ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

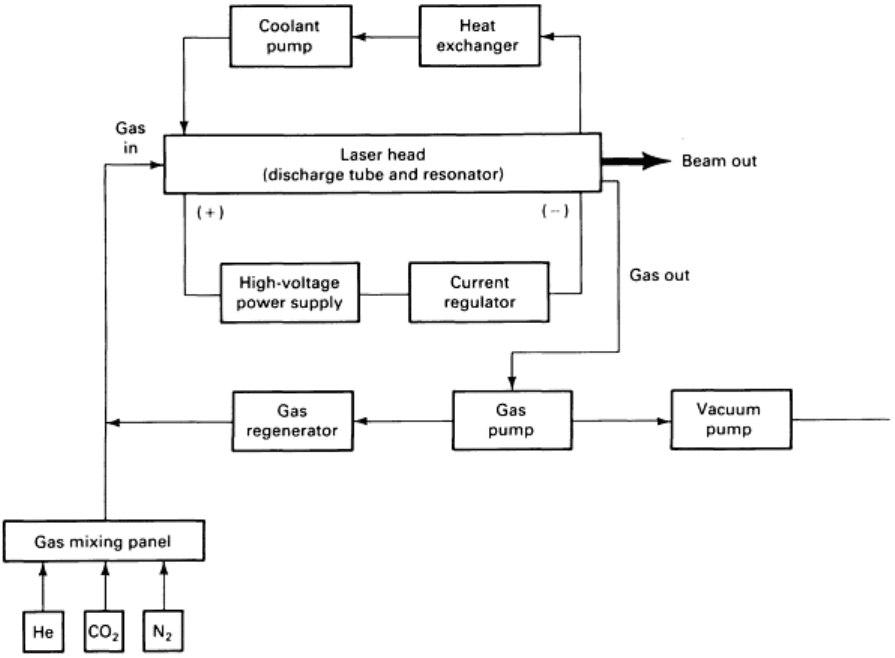
Fig. 1 General CO
2
laser design.
CO
2
Lasers. There are three basic types of CO
2
gas lasers: slow axial flow, transverse flow, and fast axial flow.
The slow axial flow laser is an older, proven design that has excellent mode, stability and pulsing capabilities. They
are available with powers up to approximately 800 W, allowing them to cut steels up to 6.5 mm (0.25 in.) thick. Figure 2
shows the typical design theory of a slow axial flow laser. The lasing action occurs by injecting laser gas at a pressure of
approximately 2.7 kPa (20 torr) into an evacuated glass tube. The tube has a rear mirror and an output coupler at either
end. A high-voltage glow discharge is then passed down the tube between an anode and cathode, causing lasing to occur.
This design, which can only create 70 W/m (20 W/ft) of tube length, requires a long resonator cavity to produce high
