ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

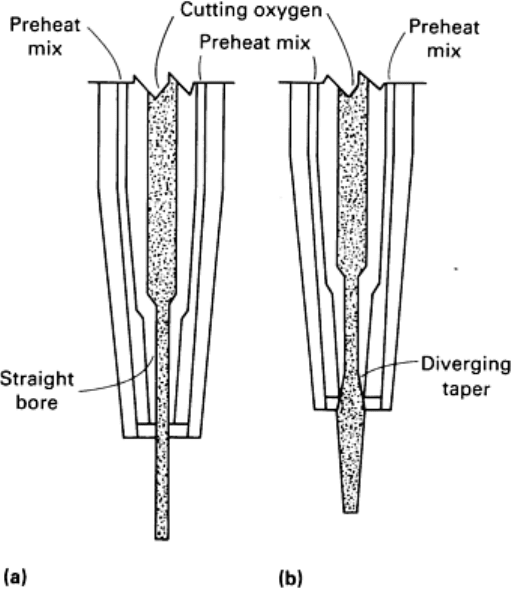
higher than standard tips. Best suited to machine cutting, high-speed tips produce superior cuts in plate up to about 150
mm (6 in.) thick. Above this thickness, advantages of their use decrease, and they are not recommended for cutting metal
more than 250 mm (10 in.) thick.
Fig. 5 Oxyfuel cutting tips. (a) Standard cutting tip with straight-bore oxygen orifice. (b) High-
speed cutting tip
with divergent-bore oxygen orifice.
Equipment Selection Factors. Natural gas and liquefied petroleum gases operate most efficently with high-low gas
regulators; injector-type cutting torches; and two-piece, divergent, recessed cutting tips. Acetylene cutting is most
efficient with divergent single-piece tips. If acetylene is supplied by low-pressure generators, an injector-type torch is
ideally suited to most cutting applications.
Two-piece divergent cutting tips are best suited for use with Mapp gas; the tip recess should be less than one used for
natural gas or propane. Injector-type torches and high-low regulators are not required with Mapp gas.
Guidance Equipment. In freehand cutting, the operator can usually follow a layout accurately at low speeds, but the
cut edges may be ragged. For accurate manual cutting at speeds over 250 mm/min (10 in./min), the torch tip should be
guided with a metal straightedge or template. Circles and arcs are cut smoothly with the aid of a radius bar, a light rod
clamped and adjusted to the torch at one end, while the other end is held at the circle center.
Machine guidance equipment includes magnetic tracing of a metal template, manual spindle tracing, optical tracing of a
line drawing, guidance by numerically controlled tape or by programmable controllers, and computer-programmed
guidance equipment (Fig. 6).
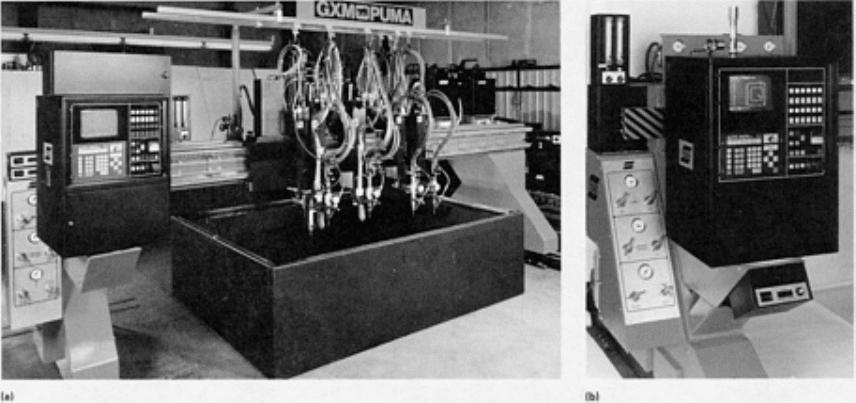
Fig. 6 Gantry shape cutting system. (a) CNC-
controlled cutting tool incorporating oxyfuel torches, plasma arc
torches, 90° indexing triple-torch oxyfuel stations for straight-line beveling, and zinc powder
or punch markers.
(b) Close-up of CNC control console. Courtesy of ESAB North America, Inc.
Portable cutting machines are used primarily for straight-line and circular cutting. Components include a torch
mounted on a motor-driven carriage that travels on a track or other torch guidance device. The operator adjusts travel
speed and monitors the operation.
