ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

Forming of Stainless Steel
Revised by Joseph A. Douthett, Armco Inc.
Introduction
STAINLESS STEELS are blanked, pierced, formed, and drawn in basically the same press tools and machines as those
used for other metals. However, because stainless steels have higher strength and are more prone to galling than low-
carbon steels and because they have a surface finish that often must be preserved, the techniques used in the fabrication of
sheet metal parts from stainless steels are more exacting than those used for low-carbon steels. In general, stainless steels
have the following characteristics, as compared with those of carbon steels:
• Greater strength
• Greater susceptibility to work hardening
• Higher propensity to weld or gall to tooling
• Lower heat conductivity
Forming of Stainless Steel
Revised by Joseph A. Douthett, Armco Inc.
Selection of Alloy
The properties and selection of stainless steels are discussed in the Section "Specialty Steels and Heat-Resistant Alloys"
in Properties and Selection: Irons, Steels, and High-Performance Alloys, Volume 1 of the ASM Handbook.
General ratings of the relative suitability of the commonly used austenitic, martensitic, and ferritic types of stainless steels
to various methods of forming are given in Table 1. These ratings are based on formability and on the power required for
forming.
Table 1 Relative suitability of stainless steels for various methods of forming
Suitability ratings are based on comparison of the steels within any one class; therefore, it should not be inferred that a ferritic steel
with an A rating is more formable than an austenitic steel with a C rating for a particular method. A, excellent; B, good; C, fair; D, not
generally recommended
Suitability for: Steel 0.2% yield
strength,
6.89 MPa
(1 ksi)
Blanking
Piercing
Press-brake
forming
Deep
drawing
Spinning
Roll
forming
Coining
Embossing
Austenitic steels
201 55 B C B A-B C-D B B-C B-C
202 55 B B A A B-C A B B
301 40 B C B A-B C-D B B-C B-C
302 37 B B A A B-C A B B
302B 40 B B B B-C C . . . C B-C
303, 303(Se) 35 B B D
(a)
D D D C-D C
304 35 B B A A B A B B
304L 30 B B A A B A B B
305 37 B B A B A A A-B A-B
308 35 B . . . B
(a)
D D . . . D D
309, 309S 40 B B A
(a)
B C B B B
310, 310S 40 B B A
(a)
B B A B B
314 50 B B A
(a)
B-C C B B B-C
316 35 B B A
(a)
B B A B B
316L 30 B B A
(a)
B B A B B
317 40 B B A
(a)
B B-C B B B
321, 347, 348 35 B B A B B-C B B B
Martensitic steels
403, 410 40 A A-B A A A A A A
414 95 A B A
(a)
B C C B C
416, 416(Se) 40 B A-B C
(a)
D D D D C
420 50 B B-C C
(a)
C-D D C-D C-D C
431 95 C-D C-D C
(a)
C-D D C-D C-D C-D
440A 60 B-C . . . C
(a)
C-D D C-D D C
440B 62 . . . . . . . . . . . . D . . . D D
440C 65 . . . . . . . . . . . . D . . . D D
Ferritic steels
405 40 A A-B A
(a)
A A A A A
409 38 A A-B A(b) A A A A A
430 45 A A-B A
(a)
A-B A A A A
430F, 430F(Se)
55 B A-B B-C
(a)
D D D C-D C
442 . . . A A-B A
(a)
B B-C A B B
446 50 A B A
(a)
B-C C B B B
(a)
Severe sharp bends should be avoided.
As Table 1 shows, the austenitic and ferritic steels are, almost without exception, well suited to all of the forming methods
listed. Of the martensitic steels, however, only types 403, 410, and 414 are generally recommended for cold-forming
applications. Because the higher carbon content of the remaining martensitic types severely limits their cold formability,
these steels are sometimes formed warm. Warm forming can also be used to advantage with other stainless steels in
difficult applications.
