excessive
distortion of the workpiece.
Shearing of angles is done either in a combination
machine or by double cutting. In a combination machine--the more common method--two blades such as those shown in
Fig. 6(a) are used. One blade, usually the one that is stationary, is L-shaped and is positioned as shown. The movable
blade is square or rectangular and is mounted with its two cutting edges parallel to those of the stationary blade. Figure
6(a) also shows that the space between the blades in the loading position is the same shape as the workpiece.
Fig. 6 Four types of blades for the shearing of angle sections. (a) to (c) Shearing in a combination machine.
(d)
Double-cutting method.
The movable blade travels at 45° toward the stationary blade, and both blades contact the work metal uniformly. Shearing
by this technique is essentially a blanking cut, and distortion of the workpiece is minimal. One disadvantage of the
method is that all cutting occurs at once, resulting in a high shear load. This condition is not important when small angle
sections are cut; however, for work metal larger than 102 × 102 × 13 mm (4 × 4 × in.), the movable blade should be
provided with rake to prevent excessive loading.
Fig. 5
Two types of blades for the shearing of bars.
See text for discussion.
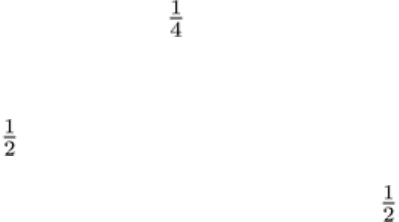
To provide a rake angle between the movable and stationary blades, the included angle between the cutting edges of the
upper or movable blade is increased to 95°, as shown in Fig. 6(b). Shearing begins at the extremity of each leg and
progresses toward the root of the angle. The increase in the included angle of the movable blade results in some distortion
of the drop-cut piece; the amount of distortion is about equal to the difference in angle between the movable and
stationary blades (5° is normal). The part remaining on the table or stationary blade is not distorted.
Most combination shearing machines use a more versatile blade arrangement than those shown in Fig. 6(a) and 6(b). The
setup shown in Fig. 6(c) is used to shear angle sections in both the leg-up and the leg-down positions. A swiveling table
locates and holds the workpiece during shearing. With the swiveling table and two positions for the workpiece, the
flanges can be easily mitered to any specific angle. For example, when shearing angle sections for a frame having the leg
on the inside, the table would be set and locked at 45°. One end is mitered by placing the section in a leg-down position
on the table and shearing off enough to make a clean cut. The other end is mitered by placing the section leg-up on the
table and shearing to the proper length. The opposite positions are applicable when angle sections for a frame having the
leg on the outside are being cut.
Shearing at a 45° angle reduces the capacity of the machine because a greater length of metal is cut at one time when a
90° cut is made. For example, a machine with a capacity of 203 × 203 × 32 mm (8 × 8 × 1 in.) when making a 90° cut
has a capacity of only 203 × 203 × 25 mm (8 × 8 × 1 in.) when cutting at 45°.
Double cutting of angle sections, also called slugging, is used less frequently than shearing in a combination-type
machine. This technique uses two stationary blades, spaced 13 mm ( in.) apart, and one movable V-shaped blade
arranged as shown in Fig. 6(d). The movable blade has a shallow V-shape that does not conform to the shape of the
workpiece. Shearing starts at the extremity of each leg and progresses to the root of the angle, producing a 13 mm ( in.)
wide slug that is pushed out the bottom between the stationary blades.
In the double-cutting method of shearing, distortion occurs only in the slug, because the work metal is supported by the
two stationary blades. There are two disadvantages of using the double-cutting method. First, increased power is required
for making two cuts at the same time, and second, some metal is lost in the slug. The two stationary blades must be firmly
supported to prevent their spreading during the cutting operation.
A similar tool can be used for shearing a channel section. The stationary blades should closely fit the contour of the
channel section. Double cutting is adaptable to a guillotine shear, a combination machine, or a press.
Multiple Setups. Fabricating shops often must shear small quantities to a variety of shapes. To handle such work, many
shops use a machine with a multiple setup such as the one shown in Fig. 7. Without changing blades, the following
operations can be performed:
• Double shearing of angle sections (Fig. 7, left)
• Straight-blade shearing (Fig. 7, center)
• Shearing of round and square bars and single shearing of L-sections (Fig. 7, right)
All movable blades are attached to a single ram.
