ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

• Heavy equipment manufacturers (tractors, hoists, cranes, industrial winches, derricks)
• Industrial vehicles (trucks, tankers, construction vehicles)
• Structural fabrications (bridges, sky-scrapers) and heavy aluminum works
• Specialty metal fabrication (titanium, nickel alloys, chromium alloys)
• Military vehicles (tanks, armored personnel carriers, landing craft)
• Oil and gas (oil well casings, pipeline repair, platform repair)
• Mining (metal structures)
The cutting speed of the abrasive waterjet has made it a valuable tool for high-volume applications. Table 4 indicates the
effect of material thickness on cutting speed for eight widely used metals and an aluminum oxide ceramic.
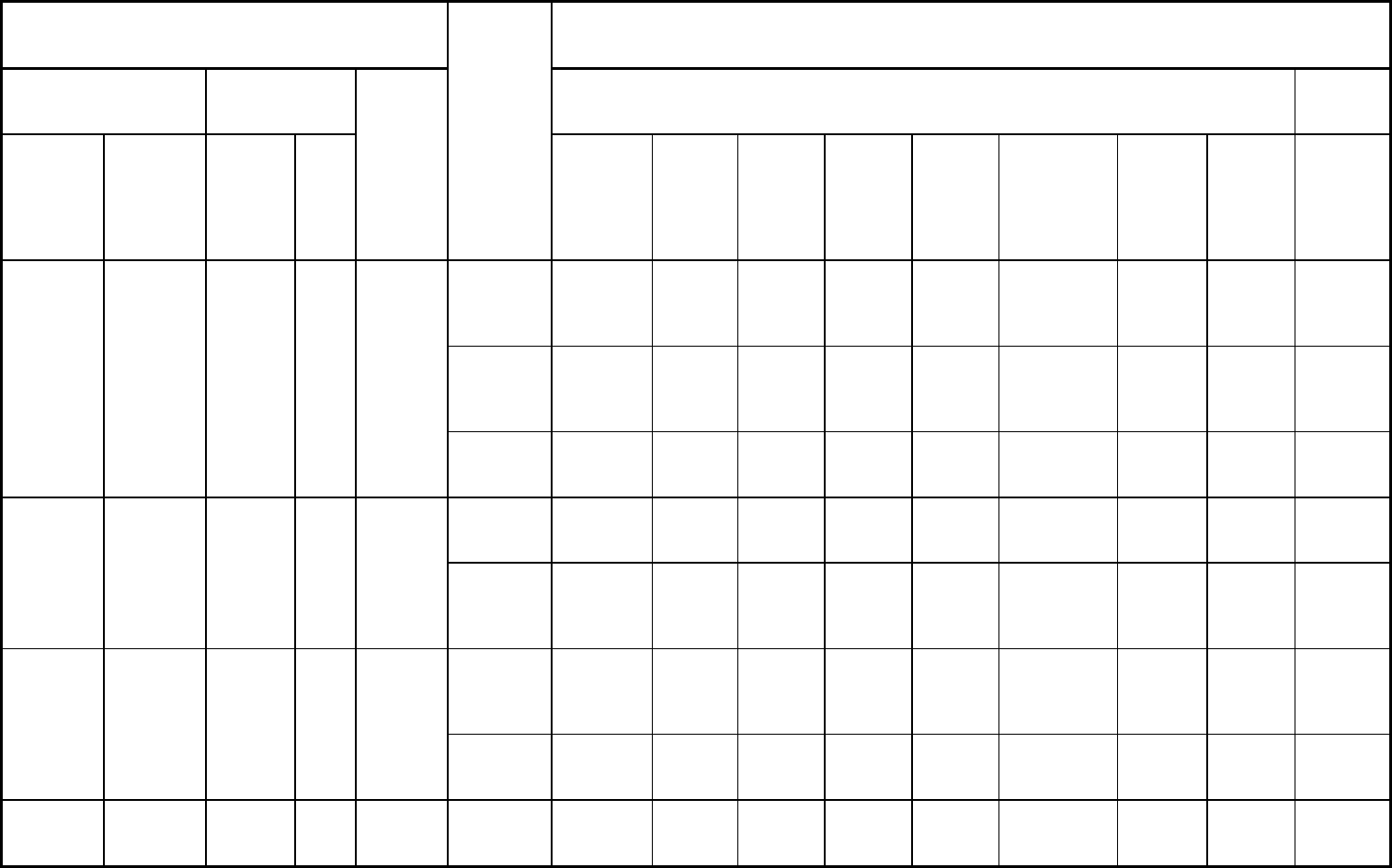
Table 4 Effect of material thickness on abrasive waterjet cutting speed for various metals and a ceramic material
Abrasive used is garnet.
