ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

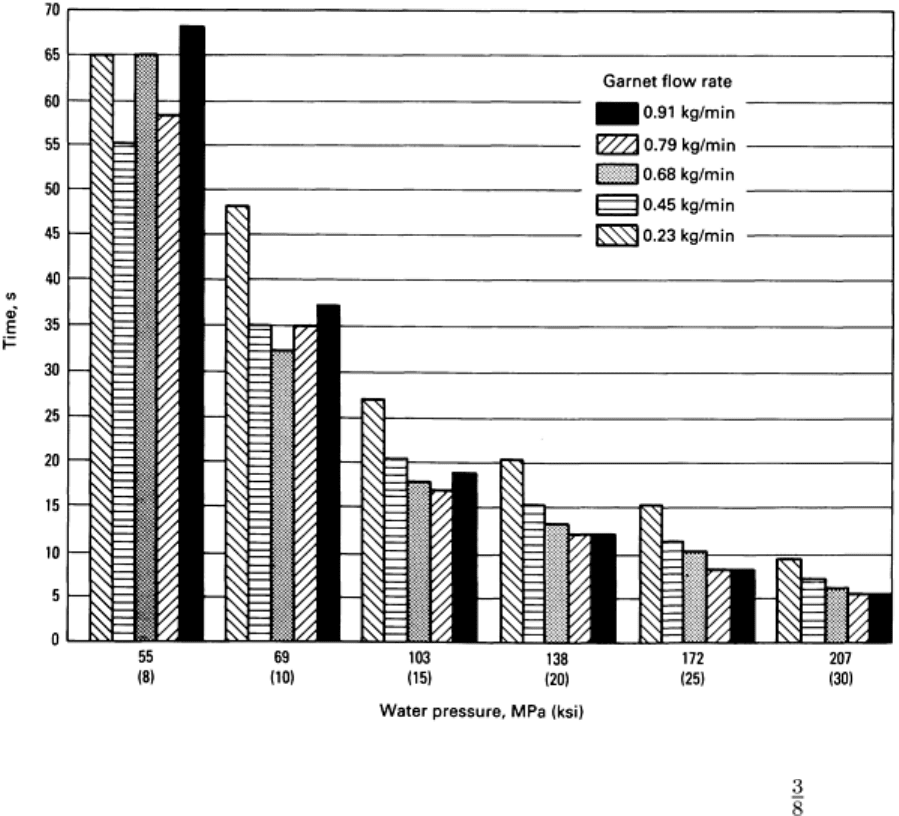
Fig. 8 Water pressures and garnet abrasive flow rates versus piercing times for 9.5 mm (
in.) thick 6061 T6
aluminum. Source: Department of Industrial and Manufacturing Engineering, University of Rhode Island.
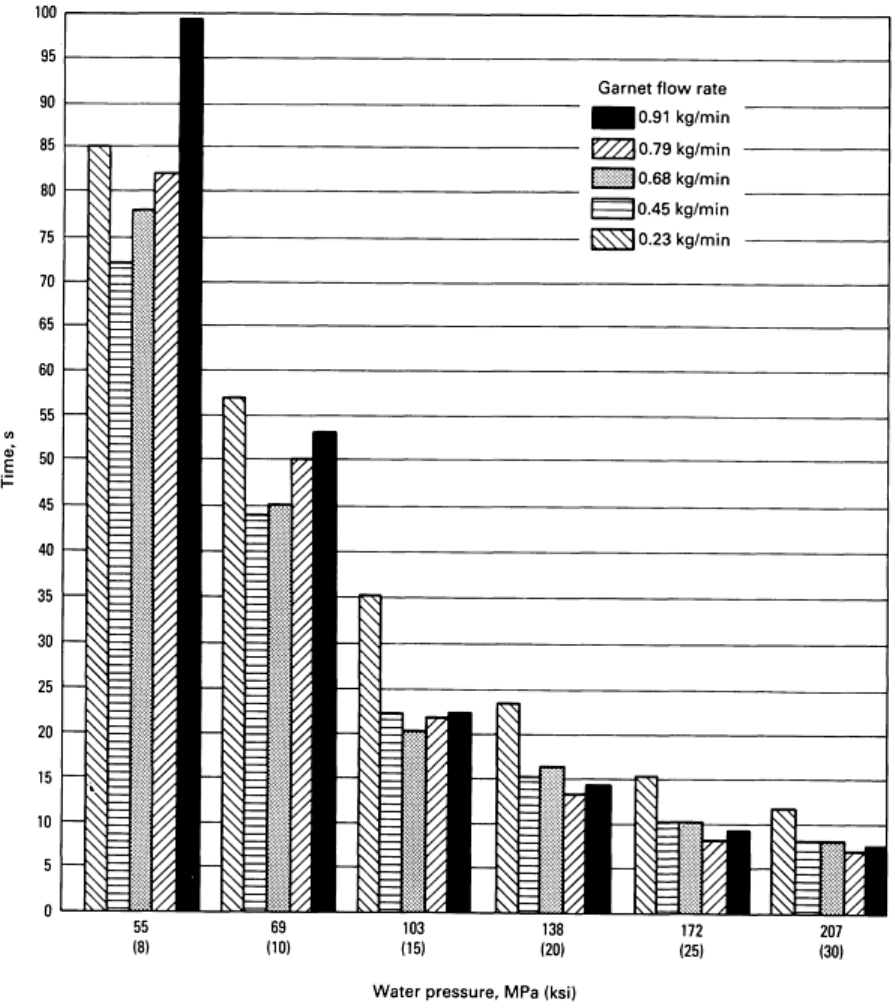
Fig. 9
Water pressure and garnet abrasive flow rates versus piercing times for 6.4 mm thick type 304 stainless
steel. Source: Department of Industrial and Manufacturing Engineering, University of Rhode Island.
The garnet flow rate affects the piercing time. High garnet flow rate versus low garnet flow rate, with pressure being
constant, requires a longer time for piercing.
Figure 10 shows that piercing time acts as an exponential function relating to thickness. The same trend can be seen with
garnet flow rates of 0.45, 0.68, and 0.79 kg/min (1.0, 1.5, and 1.75 lb/min).