power levels.
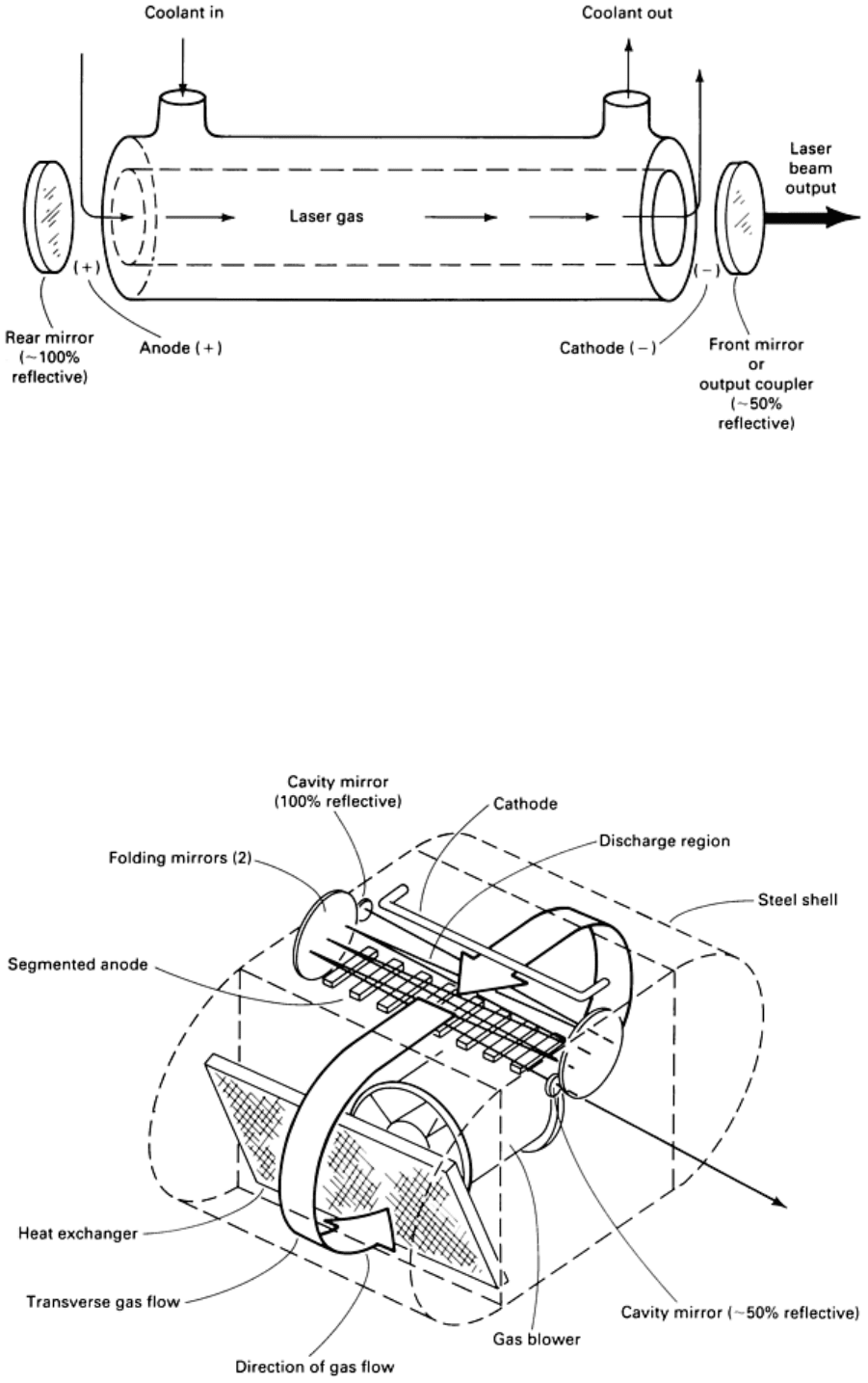
Fig. 2 Slow axial flow CO
2
laser.
The transverse-flow laser was developed in response to the size versus power limitations of the slow axial flow
laser. Transverse-flow laser design allows power to be generated to approximately 25 kW. The transverse laser
accomplishes this by using a tangential blower to move a high volume of laser gas transversely across the anode-cathode
electrical path, as shown in Fig. 3. The basis of this design is that power is directly related to the volume of laser gas that
is excited at any one time. The drawbacks are that these lasers cannot be electronically pulsed for cutting very intricate
geometries, and the beam quality, or mode, is not ideal for high quality cutting applications.
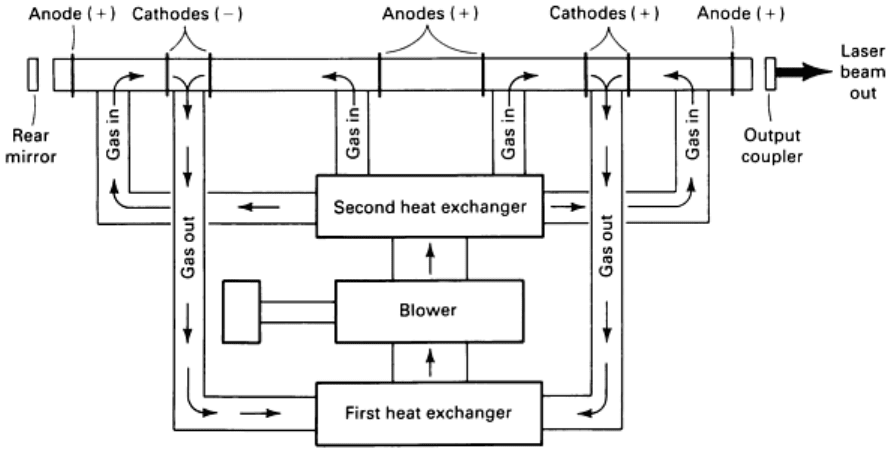
Fig. 3 Transverse or cross-flow CO
2
laser.