Parameters
Maximum cutting rate, mm/min (in./min)
Diameters, mm (in.) Abrasive Metals
Ceramic
Orifice Nozzle Feed
rate
kg/min
(lb/min)
Mesh
size
Nozzle
pressure
MPa
(ksi)
Material
thickness
mm (in.)
Aluminum
and
aluminum
alloys
Brass Carbon
steel
Copper Alloy
718
Stainless
steel
Titanium
Tool
steel
38 HRC
99.6%
Aluminum
oxide
0.8 (0.031) 4570 (180)
1270
(50)
1520
(60)
1270
(50)
1520
(60)
1140 (45) 2030 (80)
890 (35)
127 (5)
1.6 (0.063) 2030 (80) 762 (30) 1270
(50)
1020
(40)
1140
(45)
762 (30) 1520 (60)
762 (30)
61 (2.4)
0.23
(0.009)
0.79
(0.031)
0.23 (0.5)
100 310 (45)
3.2 (0.125) 1270 (50) 457 (18) 762 (30) 559 (22) 559 (22) 610 (24) 1140 (45)
635 (25)
38 (1.5)
6.4 (0.250) 762 (30) 254 (10) 508 (20) 305 (12) 305 (12) 483 (16) 762 (30) 432 (17)
23 (0.9)
0.33
(0.013)
1.19
(0.047)
0.68 (1.5)
80 240 (35)
12.7
(0.500)
457 (18) 102 (4) 305 (12) 152 (6) 152 (6) 254 (10) 457 (18) 330 (13)
15 (0.6)
19.0
(0.750)
305 (12) 25 (1) 203 (8) 75 (3) 75 (3) 152 (6) 305 (12) 254 (10)
8 (0.3)
0.46
(0.018)
1.19
(0.047)
0.91 (2.0)
80 240 (35)
25.4 (1.00) 203 (8.0) 13 (0.5) 152 (6) 38 (1.5) 38 (1.5) 102 (4) 152 (6) 191 (7.5)
. . .
0.56
(0.022)
1.57
(0.062)
1.46 (3.2)
60 240 (35) 50.8 (2.00) 152 (6.0) 8 (0.3) 75 (3) 15 (0.6) 5 (0.2) 57 (2.25) 75 (3) 127 (5)
. . .

76.2 (3.00) 127 (5.0) 5 (0.2) 50 (2) 8 (0.3) 3 (0.1) 38 (1.5) 50 (2) 50 (2)
. . .
(0.022) (0.062)
102 (4.00) 102 (4.0) 3 (0.1) 25 (1) 3 (0.1) . . . 25 (1) 25 (1) 25 (1) . . .
Source: Flow Systems, Inc.