Machine cutting torches are of heavy construction of in-line design. The torch casing has a rack, which fits into a gear on
the torch holder, for raising and lowering the torch over the work. Ducts and valves are encased in a single tube. The
cutting tip is mounted axially with the tube. A valve knob or a lever-operated poppet valve replaces the spring-loaded
cutting-oxygen lever of the manual torch.
On some portable machines, gases are supplied to connections on the carriage, rather than directly to the torch to avoid
hose drag on the torch. Short hoses are used from machine connections to the torch. Some carriages can accommodate
two or more torches operating simultaneously, for such operations as squaring and beveling.
The operator follows the carriage to make adjustments. When plates are wavy or distorted, the operator may need to
adjust torch height to avoid losing the cut. When carefully operated, track-guided torches can produce cuts at speeds and
quality approaching those obtainable with stationary cutting machines.
Stationary cutting machines, as shown in Fig. 6 and 7, are used for straight-line and circular cuts, but their primary
use is for cutting complex parts, that is, for cutting shapes. Plate to be cut is moved to the machine.
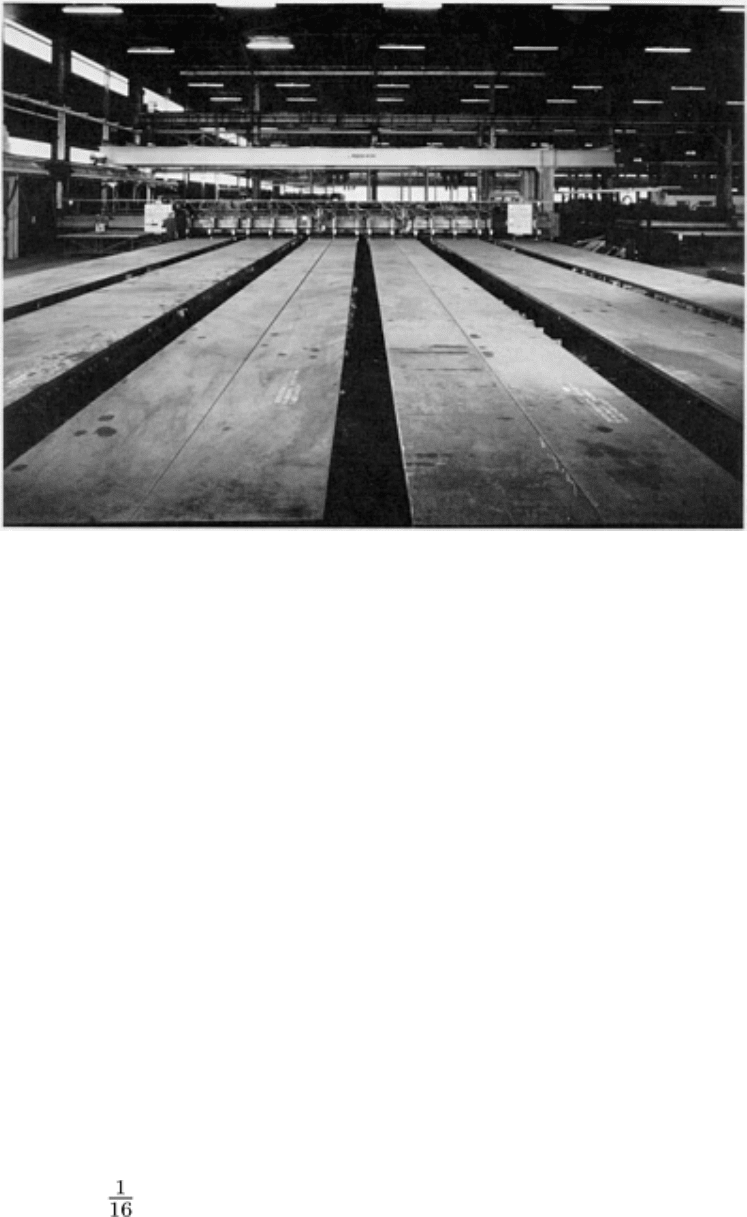
Fig. 7 Stationary oxyfuel gas cutting machine.
On shape-cutting machines, cutting torches move left and right on a bridge mounted over the cutting table. The bridge
moves back and forth on supports that ride on floor-mounted tracks. The combined movement of the torches on the bridge
and the bridge on the track allows the torch to cut any shape in the x-y plane. Bridges are either of cantilever or gantry
design. Suppliers classify cutting-machine capacity by the maximum width of plate that can be cut.