Formability. The characteristics of stainless steel that affect its formability include yield strength, tensile strength,
ductility, (and the effect of work hardening on these properties), and the r value. The composition of stainless steel is also
an important factor in formability. Figure 1 compares the effect of cold work on the tensile strength and yield strength of
type 301 (an austenitic alloy), types 409 and 430 (both ferritic alloys), and 1008 low-carbon steel sheet.
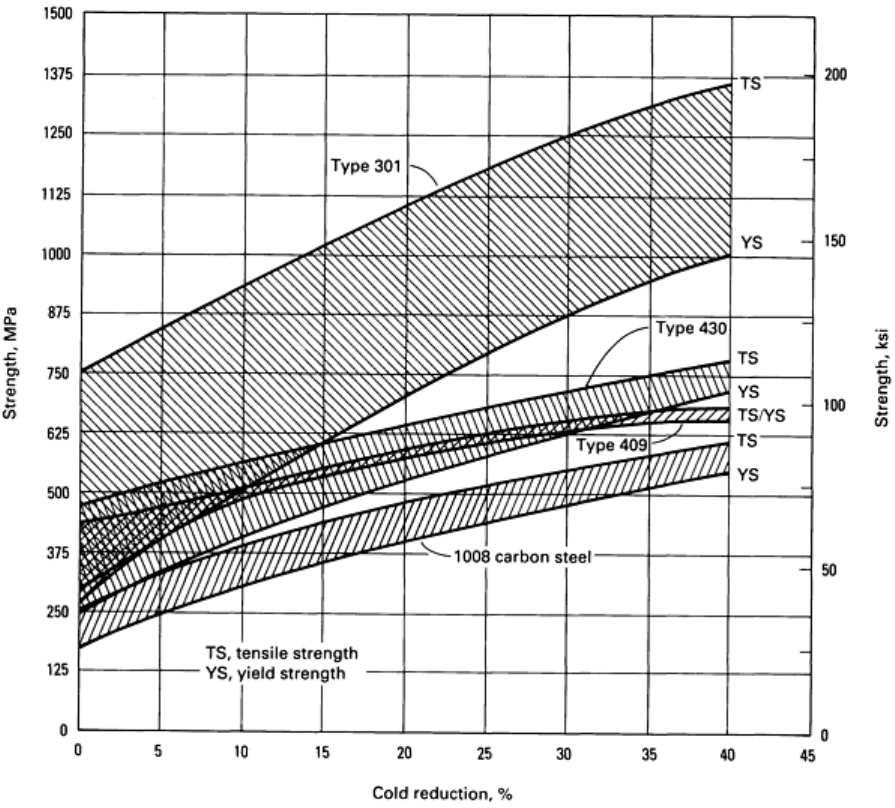
Fig. 1 Comparison of work-hardening qualities of type 301 austenitic stainless steel, types
409 and 430 ferritic
stainless steels, and 1008 low-carbon steel.
Formability of Austenitic Types. Type 301 stainless steel has the lowest nickel and chromium contents of the
standard austenitic types; it also has the highest tensile strength in the annealed condition. The extremely high rate of
work hardening of type 301 results in appreciable increases in tensile strength and yield strength with each increase in the
amount of cold working, as measured by cold reduction (Fig. 1). This response to work hardening is particularly
important for structural parts, including angles and channel sections--which, after fabrication, are expected to have
additional strength and stiffness. On the other hand, for deep-drawing applications, a lower rate of work hardening is
usually preferable and can be obtained in the austenitic alloys that have higher nickel contents; notably, types 304, 304L,
and 305.
In general, the austenitic alloys are more difficult to form as the nickel content or both the nickel and the chromium
contents are lowered, as in type 301. Such alloys show increased work hardening rates and are less suitable for deep
drawing or multiple forming operations. The presence of the stabilizing elements niobium, titanium, and tantalum, as well
as higher carbon contents, also exerts an adverse effect on the forming characteristics of the austenitic stainless steels.
Therefore, the forming properties of types 321 and 347 stainless steel are less favorable than those of types 302, 304, and
305.