Cost savings of up to 50% have been obtained by one aerospace manufacturer using the abrasive waterjet to cut titanium
and other metals for the B1-B bomber. The parts machined have included such labor-intensive components as wingsweep
fairings, upper and lower panels, weapons bay doors, and miscellaneous bonded panels. These are large and complex
parts--mostly 6.4 to 9.5 mm ( to in.) thick and averaging 6400 to 7600 linear mm (250 to 300 in.) of periphery--that
are ideally suited to a robot system capable of precision five-axis cutting over an extensive area. Data are unavailable for
the 6.4 to 9.5 mm ( to in.) thick material, but the firm is currently cutting 1.6 mm (0.063 in.) titanium using 0.68
kg/min (1.5 lb/min) of 60 grit red garnet abrasive at 305 mm/min (12 in./min).
Another aerospace manufacturer uses abrasive waterjet cutting to modify C-5 transport plane wing structures to upgrade
C-5As to C-5Bs. Garnet is used as the abrasive to cut through aluminum and titanium up to 64 mm (2.5 in.) thick.
Where metallurgical contamination is a concern, as in the cutting of bimetallics, abrasive waterjet machining overcomes
the problems of distortion, delamination, and contamination.
Abrasive waterjet cutting is also cost effective for composites. Metal-matrix composites that are cut mechanically at 25
mm/min (1 in./min) can be cut by an abrasive waterjet at 381 to 762 mm/min (15 to 30 in./min).
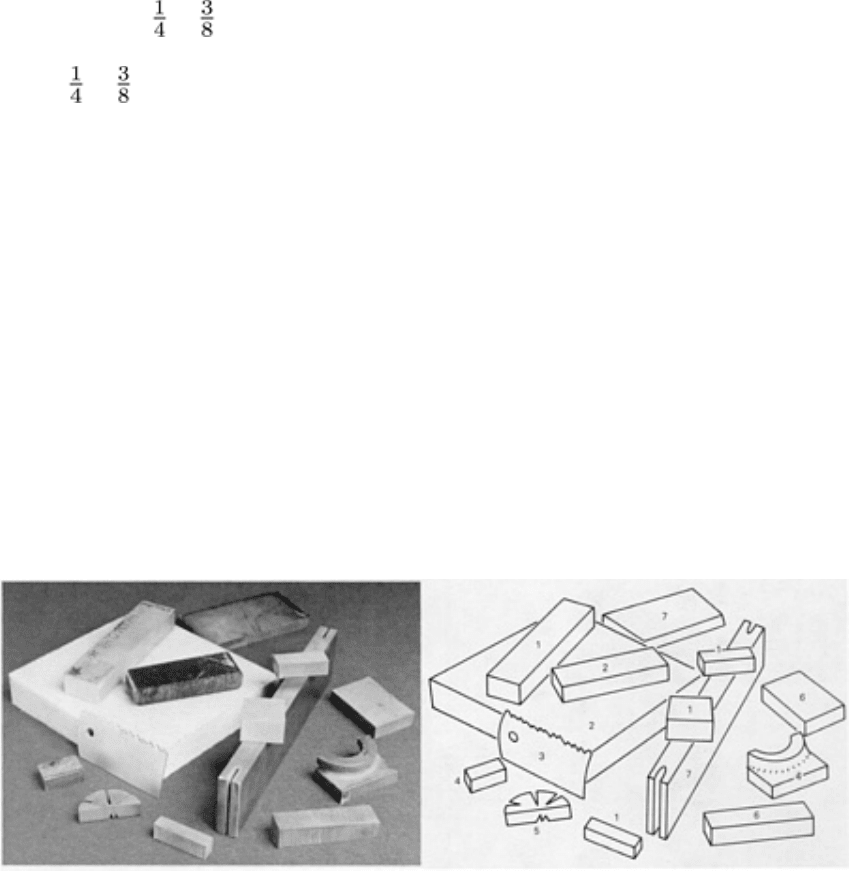
Figures 19, 20, 21, and 22 illustrate the wide variety of metals (including difficult-to-machine materials such as titanium
and Alloy 100) and intricate shapes (specifically the bracket shown in Fig. 21 and the turbine rotor in Fig. 22) that can be
easily cut with the abrasive waterjet. The stainless steel guide bracket shown in Fig. 21 illustrates profiling around corners
that would be difficult to achieve with standard machining methods. This part would require 16 or more hours to
complete using conventional methods; with the abrasive waterjet, such a part can be machined within a few hours.
