ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

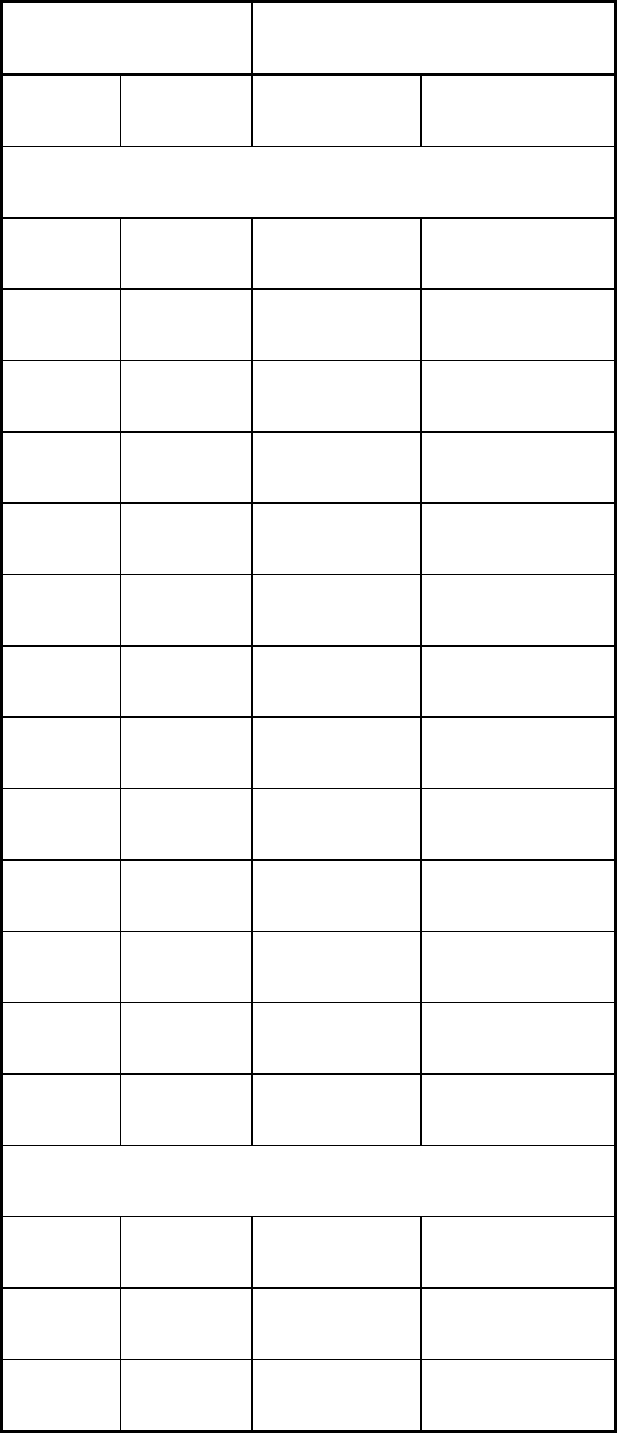
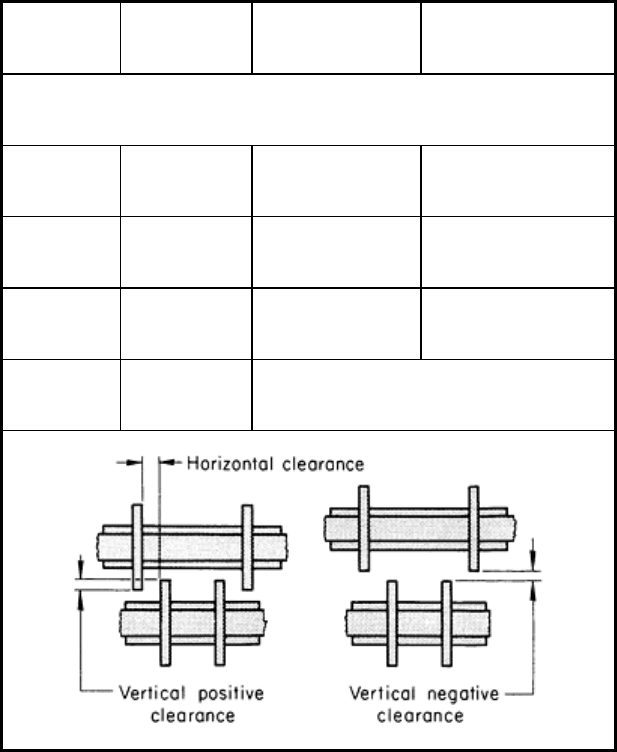
Table 1 Vertical and horizontal clearances of slitter blades
Work metal thickness
Clearance
mm in. mm
in.