Formability of Ferritic Types. The range between yield strength and tensile strength of types 409 and 430 narrows
markedly as cold work increases, as shown in Fig. 1. This response is typical of the ferritic alloys and limits their
formability (ductility) (in comparison with the austenitic alloys). Nevertheless, types 409 and 430, although lacking the
formability of type 302, are widely used in applications that require forming by blanking, bending, drawing, or spinning.
One of the most important applications for type 430 stainless steel is in automotive trim or molding. Type 409 stainless
steel has found wide acceptance as the material of choice in automotive exhaust systems.
Comparison With Carbon Steel. The curves for 1008 low-carbon steel are included in Fig. 1 as a reference for the
evaluation of stainless steels. The decrease in formability of 1008 steel with cold work appears to fall between that of
types 409/430 and that of the more formable type 301. Figure 1 also shows that cold work does not increase the strength
of 1008 as rapidly as it does that of type 301 and the ferritic alloys.
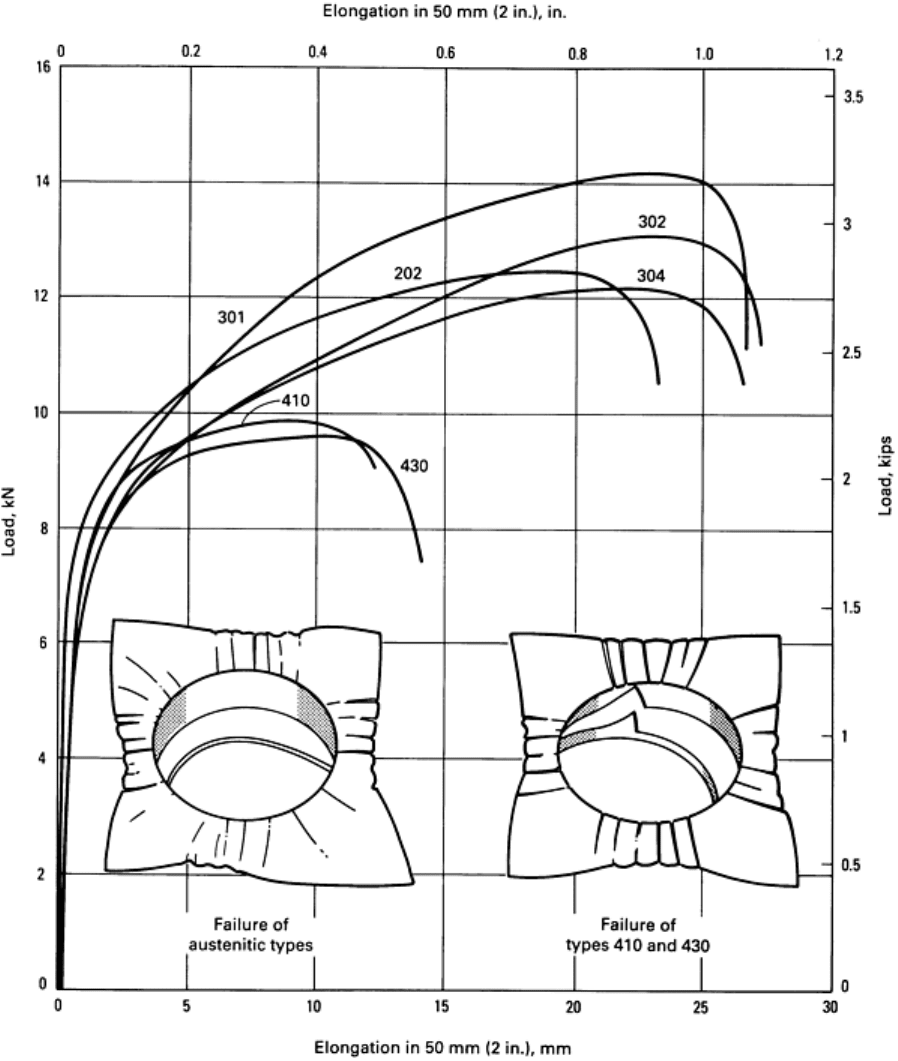
Stress-Strain Relations. Figure 2 shows load-elongation curves for six types of stainless steel: four austenitic (202,
301, 302, and 304), one martensitic (410), and one ferritic (430). The figure also shows that the type of failure in cup
drawing of the austenitic types was different from that of types 410 and 430, as shown in Fig. 2. The austenitic types
broke in a fairly clean line near the punch nose radius, almost as if the bottom of the drawn cup were blanked out; types
410 and 430 broke in the sidewall in sharp jagged lines, showing extreme brittleness as a result of the severe cold work.