Fig. 19 Various metals plus fiberglass cut with an abrasive waterjet. 1, aluminum;
2, fiberglass; 3, hardened
tool steel; 4, ductile iron; 5, titanium; 6, carbon steel; 7, stainless steel. Courtesy of Ingersoll-
Rand Waterjet
Cutting Systems.
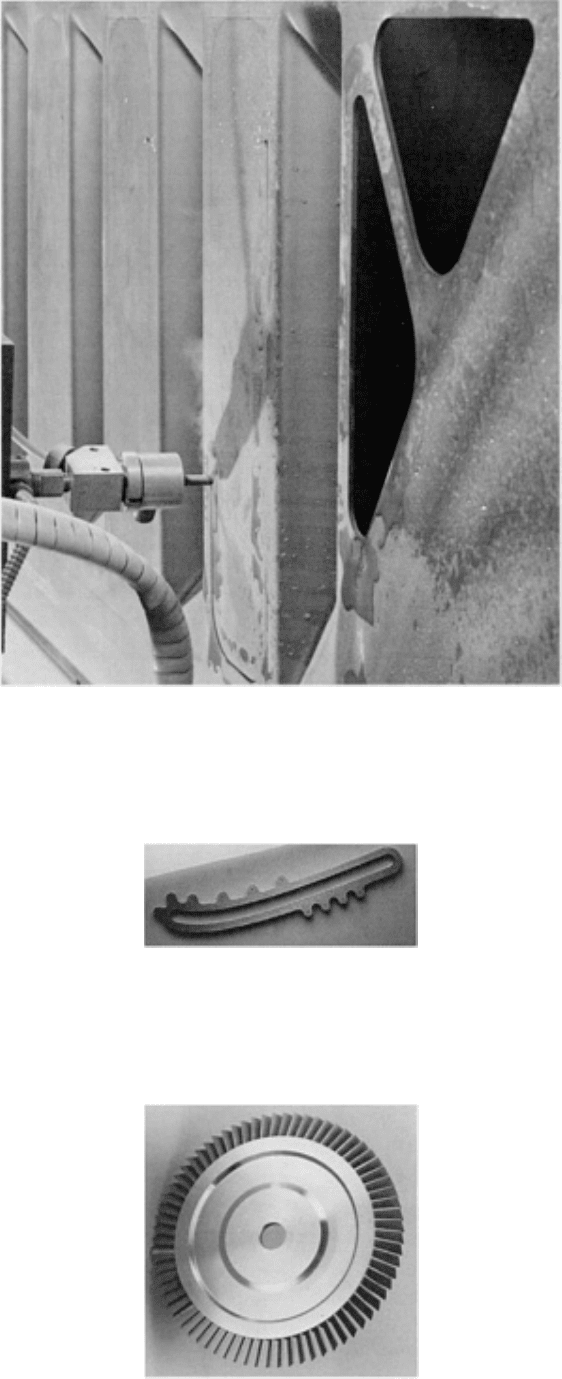
Fig. 20 Profiling of titanium for aerospace applications using an abrasive waterjet.
Courtesy of Flow Systems,
Inc.
Fig. 21
Stainless steel aircraft guide bracket showing the profiling capabilities of the abrasive waterjet.
Courtesy of Flow Systems, Inc.
Fig. 22
Turbine rotor machined from a solid Alloy 100 blank using an abrasive waterjet that accelerated a 60
mesh garnet abrasive at 207 MPa (30 ksi). Courtesy of Flow Systems, Inc.