Machine Directions. Methods for directing the motion of shape cutting machines have become increasingly
sophisticated and include manual, magnetic, and electronic means of control. The simplest machines have one or two
torches and use manual or magnetic tracing.
For manual tracing, the operator either steers an idler wheel or spindle around a template or guides a wheel or focused
light beam around an outline on paper. Cutting speed is controlled by setting the speed of the tracing head (pantograph
director) or by setting the speed of the torch carriage (coordinate drive). Cutting speed in manual tracing is about 350
mm/min (14 in./min), depending on operator skill.
Magnetic tracing is done with a knurled magnetized spindle that rotates against the edge of a steel template. The spindle is
linked to a pantograph. Direct-reading tachometers, showing cutting speed in inches per minute, assist in adjusting cutting
speed. These control methods are relatively slow.
Faster, electronic tracers use a photo-electric cell that scans the reflection of a beam of light directed on the outline of a
template. Templates are line drawings on paper, white-on-black paper cutouts, or photonegatives of a part outline. To
hold tolerances closer than in. continuously, templates of plastic film, glass cloth, or some other durable,
dimensionally stable material should be used.
In scanning the edge of a white-on-black template, the circuit through the photoelectric cell balances when the cell senses
an equal amount of black and white. A change in this balance sends an impulse to a motor that moves the tracing head
back to balance. In line tracing, the photoelectric cell scans the line from side to side. As long as the light reflects equally
from both sides of the line, the steering signals balance. When the photocell scans more light on one side of the line than
on the other, the scanner rotates to balance.
Some machines adjust to permit parts to be cut about in. larger or smaller than the template. This feature, called kerf
compensation, is useful for cutting to close tolerances, especially when the template has insufficient kerf allowance.
Coordinate-drive machines translate motion 1 to 1 or in other ratios. Such ratio cutting permits the use of templates in any
proportion, from full-scale to one-tenth of part size.
Tape Control. Cutting machine movement may be controlled by electronic signals from punched tape (numerical
control). These machines do not require templates, and the tape may be easily stored and used many times.
Some cutting machines receive directions from a microprocessor, programmed directly or from punched tape. The most
sophisticated machines take directions from a computer (computerized numerical control, or CNC) and use computer
graphics (Fig. 6).
Nesting of Shapes
Savings in material, labor, and gas consumption can be gained by nesting parts in the stock layout for single-torch or
multiple-torch operation. Savings can be realized whenever one cut can be made instead of two. Sometimes a shape can
be modified for better nesting. The advent of computer graphics allows cutting-machine programmers to create layouts of
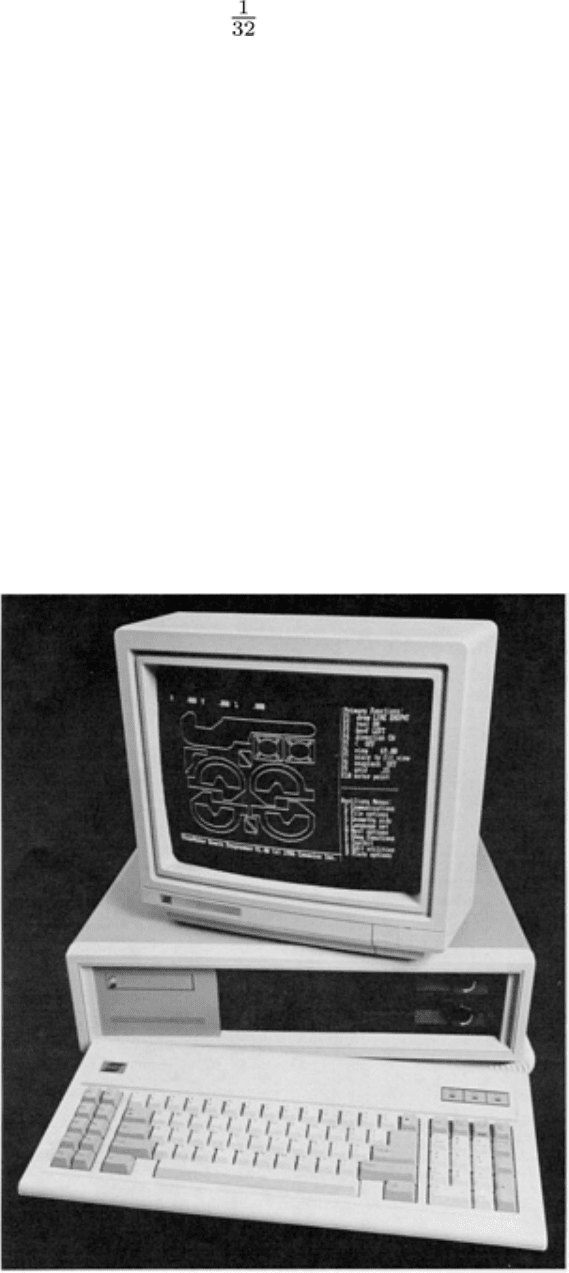
part patterns on cathode ray tube screens (Fig. 8), manipulating cutting patterns for greatest plate use. Several firms offer
programs that closely optimize parts nesting.