Fig. 10 Garnet abrasive flow rates and section thickness versus piercing times for 6061-T6 a
luminum at a
water pressure of 207 MPa (30 ksi). Source: Department of Industrial and Manufacturing Engineering,
University of Rhode Island.
Figure 11 suggests that the fastest cutting rate was 134 mm/min (5.29 in./min) at garnet flow rates of 0.45 and 0.68
kg/min (1.0 and 1.5 lb/min). With a garnet flow rate of 0.68 kg/min (1.5 lb/min), the stainless steel was not cut completely
through at 127 mm/min (5.0 in./min). This appears to reflect an unknown error.
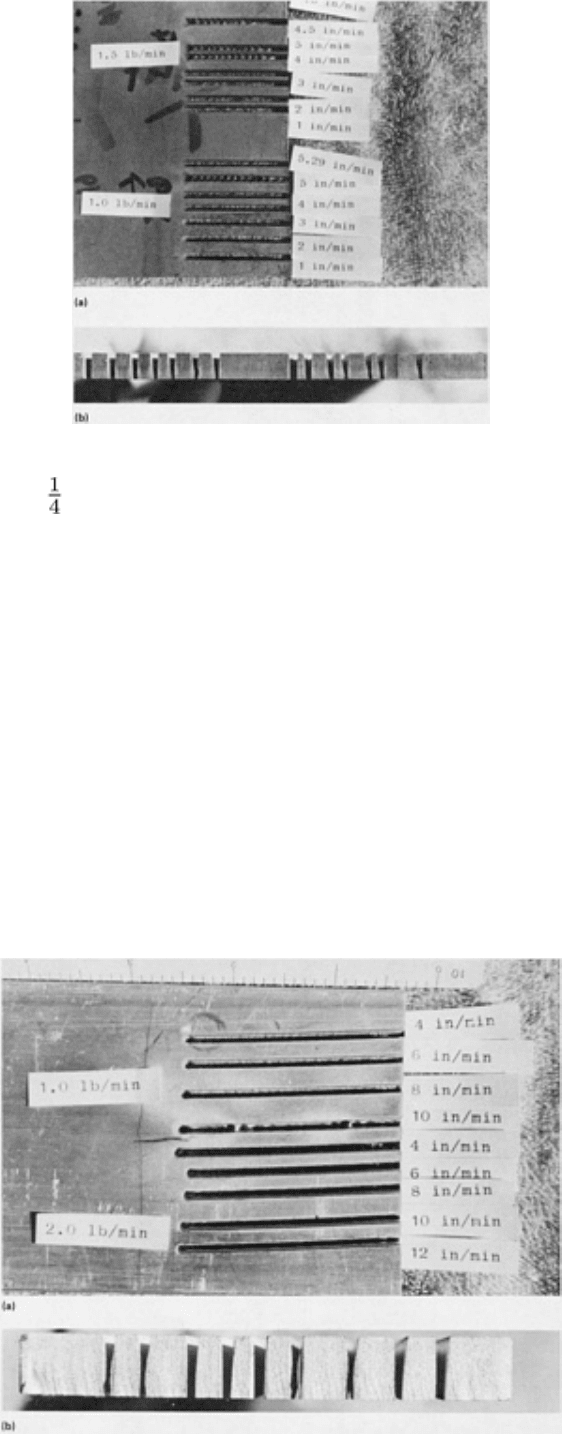
Fig. 11 Two views of 6.4 mm (
in.) thick stainless steel cut at garnet flow rates of 0.45 and 0.68 kg/min (1.0
and 1.5 lb/min). (a) Top view. Top piece was cut at 250 mm/min (10 in./
min). (b) Side view. Right section is
0.68 kg/min (1.5 lb/min). Left section is 0.45 kg/min (1.0 lb/min). Courtesy of Department of Industrial and
Manufacturing Engineering, University of Rhode Island.