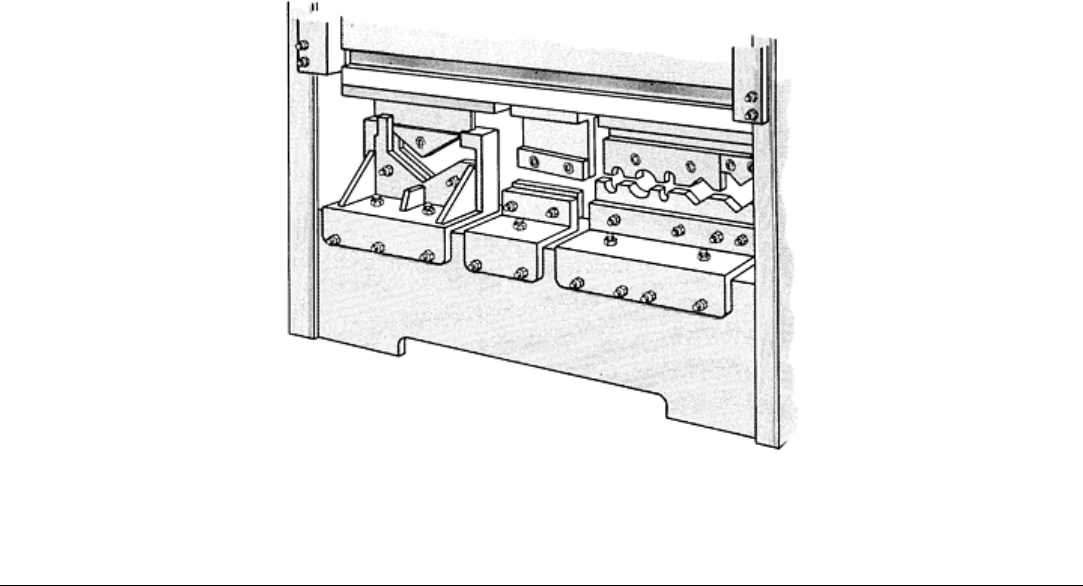
Fig. 7 Multiple setup for various types of shearing--singly or in combination.
Shearing of Bars and Bar Sections
Impact Cutoff Machines
Impact cutoff machines produce high-quality cut slugs or blanks of precise length from round, square, or specially shaped
bars or coils. Two precision cutoff dies are engaged in opposite directions within the impact block, with short
simultaneous strokes fracturing the metal. The result (Fig. 8) is a clean cut at the interface of the two dies, producing slugs
or blanks with length tolerances of well within ±0.13 mm (±0.005 in.) and virtually no deformities at reduction speeds of
300 cuts per minute.
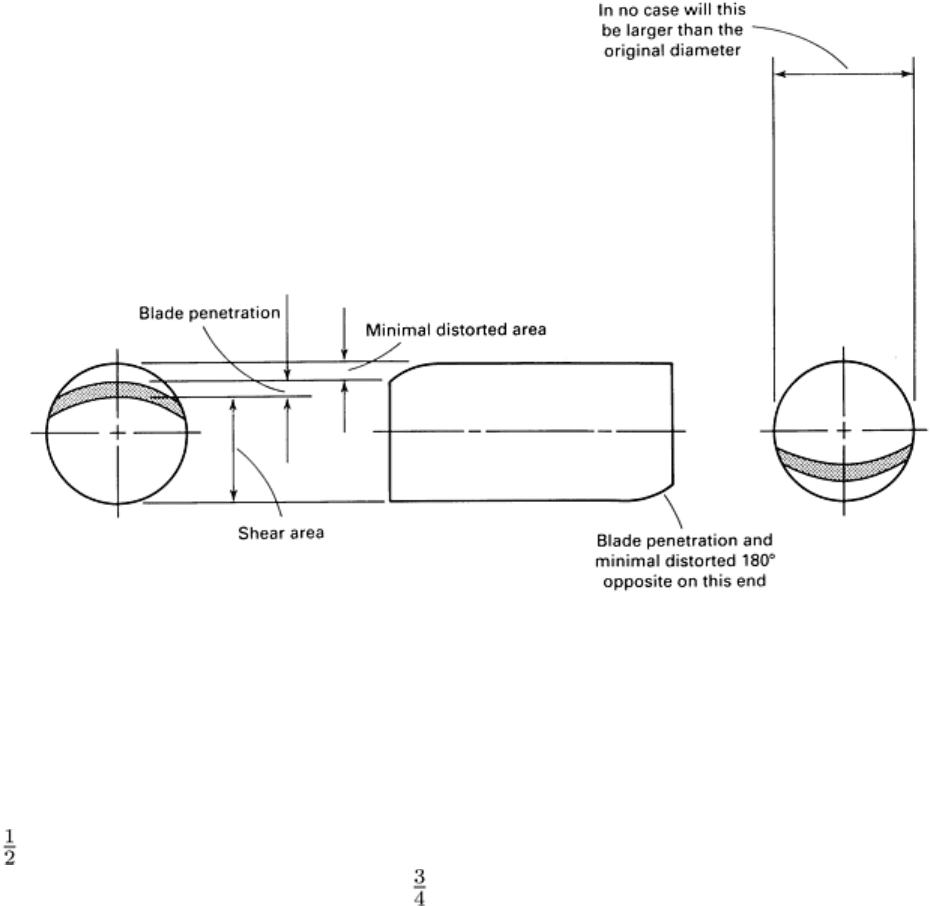
Fig. 8 Effects of shearing a round bar with double-die impact cutoff-type shear.
The quality of cut obtained surpasses that produced by any other known shear-type cutoff device. Squareness is held to