Fig. 2 Comparison of ductility of six stainless steels and of the types of failure resulting from deep drawing.
As suggested by the data in Fig. 2, the power required to form type 301 exceeds that required by the other austenitic
alloys. In addition, type 301 will develop maximum elongation before failing. Types 410 and 430 require considerably
less power to form, but fail at comparatively low elongation levels.
Power requirements for the forming of stainless steel, because of the high yield strength, are greater than those for
low-carbon steel; generally, twice as much power is used in forming stainless steel. Because the austenitic steels work
harden rapidly in cold-forming operations, the need for added power after the start of initial deformation is greater than
that for the ferritic steels. The ferritic steels behave much like plain carbon steels once deformation begins, although
higher power is also needed to start plastic deformation.
Forming of Stainless Steel
Revised by Joseph A. Douthett, Armco Inc.
Lubrication
Lubrication requirements are more critical in forming stainless steels than in forming carbon and alloy steels, because it
usually is necessary to preserve the high-quality surface on stainless steels and because stainless steels have higher
strength, greater hardness, lower thermal conductivity, and higher coefficient of friction. In forming stainless steels,
galling and spalling occur more readily, and higher temperatures are reached in a larger volume of the workpiece. Local
or general overheating can change the properties of the work metal and lubricant.
Table 2 lists the lubricants ordinarily used in forming stainless steel by various processes. Except for the special-purpose
lubricants graphite and molybdenum disulfide, the lubricants are listed in the approximate order of increasing ability to
reduce galling and friction. The ratings in Table 2 also consider other suitability factors, such as cleanliness and ease of
removal. The desirable characteristics of a lubricant include the ability to reduce friction and wear, the dissipation of heat,
durability, nonreactiveness with the base steel, and ease of removal. The higher temperatures generated when forming
stainless alloys, particularly the austenitic varieties, frequently lead to breakdown of the polar lubricant molecules.
Table 2 Suitability of various lubricants for use in the forming of stainless steel
Ratings consider effectiveness, cleanliness, ease of removal, and other suitability factors.
A, excellent; B, good; C, acceptable; NR,
not recommended
Lubricant Blanking
and
piercing
Press-
brake
forming
Press
forming
Multiple-
slide
forming
Deep
drawing
Spinning
Drop-
hammer
forming
Contour
roll
forming
Embossing
Fatty oils and
blends
(a)
C B C A C A C B
B
Soap-fat pastes
(b)
NR NR C A B B C B
C
Wax-base pastes
(b)
B B B A B B C B
A
Heavy-duty
emulsions
(c)
B NR B A B B NR A
B
Dry film (wax, or
soap plus borax)
B B B NR B A B NR
A
Pigmented pastes
(b)
(d)
B NR A B A C NR NR
NR
Sulfurized or
sulfochlorinated oils
(e)
A A B+ A C NR A B
A
Chlorinated oils or
waxes
(b)
High-viscosity
types
(g)
A
(h)
NR A NR A NR A
(i)
A
NR
Low-viscosity
types
(j)
B+ A A A B NR A
(i)
A
A
Graphite or
molybdenum
disulfide
(k)
NR
(l)
(l)
NR
(l)
NR
(l)
NR NR
(a)
Vegetable or animal types: mineral oil is used for blending.
