ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

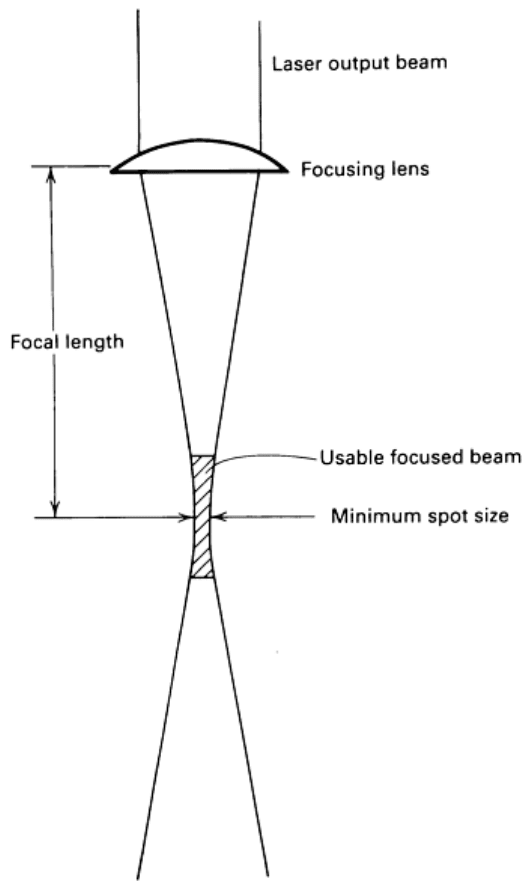
Fig. 10 Geometry of focused beam.
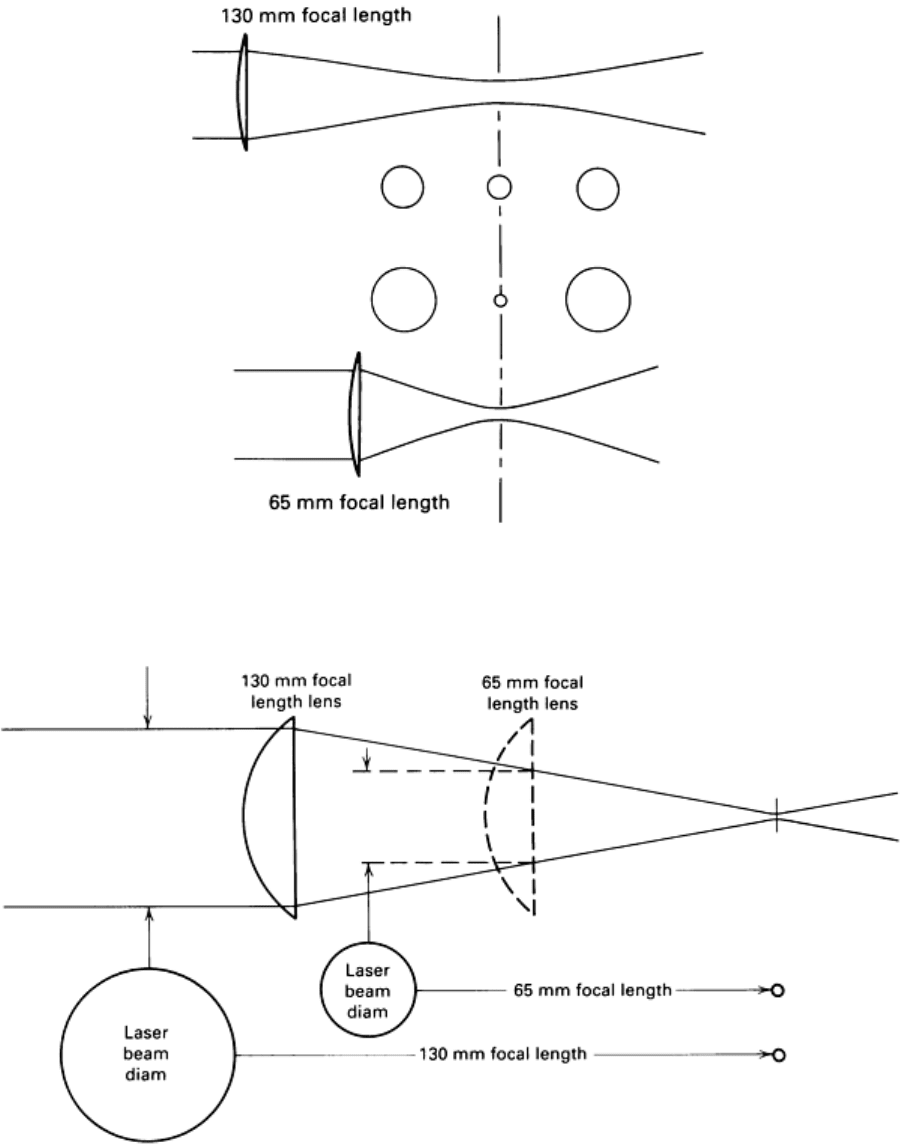
Fig. 11 Beam diameters at equal distances from focus position for lenses of different focal length.