The fast axial flow laser is the newest CO
2
type. It combines the high power of the transverse flow laser with the
beam quality and some of the pulsing capabilities of the slow axial flow laser. Its design is similar to the slow axial flow
laser, except that a tangential blower forces a large amount of laser gas axially down the resonator, as shown in Fig. 4.
This increases the available power to 700 W/m (210 W/ft) of active laser resonator. This laser type is currently being built
with power up to 3 kW, and is becoming increasingly popular as a cutting laser because of its increased power, excellent
beam quality, and pulsing capabilities.
Fig. 4 Typical fast axial flow CO
2
laser.
Both the slow and fast axial flow lasers can operate in either the continuous wave (CW) or electronically pulsed modes. In
CW operation, the laser operates at a continuous power level. This type of operation provides the highest cutting travel
speeds. Because of the high speeds required to cut thinner material above 3175 mm/min (125 in./min), a loss of accuracy
can occur on intricate parts because of motion system limitations. Overheating will also occur on any thickness if the part
is very complex. The solution to these problems is to pulse the laser electronically, thereby allowing intermittent high
peak powers (approximately two to eight times the peak CW power) and overall lower average powers, as shown in Fig.
5. This results in controlled heat input and higher accuracies, but at reduced feed rates, compared to CW operation.
Typical pulse rates for CO
2
laser cutting range from 100 Hz to 1000 Hz.
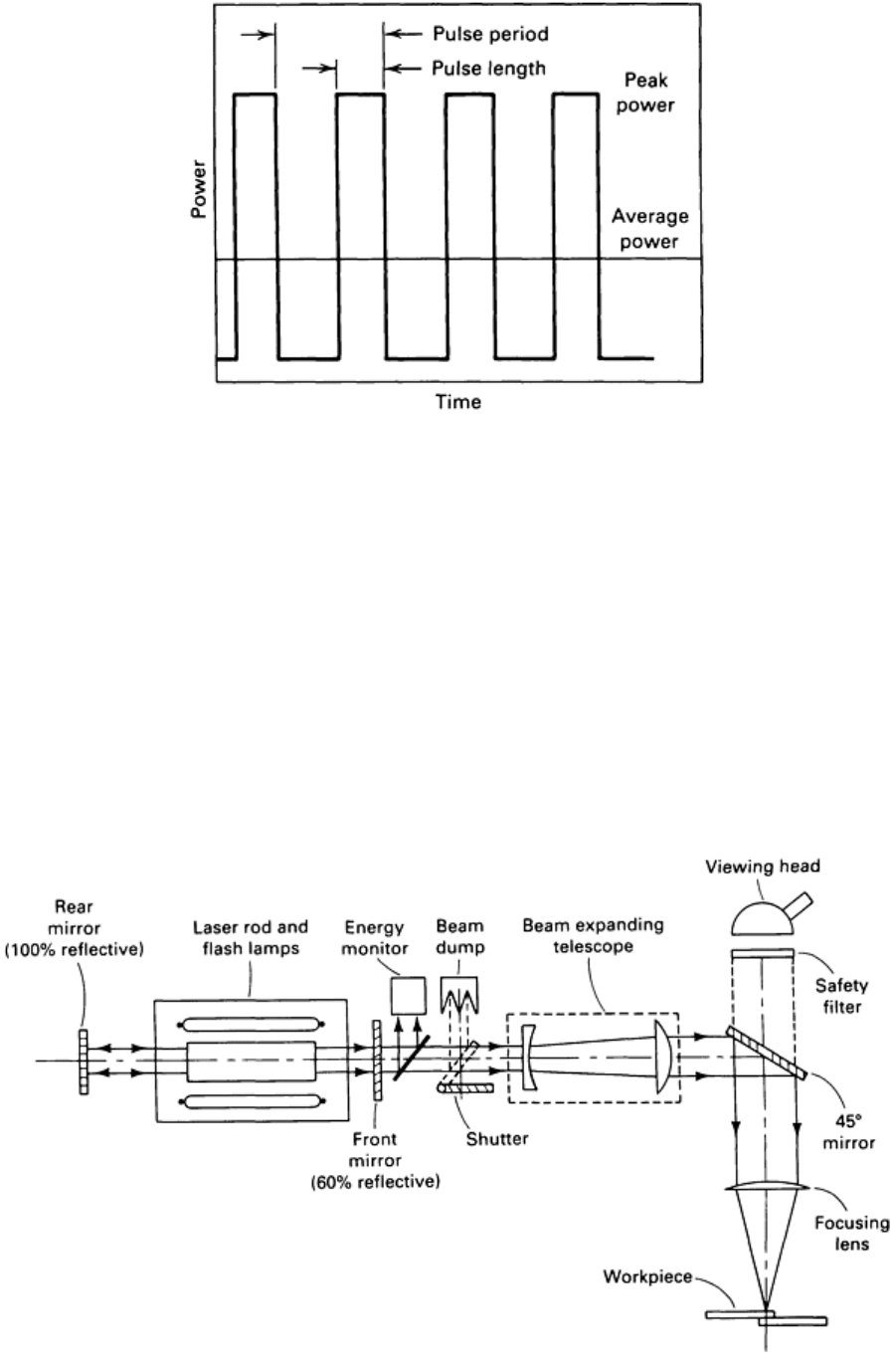
Fig. 5 Pulsed waveform.
The Nd-YAG is the second type of industrial laser. It is a solid-state laser in which the active medium is neodymium,
which is dissolved in a matrix of yttrium aluminum garnet. The resulting crystal is formed into a rod, which is excited by
external flash lamps using xenon or krypton. As the lamps flash, the light is absorbed by the rod, exciting the medium to
emit photons. This laser uses the same type of two-mirror resonator described earlier. The Nd-YAG laser is a pulse-only
laser with a cutting speed limited to about 762 mm/min (30 in./min). This laser also emits invisible infrared light, but with
a wavelength of 1.06 μm (41.7 μin.), compared to 10.6 μm (417 μin.) for a CO
2
laser. Because of this shorter wavelength,