(b)
May be diluted with water.
(c)
Water emulsions of soluble oils; contain a high concentration of extreme-pressure sulfur or chlorine compounds.
(d)
Chalk (whiting) is commonest pigment: others sometimes used.
(e)
Extreme-pressure types; may contain some mineral or fatty oil.
(f)
Extreme-pressure chlorinated mineral oils or waxes; may contain emulsifiers for ease of removal in water-base cleaners.
(g)
Viscosity of 4000 to 20,000 SUS (Saybolt Universal seconds, see ASTM D 2161 for more detailed information).
(h)
For heavy plate.
(i)
For cold forming only.
(j)
Viscosity (200 to 1000 SUS) is influenced by base oil or wax, degree of chlorination, and additions of mineral oil.
(k)
Solid lubricant applied from dispersions in oil, solvent, or water.
(l)
For hot-forming applications only
Among stainless steel lubricants for severe drawing applications, the extreme-pressure (EP) additive types are the most
desirable. Additives of chlorine or sulfur tend to react chemically with the steel surface at higher temperatures and form a
readily shearable compound. Chlorine is the more popular EP additive, because sulfur tends to react with some steel
tooling.
Mineral oils, soap solutions, and water emulsions of general-purpose soluble oils are omitted because they are ineffective
in most forming of stainless. The recommended lubricants are discussed further in the sections that deal with the
individual forming processes in the remainder of this article.
As a precaution, all lubricants should be removed, and the parts thoroughly dried, after completion of the sheet
metalworking operation. Most lubricants must be removed before the formed parts are heat treated; this applies
particularly to those containing insoluble solids, sulfur, or chlorine. In addition, certain metastable austenitic stainless
alloys can react with their lubricant and cause delayed cracking in heavily strained areas. Rapid removal of the lubricant
is therefore desirable.
Forming of Stainless Steel
Revised by Joseph A. Douthett, Armco Inc.
Blanking and Piercing
The shear strength of stainless steel is about twice that of low-carbon steel. Therefore, the available force for the blanking
or piercing of stainless steel should be 50 to 100% higher than that for equivalent work on carbon steel.
Tools and power can be saved if the stock can be blanked at about 175 °C (350 °F). The finish will be better as well.
Power requirements can also be reduced by using angular shear on the punch or the die. (Additional information is
available in the Section "Blanking and Piercing of Steel Sheet, Strip, and Plate" in this Volume.)
Die Materials. Cutting edges must be of a hard, strong material. Recommended die materials, in order of suitability for
increasing quantities, include O1, A2, D2, and D4 tool steels and carbide. Additional information is available in the article
"Selection of Material for Blanking and Piercing Dies" in this Volume. The use of carbide for high-volume production in
applications that do not require the impact resistance of tool steels is illustrated in the following example.