close tolerances, and the cut pieces are virtually free of burrs, distortion, and edge rollover.
On materials such as carbon steel of 414 MPa (60 ksi) tensile strength, impact cutoff machines are capable of cutting 64
mm (2 in.) diam stock up to 914 mm (36 in.) long. Doubling the tensile strength of the material to 818 MPa (120 ksi)
reduces the maximum diameter capacity to 44 mm (1 in.).
Principle and Machine Construction. Impact cutoff machines utilize a unique double-impact cutting principle (Fig.
9). Stock is fed into a pair of precision cutoff dies that have a cavity shaped to the same configuration as the stock. These
opposed dies are actuated with short, simultaneous strokes by two flywheel-cam assemblies. This double impact fractures
the metal, cleanly cutting the confined stock at the interface of the two dies.
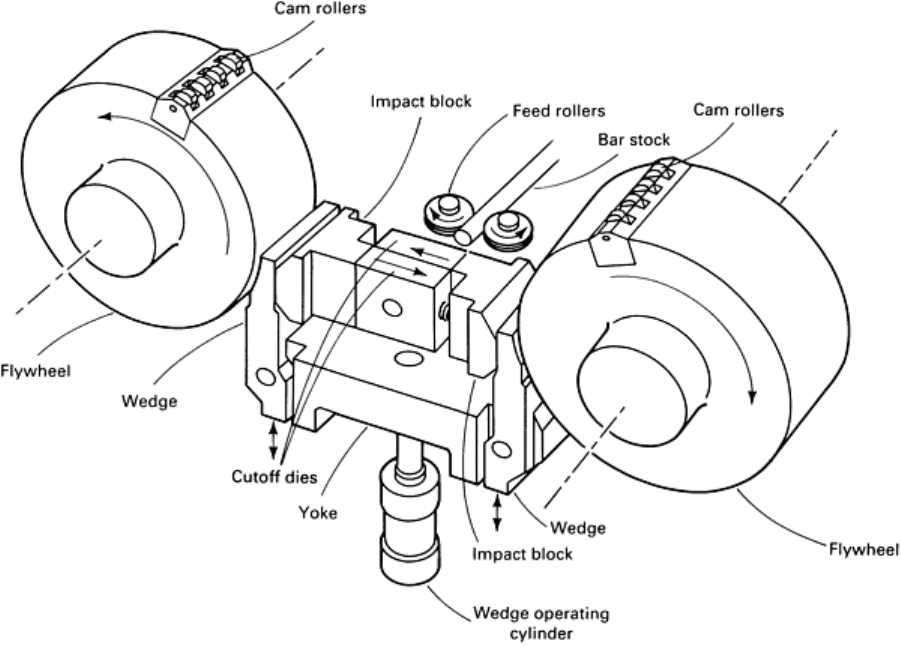
Fig. 9
Impact cutoff machine shearing bar stock with twin cutoff dies that are actuated by cam rollers on
identical flywheel-cam assemblies.