Fig. 12 Beam expansion for some spot size.
The focal point position greatly affects the surface finish and dimensional accuracy of the part. Accuracy is affected
because the beam is never parallel (Fig. 11); hence, as the focal point is moved to different positions, the kerf width can
increase or decrease. This effect must be considered when cutting high-accuracy parts.
Surface finish is very dependent on the focal point. For the majority of metals, the focal point is set slightly below the
work surface. For other materials, such as stainless steels, the focus is set well below the surface of the material to yield
the best cut. However, the focal position itself is very dependent on the type of material and other process parameters and
therefore must be manipulated to find the optimum setting.

Material Conditions. Several material conditions can affect the quality of the laser cut. First, surface cleanliness can
have a detrimental effect on edge quality. All steel alloys should be either hot rolled, pickled, and oiled; or cold rolled.
Mill scale, which can interfere with the beam, greatly reduces edge quality and dimensional accuracy. Rusted steel also
decreases cut quality. No other special cleaning methods are required.
Second, flatness of the material to be cut affects the focal point of the beam. The focal point must be controlled to ±0.25
mm (0.010 in.) to achieve the best possible cut. Increasing surface roughness can deflect the assist gas, resulting in a
nonlaminar assist gas flow, thereby decreasing edge quality. Most sheet steel is smooth enough to be laser cut.
Third, coatings on the material surface usually have no adverse effect on cutting. Thin layers of plastic on metal surfaces
are cut without problem, although proper fume collection procedures must be used. Electrogalvanized steel can be laser
cut provided that the galvanized layer is thin. Again, it is recommended that fume collection be used. Steels with paint on
one surface should be cut without oxygen because a paint-oxygen reaction produces a very poor cut.
Finally, the ambient temperature of materials must be taken into consideration. Because carbon steels react
exothermically with oxygen at low temperatures of approximately 40 °C (104 °F), high ambient temperatures result in a
cut with wide, rough, low dimensional accuracy. This effect also must be taken into account when cutting very intricate
geometries in carbon steels. However, pulse cutting at reduced feed rates reduces the heat input and allows satisfactory
cutting of very small and intricate shapes.
Laser Cutting
Gregg P. Simpson, Peerless Laser Processors Division, Peerless Saw Company; Thomas J. Culkin, Lumonics Materials Processing
Corporation
System Equipment
The basic laser-cutting system consists of a laser, a motion system, a controller that is computer numerically controlled
(CNC), and a beam delivery system. Optional equipment includes water chillers, dust/fume collectors, compressed air
equipment, transformers and related electrical equipment, and a computer-aided design/computer-aided manufacturing
(CAD/CAM) system. Typical costs for an installed system can range from $100,000 for a small, two-axis cutting system
to almost $1 million for a large, five-axis cutting system.
Many styles and sizes of motion systems are available. The most popular is the x-y axis table system. The x-y motion is
coordinated by a CNC controller and is used to blank contours out of flat sheet stock. These systems range in size from
305 × 305 mm (12 × 12 in.) to 1.6 × 3.0 m (63 × 120 in.) for a large-bed sheet-cutting system. These two-axis motion
systems are available in three styles, each of which manipulates the workpiece and/or beam differently in the course of
contouring a part, as shown in Fig. 13.