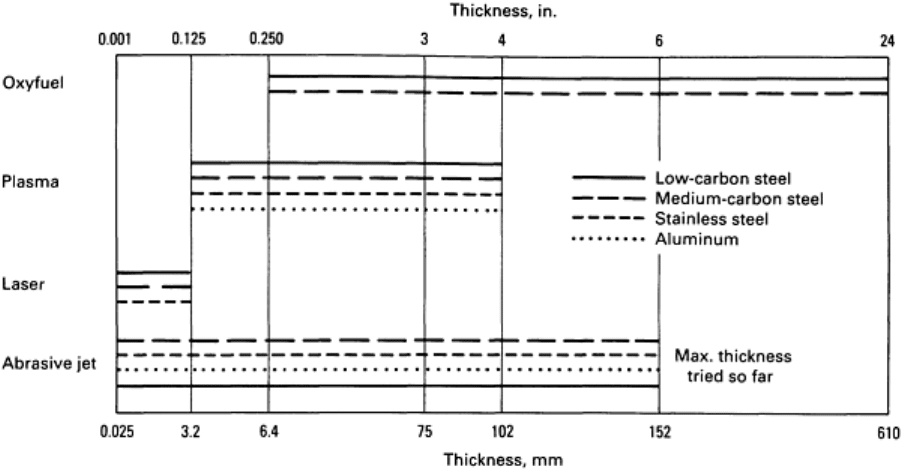
Figure 23 summarizes the capabilities of the laser beam, oxyfuel, plasma arc, and the abrasive waterjet in cutting a variety
of metals. Current technology limits the abrasive waterjet to cutting metals having a maximum thickness of 152 mm (6
in.). Detailed information on the other techniques is available in the articles "Thermal Cutting" and "Laser Cutting" in this
Volume.
Fig. 23 Cutting thickness ranges for various cutting processes.
Machining of Nonmetallics. Figures 24 and 25 show some of the nonmetallic materials that are readily cut by the
abrasive waterjet. Table 5 lists the cutting speeds obtainable for typical nonmetallic materials.
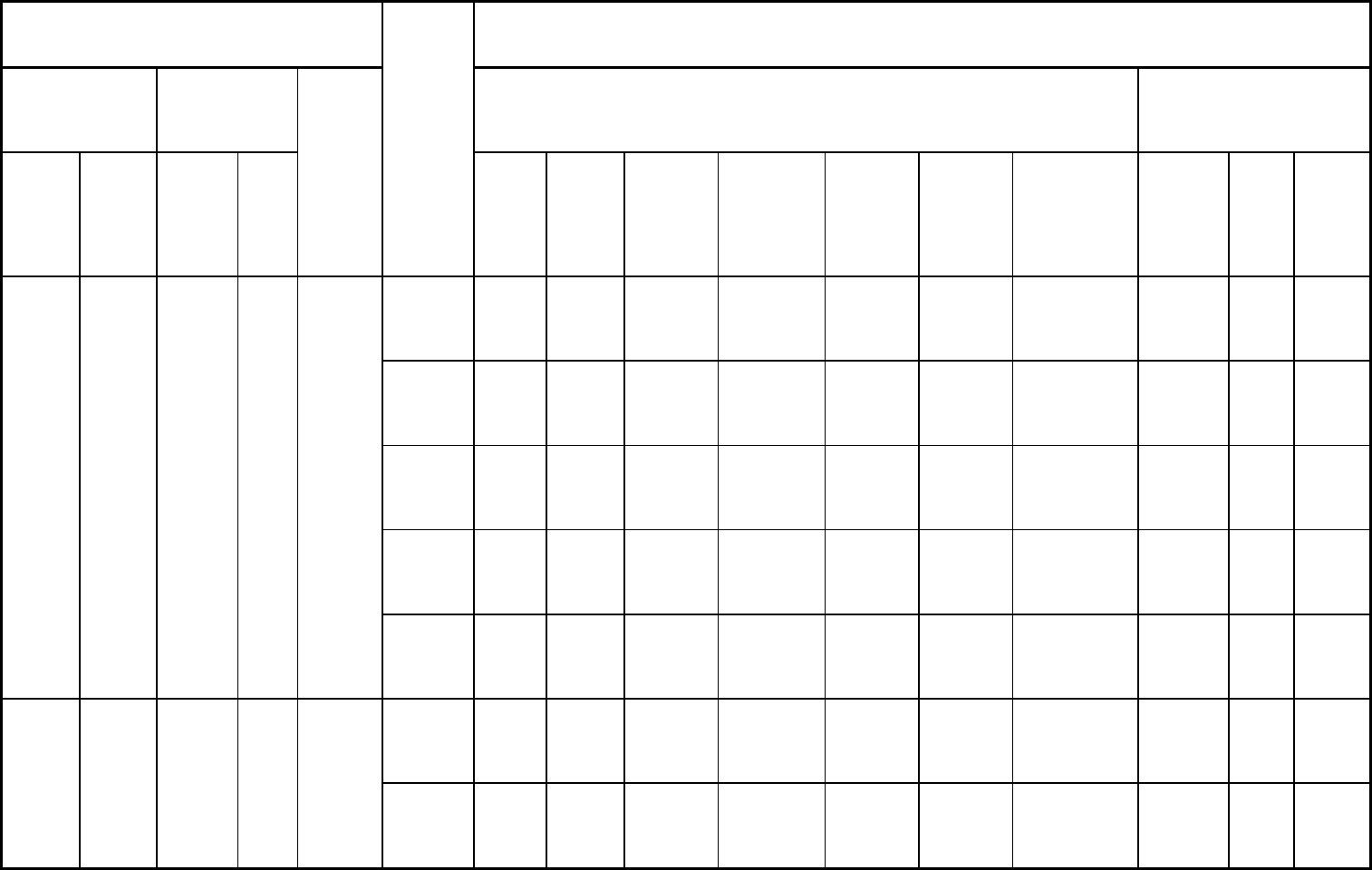
Table 5 Effect of material thickness on abrasive waterjet cutting speed for nonmetallic materials
Abrasive used is garnet.
Parameters
Maximum cutting rate, mm/min (in./min)
Diameters, mm
(in.)
Abrasive Plastics and composite
Glass
Orifice Nozzle Feed
rate
kg/min
(lb/min)
Mesh
size
Nozzle
pressure
MPa
(ksi)