The cutoff dies are located within an impact block. The flywheels rotate at a constant speed, and a cut takes place only
when a pair of air-operated wedges are brought into position to close the gap. Wedge elevation is triggered by a positive
stop that controls the length of cut. The positive stop features a micrometer adjustment for precise control of the blank
length.
Either a short or a long target--stock-stop or length gage--is used, depending on the length of cut. In actual operation, the
target moves out of the way when the leading edge of the workpiece engages it. This motion activates the circuit that
controls the wedges to make the cut. Stock is fed into the dies and up to the positive stop by a hydraulically driven roll
feed.
Die life is excellent in impact cutoff machines and ranges from tens of thousands to hundreds of thousands of cuts before
resharpening is required. A number of variables affect this, with the most important being the amount of clearance
between the workpiece and the die.
The dies are usually of the inserted type. The longest service life has been obtained with inserts made of M2 high-speed
steel hardened to 60 to 62 HRC.
When resharpening of the cutoff die is required because of wear, the insert is first removed and then replaced in the
holder with a 0.51 mm (0.020 in.) shim behind it. The protruding portion of the insert is then sharpened by a simple
surface grinding operation. Removing the die blocks for sharpening or replacement is fast and simple. The die-retaining
plate unbolts, allowing the cutting dies to be easily lifted out.

Thermal Cutting
Revised by Ed Craig, AGA Gas, Inc.
Introduction
THERMAL CUTTING processes differ from mechanical cutting (machining) in that the cutting action is initiated either
by chemical reaction (oxidation) or melting (heat from arc). All cutting processes result in the severing or removal of
metals. Additional information on cutting processes used in metal-forming operations can be found in the articles "Laser
Cutting" and "Abrasive Waterjet Cutting" in this Volume.
Oxygen cutting is accomplished through a chemical reaction in which preheated metal is cut, or removed, by rapid
oxidation in a stream of pure oxygen. Typical oxygen cutting processes are oxyfuel gas, oxygen lance, chemical flux, and
metal powder cutting. Oxyfuel gas cutting and its modifications, chemical flux cutting and metal powder cutting, which
are used to cut oxidation-resistant materials, are discussed in this article.
Arc cutting melts metal by heat generated from an electric arc. Because extremely high temperatures are developed, arc
cutting can be used to cut almost any metal. Modifications of the process include the use of compressed gases to cause
rapid oxidation (or to prevent oxidation) of the workpiece, thus incorporating aspects of the gas cutting process. Arc
cutting methods include air carbon arc, gas metal arc, gas tungsten arc, shielded metal arc, plasma arc, and oxygen arc
cutting. The methods of industrial importance that are covered in this article include plasma arc cutting, air carbon arc
cutting, electric arc cutting using consumable tubular electrodes (Exo-Process), and oxygen arc cutting.
Thermal Cutting
Revised by Ed Craig, AGA Gas, Inc.
Oxyfuel Gas Cutting
Oxyfuel gas cutting includes a group of cutting processes that use controlled chemical reactions to remove preheated
metal by rapid oxidation in a stream of pure oxygen. A fuel gas/oxygen flame heats the workpiece to ignition temperature,
and a stream of pure oxygen feeds the cutting (oxidizing) action. The oxyfuel process, which is also referred to as burning
or flame cutting, can cut carbon and low-alloy plate of virtually any thickness. Castings more than 750 mm (30 in.) thick
commonly are cut by the oxyfuel process. With oxidation-resistant materials, such as stainless steels, either a chemical
flux or metal powder is added to the oxygen stream to promote the exothermic reaction. Equipment for such cutting is
somewhat awkward, however, and speeds and cut quality are lower than those obtained with plasma arc cutting.
