ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

This momentum transfer between the waterjet and the abrasive is a complex phenomenon. There is a limited dynamic
stability of the high-pressure waterjet, and it breaks into droplets that accelerate the solid particles. In addition, the solid
particles impose drag forces on the waterjet.
The result of this momentum transfer between the water and the abrasive particles is a focused high-velocity stream of
abrasive. The cutting rate is controlled by changing the feed rate, the standoff distance, the waterjet pressure, or the
abrasives.
Abrasive System Components
The primary components of an abrasive waterjet cutting system are the dual intensifier pump, the nozzle assembly, and
the abrasive catcher assembly. These components are connected by a network of hoses and swivels and are controlled by
a system of control valves and sensors (Fig. 3).
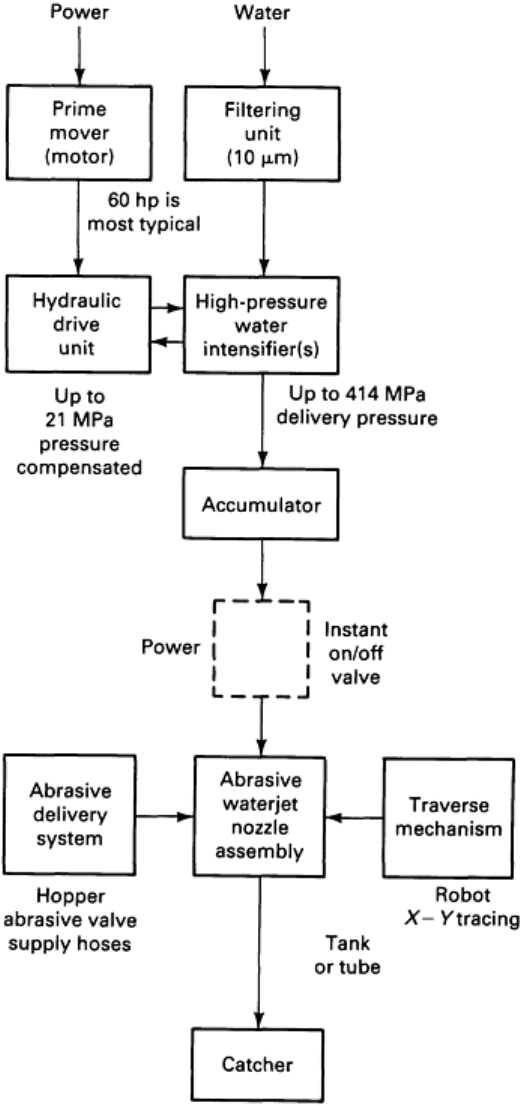
Fig. 3 Block diagram of abrasive waterjet system components.
Dual Intensifier Pump. A single or dual intensifier pump driven by a 45 kW (60 hp) motor creates a water pressure of
207 to 414 MPa (30 to 60 ksi) and a flow rate to 13 L/min (3.5 gal./min). The motor drives a hydraulic radial piston
pressure compensated pump. With a hydraulic oil reservoir of approximately 140 L (37 gal.), the pump pressurizes the
hydraulic oil to 19.0 MPa (3 ksi). This drives two dual water intensifiers with an intensification ratio of 20 to 1; that is,
the water pressure is twenty times the oil pressure.
The pressure intensifier principle is best illustrated by the force equilibrium of the double-acting piston (Fig. 4). Hydraulic
oil pressure acting on the piston results in a force on the plunger pressurizing the water in the small chamber. Force
equilibrium is achieved when the water pressure equals the hydraulic oil pressure multiplied by the effective area of the
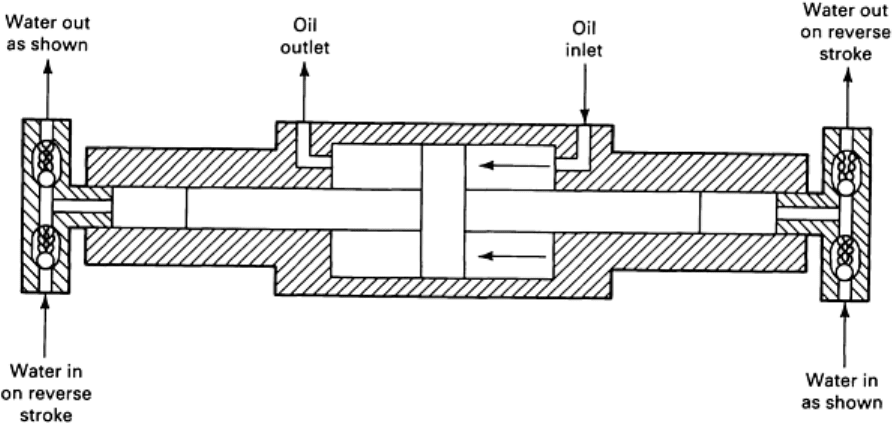
piston divided by the area of the plunger (assuming no friction losses). The ratio of the effective piston area to the plunger
area is termed the pressure intensification ratio. Because the intensification ratio is constant by virtue of the fixed piston-
to-plunger-diameter ratio, water pressure can be regulated by controlling the hydraulic oil pressure.
Fig. 4 Cross-sectional view of the pressurization of water to 414 MP
a (60 ksi) using the fluid pressure
intensifier principle.
To dampen pressure oscillations in the high-pressure output, the high-pressure water is routed to a shock attenuator.