Pieces that were not cut completely through had small ridges in the half kerf of the cut. The number of ridges in the cut
corresponded to an equal number of cycles of the intensifier pump.
At cutting speeds greater than 102 mm/min (4 in./min), a noticeable taper was evident in the kerf width. At cutting speeds
less than 102 mm/min (4 in./min), no significant taper was evident. Varying the garnet flow rates had no significant effect
on the width of the kerf.
The aluminum (Fig. 12) was cut at 305 mm/min (12 in./min) with garnet flow rates of 0.45 and 0.91 kg/min (1.0 and 2.0
lb/min). When using 0.45 kg/min (1.0 lb/min) and a cutting speed of 255 mm/min (10 in./min), there was difficulty in
cutting completely through the piece.
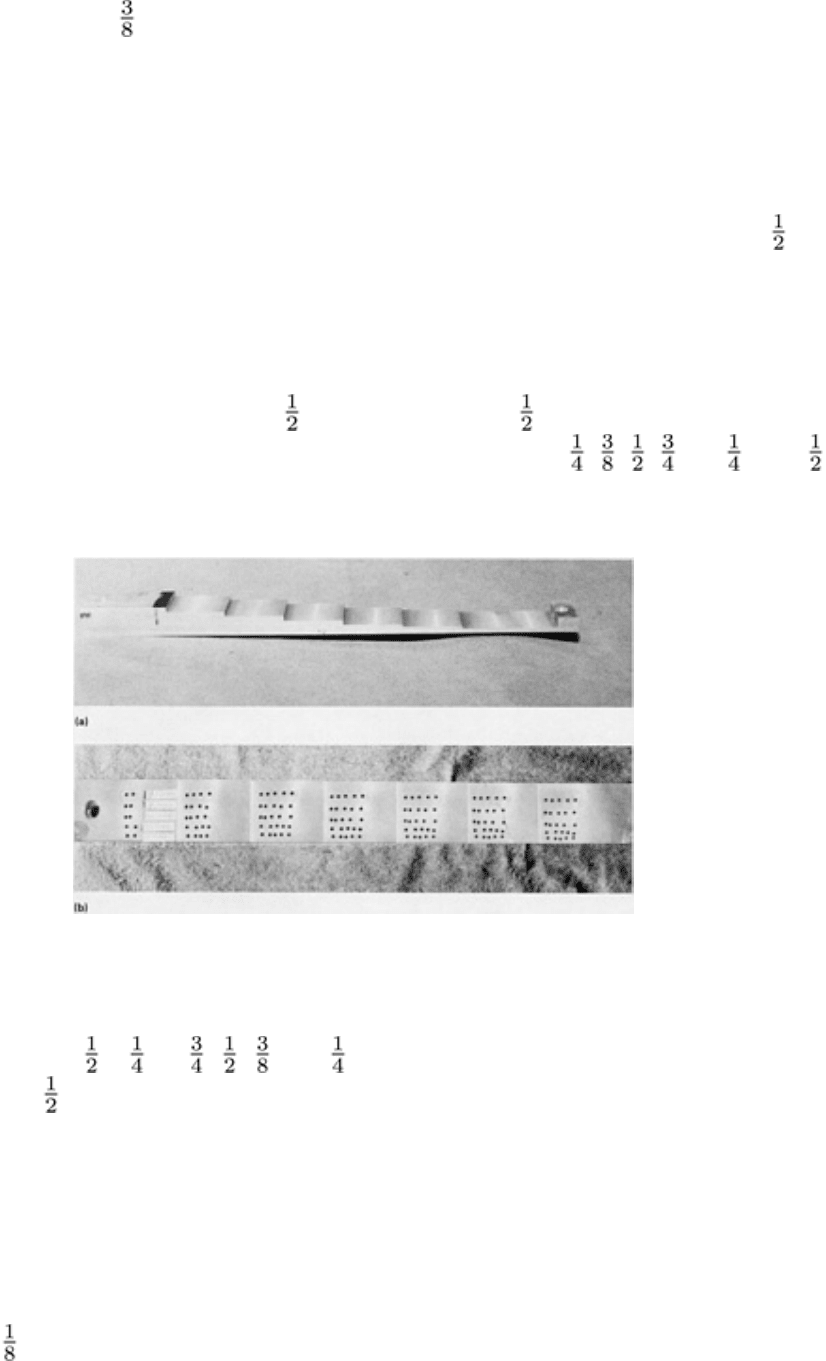
Fig. 12 Two views of 9.5 mm (
in.) thick 6061 T6 aluminum cut at garnet flow rates of 0.45 and 0.91 kg/min
(1.0 and 2.0 lb/min). (a) Top view. The top four cuts are at 0.45 kg/min (1.0 lb/min). The bottom five cuts are
at 0.91 kg/min (2.0 lb/min). (b) Side view. Right four cuts are at 0.45 kg/min (1.0 lb/min); left five cuts are at
0.91 kg/min (2.0 lb/min). Courtesy of Department of Industrial and Manufacturing Engineering, University of
Rhode Island.
Similar characteristics were found in the study of stainless steel and aluminum. There is a rounding effect, and the kerf is
larger for cuts at the same speed but increasing garnet flow. As aluminum thickness increased to 38 mm (1 in.), higher
water pressure was needed with an increase in the garnet flow rate.
Example 2: Analysis of Varying Water Pressures and Garnet Flow Rates on
Several Thicknesses of 6061 T6 Aluminum Bar Stock.
A piece of aluminum 6061 T6 bar stock 64 mm (2 in.) wide by 38 mm (1 in.) thick and 610 mm (2 ft) long was