the Nd-YAG beam is more readily absorbed by metals, and is therefore used to cut gold, silver, copper, platinum, and
other metals that would be very reflective to a CO
2
laser. The Nd-YAG laser also does a superb job of drilling and
trepanning small holes in metals and is typically used on aircraft jet engine parts made from high-temperature superalloys
and titanium. Figure 6 shows a typical Nd-YAG laser system design.
Fig. 6 Typical Nd-YAG laser design.
Laser Cutting
Gregg P. Simpson, Peerless Laser Processors Division, Peerless Saw Company; Thomas J. Culkin, Lumonics Materials Processing
Corporation
Competing Cutting Methods
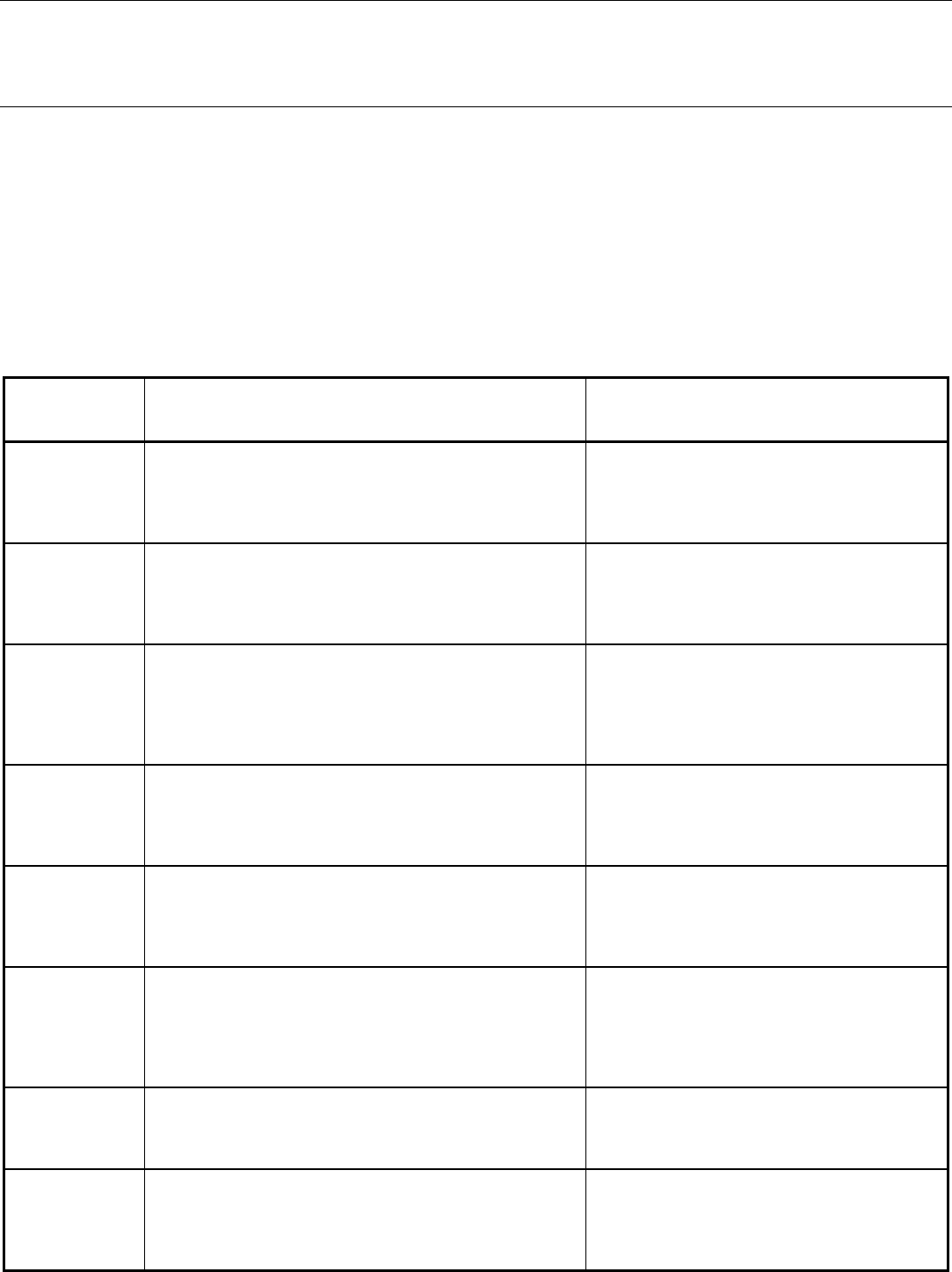
The advantages and disadvantages of several conventional metal-shaping processes that compete with the laser are shown
in Table 1. While the laser does not displace any of these processes in terms of their special capabilities, laser cutting does
fill a very important void. For example, the laser is the ideal method for producing short-run or prototype blanked parts of
large, complex or small, intricate shapes (see Fig. 7). The choice to laser cut these parts is based on cost. The expense of
temporary tooling or edge finishing far exceeds the cost of laser cutting.
Table 1 Advantages and disadvantages of laser cutting versus traditional metal cutting methods
Cutting method Advantages
Disadvantages
Laser Good edge quality, good accuracy, small kerf, narrow HAZ,
no distortion, little noise; cuts nonmetals, cuts small and
complex shapes
High equipment cost, limited to under 13 mm
(0.5 in.) thick, slower feed rates over 6.4 mm
(0.25 in.); cuts single layer
Plasma arc Lower equipment costs, faster feed rates over 6.4 mm (0.25
in.); cuts over 13 mm (0.5 in.) thick
Lower accuracy, decreased edge quality, larger
kerf, wider HAZ, noisy, higher operating costs;
only cuts metal
Laser Good edge quality, good accuracy, lower scrap rate, no
distortion, small kerf, no tooling or tool wear, increased part
nesting; cuts complex shapes, cuts up to 13 mm (0.5 in.) thick,
cuts tempered materials and nonmetals
Higher equipment costs, lower process rate,
higher costs on larger part quantities
Nibbling (turret
punch press)
Good process rate, lower equipment costs, economical on
medium to high production runs
Lower edge quality, high tool wear, high tooling
costs, low accuracy, distortion, scrap; only cuts
10 mm (0.38 in.) thick