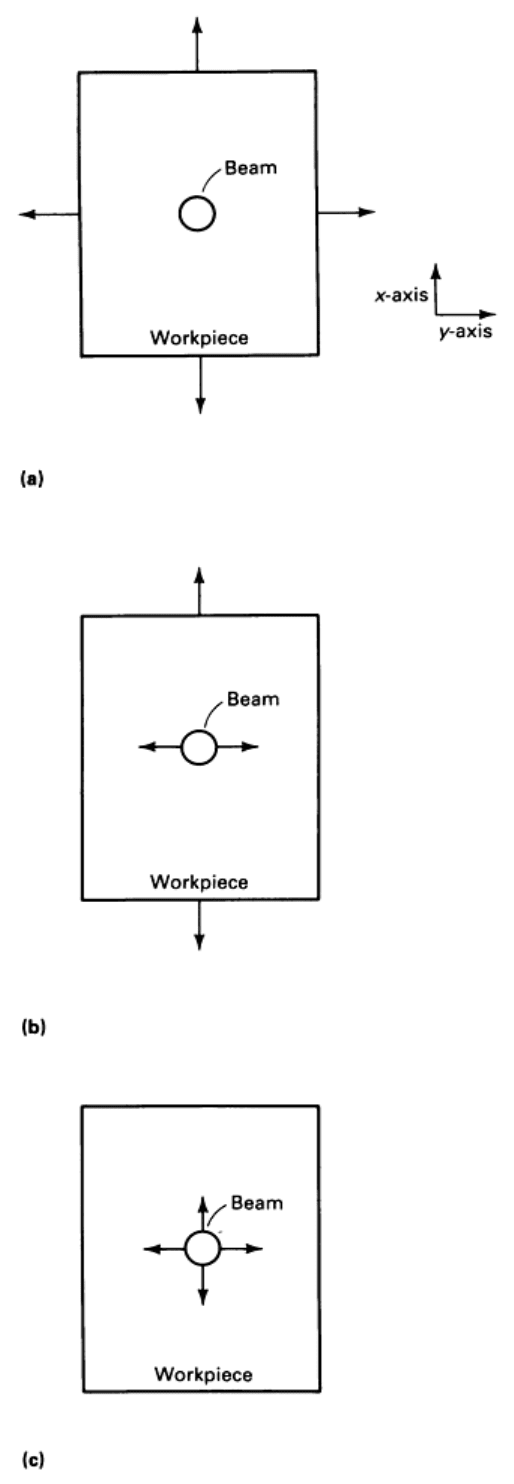
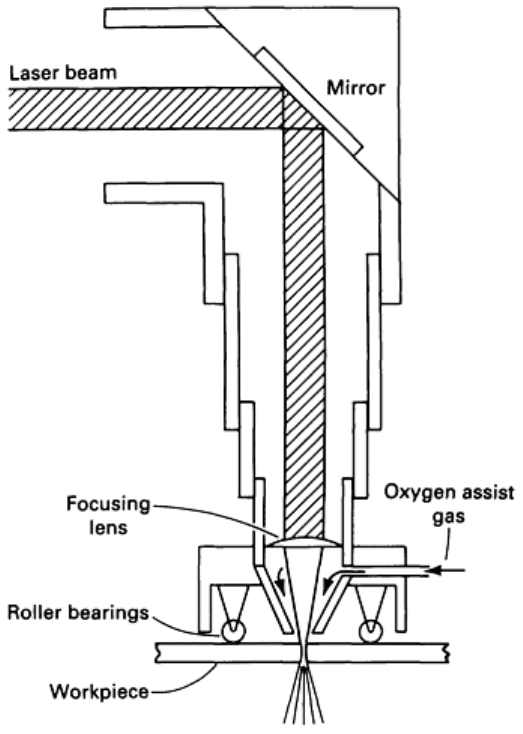
Fig. 13 Three types of two-axis motion systems. (a) Moving x-y table, stationary beam. (b) Moving x-
axis
table, moving y-axis beam. (c) Moving x-y beam, stationary table.
The first system, shown in Fig. 13(a), has a moving workpiece and a stationary beam, which is the simplest and least
costly system. Motion systems of this type usually provide the highest accuracies for laser cutting. For cutting areas larger
than 1.2 × 1.2 m (48 × 48 in.), the mass of a 2-axis table system becomes large and therefore reduces travel speeds and
accuracies. For large-sheet cutting requirements, it is advantageous to move the workpiece in one axis, while moving the
beam and cutting head assembly in the other axis, as shown in Fig. 13(b). This allows for significantly less mass
movement on the motion system, while incorporating some floor space savings. For systems that are 1.2 × 2.4 m (48 × 96
in.) or larger, it is more common to move the beam and optics on a gantry-style motion system, as shown in Fig. 13(c).
These systems do, however, require more attention to beam alignment. A moving optics system can also be used on
smaller systems in which the parts are too heavy to move accurately, or on assembly lines.
Most laser-cutting systems usually employ some type of floating third, or z, axis to allow the focused beam to be
introduced to the workpiece, because a workpiece is not usually perfectly flat. These floating cutting heads sense height
changes through contact and non-contact methods. Figure 14 shows a contact method using roller balls.
Other types of motion systems have three, five, seven, and
nine axes of programmable motion. The three-axis systems
have either a programmable z or a rotary axis. The z-axis
allows cutting on parts with different heights, whereas a
rotary axis allows contour cutting of tubing. The five-axis
gantry-style motion systems incorporate x, y, and z axes,
with a wrist on the z-axis. A wrist is a set of orthogonal
rotating mirrors providing increased beam manipulation.