The simplest oxyfuel gas cutting equipment consists of two cylinders (one for oxygen and one for the fuel gas), gas flow
regulators and gages, gas supply hoses, and a cutting torch with a set of exchangeable cutting tips. Such manually
operated equipment is portable and inexpensive. Cutting machines, employing one or several cutting torches guided by
solid template pantographs, optical line tracers, numerical controls, or computers, improve production rates and provide
superior cut quality. Machine cutting is important for profile cutting, that is, the cutting of regular and irregular shapes
from flat stock.
Principles of Operation
Oxyfuel gas cutting begins by heating a small area on the surface of the metal to the ignition temperature of 760 to 870 °C
(1400 to 1600 °F) with an oxyfuel gas flame. Upon reaching this temperature, the surface of the metal appears bright red.
A cutting oxygen stream is then directed at the preheated spot, causing rapid oxidation of the heated metal and generating
large amounts of heat. This heat supports the continued oxidation of the metal as the cut progresses. Combusted gas and
the pressurized oxygen jet flush the molten oxide away, exposing fresh surfaces for cutting. The metal in the path of the
oxygen jet burns. The cut progresses, making a narrow slot, or kerf, through the metal.
To start a cut at the edge of a plate, the edge of the preheat flame is placed just over the plate edge to heat the material.
When the plate heats to red, the cutting oxygen is turned on, and the torch moves over the plate to start the cut.
During cutting, oxygen and fuel gas flow through separate lines to the cutting torch at pressures controlled by pressure
regulators, adjusted by the operator. The cutting torch contains ducts, a mixing chamber, and valves to supply an oxyfuel
gas mixture of the proper ratio for preheat and a pure oxygen stream for cutting to the torch tip. By adjusting the control
valves on the torch handle or at the cutting machine controller, the operator sets the precise oxyfuel gas mixture desired.
Depressing the cutting oxygen lever on the torch during manual operation initiates the cutting oxygen flow. For machine
cutting, oxygen is normally controlled by the operator at a remote station or by numerical control. Cutting tips have a
single cutting oxygen orifice centered within a ring of smaller oxyfuel gas exit ports. The operator changes the cutting
capacity of the torch by changing the cutting tip size and by resetting pressure regulators and control valves. Because
different fuel gases have different combustion and flow characteristics, the construction of cutting tips, and sometimes of
mixing chambers, varies according to the type of gas.
Oxyfuel gas flames initiate the oxidation action and sustain the reaction by continuously heating the metal at the line of
the cut. The flame also removes scale and dirt that may impede or distort the cut.
The rate of heat transfer in the workpiece influences the heat balance for cutting. As the thickness of the metal to be cut
increases, more heat is needed to keep the metal at its ignition temperature. Increasing the preheat gas flow and reducing
the cutting speed maintain the necessary heat balance.
Oxygen flow must also be increased as the thickness of the metal to be cut increases. To maintain a steady-state reaction
at a satisfactory cutting speed, the velocity and volume, as well as the shape of the oxygen jet, must be closely controlled.
Because the cutting-oxygen jet is surrounded by preheating flames, it is affected by these gases and the surrounding
atmosphere. The jet must have sufficient volume and velocity to penetrate the depth of the cut and still maintain its shape,
force, and effective oxygen content. There is also a relationship between the purity of the cutting oxygen and the time
required for oxidation. This invariably has an influence on the ultimate cutting speed.
Quality of Cut. The limits within which the cutting reaction can effectively operate are determined by many factors
besides those mentioned. Oxyfuel gas cutting involves control of more than twenty variables. Suppliers of cutting
equipment provide tables that give approximate gas pressures for various sizes and styles of cutting torches and tips,
along with recommended cutting speeds; these are the variables that the operator can control. Other variables include type
and condition (scale, oil, dirt, flatness) of material, thickness of cut, type of fuel gas, and quality and angle of cut. (When
not otherwise defined, a cut is usually taken to mean a through or "drop" cut, made in horizontal plates with the cutting tip
in the vertical position.)