Sensors are installed throughout the intensifier pump to monitor strategic flow rates, temperatures, fluid levels, and
operating conditions. Before the water enters the intensifier pumping system, it is filtered in three stages from 10 to 1 to
0.05 μm (400 to 40 to 2 μin.) to remove small particles of matter and minerals that could damage seals and valves of the
pump. It is necessary to prevent cavitation of the water as it enters the intensifier pump systems. The inlet water pressure
is increased to a minimum of 410 kPa (60 psi).
The microprocessor-based controller, through operator-actuated keypad commands, determines the oil pressure delivered
to the intensifier by the electric motor driven hydraulic pump. Incoming filtered water is pressurized through the principle
of water intensification and routed to the waterjet cutting equipment. Figure 5 illustrates the principal parts of the
intensifier pump.
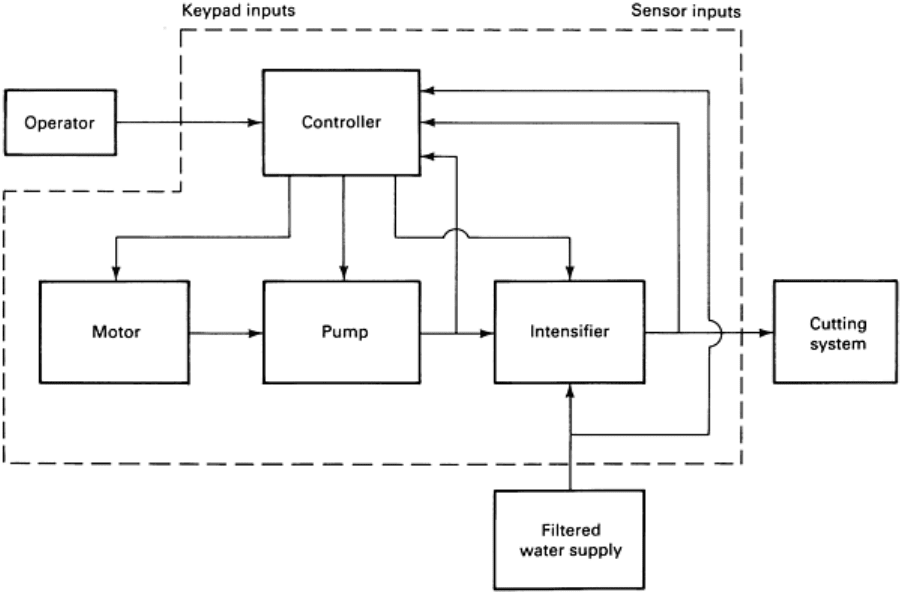
Fig. 5 Block diagram of intensifier pump assembly and its relationship to the microprocessor-
based controller
and cutting system.
Particle Stream Erosion Nozzle. The high-pressure water is directed through stainless steel lines and swivel joints to
the particle stream erosion nozzle assembly. Here the water flows through a 0.13 to 0.51 mm (0.005 to 0.020 in.) diam
sapphire jewel orifice in the mixing chamber. The dry abrasive particles are fed into the mixing chamber to become
entrained in the water stream (due to the venturi effect created) and then directed through a 0.51 to 2.23 mm (0.020 to
0.090 in.) diam tungsten carbide nozzle. At this point, cutting of material takes place directly under the nozzle as both
water and abrasives exit the nozzle at velocities of approximately 640 m/s (2100 ft/s) in a coherent, focused stream
ranging in diameter from 1.0 to 1.5 mm (0.040 to 0.060 in.).
Operating life of the synthetic sapphire orifice, which has a 5-min replacement time, is 250 to 500 h. The operating life of
the tungsten carbide abrasive nozzle is limited to 0.50 to 6 h because of the erosive effects of the accelerated
water/abrasive stream.
The abrasive waterjet catcher system collects the spent fluid after it passes through the material being cut. The
design of the catcher system is based on whether the cutting system uses a stationary nozzle or a moving nozzle. For a
stationary nozzle, the workpiece is fed to the cutting operation, and a tank is used to collect the spent fluid (Fig. 6). A
moving nozzle can be used with the same type of setup if the cutting area is contained within the tank area. The tank
should be lined with ceramic pieces to suppress the cutting or piercing of the tank lining by the abrasive waterjet. Multiple
pieces of concrete block, brick, thick slate, and white iron have been used to alleviate this problem. The pieces work well
with a moving nozzle, but must be moved or replaced at varied intervals. Abrasives settle to the bottom, and the tank
requires periodic cleaning. The accumulated water is drawn off through a valve placed low in the tank wall.