machined down to provide step thicknesses of 6.4, 9.5, 13, 19, 25, 32, and 38 mm ( , , , , 1, 1 , and 1 in.), as
shown in Fig. 13(a).
Fig. 13
Two views of various thicknesses of 6061 T6 aluminum used in piercing studies with varying water
pressure and garnet flow rates used on each thickness. (a) Three-
dimensional view of workpiece showing
varying thickness of 640 mm (2 ft) long slab before piercing. From left to right, slab thicknesses are 38, 32, 25,
19, 13, 9.5, and 6.4 mm (1 , 1 , 1, , , , and
in.). (b) Top view of piece after piercing was performed.
Left side is 38 mm (1
in.) section. Courtesy of Department of Industrial and Manufacturing Engineering,
University of Rhode Island.
Each section was pierced at several garnet flow rates with varying water pressures. The water pressures were 83, 103,
138, 172, and 207 MPa (12, 15, 20, 25, and 30 ksi). The garnet flow rates were 0.23, 0.45, 0.68, 0.79, and 0.91 kg/min
(0.5, 1.0, 1.5, 1.75, and 2.0 lb/min).
The times were recorded using a digital timer connected to the robot controller. A new 1.6 mm (0.062 in.) nozzle was
used with a 3.2 mm ( in.) standoff.
An evaluation of the piercings illustrated that the entrance and exit hole sizes reflected the water pressure, sand flow, and
section thickness (Fig. 13b). With the 0.23 kg/min (0.5 lb/min) garnet flow rate, there was a slight overall decrease in hole
size as the section thicknesses were reduced.
Note cited in this section
*
This flow rate is calculated by counting the number of times the intensi
fier pump cycled in 1 min. With this
particular configuration, it cycled 50 times. The result obtained is (50 cycles/min) (0.076 L/cycle) = 3.8
L/min, or in English units: (50 cycles/min) (0.02 gal./cycle) = 1.0 gal./min.