This system allows contour cutting on formed parts and is
necessary because the beam must be normal to the surface
being cut. Typical applications are the trimming of stamped
parts such as automotive and motorcycle fenders. In
specialized cases, a nine-axis robot can manipulate either
the beam or the workpiece. Some applications include
cutting holes for sunroofs in auto assembly lines or other
types of ventilation.
A CNC controller is used to coordinate the motion and the
laser operation. The controller reads standard NC programs
that describe the contour to be cut. The NC programs are
prepared with a CAD/CAM system. Then either the NC file
is punched on paper tape and read into the controller by a
tape reader, or a number of other methods including floppy
disks, erasable programmable read-only memories, and a
direct numerical control between the controller and the off-
line computer.
A dust/fume collecting system should be installed: laser
cutting of metallics produces dust, which should be
removed, while non-metallics can produce smoke and
fumes, which can be irritating and/or hazardous and
likewise should be removed from the work area. Optional
equipment includes a water chiller to cool the laser and
external optics, transformers for proper electrical supply,
and compressed dry air for the beam delivery and assist gas.
Fig. 14 Cutting head design.
Laser Cutting
Gregg P. Simpson, Peerless Laser Processors Division, Peerless Saw Company; Thomas J. Culkin, Lumonics Materials Processing
Corporation
Laser-Cutting Applications
Virtually any metal can be laser cut. The conditions for cutting some metals, however, are difficult to obtain. Following is
a general description of how well each metal group can be cut.
All carbon and alloy steels can be laser cut to over 13 mm (0.50 in.) thick with an oxygen assist gas. As Fig. 9
shows, the feed rates are dependent on available power at the workpiece. A general rule of thumb is that for a given
thickness, the feed rate increases about 50% when power is doubled. The resulting kerfs can be as small as 0.1 mm (0.004
in.) thick with a 65 mm (2 in.) focal length lens. The resulting HAZ is small (about 0.1 to 0.3 mm, or 0.004 to 0.012
in.), depending on thickness and speed. The edges are clean, smooth, and square.
Higher-carbon steel exhibits an improved edge quality, although the HAZ is slightly larger and harder. Impurities of
phosphorus and sulfur can cause some edge burning: Lower-quality steels exhibit this edge burning, whereas alloy steels
generally do not. In fact, the alloy steels, such as chrome-nickel-moly (for example, 4340), and chrome-moly (for
example, 4130), are perfect candidates for extremely high quality edges that are very smooth and clean. These steels do,
however, require about 50% more time to pulse a starting hole than is the case with a similar thickness of plain carbon
steel. Another consideration is that the HAZ is slightly larger and harder (about 45 to 60 HRC) depending on the alloy
and carbon content. This means that further processing can be difficult on the laser-cut edges unless they are annealed.
Laser-cut tool steels have almost the same results. The exceptions are the alloys that have very dense alloying elements,
such as tungsten. These alloys retain a large amount of heat when molten, which helps to limit thickness and produce very
rough cuts having heavy slag deposits. The air- and oil-hardened alloys exhibit very good edge quality and can be cut up
to 10.2 mm (0.400 in.) thick at about 0.8 m/min (32 in./min) at 1300 W. Alloys such as D-2 and M-2 can only be cut up to
about 4 mm (0.160 in.) thick with the same power.
Stainless steel alloys are also readily cut using a laser. The feed rates are reduced, however, because these alloys do
not react as effectively with oxygen as carbon steel alloys do. An inert assist gas may be used to obtain a weld-ready
edge, free of all oxides, at the expense of about one-half the oxygen-assisted speed. Stainless steels maintain their
corrosion resistance because the HAZ is small.
In general, the ferritic (400 series) stainless steels produce smoother cuts with less slag than austenitic (300 series)
stainless steels do. These stainless alloys do not contain nickel and can be cut to about 6.5 mm (0.260 in.) thick.
The added presence of nickel does affect the energy coupling and heat transfer in the alloy. This means that these alloys
are not effectively laser cut above 5 mm (0.197 in.) thick. The viscosity of the molten nickel is very high and has a
tendency to migrate and adhere to the bottom of the cut. This increases the heat in the metal and produces a large HAZ, as
well as a rough cut starting approximately one-third to one-half the way through the material. This effect can be reduced
by using high-pressure assist gas jets or rapid-cooling methods (such as water) in the cut.
Nonferrous Alloys. Aluminum alloys can readily be laser cut, but only to about 4 mm (0.160 in.) thick. The thickness
is limited because aluminum has high reflectivity at infrared wavelengths and high thermal conductivity. To overcome
these effects, the laser must have a TEM
00
mode, which allows for tighter focusing and higher power outputs, that is, 500
W or more. To further improve the cutting, short focal length lenses and high assist gas pressures help reduce and/or
eliminate slag that forms when molten material is blown to the back side of the cut and solidifies; the slag is very easily
removed. Feed rates are generally 25% slower than when laser cutting stainless steels.