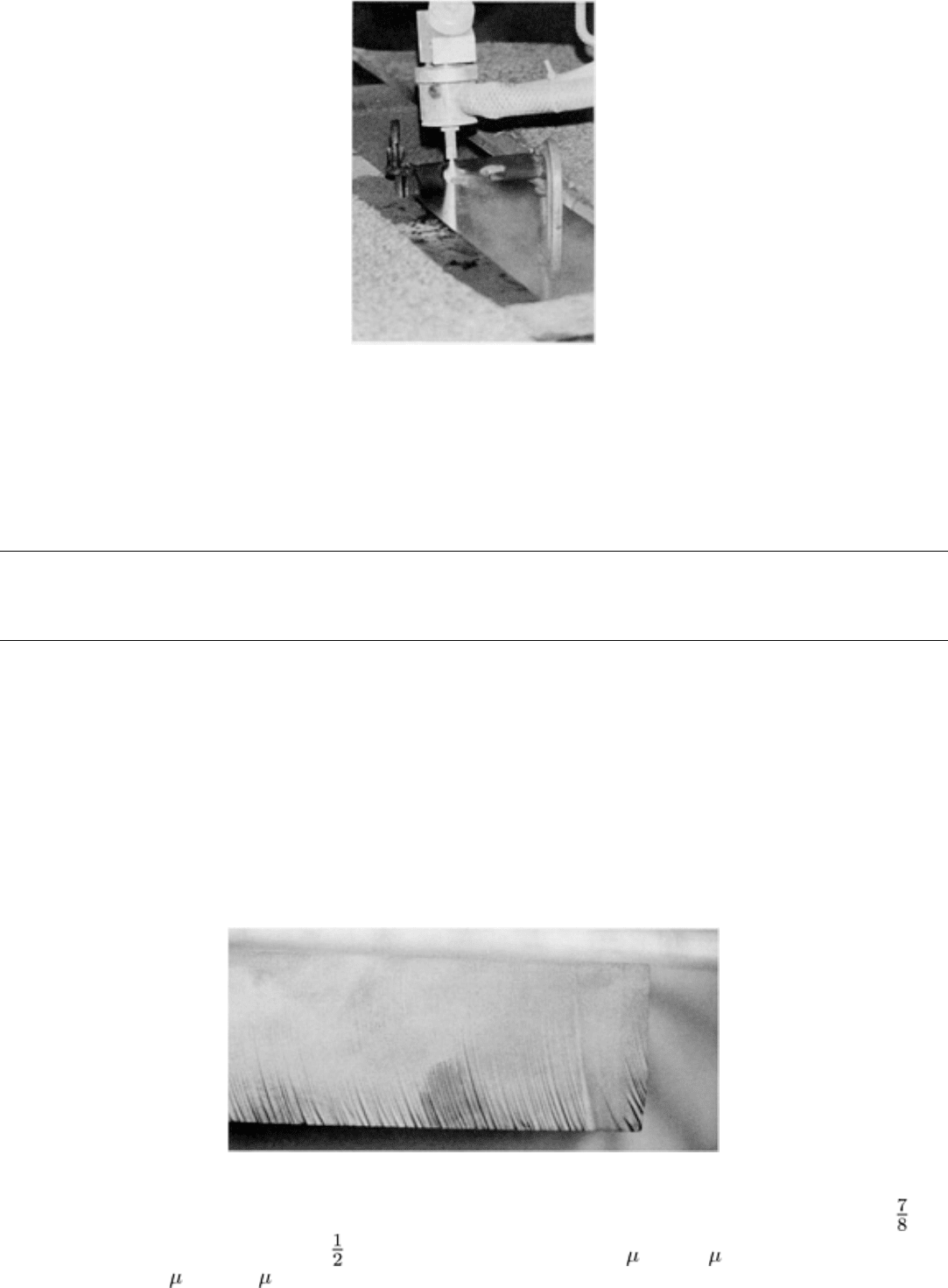
Fig. 6 Stationary waterjet nozzle cutting through a movable workpiece (René 100 alloy gating con
tacts).
Courtesy of Department of Industrial and Manufacturing Engineering, University of Rhode Island.
A system incorporating a funnel-shaped catcher containing metallic shot to disperse the energy of the liquid has been
designed for use with a movable nozzle. This device has a relatively long life expectancy as a catcher.
Abrasive Waterjet Cutting
J. Gerin Sylvia, Department of Industrial and Manufacturing Engineering, University of Rhode Island
Abrasives
Surface finish is an important part of the performance, wear, and appearance of a product. Parts may perform better or
may have a higher fatigue strength or a better appearance with a higher degree of surface finish.
Two distinct surface textures are produced when cutting with an abrasive waterjet. The top half of the thickness may have
a surface roughness of 3.3 to 10 μm (130 to 400 μin.). The bottom half of the cut may have striations formed by the exit
of the garnet from the workpiece (Fig. 7).
Fig. 7 Striations formed by the exit of garnet abrasives at the bottom of a workpiece. Material is 22 mm (
in.)
thick 4340 steel cut at 38 mm/min (1 in./min). Top surface has a 3.6 m (140
in.) surface finish; bottom
surface has a 4.7 m (185
in.) surface finish. Courtesy of Department of Industrial and Manufacturing
Engineering, University of Rhode Island.