Material
thickness
mm (in.)
Acetal Acrylic Carbon/
carbon
composite
Epoxy/glass
composite
Graphite/
epoxy
composite
Aramid
fiber
composite
Polypropylene
Laminate
Plate
Stained
0.8
(0.031)
3180
(125)
3050
(120)
2540
(100)
6350 (250) 4450
(175)
2540
(100)
2540 (100) . . . 7620
(300)
7620
(300)
1.6
(0.063)
2290
(90)
2030
(80)
1910 (75) 5720 (225) 3810
(150)
1520 (60) 1910 (75) . . . 6350
(250)
6350
(250)
3.2
(0.125)
1780
(70)
1400
(55)
1400 (55) 4570 (180) 3180
(125)
1020 (40) 1220 (48) 660 (26) 5080
(200)
5080
(200)
6.4
(0.250)
1270
(50)
915
(36)
1020 (40) 2540 (100) 2540
(100)
510 (20) 915 (36) 559 (22) 3810
(150)
3810
(150)
0.23
(0.009)
0.79
(0.031)
0.23
(0.5)
100 310 (45)
12.7
(0.500)
890
(35)
457
(18)
508 (20) 1020 (40) 1270 (50) 279 (11) 610 (24) 457 (18) 2540
(100)
2540
(100)
19.0
(0.750)
610
(24)
305
(12)
254 (10) 711 (28) 635 (25) 152 (6) 381 (15) 305 (12) 1270
(50)
1270
(50)
0.33
(0.013)
1.19
(0.047)
0.68
(1.5)
80 240 (35)
25.4
(1.00)
381
(15)
254
(10)
127 (5) 559 (22) 508 (20) 75 (3) 203 (8) 203 (8) 635
(25)
. . .