Laser Good edge quality, no tooling or dies, short setup times, rapid
and low-cost design changes, noncontact cutting; cuts complex
shapes and three-dimensional shapes, cuts tempered materials
Higher equipment costs, low rate on high
volumes
Punch press High volume rates; lower costs at high volumes; cuts over 13
mm (0.5 in.) thick
Greater tool fabrication time, higher tool costs
and maintenance, more setup time, poorer tool
design, part stresses, lower edge quality; only
cuts annealed steel
Laser High feed rate, economical on small and medium quantities;
cuts nonmetals and nonconductive metals
Lower edge quality, higher equipment costs,
thickness limitations
Wire electric
discharge
machining
Good edge quality, good accuracy, lower equipment costs,
cuts over 13 mm (0.5 in.) thick, cuts very fine and complex
shapes
Very slow on any thickness, fixturing
Laser Narrow kerf, faster feed rates, good accuracy, good edge
quality
Small HAZ, fumes; cuts limited materials
Abrasive water
jet
No HAZ, cuts up to 152 mm (6 in.) material thickness, no
distortion, cuts all materials
Abrasive disposal, noisy, high-pressure
plumbing, slow feed rates
Laser Flexibility, faster feed rate, short setup time
Small HAZ, accuracy, high equipment costs
Numerically
controlled
milling
No HAZ, good accuracy, good edge quality, low equipment
costs
Limited feed rate, high tool costs and
maintenance
Fig. 7 Typical laser-cut parts. (a) Ceramic. (b) Metal.
A second, broader example is the cutting of industrial-quality circular saw blades. Several years ago a major manufacturer
of such blades purchased a two-axis laser system to blank out the entire saw blade. These saw blades are being produced
in sizes ranging from 50 mm (2 in.) to 915 mm (36 in.) in diameter, with an average order quantity of 22 pieces. Because
of the small order quantity and the highly customized tooth profiles, many setups and operations were required to punch
the geometries. However, by using the laser, which cut the saw geometry in just one operation, the manufacturer was able
to reduce the cost on many items up to 30% over conventional punching, milling, turning, and blanking methods.
Laser cutting does have limitations for many applications. In the case of the heat-affected zone and fusion layer present in
some aerospace hardware, laser cutting can only be used to produce a semifinished part that requires further processing
using a different method.