Abrasive Waterjet Cutting
J. Gerin Sylvia, Department of Industrial and Manufacturing Engineering, University of Rhode Island
Factors Affecting Cut Quality
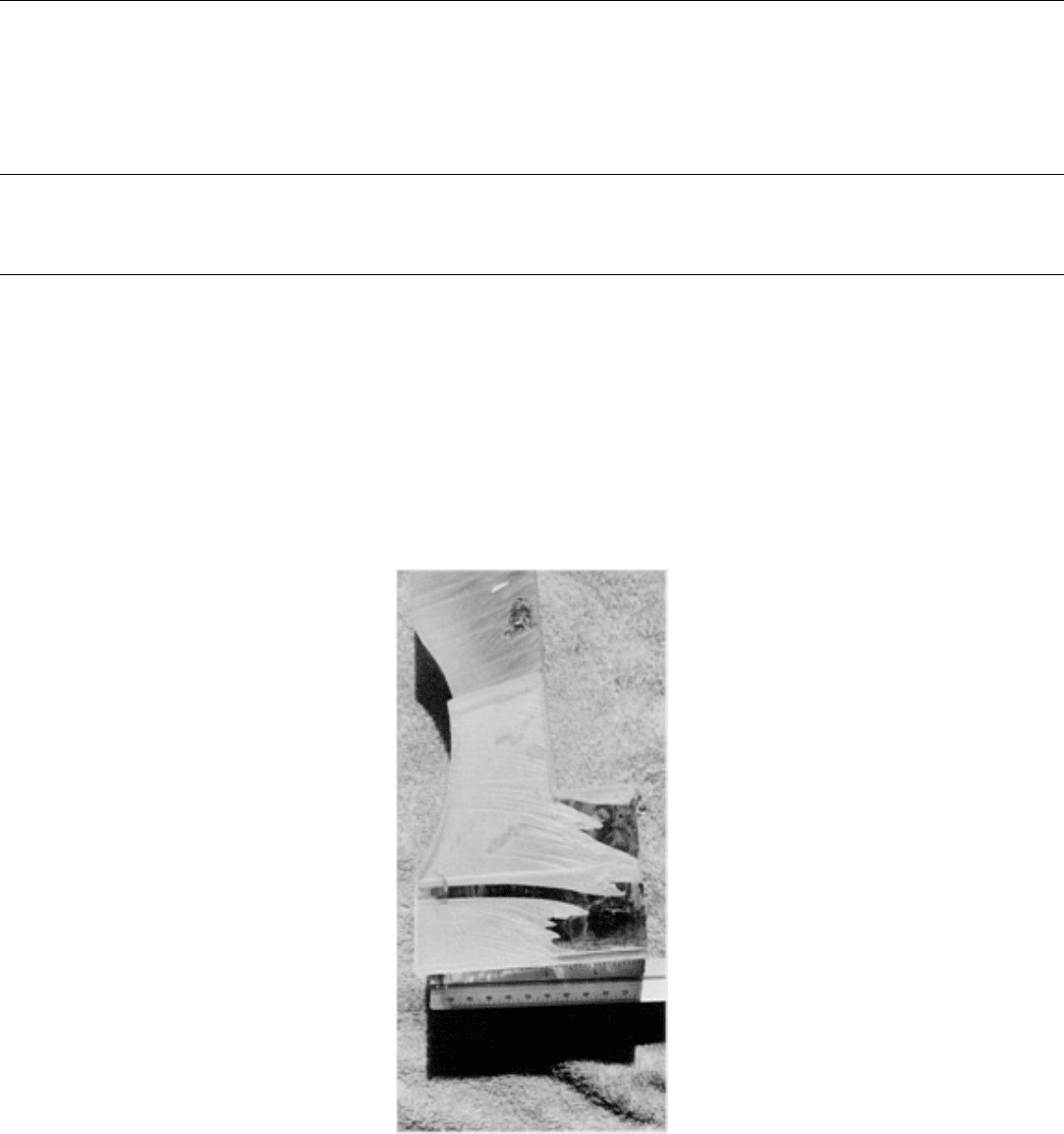
Bending of the kerf can be readily seen in the Plexiglass piece shown in Fig. 14. This bending motion occurs because
the abrasive stream loses energy as it cuts and travels further down into the target piece and becomes progressively less
efficient. Meanwhile, the nozzle is still moving and cutting the material at the top, and this forces the kerf to bend away
from the direction of the motion of the nozzle. At high traverse speeds--especially in thick materials--this bending of the
kerf will be most noticeable at the very end of the material.