Copper, brass, and bronze are even more reflective and heat conductive than is aluminum. Because brass and bronze are
alloys of copper, they can be laser cut, but with limited thickness and speed. The cuts can be rough, and a slag is present
on the bottom of the cut. Copper has been cut under ideal conditions in thicknesses up to 6.35 mm (0.25 in.) with 1200 W.
The speeds are extremely slow, so practical upper cutting is limited to about 2.6 mm (0.100 in.).

Other high-tech alloys can also be laser cut. Titanium cuts very well up to about 7 mm (0.275 in.) thick. An inert assist
gas is usually employed to prevent an oxide layer from forming. Oxygen can be used, but because titanium reacts very
strongly with it, high feed rates are needed to prevent burning the material.
Nonmetal Cutting. Most nonmetals rely on the same technique for laser cutting. The cutting action is dependent on the
ability of the laser beam to be absorbed by and to vaporize the material being cut. Because the cut does not rely on an
oxidation reaction, as in steel cutting, the laser vaporizes the material with the aid of an assist gas (either inert gas or
compressed air) to help purge the cut of the vaporized material. The CO
2
laser is typically preferred for nonmetal cutting
because of its good absorption by many materials and its high cutting speeds.
Acrylic is easily cut with the CO
2
laser. Thicknesses up to 50 mm (2 in.) have been cut for aircraft windshields, but most
work is done at thicknesses of about 6.4 mm (0.25 in.), while a 150 W unit provides speeds of 1.25 m/min (50 in./min).
The cut edge is usually frosted at these speeds. A fine polished edge is attainable in acrylic at about half speed with very
low assist gas pressure.
Quartz and nontempered glass are commonly cut for a variety of applications. The edge quality of glass is rough
compared to laser cuts in most other materials, at speeds up to 2.5 m/min (100 in./min) for a 3 mm (0.10 in.) thickness
using a 600-W CO
2
laser, and about 5 m/min (200 in./min) for a 1200 W unit.
Quartz, on the other hand, cuts with a fine, clean edge with speeds of 5 m/min (200 in./min) for 1 mm (0.040 in.) thick
material and 1 m/min (40 in./min) for 3 mm at the 600 W level.
Ceramic of 96% Al
2
O
3
(alumina) is used for electronic substrates and is very brittle; the noncontact cutting characteristic
of the laser therefore makes it the preferred method. The laser is used in the pulse mode to minimize heat input to the part.
A high-quality edge is produced at 0.5 m/min (20 in./min) for alumina substrates up to 1 mm (0.04 in.) and 0.25 m/min
(10 in./min) in the 1 to 2 mm (0.04 to 0.08 in.) range with a 500 W CO
2
laser in the pulsed mode.
Aramid fibers have tensile strengths that exceed those of steel. The fiber is woven into sheets for use as bullet-proof vests
and is bonded in layers with epoxy for structural aircraft parts. Its high strength makes it very difficult to cut with
conventional cutting methods. The CO
2
laser cuts with high travel speeds and can bond the cut edges of aramid and most
other woven fabrics to prevent fraying. Aramid, bonded in layers with epoxy, can be cut in thicknesses up to 10 mm (0.40
in.). Because of the nature of the epoxy, the cut edge of the aramid-epoxy composite is darkened upon laser cutting. This
is more pronounced in thicker samples with heavy epoxy layers. At the 600 W level, typical speeds are 12.75 m/min (500
in./min) for 1.25 mm (0.05 in.) thick material and about 7.75 m/min (300 in./min) for 3 mm (0.10 in.) aramid-epoxy
composites.
Intricate shapes can be cut from wood with thicknesses well over 25 mm (1.0 in.). A solid wood product cuts very nicely
and leaves a smooth but darkened edge. A popular application is cutting patterns in 15 to 19 mm (0.60 to 0.75 in.) beech
plywood for steel rule die boards. Speed and focus changes create different width slots for different width blades (up to
about 2 mm, or 0.08 in.). Therefore, speeds range from 0.5 to 1.8 m/min (20 to 70 in./min) for a 600 W CO
2
laser.
The laser is becoming an increasingly popular machine tool because of its flexibility in material processing. However,
laser technology is still a relatively new manufacturing process and much education is still necessary in the industrial
sector before its advantages can be fully realized.