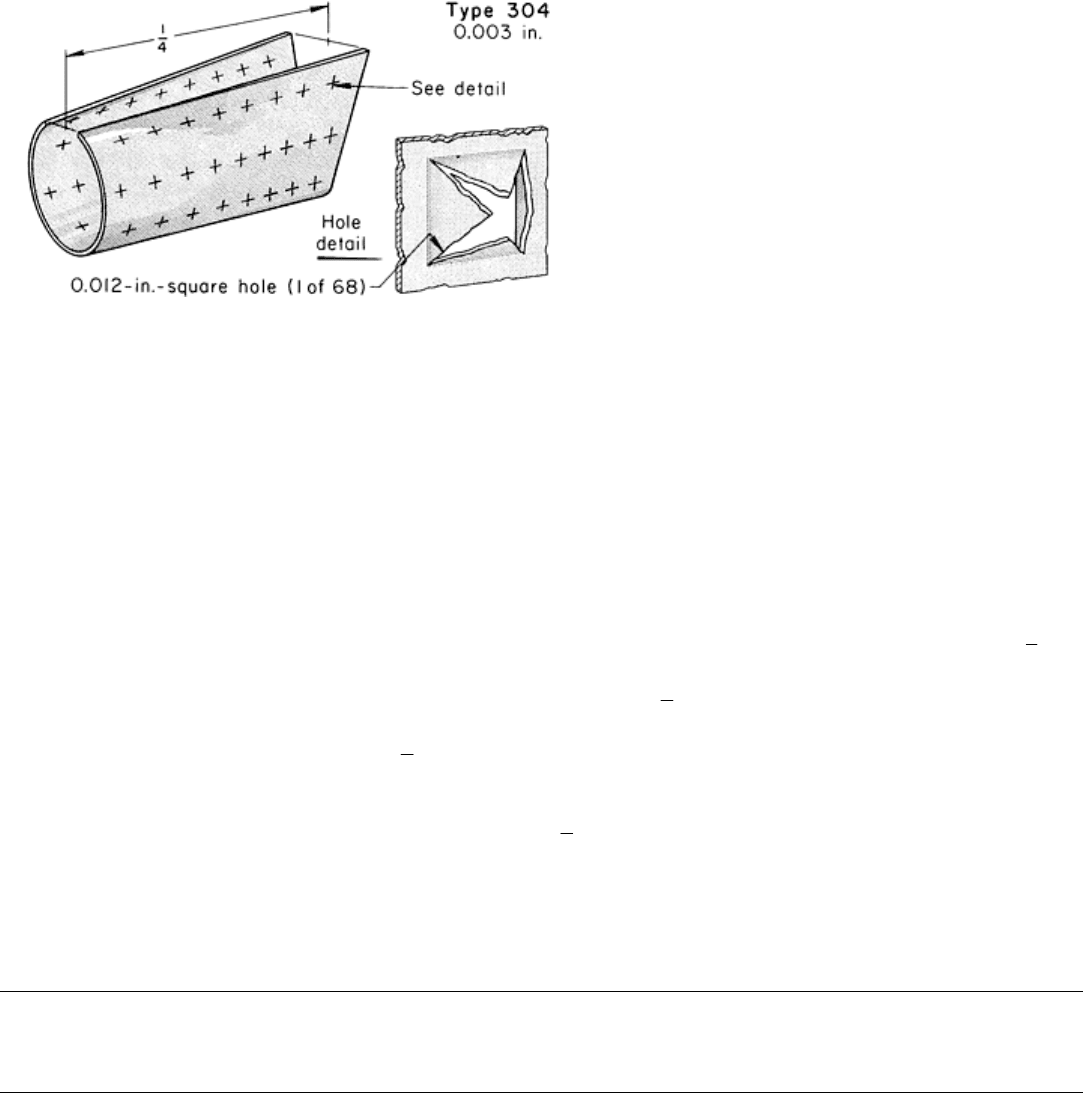
Example 1: Use of a Carbide Die to Form a Miniature Piece.
The cathode shown in Fig. 3 was produced in a three-stage progressive die made of carbide by piercing, blanking, and
forming. The piece was trough-shaped, 6.4 mm (
1
4
in.) long, of type 304 stainless steel, 0.08 mm (0.003 in.) thick. One
end was rounded, and the other was V-shaped. The difference in contour of the two ends kept the pieces from stacking.
Before forming, the blank was 9.5 mm (
3
8
in.) wide. The piece was pierced with 68 holes, each 0.31 mm (0.012 in.)
square. In this operation, the material was displaced by a pointed punch, rather than removed by a flat-nose punch. The
pieces were cut from 152 mm (6 in.) wide strip, producing 16 pieces at a stroke. The press was a 130 kN (15 tonf)
mechanical press that ran at 240 strokes per minute.
Clearance between punch and die should be about
the same as that for the blanking and piercing of cold-
rolled low-carbon steel. Some manufacturers use less
than 0.03 mm (0.001 in.) per side; others specify 5 to
10% of stock thickness per side for sheet and 10 to
15% of stock thickness for plates and bars. Studies
have shown, however, that larger clearances--12.5 to
13.5%, and even up to 42%, of stock thickness--have
resulted in increased die life (see the article "Piercing
of Low-Carbon Steel" in this Volume).