Fig. 14 Bending of kerf in a Plexiglass workpiece subjected to excessively high trav
erse cutting speeds. The
portion at the bottom was pierced before cutting, and this caused a section of the hole to be eroded away as it
was subsequently cut by abrasive waterjet nozzle. Courtesy of Department of Industrial and Manufacturing
Engineering, University of Rhode Island.
This is the case with the 50 mm (2 in.) thick semihardened steel section shown in Fig. 15. Because the bend is a smooth
one, the cutting action at the bottom depends on the continual cutting at the top. When the end of the material is reached,
there is a sudden interruption in this bend, and the jet stream is no longer deflected onto the uncut bottom section. This
leaves an uncut crescent-shaped piece at the very bottom of the end of the cut that must be cut again or broken apart by
hand. This problem can be alleviated if the computer program of the robot includes provisions for either slowing the
traverse rate at the very end of the cut so that the stream is barely bent and/or changing the approach angle of the nozzle at
the very end of the cut.
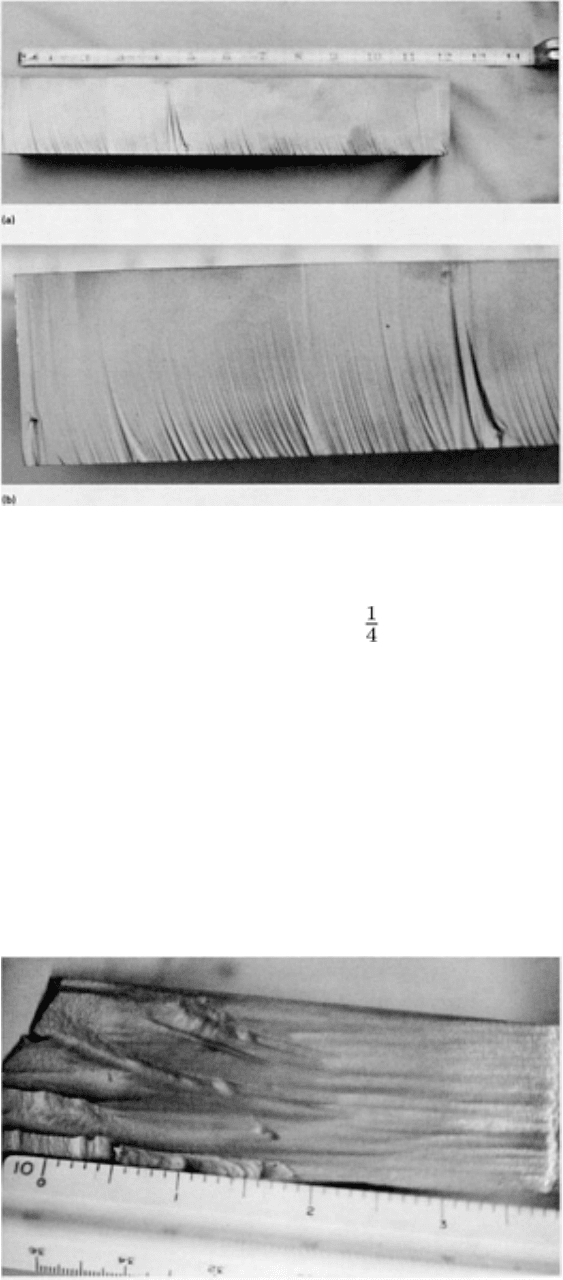
Fig. 15 Crescent-
shaped striations in a 50 mm (2 in.) thick piece of semihardened steel cut at 22.3 mm/min
(0.88 in./min). Direction of cut is from top of picture to bottom. (a) Waterjet failed to cut completely through
the steel in two places (far left as well as at the 108 mm, or 4 in., mark). (b) Close-
up of workpiece shows
striations caused by bending of kerf, a res
ult of the high traverse rate of the abrasive waterjet. Courtesy of
Department of Industrial and Manufacturing Engineering, University of Rhode Island.
Incomplete Initial Cuts. The effects of an incomplete first cut can be seen in the Plexiglass shown in Fig. 14 and in
the cut tantalum-silicon piece shown in Fig. 16. A very poor surface finish can be expected at the bottom of the cut if the
abrasive waterjet stream does not cut completely through the material on the first attempt. At the bottom of the cut, where
the cutting power of the garnet is expended, there are rough ridges, and the kerf width is greatly expanded because of the
bouncing around of the excess garnet. This wider kerf and expanded area are especially noticeable on the cut surfaces of
the tantalum-silicon piece (Fig. 16).