Abrasive Waterjet Cutting
J. Gerin Sylvia, Department of Industrial and Manufacturing Engineering, University of Rhode Island
Introduction
ABRASIVE WATERJET CUTTING operates by the impingement of a high-velocity abrasive-laden fluid jet against the
workpiece, yet it produces no heat (and therefore no heat-affected zone) to degrade metals or other materials. The finished
edge obtained by the process often eliminates the need for postmachining to improve surface finish.

A coherent fluid jet is formed by forcing high-pressure abrasive-laden water through a tiny sapphire orifice. The
accelerated jet exiting the nozzle travels at more than twice the speed of sound and cuts as it passes through the
workpiece. Cuts can be initiated at any point on the workpiece and can be made in any direction of contour--linear or
tangential. The narrow kerf produced by the stream results in neither delamination nor thermal or nonthermal stresses
along the cutting path.
In addition to applications in the machining of superalloys; armor plate; titanium; and high-nickel, -chromium, and -
molybdenum alloys, abrasive waterjet machining can also be used to cut concrete, rock, glass, ceramics, composites, and
plastics. The ability of the abrasive waterjet to cut most metals without any thermal or mechanical distortion places this
innovative process on the leading edge of material cutting technology.
Development of Abrasive Waterjet Technology. In 1968, Dr. Norman Franz filed his first patents on the use of
high-pressure water streams to cut materials. The first commercial application of this process, in 1971, involved the
cutting of 9.5 mm ( in.) thick pressed board for manufacturing furniture forms. Since then, numerous waterjet units
have been installed by various manufacturers worldwide. Waterjet cutting technology, which involves pumping a 0.08 to
0.46 mm (0.003 to 0.018 in.) diam water stream at 207 to 414 MPa (30 to 60 ksi), was initially developed to cut or slit
nonwoven materials, fiberglass building products, corrugated box materials, and plastics.
It was later found that hard or extremely dense materials such as metals and aerospace composites could be cut when
particles of dry abrasives such as garnet and silica were added to the waterjet. This modification produced the abrasive
waterjet and is responsible for the ability to cut advanced materials much more efficiently than with standard mechanical
or thermal cutting methods. With abrasives added to the waterjet, the liquid stream itself is merely the medium that
propels the abrasive instead of being the primary cutting force.
Abrasive waterjet cutting is used to cut metals and composite materials, such as boron/aluminum honeycomb,
aluminum/boron carbide, and graphite composites, into intricate shapes and curves with virtually no heat input into the
workpiece. It has been in use in industrial applications since 1983.
Metals and advanced composites developed for use in the aerospace industry are among the most difficult-to-machine
materials. Whether hard as steel or flexible as rubber, these materials must be able to withstand the stresses of supersonic
flight. Ironically, the same properties that make space-age materials invaluable for aerospace applications also make them
all but impossible to machine. Reciprocating or ultrasonic knives can be used to cut uncured epoxy-base composites, but
not the finished components. The cutting rates provided by lasers and plasma arc systems are adequate, but their extreme
heat changes the chemical composition of the composite materials and leaves a heat-affected zone in metal-matrix
materials.
Abrasive waterjet technology eliminates the problems of delamination and frayed areas, which add to the cost of
machining. This elimination of secondary machining has spurred interest in this technology and has accelerated its
development.
Advantages. The advantages of abrasive waterjet machining are summarized as follows:
• Ability to cut through most sections of dense or hard materials, such as
metals and glass, leaving a
clean, finished edge--3.2 to 6.3 μm (125 to 250 μ
in.) roughness with 60, 80, or 100 grit abrasive at 0.22
to 1.1 kg/min (0.5 to 2.5 lb/min)--without the need for secondary machining
• Ability to produce contours, shape-cutting, bevels of any angle, and three-
dimensional profiling,
because the process is omnidirectional
• Easy integration into computer-controlled systems, optical tracers, and full-scale six-
axis robots. The
cutting head weighs as little as 4.5 kg (10 lb) for easy mounting on robotic arms; precision robotics can
accommodate cutting heads weighing 23 to 32 kg (50 to 70 lb)
• Wide availability and low cost of garnet and silica, the most common abrasive materials used
•
Low water consumption (0.473 L/min, or 0.125 gal./min), which translates to 28 L/h (7.5 gal./h) despite
the high pressures used
Limitations. This device cannot replace tools that mill, turn, or drill blind holes or perform other operations that involve
cutting or drilling to a partial depth. Glass and composite materials should be pierced at low pressures (70 to 83 MPa, or
10 to 12 ksi) to minimize chipping and delamination. Tempered glass is an example of one material that should not be
machined with an abrasive waterjet.