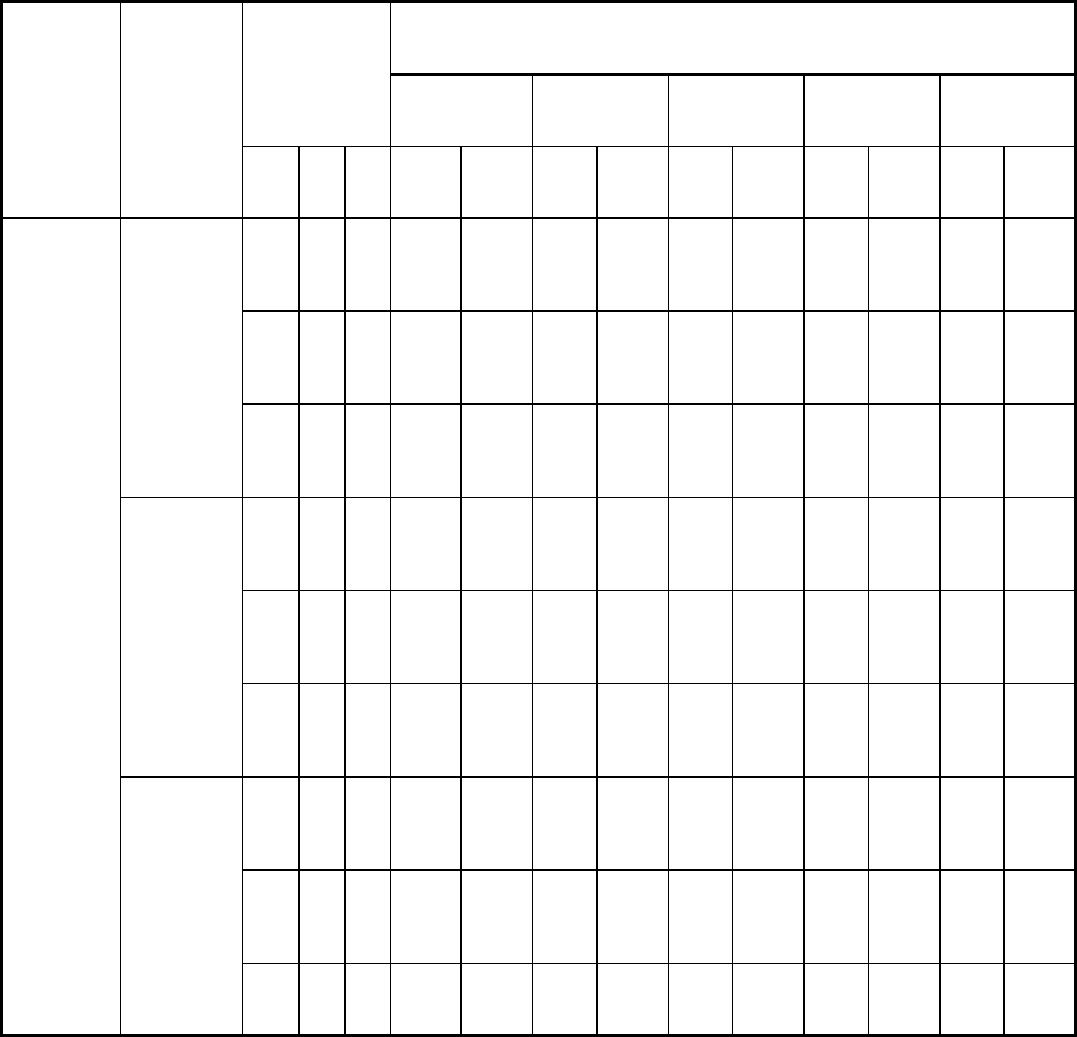
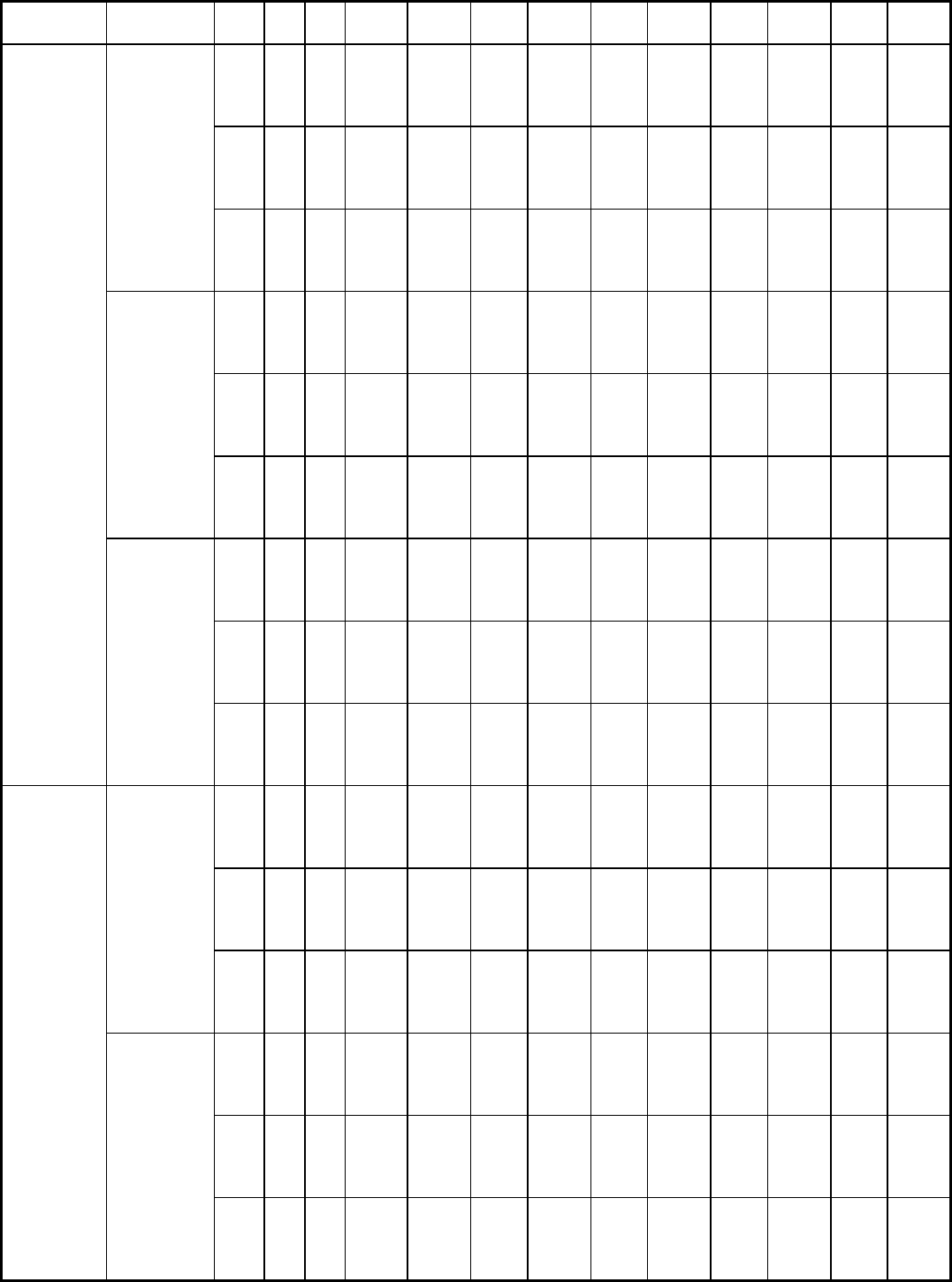
Garnet Versus Silica. Tables 1 and 2 list surface finish ranges for garnet and silica abrasives. The following
conclusions can be drawn from these data:
• Traverse cutting speed is the most important variable affecting surface finish
• Flow rate is the second most significant variable affecting surface finish
• Pressure is an important variable affecting surface finish, but is dependent on the specific garnet size
• Garnet will cut faster than a comparably sized silica abrasive
• A 60 grit garnet will cut 23.5% faster than a 60 to 80 grit silica abrasive
• Silica sands produce a higher-quality surface finish than garnet
• The highest-
quality surface finish occurs with the slowest comparable cutting speed and at the highest
flow rate for both garnet and silica
Table 1 Surface finish range for various grits of garnet abrasives
Surface finish, grit
Cutting speed,
%
36 60 80 100
150
Flow rate
kg/min
(lb/min)
Nozzle
pressure