Higher cutting speeds with good cut quality are obtained during the oxyfuel process using a special tip and torch
configuration that provides a curtain of oxygen around the cutting oxygen. The protective curtain maintains a higher level
of cutting oxygen purity, which speeds up the oxidation process. Cutting speeds can be increased by approximately 25%
for thicknesses up to 25 mm (1 in.).
When dimensional accuracy and squareness of the cut edge are important, the operator must adjust the process to
minimize the kerf (the width of metal removed by cutting) and to increase the smoothness of the cut edge. Careful
balancing of all cutting variables helps attain a narrow kerf and smooth edge. The thicker the work material, the greater
the oxygen volume required and, therefore, the wider the cutting nozzle and kerf.
Process Capabilities
Oxyfuel gas cutting processes are primarily used for severing carbon and low-alloy steels. Other iron-base alloys and
some nonferrous metals can be oxyfuel gas cut, although process modification may be required and cut quality may not
be as high as is obtained in cutting the more widely used grades of steel. High-alloy steels, stainless steels, cast iron, and
nickel alloys do not readily oxidize and therefore do not provide enough heat for a continuous reaction. As the carbon and
alloy contents of the steel to be cut increase, preheating or postheating, or both, often are necessary to overcome the effect
of the heat cycle, particularly the quench effect of cooling.
Some of the high-alloy steels, such as stainless steel, and cast iron can be cut successfully by injecting metal powder
(usually iron) or a chemical additive into the oxygen jet. The metal powder supplies combustion heat and breaks up oxide
films. Chemical additives combine with oxides to form lower temperature melting products that flush away.

Applications. Large-scale applications of oxyfuel cutting are found in shipbuilding, structural fabrication, manufacture
of earth-moving equipment, machinery construction, and the fabrication of pressure vessels and storage tanks. Many
machine structures originally made from forgings and castings can be made at less cost by redesigning them for oxyfuel
gas cutting and welding, with the advantages of quick delivery of plate material from steel suppliers, low cost of oxyfuel
gas cutting equipment, and flexibility of design.
Structural shapes, pipe, rod, and similar materials can be cut to length for construction or cut up in scrap and salvage
operations. In steel mills and foundries, projections such as caps, gates, and risers can be severed from billets and
castings. Mechanical fasteners can be quickly cut for disassembly using oxyfuel gas cutting. Holes can be made in steel
components by piercing and cutting. Machine oxyfuel gas cutting is used to cut steel plate to size, to cut various shapes
from plate, and to prepare plate edges (bevel cutting) for welding.
Gears, sprockets, handwheels, clevises and frames, and tools such as wrenches can be cut out by oxyfuel gas torches.
Often, these oxyfuel cut products can be used without further finishing. However, when cutting medium- or high-carbon
steel or other metal that hardens by rapid cooling, the hardening effect must be considered, especially if the workpiece is
to be subsequently machined.
Thickness Limits. Steel less than 3 mm ( in.) thick to over 1.5 in (60 in.) thick can be cut by oxyfuel gas cutting,
though some sacrifice in quality occurs near both ends of this range. With very thin material, operators may have some
difficulty in keeping heat input low to avoid melting the kerf edges and to minimize distortion. Steel under 6 mm ( in.)
thick often is stacked for cutting of several parts in a single torch pass. Procedures for light cutting (<9.5 mm, or in.
thick), medium cutting (9.5 to 250 mm, or to 10 in. thick), heavy cutting (>250 mm, or 10 in. thick), and stack cutting
are discussed in "Oxyfuel Gas Cutting" in Welding, Brazing, and Soldering, Volume 6 of the ASM Handbook.