Abrasive Waterjet Cutting
J. Gerin Sylvia, Department of Industrial and Manufacturing Engineering, University of Rhode Island
Operating Principles and Abrasive System Components
A hand-held abrasive waterjet unit can be used, but accuracy and quality are compromised because of human instability.
The abrasive nozzle must be held firmly and accurately, and the standoff of the nozzle, as well as the rate of cut, must be
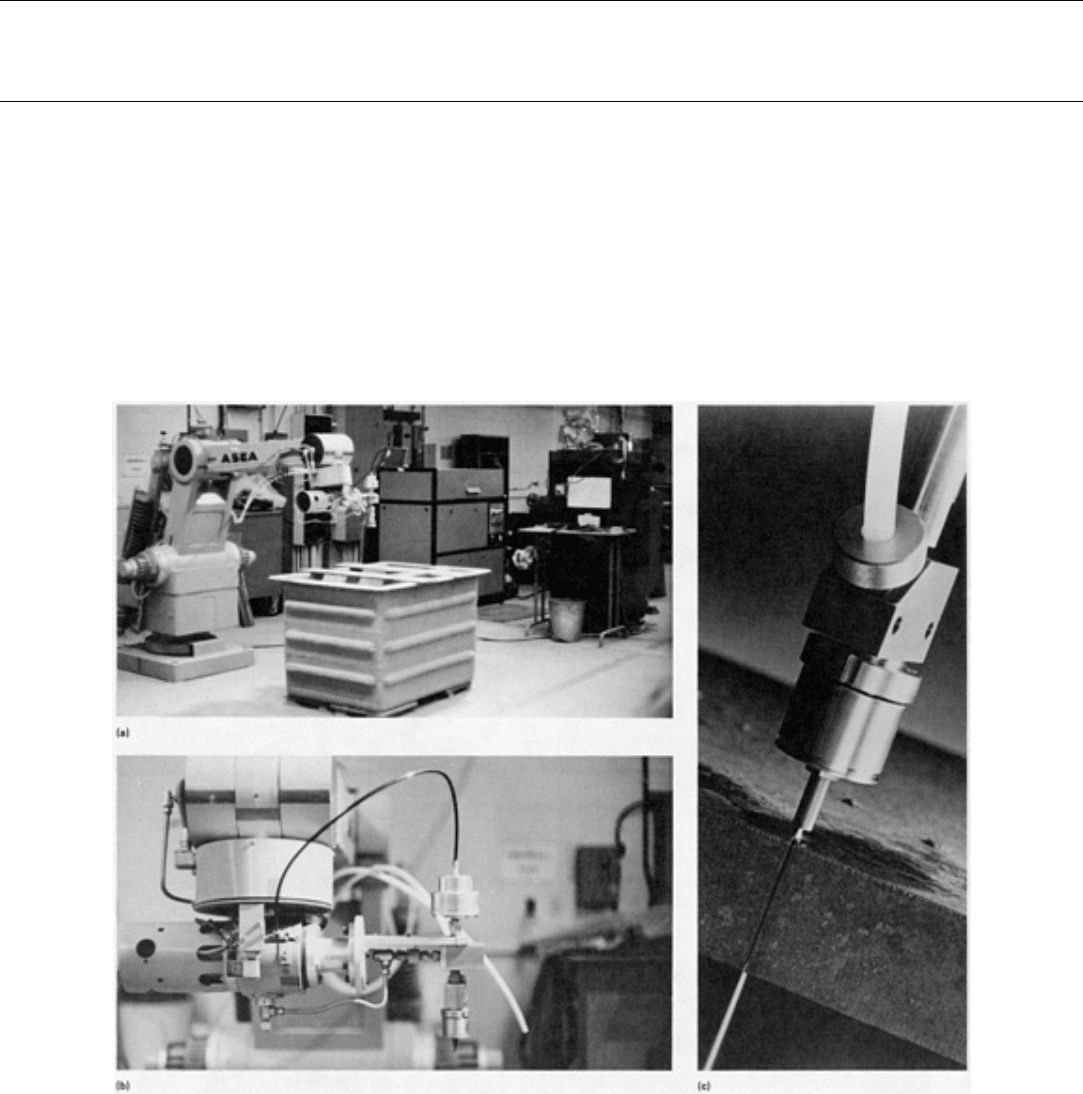
closely controlled. Modern abrasive waterjet installations require a six-axis servo-type robot, such as the IRb-60 (Fig. 1),
that is programmed for point-to-point linear movements in which arcs or circles are approximated by numerous short
straight-line segments.