MPa (ksi)
100 80 50 μm μin. μm μin. μm μin. μm μin. μm
μin.
X 8.9-
10.2
350-
400
8.1-
8.9
320-
350
7.1-
8.6
280-
340
4.1-
4.6
160-
180
4.3-
4.6
170-
180
X 8.6-
9.7
340-
380
8.6-
9.4
340-
370
6.6-
7.4
260-
290
4.3-
4.6
170-
180
4.2-
4.6
165-
180
207 (30)
X 7.6-
8.4
300-
330
6.9-
7.4
270-
290
5.6-
6.4
220-
250
4.3-
4.6
170-
180
2.9-
3.2
115-
125
X 8.1-
9.4
320-
370
8.1-
8.9
320-
350
6.9-
7.6
270-
300
4.8-
5.6
190-
220
4.1-
4.3
160-
170
X 5.8-
6.6
230-
260
7.1-
8.1
280-
320
6.9-
7.6
270-
300
4.6-
5.1
180-
200
3.4-
3.8
135-
150
241 (35)
X 5.8-
6.6
230-
260
7.4-
8.1
290-
320
5.1-
5.8
200-
230
4.1-
4.4
160-
175
3.3-
3.6
130-
140
X 7.1-
8.4
280-
330
7.1-
7.9
280-
310
7.1-
8.4
280-
330
4.3-
4.6
170-
180
3.7-
4.1
145-
160
X 7.1-
7.4
280-
290
8.1-
9.1
320-
360
6.4-
7.4
250-
290
4.7-
5.1
185-
200
3.3-
4.1
130-
145
0.45 (1.0)
276 (40)
X 6.6-260-6.9-270-5.8-230-4.1-160-2.7-
105-
7.1 280 7.6 300 6.4 250 4.6 170 3.0
120
X 7.1-
7.9
280-
310
8.1-
8.9
320-
350
5.3-
6.1
210-
240
4.4-
5.3
175-
210
4.1-
4.4
160-
175
X 6.9-