Cutting edges should be carefully aligned, sharp,
clean, and free of burrs. The importance of sharpness
of cutting edges cannot be overemphasized.
Deburring. Generally, stainless steel does not shear
clean, but leaves a rough work-hardened edge that is
dangerous to handle and may adversely affect
subsequent operations. Flat pieces can be rolled or pressed between dies adjusted exactly to the thickness of the stock, or
the burrs can be removed by grinding, stoning, or filing.
Lubrication. The blanking and piercing of stainless is often done dry, but the lubricants indicated in Table 2 are
sometimes used to prolong die life. Lubricants containing sulfur or chlorine are the most effective for this purpose.
Emulsions are used for high-speed work.
Dimensions. Pierced holes should not be smaller than the thickness of the stock. Holes larger than 3.18 mm (
1
8
in.)
should be spaced so that the distance between centers is not less than 1
1
2
times the hole diameter. Small holes should
have a distance between centers of at least 1
3
4
times the diameter of the holes. Holes should never be closer together than
one stock thickness, nor should the edge of blanks be less than one stock thickness from the edge of the stock. For
progressive-die operation, edge distances should be between 1
1
2
and 2 times stock thickness.
Nibbling. In some applications, an irregular contour is cut out by punching a series of overlapping holes along the
contour. This process is called nibbling. A variety of unusual shapes can be cut at 300 to 900 strokes per minute by a
press equipped with either a round or a rectangular punch.
Forming of Stainless Steel
Revised by Joseph A. Douthett, Armco Inc.
Press-Brake Forming
All of the austenitic stainless steels in the soft condition can be bent 180° over one stock thickness, but need up to 50%
more power to form than that required by low-carbon steel. Springback is more severe with austenitic stainless steels than
with low-carbon steel, and it must be allowed for. Work-hardened austenitic steel can be press-brake formed only to a
very limited degree. If austenitic stainless steel is heated to about 65 °C (150 °F), it can be formed with appreciably less
power than that required when it is cold and yet can be handled easily.
The straight-chromium grades of stainless steels vary in their response to press-brake forming. The low-carbon stainless
steels containing 12 to 17% Cr bend readily but, like the austenitic steels, need more power for bending than that required
for low-carbon steel. High-chromium low-carbon types, such as 446, bend better when heated to 175 to 205 °C (350 to
400 °F). The heating of these high-chromium low-carbon grades tends to lower the yield strength, but can simultaneously
Fig. 3
Cathode produced in a progressive die with carbide
tools. Dimensions given in inches.
aid in allowing the forming to be done above the brittle-to-ductile transition temperature. For these alloys, that
temperature can be at or above room temperature, depending on thickness. In room-temperature forming, the highly
alloyed ferritic stainless steels have been known to benefit from slower bend speeds, which minimize the possibility of an
impactlike load and resultant brittle fracture. High-carbon heat-treatable stainless steels are not recommended for press-
brake forming, even if in the annealed condition.
Typical bending limits for the major stainless steels are shown in Table 3. A completely flat bend can generally be made
in the 18-8 and similar alloys.
Table 3 Typical bending limits for six commonly formed stainless steels
Minimum bend radius
Quarter hard, cold rolled
Type
Annealed
to 4.75 mm
(0.187 in.)
thick
(180° bend)
To 1.27 mm
(0.050 in.)
thick
(180° bend)
1.30-4.75 mm
(0.051-0.187
in.) thick
(90° bend)
301, 302, 304
1
2
t
1
2
t
1t
316
1
2
t
1t
1t
410, 430 1t . . . . . .