Fig. 1 State-of-the-art abrasive waterjet installation. (a) IRb-60 robot with containment tank. High-
pressure
pump is shown to the right of the robot. Robot controlle
r is to right of tank. (b) Abrasive waterjet nozzle
assembly mounted on IRb-
60 robot arm to interface with robot. Black air line on top is connected to electric
solenoid located on robot arm. High-pressure water line attaches at center-left of nozzle and f
lexes as robot
arm moves and rotates. (c) Close-
up of abrasive waterjet nozzle assembly showing unit cutting through 75 mm
(3 in.) thick tool steel plate. Courtesy of Flow Systems, Inc.
Cutting Principle
The abrasive waterjet cuts material by the action of abrasive solids (entrained by the waterjet) on the workpiece.
Depending on the properties of the material, cutting occurs by erosion, shearing, failure under rapidly changing localized
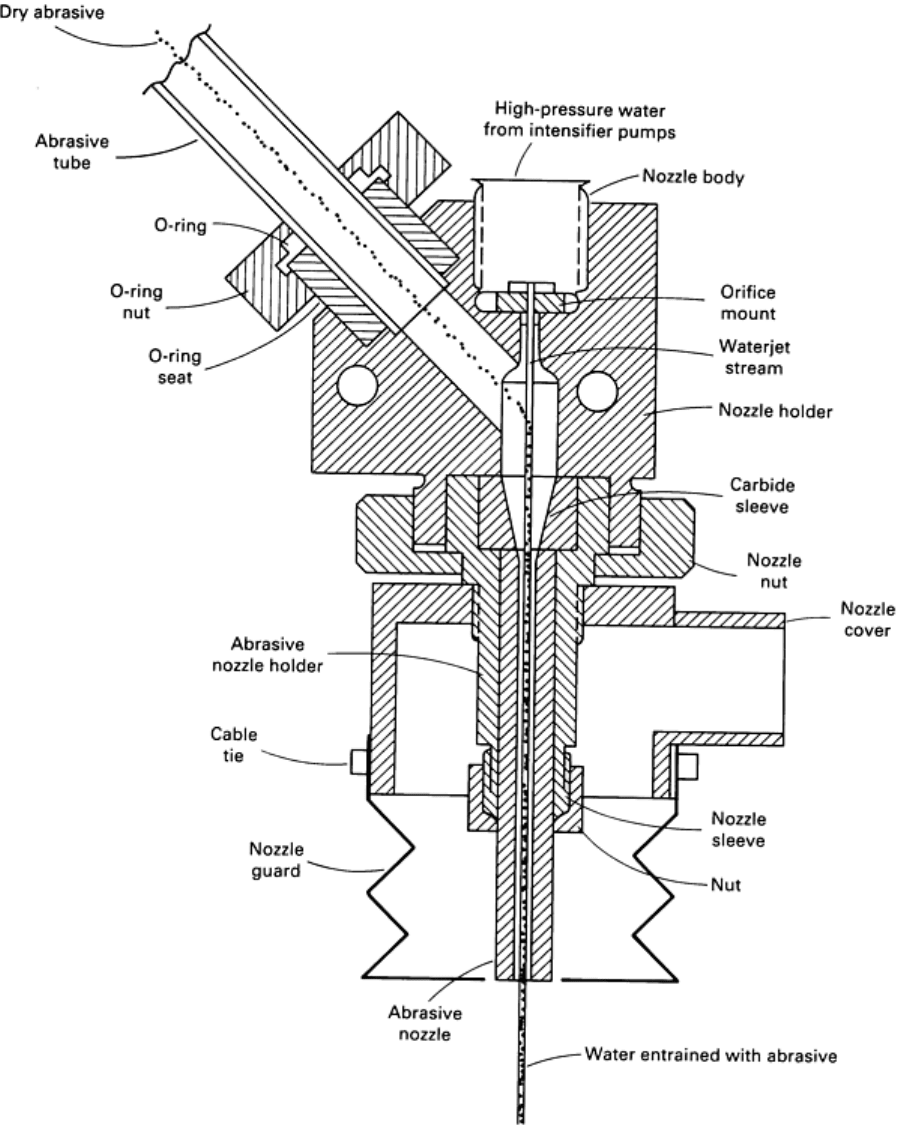
stress fields, or micromachining effects. A small abrasive jet nozzle is used (Fig. 2). Water is pressurized to 414 MPa (60
ksi) and expelled through a sapphire nozzle to form a coherent high-velocity (914 m/s, or 3000 ft/s) jet. A stream of
abrasive particles is introduced into the nozzle to form a concentrated abrasive jet slurry (0.5 to 2.5 kg/L, or 4 to 20
lb/gal.). The momentum of the waterjet as it travels toward the nozzle is transferred to the solid particles, and thus their
velocities are rapidly increased.
Fig. 2 Cross-sectional view of abrasive nozzle assembly showing path of water and abrasives.