Fig. 8 Parts programming system for nesting of shapes. Layouts of part patterns can be performed on-
screen
using such a system, resulting in optimum material use. Courtesy of ESAB North America, Inc.
Thermal Cutting
Revised by Ed Craig, AGA Gas, Inc.
Metal Powder Cutting
Finely divided iron-rich powder suspended in a jet of moving air or dispensed by a vibratory device is directed into the
gas flame in metal powder cutting. The iron powder passes through and is heated by the preheat flame so that it burns in
the oxygen stream. Heat generated by the burning iron particles improves cutting action. Cuts can be made in stainless
steel and cast iron at speeds only slightly lower than those used for equal thicknesses of carbon steel. By adding a small
amount of aluminum powder, cuts can be made through copper and brass. For information on the types of metal powder
used for cutting operations, see the article "Metal and Alloy Powders for Welding, Hardfacing, Brazing, and Soldering" in
Powder Metal Technologies and Applications, Volume 7 of the ASM Handbook.
Equipment. In metal powder cutting, a gas torch with an external powder attachment (Fig. 9), or a torch with built-in
powder passages, is used. A vibratory or pneumatic powder dispenser (Fig. 10), air supply, and powder hose are required,
in addition to fuel and oxygen lines. The equipment may be used manually for removing metal, such as risers from
castings, or mechanized for straight-line or shape cutting by machine. Powder cutting torches mounted on gas cutting
machines are capable of cutting stainless steel.
Fig. 9 Powder cutting attachments. (a) Single-
tube attachment. (b) Multijet attachment. (c) Enlargement of
powder nozzle adapter.
Fig. 10 Pneumatic powder dispenser for use in metal powder cutting.
Thickness. In plate 25 to 100 mm (1 to 4 in.) thick, powder cuts can be produced by machine to an accuracy of 0.8 to
1.6 mm ( to in.). Heavier sections are seldom cut except for the trimming of castings; in this application, hand
cutting requires greater allowances to avoid damage. Typical metal powder cutting applications include removal of risers;
cutting of bars, plates, and slabs to size; and scrapping.
Quality of Cut. The kerf has a layer of scale which, on stainless steel, flakes off as the workpiece cools. The surface
exposed after scale removal has the texture of sandpaper. Light grinding is normally sufficient to smooth high spots and
remove iron particles and oxide. Unstabilized austenitic stainless steel may become sensitized by the heat of cutting.
Powder cut cast iron develops a hardened case at the surface, which may require annealing or removal by grinding.
Thermal Cutting
Revised by Ed Craig, AGA Gas, Inc.
Chemical Flux Cutting
Chemical flux cutting processes are well suited to materials that form refractory oxides. Finely pulverized flux is injected
into the cutting oxygen before it enters the cutting torch. The torch has separate ducts for preheat oxygen, fuel gas, and
cutting oxygen. When the flux strikes the refractory oxides that are formed when the cutting oxygen is turned on, it reacts
with them to form a slag of lower melting temperature compounds. This slag is driven out, enabling oxidation of the
metal to proceed.
Chemical fluxing methods are used to cut stainless steel. The operator should have an approved respirator for protection
from toxic fumes generated by the process.
Thermal Cutting
Revised by Ed Craig, AGA Gas, Inc.