Laser cutting advantages and disadvantages must be carefully considered for each particular application before deciding
whether use of the laser is advantageous. Because applications are too far-ranging to generalize, in-depth information
should be obtained from a laser manufacturer, systems house, laser job shop, or consultant.
Laser Cutting
Gregg P. Simpson, Peerless Laser Processors Division, Peerless Saw Company; Thomas J. Culkin, Lumonics Materials Processing
Corporation
General Cutting Principles
The mechanism for cutting steel with a laser is basically the same as cutting steel with an oxygen-fuel process in which
the fuel gas acts to heat the material so the oxygen can oxidize and react exothermically with the steel to produce the
cutting action. The oxygen also helps to sweep the molten material out of the kerf. In laser cutting, the fuel gas is replaced
with a laser beam focused to about 0.1 mm (0.004 in.), resulting in a power density of 1 MW/cm
2
(6.5 MW/in.
2
). It is this
characteristic that allows a 3.94 mm (0.155 in.) thick alloy steel chain saw bar to be cut out at 2.54 m/min (100 in./min)
with a 0.15 mm (0.006 in.) kerf width and without part distortion.
Laser cutting can also be accomplished on nonferrous and nonmetallic materials using assist gases. In the case of
nonferrous metals (aluminum, copper, brass, and bronze), which have high thermal conductivities, but do not react with
assist gases and are reflective to the laser beam, cutting occurs when the laser beam heats the material well above its
melting point, and an assist gas, such as air, argon, or helium, is used to sweep the molten material out of the cut. The
inert gases are used only when the cut edge of the material must be free of any impurities that would reduce its
serviceability in a very harsh environment.
In the case of nonmetallic materials with low thermal conductivities and high beam absorption, such as wood, cloth, and
paper, vaporization of the material upon cutting is nearly 100%. Because material vapors have a tendency to rise, an assist
gas, such as compressed air, is used at a low pressure to protect the focusing lens from the damaging vapors. Organic
materials such as plastics and woods are also cut with lower gas pressures. Acrylic plastic will yield a fine polished edge
if cut with an inert gas or compressed air at 70 kPa (10 psi) pressure. Table 2 summarizes the general purposes of assist
gases.