Fig. 16 Poor surface finish on a tantalum-
silicon workpiece resulting from an incomplete initial cut by the
abrasive waterjet stream. Left side is bottom of cut. Courtesy of Department of Indu
strial and Manufacturing
Engineering, University of Rhode Island.
Special Precautions for Thicknesses Over 6.4 mm ( in.). Tantalum-silicon and Plexiglass samples up to 102
mm (4 in.) thick have been successfully cut with an abrasive waterjet. In cutting any material over approximately 6.4 mm
( in.) thick, special precautions should be taken if a corner cut is to be made in the piece or if the material is to be
pierced and then line cut.
When the Plexiglass piece shown in Fig. 14 was pierced, the hole itself was very smooth. However, when a traverse
motion was initiated after piercing, the bending of the stream caused a section to the left of the hole to be cut away. This
was not the desired effect. The same problem can occur when attempting a turn in the middle of the piece. The stream
cannot simply bend around the turn. The nozzle must be stopped for a sufficient amount of time to allow the bend to
straighten out, and then the nozzle can continue its motion.
Work Hardening. Abrasive waterjet machining alters the hardness of the cut surface of a number of metals. This slight
work hardening is indicated in Table 3.
Table 3 Effect of abrasive waterjet cutting on surface hardening of metals
Hardness
(a)
Metal
Base
Abrasive
waterjet cut
Titanium 34 HRC
34.3 HRC
Aluminum 6061 T6
54.8 HRB
58.7 HRB
Magnesium 54.1 HRB
58.4 HRB
Carbon steel A-572
82.8 HRB
84.5 HRB
Tool steel 91.5 HRB
93.3 HRB
Source: M. Hashish, "Application of Abrasive Waterjets to Metal Cutting," Flow Industries, Inc., 1986
(a)
Average of five measurements.
Abrasive Grit Size. Figure 17 shows how abrasive flow rates and grit number affect the depth of cut when machining
cast iron. Figure 17 also indicates that neither coarse (36 and 16 grit) nor fine particles (100 and 150 grit) of garnet are the
most effective abrasives. Medium abrasive of 60 and 80 grit has been found to be the most effective cutting media for a
wide variety of metals.
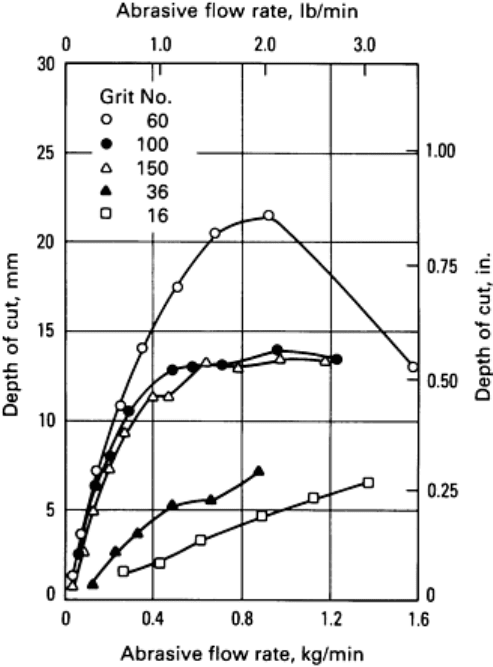
Fig. 17 Effect of abrasive flow rate and grit number on depth of cut (garnet abrasive; 220 MPa, or 32 ksi-
water
pressure; 0.46 mm, or 0.018 in., waterjet diameter; 152 mm/min, or 6 in./min, traverse speed; cast iron).
Source: Department of Industrial and Manufacturing Engineering, University of Rhode Island.
Pressure is the most important parameter to be optimized in considering the depth of cut required in metals. Soft metals
are insensitive to particle size but are very much affected by pressure. Figure 18 indicates the effect of increasing water
pressure on 11 metals and a ceramic (Al
2
O
3
).