7.9
270-
310
7.6-
8.4
300-
330
5.1-
5.8
200-
230
4.8-
5.5
190-
215
3.9-
4.4
155-
175
207 (30)
X 5.6-
6.4
220-
250
6.4-
7.1
250-
280
4.6-
5.1
180-
200
4.4-
4.7
175-
185
2.9-
3.2
115-
125
X 7.1-
7.6
280-
300
7.1-
8.1
280-
320
6.6-
7.1
260-
280
4.3-
4.6
170-
180
3.0-
3.4
120-
135
X 7.4-
7.9
290-
310
7.4-
8.4
290-
330
5.3-
6.1
210-
240
4.4-
4.7
175-
220
3.3-
3.6
130-
140
241 (35)
X 6.1-
6.6
240-
260
6.4-
7.1
250-
280
4.8-
5.6
190-
220
4.6-
4.8
180-
190
3.0-
3.4
120-
135
X 7.1-
8.6
280-
340
6.6-
7.9
260-
310
6.1-
6.6
240-
260
4.3-
4.6
170-
180
3.4-
3.7
135-
145
X 7.1-
7.9
280-
310
8.1-
8.9
320-
350
5.3-
6.1
210-
240
4.4-
4.7
175-
185
3.3-
3.7
130-
145
0.68 (1.5)
276 (40)
X 6.1-
7.1
240-
280
6.4-
7.1
250-
280
5.1-
5.8
200-
230
3.6-
3.9
140-
155
2.9-
3.2
115-
125
X 7.6-
8.6
300-
340
6.4-
7.1
250-
280
5.1-
5.8
200-
230
4.3-
4.6
170-
180
4.4-
5.3
175-
210
X 6.6-
7.1
260-
280
6.4-
7.4
250-
290
4.8-
5.6
190-
220
4.8-
6.1
190-
240
3.8-
4.3
150-
170
207 (30)
X 6.1-
6.6
240-
260
6.1-
6.9
240-
270
4.8-
5.3
190-
210
3.7-