50.8
(2.00)
152 (6)
102 (4) 20 (0.8) 305 (12) 254 (10) 25 (1.0) 102 (4) 127 (5) 381
(15)
. . .
76.2
(3.00)
64
(2.5)
25 (1.0) 8 (0.3) 127 (5) 127 (5) 13 (0.5) 50 (2) 25 (1) 127
(5)
. . .
0.46
(0.018)
1.19
(0.047)
0.91
(2.0)
80 240 (35)
102
(4.00)
25 (1) 8 (0.3) 3 (0.1) 25 (1) 50 (2) 3 (0.1) 38 (1.5) 20 (0.8) 50 (2) . . .
Source: Flow Systems, Inc.
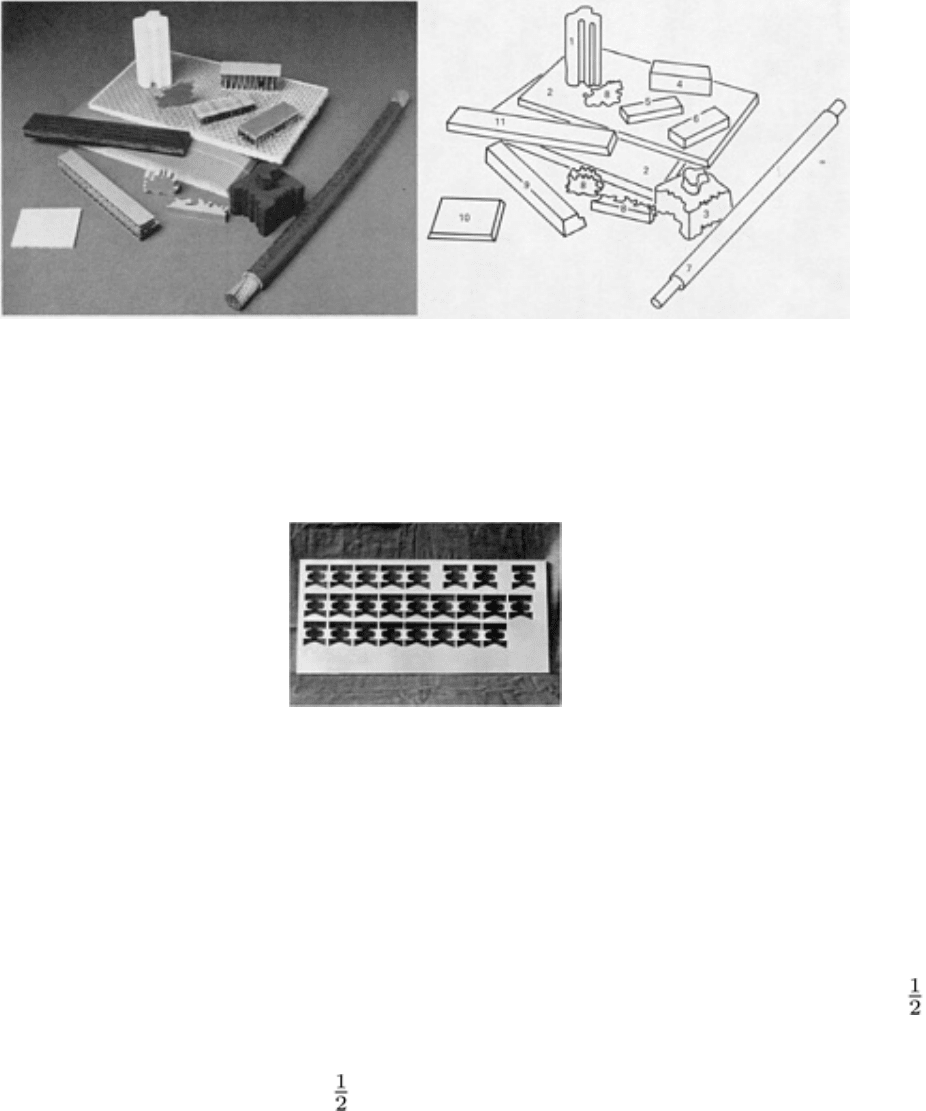
Fig. 24
Various plastics and composite materials that were cut and profiled using an abrasive waterjet. 1,
styrofoam; 2, Kevlar; 3, foam rubber; 4, Nomex; 5, graphite Nomex; 6, Kevlar Nomex; 7, electrical wire; 8,
laminated paper; 9, cardboard; 10, presintered ceramic; 11, ABS. Courtesy of Ingersoll-
Rand Waterjet Cutting
Systems.