Plasma Arc Cutting
Plasma arc cutting employs an extremely high-temperature, high-velocity, constricted arc between an electrode contained
within the torch and the piece to be cut. The arc is concentrated by a nozzle onto a small area of the workpiece. The metal
is continuously melted by the intense heat of the arc and then removed by the jetlike gas stream issuing from the torch
nozzle. Because plasma arc cutting does not depend on a chemical reaction between the gas and the work metal, because
the process relies on heat generated from an arc between the torch electrode and the workpiece, and because it generates
very high temperatures (28,000 °C, or 50,000 °F, compared to 3000 °C, or 5500 °F, for oxyfuel), the transferred arc
cutting mode can be used on almost any material that conducts electricity, including those that are resistant to oxyfuel gas
cutting. Using the nontransferred arc method, nonmetallic objects such as rubber, plastic, styrofoam, and wood can be cut
with a good quality surface to within 0.50 to 0.75 mm (0.020 to 0.030 in.) tolerances.
The past decade has seen a great increase in use of plasma arc cutting, because of its high cutting speed (Fig. 11). The
process increases the productivity of cutting machines over oxyfuel gas cutting without increasing space or machinery
requirements.
Fig. 11 Typical cutting speeds for plasma arc cutting of carbon steel or stainless using 6.8 m
3
/h (240 ft
3
/h) of
air at 345 kPa (50 psi)
from a single source. This information represents realistic expectations using
recommended practices and well maintained systems. Other factors such as parts wear, air quality, line voltage
fluctuations, and operator experience may also affect system performance.
Operating Principles and Parameters (Ref 1)
The basic plasma arc cutting torch is similar in design to that of a plasma arc welding torch. For welding, a plasma gas jet
of low velocity is used to melt base and filler metals together in the joint (see the article "Plasma Arc Welding" in
Welding, Brazing, and Soldering, Volume 6 of the ASM Handbook). For the cutting of metals, increased gas flows create
a high-velocity plasma gas jet that is used to melt the metal and blow it away to form a kerf. The basic design and
terminology for a plasma arc cutting torch are shown in Fig. 12.
Fig. 12 Components of a plasma arc cutting torch.
All plasma arc torches constrict the arc by passing it through an orifice as it travels away from the electrode and toward
the workpiece. As the orifice gas passes through the arc, it is heated rapidly to high temperature, expands, and accelerates
as it passes through the constricting orifice. The intensity and velocity of the arc plasma gas are determined by such
variables as the type of orifice gas and its entrance pressure, constricting orifice shape and diameter, and the plasma
energy density on the work.
The basic plasma arc cutting circuitry is shown in Fig. 13. The process operates on direct current, straight polarity (dcsp),
electrode negative, with a constricted transferred arc. In the transferred arc mode, an arc is struck between the electrode in
the torch and the workpiece. The arc is initiated by a pilot arc between the electrode and the constricting nozzle. The
nozzle is connected to ground (positive) through a current-limiting resistor and a pilot arc relay contact. The pilot arc is
initiated by a high-frequency generator connected to the electrode and nozzle. The welding power supply then maintains
this low current arc inside the torch. Ionized orifice gas from the pilot arc is blown through the constricting nozzle orifice.
This forms a low-resistance path to ignite the main arc between the electrode and the workpiece. When the main arc
ignites, the pilot arc relay may be opened automatically to avoid unnecessary heating of the constricting nozzle.
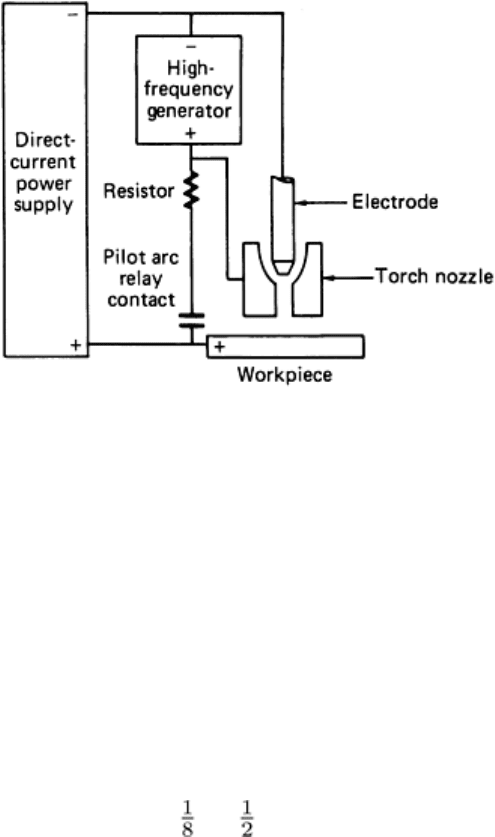
Fig. 13
Plasma arc cutting circuit. The process operates on direct current electrode negative (straight polarity).