4.1
145-
160
2.4-
2.8
95-
110
X 7.4-
8.1
290-
320
7.4-
8.4
290-
330
5.8-
6.9
230-
270
4.1-
4.4
160-
175
4.1-
4.3
160-
170
X 6.4-
7.4
250-
290
7.1-
8.1
280-
320
5.1-
5.8
200-
230
3.7-
4.3
145-
170
4.4-
4.7
175-
185
0.91 (2.0)
241 (35)
X 5.6-
6.1
220-
240
6.6-
7.1
260-
280
4.8-
5.6
190-
220
3.2-
3.6
125-
140
3.3-
3.8
130-
150
X 6.9-
7.4
270-
290
7.4-
8.1
290-
320
4.8-
5.6
190-
220
3.8-
4.4
150-
175
3.4-
4.1
135-
160
X 5.8-
6.9
230-
270
7.1-
8.1
280-
320
4.6-
5.3
180-
210
3.7-
4.2
145-
165
4.2-
4.7
165-
185
276 (40)
X 5.8-
6.6
230-
260
6.4-
6.9
250-
270
4.8-
5.6
190-
220
3.2-
3.6
125-
140
2.9-
3.2
115-
125
36 grit surface finish values read off 1000-unit scale; 60, 80, 100, and 150 grit values read off 300-unit scale.
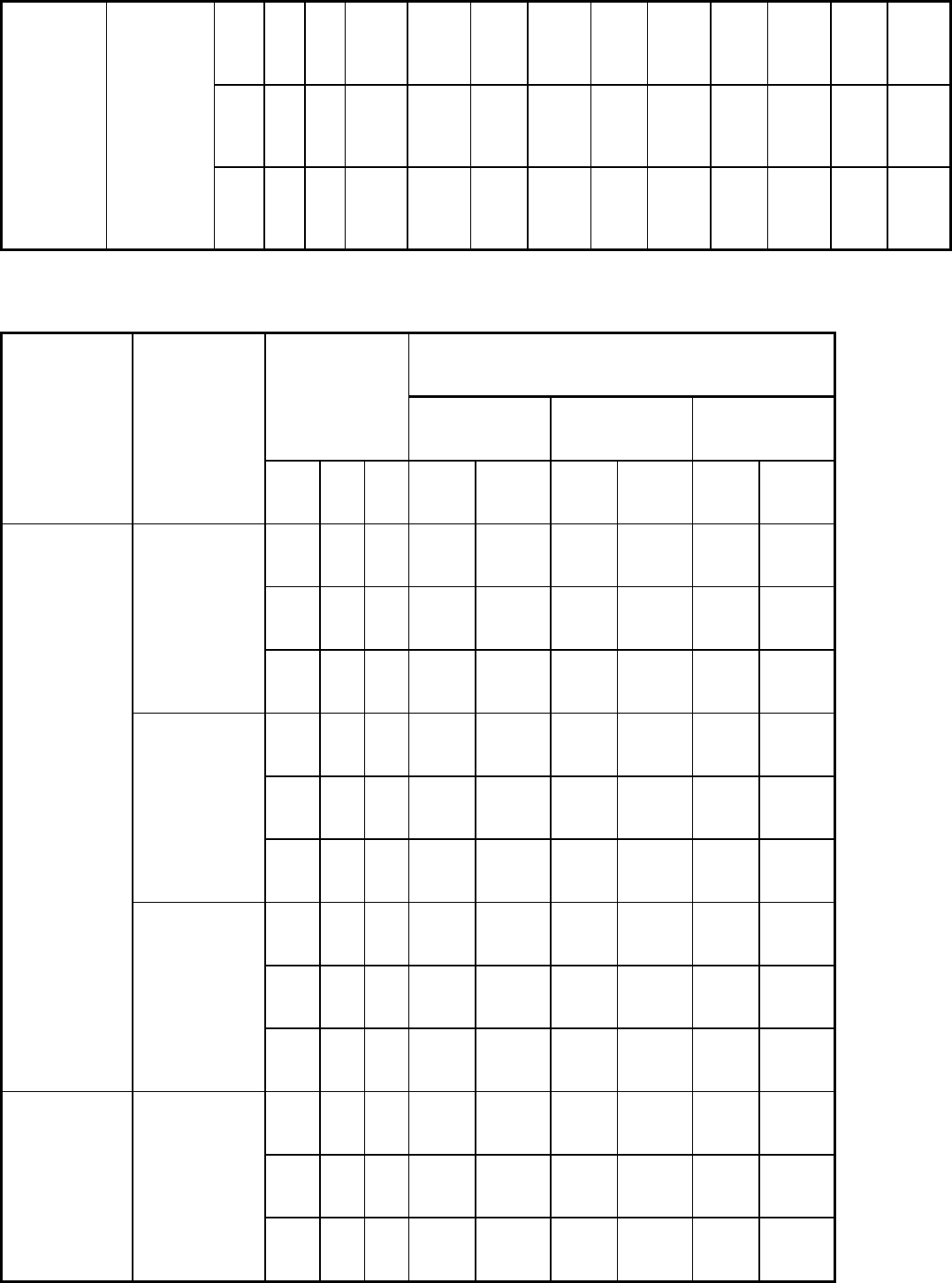
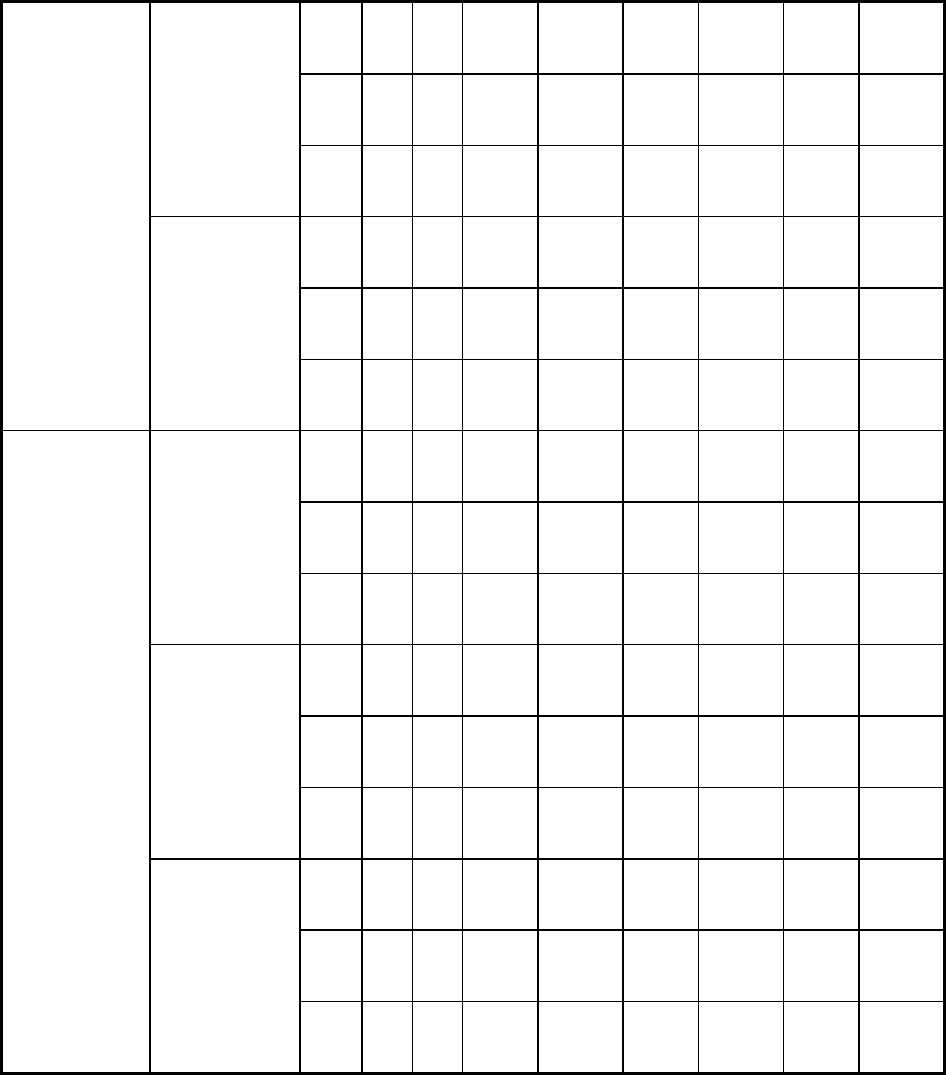
Table 2 Surface finish range for various grits of silica abrasives
Surface finish, grit
Cutting speed, %
35-60 60-80
80-120
Flow rate
kg/min (lb/min)
Nozzle pressure
MPa (ksi)
100 80 50 μm μin. μm μin. μm
μin.