t, stock thickness
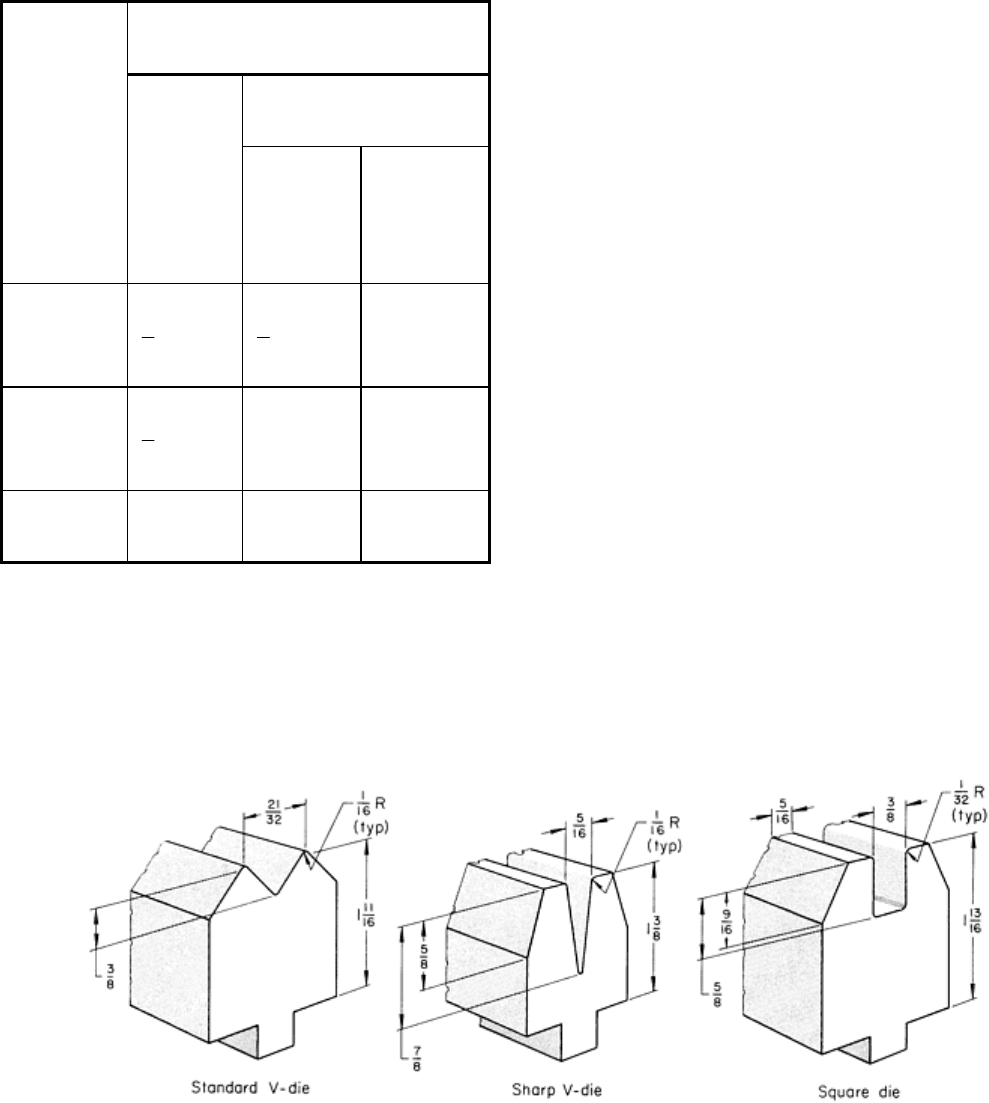
Dies. Press brakes can use dies with cross sections such as those shown in Fig. 4 for forming stainless steel in sheets up
to 0.89 mm (0.035 in.) thick. Adjustable dies, such as that shown in Fig. 5, can be used for forming 180° bends in
stainless steel sheet 0.30 to 0.46 mm (0.012 to 0.018 in.) thick.
Fig. 4 Typical dies for the press-brake forming of st
ainless steel sheet up to 0.9 mm (0.035 in.) thick.
Dimensions in figure given in inches.