Table 2 Assist gas usage
Gas Major function
Usage
Oxygen Promotes chemical
reaction
Cutting ferrous metals
Argon, helium, and
nitrogen
Inhibit chemical
reaction
Cutting thin metal for oxide-free edge; cutting chemically reactive metals and
materials
Air and inert gases Remove excess by-
products
Lens protection, absorptive plume removal; cooling to clear hot gases away from
thermally sensitive materials; cutting nonmetals
Process Variables. There are seven basic parameters in the laser-cutting process: beam quality (mode), power (CW or
pulse), travel speed, assist gas, nozzles, focusing lens, and focal-point position. Slight changes in any one of these
parameters can yield significant changes in cut quality. To fine-tune excellent cut quality, it is recommended that only one
parameter at a time be varied, while the others remain constant.
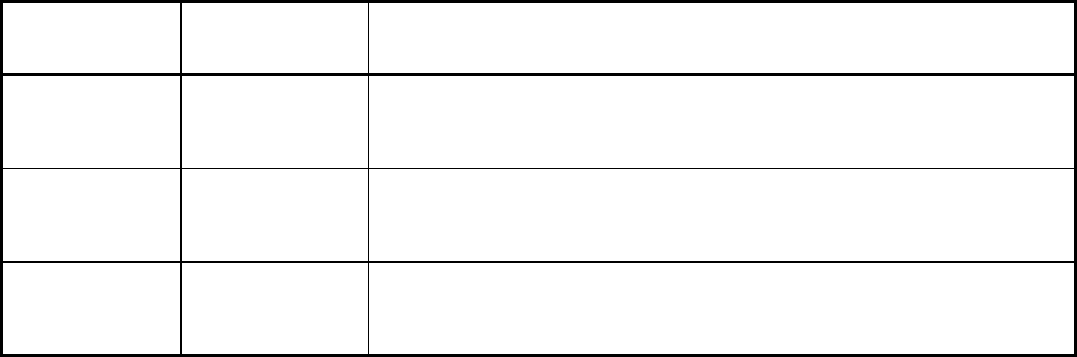
Beam quality, or mode, is a very important parameter. A laser should be used with a TEM
00
or Gaussian mode,
which is ideal for cutting (Fig. 8a). A Gaussian mode has most of its energy in its center. Figures 8(b) and 8(c) illustrate
the power density versus the radial distance from the beam centerline for both TEM
00
and TEM
01*
modes. The TEM
00
mode can be focused to a smaller spot size than can TEM
01*
, and has greater energy density of power per unit area,
thereby increasing cutting efficiency. This TEM
00
mode decreases the heat input to the part, which allows faster cutting
speeds and a smaller heat-affected zone (HAZ). Because the beam can be focused to a smaller spot size, kerf width is also
reduced.
Fig. 8 (a) TEM
00
or Gaussian mode energy distribution. (b) TEM
00
power density (sharp tool). (c) TEM
01*
power
density (blunt tool).
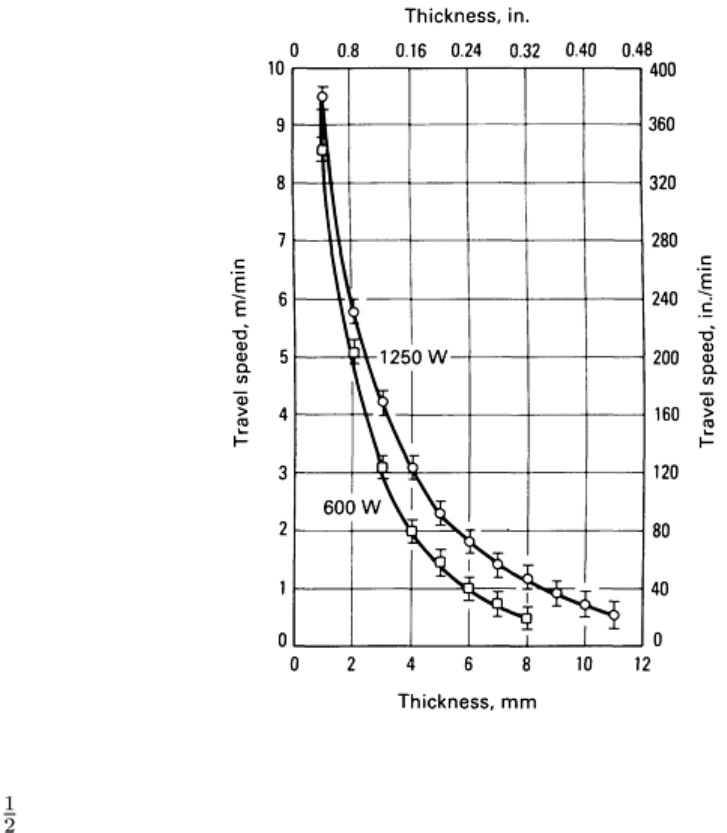
Power plays a significant role in respect to both feed rates and thicknesses. For example, Fig. 9 shows that increasing
power increases speed and thickness for a given material, while holding all other parameters constant. Figure 9 also
shows that the maximum material thickness to be cut also increases with increasing power. When pulse cutting is used,
the average powers decrease, while the peak powers of each pulse increase from two to eight times the maximum CW
power. This reduction of average power reduces the feed rate by about 60 to 80%.