Advantages and Disadvantages. A number of advantages and disadvantages are apparent when oxyfuel gas cutting
is compared to other cutting operations such as arc cutting, milling, shearing, or sawing. The advantages of the oxyfuel
process are:
• Metal can be cut faster. Setup is generally simpler and faster
than is the case for machining and about equal to
that of mechanical severing (sawing and shearing)
•
Oxyfuel gas cutting patterns are not confined to straight lines as in sawing and shearing, or to fixed patterns as in
die-cutting processes. Cutting direction can be changed rapidly on a small radius during operation
•
Manual oxyfuel gas cutting equipment costs are low compared to those for machine tools. Such equipment is
portable and self-contained, requiring no outside power, and well suited for field use
•
When properties and dimensional accuracy of gas cut plate are acceptable, oxyfuel gas cutting can replace costly
machining operations. It offers reduced labor, overhead, material, and tooling costs, and faster delivery
• With advanced machinery, oxyfuel gas cutting lends itself to high-volume parts production
• Large plates can be cut in place quickly by moving the gas torch rather than the plate
• Two or more pieces can be cut simultaneously using stack cutting methods and multiple-torch cutting machines
The disadvantages of the oxyfuel process include:
• Dimensional tolerances are poorer than they are for machining and shearing
• Because oxyfuel gas cutting relies on oxidation of iron, it is limited to cutting steels and cast iron
• Heat generated by oxyfuel
gas cutting can degrade the metallurgical properties of the work material adjacent to
the cut edges.
Hardenable steels may require preheat and/or postheat to control microstructure and mechanical
properties
• Preheat flames and the expelled red hot slag pose a fire hazard to plant and personnel
Factors Affecting Oxyfuel Gas Cutting
Oxygen consumption varies widely in practice, depending on whether maximum economy, speed, or accuracy is
sought. Literature supplied by torch and related equipment suppliers provides general guidelines for the amount of oxygen
consumed for varying metal thicknesses.
As the cutting oxygen flows down through the cut, the quantity available for reaction decreases. If the flow of oxygen is
relatively large and sharply coherent, the rate of cutting through the depth of the cut is not affected; that is, the cutting
face will remain vertical if the oxygen is in excess and the cutting speed is not too great.
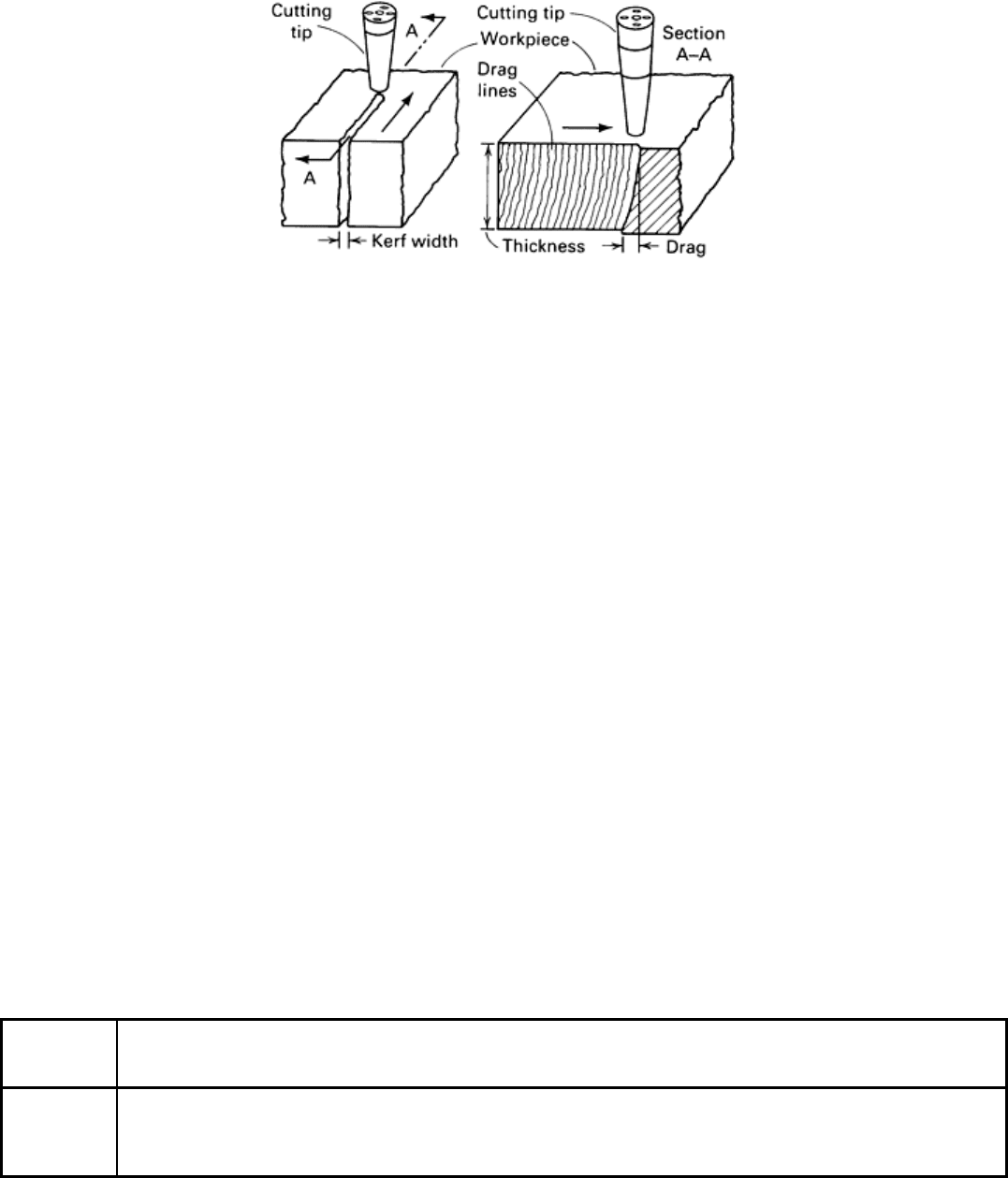
However, if the oxygen flow is insufficient, or the cutting speed is too high, the lower portions of the cut will react more
slowly. As a result, the cutting face will become curved, as shown in Fig. 1. The horizontal distance between the points of