Fig. 25 Polyurethane rubber cut with an abrasive waterjet. Courtesy of Sugino USA, Inc.
Listed below are recent installations of representative abrasive waterjet technology used to cut nonmetallics for
automotive applications:
• Trimming of thermoformed wood-fiber substrate interior door pan
els at speeds of 20 m/min (800
in./min)
• Elimination of an airborne asbestos dust problem encountered in the manufacture of 13 mm (
in.)
thick b
rake shoe linings; kerf loss was reduced to 0.25 mm (0.010 in.) while cutting efficiency was
increased 30 to 50%
• Finish cutting to size of 3.9 kg (8
lb) rear door panels after initial rough cutting with more
conventional methods; the panels were made of two layers of sheet molding compound coated with
continuous layers of polyester resin paste and then rolled to remove trapped air
Domestic and international electronics firms are using waterjet technology to cut the plastic laminates used in printed
circuit boards. The hairlike size of the waterjet kerf and the omnidirectional, sharp cutting capabilities of the waterjet are
ideally suited to the precision cutting and trimming of the boards even when they are loaded with their electronic
components. The absence of any lateral forces or mechanical pressure, usually associated with mechanical cutters,
eliminates the board flexure that could break solder joints.
Abrasive Waterjet Cutting
J. Gerin Sylvia, Department of Industrial and Manufacturing Engineering, University of Rhode Island
Safety
Safety problems caused by such conditions as fire hazards and dust and noise pollution are minimized through the use of
abrasive waterjet cutting, as follows:
•
Safety is increased in an already hazardous atmosphere, particularly in comparison to flame and/or
plasma cutting torches. Because there is no heat buildup with abrasive waterjet cutting, fire hazards are
eliminated. There is no radiation emission or danger from flying slag particles
•
Airborne dust is virtually eliminated, making operation less hazardous to personnel working in close
proximity to the machine. Containment or other methods of airborne dust control are unnecessary
• Noise levels range from 85 to 95 dBA, which is consistent with OSHA regulations
Abrasive Waterjet Cutting
J. Gerin Sylvia, Department of Industrial and Manufacturing Engineering, University of Rhode Island
Selected References
• M. Hashish, Cutting With Abrasive Waterjets, Mech. Eng., Vol 106 (No. 3), March 1984, p 60-69
• D.L. Malm, Waterjets Add Impact to Abrasive Cleaning, Mod. Cast., Oct 1984, p 34-36
• J. Steinhauser, Abrasive Waterjets: The Cutting Edge of Technology, Cut. Tool Eng., Oct 1986, p 37-39
• J.G. Sylvia, Abrasive Waterjet--A New Technology, in
Proceedings of the 14th International Conference
on Flexible Manufacturing Systems, Oct 1985, Stockholm, p 157-166
• J.G. Sylvia and T.J. Kim, New High Pressure Jet Cutting and Cleaning, in
Proceedings of the 23rd Abrasive
Engineering Conference, May 1985, Bloomingdale, IL, p 83-90