X 4.1-4.8
160-190
5.2-5.7
205-225
4.8-5.7
190-225
X 7.0-7.2
275-285
5.6-6.0
220-235
4.3-4.7
170-185
207 (30)
X 5.7-6.1
225-240
5.0-5.7
195-225
3.9-4.3
155-170
X 6.5-7.2
255-285
5.5-5.8
215-230
4.1-4.4
160-175
X 6.2-7.0
245-275
4.6-5.5
180-215
4.1-4.4
160-175
241 (35)
X 5.5-6.1
215-240
4.6-5.0
180-195
3.3-3.8
130-150
X 6.5-7.1
255-280
5.3-5.7
210-225
4.3-4.6
170-180
X 5.8-6.4
230-250
4.8-5.7
190-210
3.9-4.4
155-175
0.45 (1.0)
276 (40)
X 5.7-6.5
225-255
4.6-4.8
180-190
3.6-3.9
140-155
X 5.8-6.2
230-245
5.8-6.1
230-240
4.4-4.8
175-190
X 6.0-6.5
235-255
4.6-5.3
180-210
4.2-4.6
165-180
0.68 (1.5) 207 (30)
X 6.0-6.7
235-265
4.3-4.7
170-185
3.0-3.4
120-135
X 5.7-6.1
225-240
5.3-5.8
210-230
3.6-3.9
140-155
X 5.8-6.2
230-245
4.6-5.1
180-200
3.4-3.8
135-150
241 (35)
X 5.6-6.1
220-240
4.4-4.7
175-185
3.2-3.6
125-140
X 6.0-6.9
235-270
4.8-5.3
190-210
3.7-4.2
145-165
X 6.0-6.5
235-255
4.7-5.2
185-205
3.6-3.9
140-155
276 (40)
X 5.8-6.5
230-255
4.3-4.6
170-180
3.3-3.8
130-150
X 6.0-6.5
235-255
4.4-4.7
175-185
5.1-5.5
200-215
X 6.1-6.7
240-265
5.0-5.3
195-210
4.2-4.6
165-180
207 (30)
X 5.6-6.0
220-235
4.1-4.4
160-175
3.3-3.6
130-140
X 5.8-6.6
230-260
4.3-4.6
170-180
4.4-4.8
175-190
X 6.1-6.6
240-260
4.2-4.6
165-180
3.6-3.9
140-155
241 (35)
X 5.2-5.8
205-230
3.9-4.2
155-165
3.2-3.3
125-130
X 6.0-6.6
235-260
4.2-4.4
165-175
3.6-4.1
140-160
X 5.7-6.2
225-245
4.2-4.4
165-175
3.6-3.9
140-155
0.91 (2.0)
276 (40)
X 5.7-6.2
225-245
3.3-3.7
130-145
3.0-3.2
120-125
All surface finish values read off 300-unit scale.
Thus, garnet is an effective abrasive. Silica sand may be adequate for cleaning operations involving the cutting of thin
metals or composites. Abrasives such as aluminum oxide or silicon carbide should be used for tough materials such as
ceramics. However, these harder abrasives generally decrease the life of the nozzle.
Angular grain shapes will shear the workpiece much more efficiently than round grain abrasives. The abrasive particles
should be of uniform size.
Reclaiming of abrasives is not feasible, because much time and effort would be required in drying and then regrading
the particle sizes. The amount of abrasive that would be reusable does not warrant the expense. New graded garnet and
silicon sands are readily available and inexpensive.
Cleanup and disposal of the abrasive fluid can be a problem. Because the spent abrasive slurry has the consistency of
mud, it is advisable to wait until the slurry is dry before attempting cleanup and disposal. Garnet is environmentally safe

to dispose of. However, the particles mixed in with it from the material being cut may be classified as hazardous waste,
and their disposal may be subject to both state and federal EPA regulations.
Abrasive Waterjet Cutting
J. Gerin Sylvia, Department of Industrial and Manufacturing Engineering, University of Rhode Island
Calculation of Abrasive Waterjet Speeds
The following parameters are assumed:
• Sand flow rate of 0.68 kg/min (1.5 lb/min)
• Water flow rate of 4.5 L/min (1.2 gal./min)
• Jewel size of 0.46 mm (0.018 in.) diameter
Using the continuity of momentum equation and assuming that the water is not compressed at all, the theoretical (ideal)
velocity of the water exiting the jewel orifice is 461 m/s (1513 ft/s), and the theoretical velocity of the garnet and water at
the nozzle is 402 m/s (1319 ft/s).
If, instead of 4.5 L/min (1.2 gal./min), it is assumed that the water flow rate is 3.84 L/min (1 gal./min)
*
and that the water
is compressed by 8%, the actual flow rate is 3.5 L/min (0.92 gal./min). Therefore, the actual velocity of the water exiting
the jewel orifice is 354 m/s (1160 ft/s), and the actual velocity of the garnet and water at the nozzle is 297 m/s (973 ft/s).
The speed of sound under normal atmospheric conditions is about 335 m/s (1100 ft/s).
The following examples illustrate the effect of different water pressures and garnet flow rates on a single thickness of two
different metals as well as the effects of these variables on different thicknesses of one metal.
Example 1: Analysis of Varying Water Pressures and Garnet Flow Rates on 9.5
mm ( in.) Thick 6061T6 Aluminum and 6.4 mm ( in.) Thick Type 304
Stainless Steel.
All piercings were made with a 3.2 mm ( in.) nozzle standoff having a 1.6 mm (0.062 in.) nozzle diameter. The garnet
flow rates were 0.23, 0.45, 0.68, 0.79, and 0.91 kg/min (0.5, 1.0, 1.5, 1.75, and 2.0 lb/min). The water pressures were 55,
69, 103, 138, 172, and 207 MPa (8, 10, 15, 20, 25, and 30 ksi). The water pressure was held constant at 207 MPa (30 ksi)
for the cutting, and the garnet flow rates were varied at 0.45, 0.68, and 0.91 kg/min (1.0, 1.5, and 2.0 lb/min).
Figures 8 and 9 show that much more time is required for piercing stainless steel than for aluminum at low water
pressure. This reflects the hardness of the stainless steel. Although the two metals are not the same thickness, similarities
between Fig. 8 and 9 are evident.