entry and exit is called drag. Drag often is expressed as a ratio or as a percentage of the metal thickness.
Fig. 1 Cross section of work metal during oxyfuel gas cutting showing drag on cutting face.
Drag can be stabilized; at the proper drag ratio, the heat from the molten metal flowing down the curve is efficiently
used. Drag is a rough measure of cutting quality and of economy in oxygen consumption. In metal thicknesses up to 50 or
75 mm (2 or 3 in.), a 10 to 15% drag is associated with good quality of cut and good economy. Higher quality demands
less drag; more drag indicates poorer quality and low oxygen consumption. Too much drag may lead to incomplete
cutting.
In very thin sections, drag has little meaning; the main problem is control of high heat input compared to low heat sink. In
very thick sections, the opposite is true; the problem is to avoid excessive drag. All the input variables controlled by the
operator (size and type of cutting tip, preheat flames, oxygen flow, and cutting speed) can be used to control drag.
Oxygen purity, as well as the alloy content of the steel being cut, affects the chemical reaction in oxyfuel gas cutting.
Oxygen purity also affects combustion heat. The oxygen supplied from cylinders for oxyfuel gas cutting is usually at least
99.5% pure. A 0.5% departure from this purity (99% O
2
) decreases the cutting efficiency. At 90% purity, cutting is very
difficult, and at lower purities it is often impossible. The impurities consist of inert gases and water vapor. The effective
purity of oxygen can also be reduced by gaseous combustion products from the preheat flames and from the metal being
cut.
Alloying of iron affects oxyfuel gas cutting, usually by reducing the rate of oxidation. The total alloy content in low-
alloy steel usually does not exceed 5%, and the effect on cutting speed is slight. Alloying elements affect oxyfuel gas
cutting of steel in two ways. They may make the steel more difficult to cut, or they harden the cut edge, or both. In highly
alloyed steel, the oxidizing characteristics of alloying elements and the constituents formed in alloying may make
sustained oxidation difficult or even impossible. The effects of alloying elements on cutting are evaluated in Table 1. In
any steel, preheat accelerates the chemical reaction; higher alloy steels, therefore, may need preheating beyond that
provided by the preheat flames of the gas torch to promote cutting.
Table 1 Effects of alloying elements on resistance of steel to oxyfuel cutting
Element
Effect on oxyfuel cutting
Aluminum
Extensively used as a deoxidizer in steelmaking; has no appreciable effect on oxygen cutting unless present in
amounts above 8 to 10%; above this percentage, plasma arc cutting or metal powder cutting should be used