The arc is initiated by a pilot arc between the electrode and torch nozzle. Pilot arc is initiated by the high-
frequency generator, which is connected to the electrode nozzle.
Plasma arc cutting was originally developed for severing nonferrous metals using inert gases. Modifications of the
process and equipment to allow the use of oxygen or compressed air in the orifice gas permitted the cutting of carbon and
alloy steel with improved cutting speeds and a cut quality similar to that obtained with oxyfuel cutting.
Because the plasma constricting nozzle is exposed to the high plasma flame temperatures (estimated at 10,000 to 14,000
°C, or 18,000 to 25,000 °F), the nozzle is sometimes made of water-cooled copper. In addition, the torch should be
designed to produce a boundary layer of gas between the plasma and the nozzle.
Several process variations are used to improve the plasma arc cutting quality for particular applications. They are
generally applicable to materials in the 3 to 38 mm ( to 1 in.) thickness range, depending on the current rating of the
plasma machine. Auxiliary shielding in the form of gas or water is used to improve cutting quality.
Dual-flow plasma cutting provides a secondary gas blanket around the arc plasma, as shown in Fig. 14. The usual
orifice gas is nitrogen or compressed air. The shielding gas is selected for the material to be cut. It may be compressed air
for mild steel, CO
2
for stainless steels, and an argon-hydrogen mixture for aluminum.
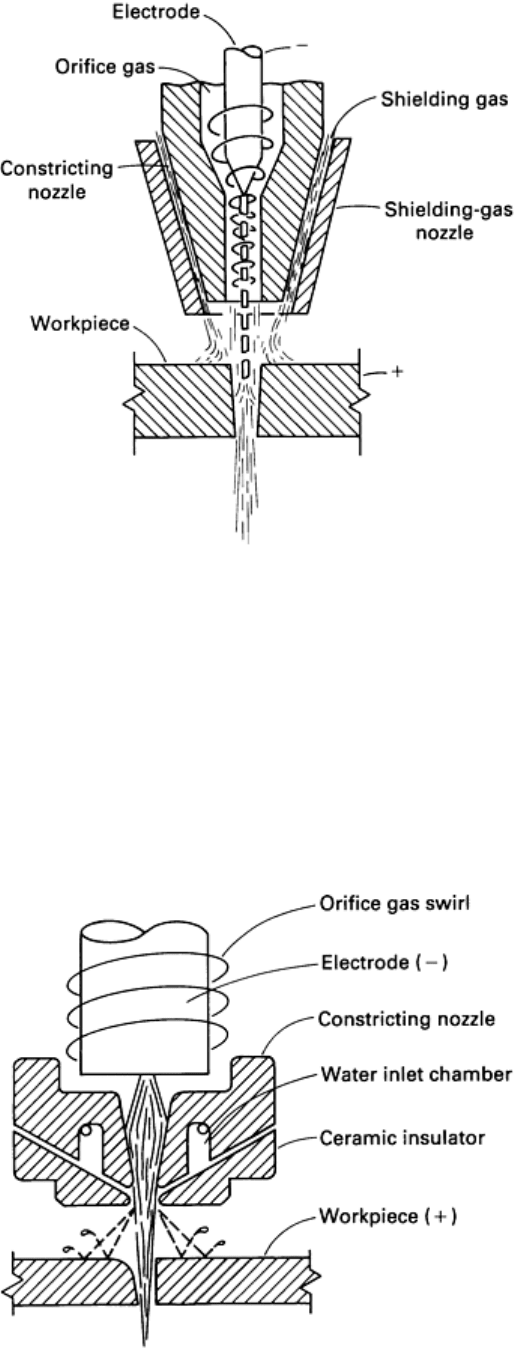
Fig. 14 Dual-flow plasma arc cutting.
Water Shield Plasma Cutting. This technique is similar to dual-flow plasma cutting. Water is used in place of the
auxiliary shielding gas.
Water Injection Plasma Cutting. This modification of the plasma arc cutting process uses a symmetrical impinging
water jet near the constricting nozzle orifice to further constrict the plasma flame. The arrangement is shown in Fig. 15.
The waterjet also shields the plasma from turbulent mixing with the surrounding atmosphere.
Fig. 15 Water injection plasma arc cutting arrangement.