Fig. 9 Travel speed versus thickness for 600 W and 1250 W CO
2
lasers. Focused power at workpiece using 65
mm (2 in.) focal length lens. Oxygen assist gas at 350 kPa (50 psi). Carbon and alloy steels used.
An optimum travel speed exists that yields the best cut quality, while holding all other parameters constant. Because
feed rate is very material dependent, experimentation is needed in order to obtain the best results. However, for most
metals, the best cut is obtained at the maximum achievable speed, which also helps to minimize the HAZ. If the feed rate
is too low, burning will occur and a large HAZ with slag formation will be present. In nonmetals such as wood or cloth,
excessive charring will be present on the cut face. If the feed rate is too fast, the beam will climb out of the cut and only
partial cutting will occur.
Use of oxygen as the assist gas for cutting steel and stainless steel increases cutting speeds by 20 to 40% compared
to use of air. Air is used mostly to cut nonmetals because it helps reduce oxidation and burning. When cutting stainless
steel with an oxygen assist gas, slag or a fusion layer occurs, which is not tolerable in some applications. Although argon
or helium assist gases eliminate oxidation, they reduce travel speeds by up to 50%.

The gas nozzle design and standoff distance, which is the distance between the workpiece and the nozzle, can
significantly affect cut quality. A property designed nozzle will produce a laminar, high flow rate assist gas through the
cut. The laminar flow can be affected by the standoff distance. If the standoff distance is too great, the smoothly flowing
gas tends to break up. This disrupts the flow through the kerf and decreases the edge quality. Typical nozzle diameters are
1 to 2 mm (0.040 to 0.080 in.) with 0.5 to 3 mm (0.020 to 0.12 in.) standoff distances.
A focusing lens is used to focus the beam on the workpiece. This increases the power density of the beam. The lens is
used because the output beam of a laser is typically 11 to 21 mm ( to in.) in diameter and does not possess enough
energy per unit area to melt and vaporize materials. The lens can focus the beam to a spot size of 0.1 mm (0.004 in.) in
diameter. The same principle is in operation as when using a magnifying glass to focus sunlight on a piece of paper,
causing it to burn.
Lenses are classified by focal length, or the distance from the lens to the point at which the spot size is smallest (Fig. 10).
Typical lenses come with focal lengths that range from 38 to 254 mm (1.5 to 10 in.). Shorter focal length lenses, have
higher energy densities because they have a smaller spot size, as shown in Fig. 11. These lenses, however, have a limited
depth of field, or usable beam. Depth of field is the area of the focused beam that has enough energy density to process
materials. This spot size limitation can be offset by using a larger input beam on a longer focal length lens, as shown in
Fig. 12. Short lenses are typically used on reflective materials, such as aluminum, or on thin materials, for faster feed rates
and an improved surface finish. Longer focal length lenses are usually used on materials 6.4 mm (0.25 in.) or more thick
because of their greater depth of field, which produces a squarer cut and sharper geometry definition at the bottom of the
cut. Because of increased spot size, these lenses decrease feed rate, and overall surface finish quality, while increasing the
HAZ. Most lenses in use are between 64 and 127 mm (2.5 and 5.0 in.) in focal lengths.