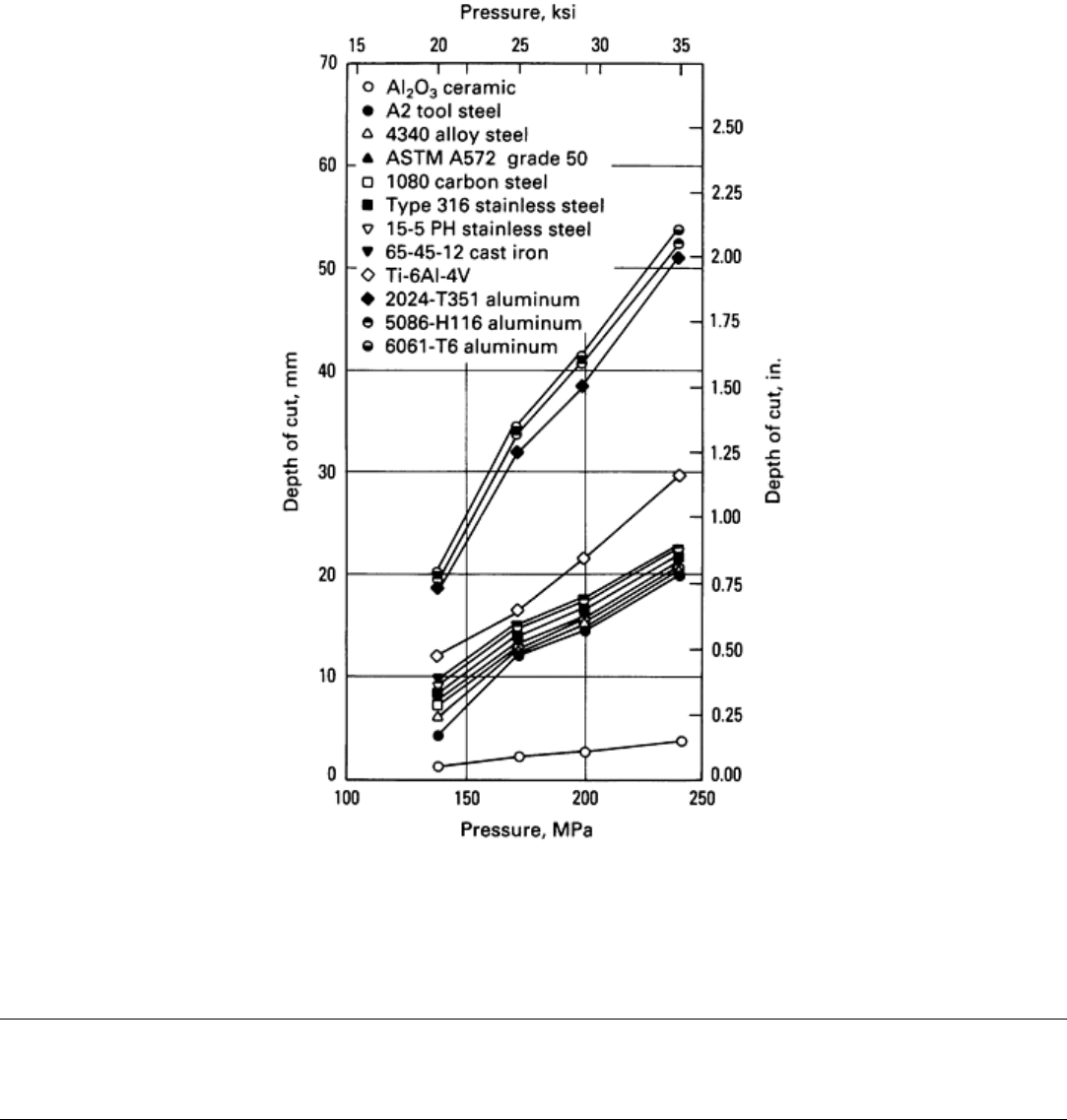
Fig. 18
Depth of cut results for different materials (60 grit garnet abrasive; 0.91 kg/min, or 2 lb/min, abrasive
flow rate; 0.51 mm, or 0.020 in., waterjet diameter; 152 mm/min, or 6 in./min, traverse speed). Source:
Department of Industrial and Manufacturing Engineering, University of Rhode Island.
Abrasive Waterjet Cutting
J. Gerin Sylvia, Department of Industrial and Manufacturing Engineering, University of Rhode Island
Applications for Abrasive Waterjet Cutting
Machining of Metals and Metal-Matrix Composites. The following list summarizes the various applications for
abrasive waterjet cutting:
• Foundries (removal of burned-in sand, cutting gates, and risers from cast parts)
• Naval and commercial shipyards (high-strength steel, lead, and so on)
• Railroad cars (manufacture and repair)
• Metal fabrication shops
• Aircraft manufacturers (titanium, Inconel, stacked metals)