Vertical positive
0.25 0.010 0.08
0.003
0.51 0.020 0.18
0.007
0.76 0.030 0.25
0.010
1.07 0.042 0.36
0.014
1.24 0.049 0.43
0.017
1.50 0.059 0.56
0.022
1.73 0.068 0.51
0.020
2.11 0.083 0.46
0.018
2.41 0.095 0.38
0.015
2.59 0.102 0.33
0.013
3.02 0.119 0.18
0.007
3.40 0.134 0.13
0.005
3.81 0.150 0.00
0.000
Vertical negative
4.27 0.168 0.05
0.002
4.52 0.178 0.10
0.004
4.75 0.187 0.15
0.006
5.08 0.200 0.20
0.008
Horizontal
0.20 or less 0.008 or less 0.000
0.000
0.23-0.25 0.009 to 0.010
0.013
0.0005
0.28-0.48 0.011 to 0.019
0.025
0.001
0.51 or more
0.020 or more
7 to 8% of the thickness of the work metal
Camber (Fig. 4) is present to some extent in almost all coiled metal. Cambered strip has one side longer than the other,
therefore, it tends to sweep to the left or the right. The slitting line can also induce camber in the slit strands. Slitters
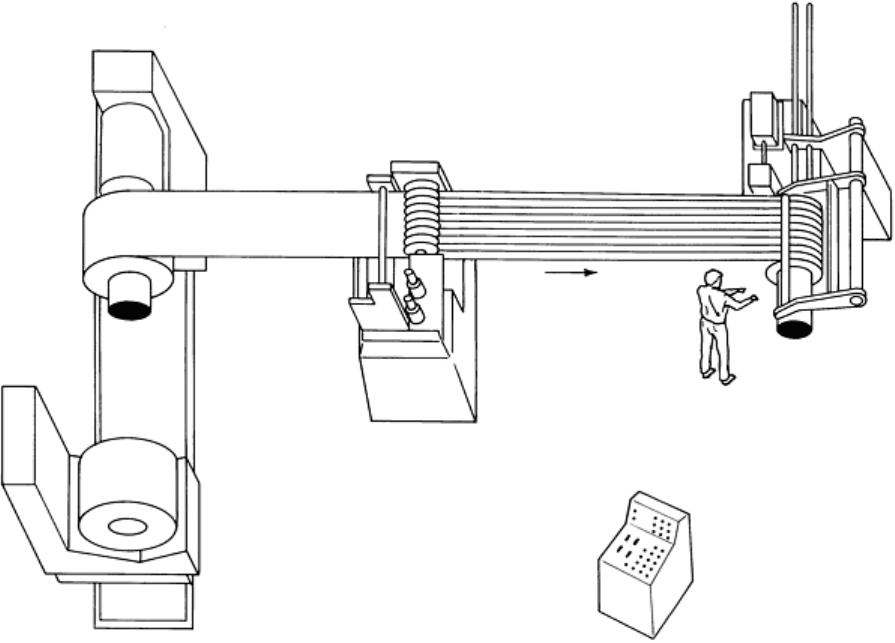
generally have small metal disks, called separators, to control recoiling of slit strands on the re-coil mandrel. Where a
number of strands are being slit from a master coil, the insertion of separators at the re-coiler necessitates the fan out of
the slit strands after they leave the slitter (Fig. 5). If the slitting equipment is properly aligned, the center strands will be
straight, with the outer strands cambered to the outside (left toward left and right toward right) on a pull-through or
helper-drive line.
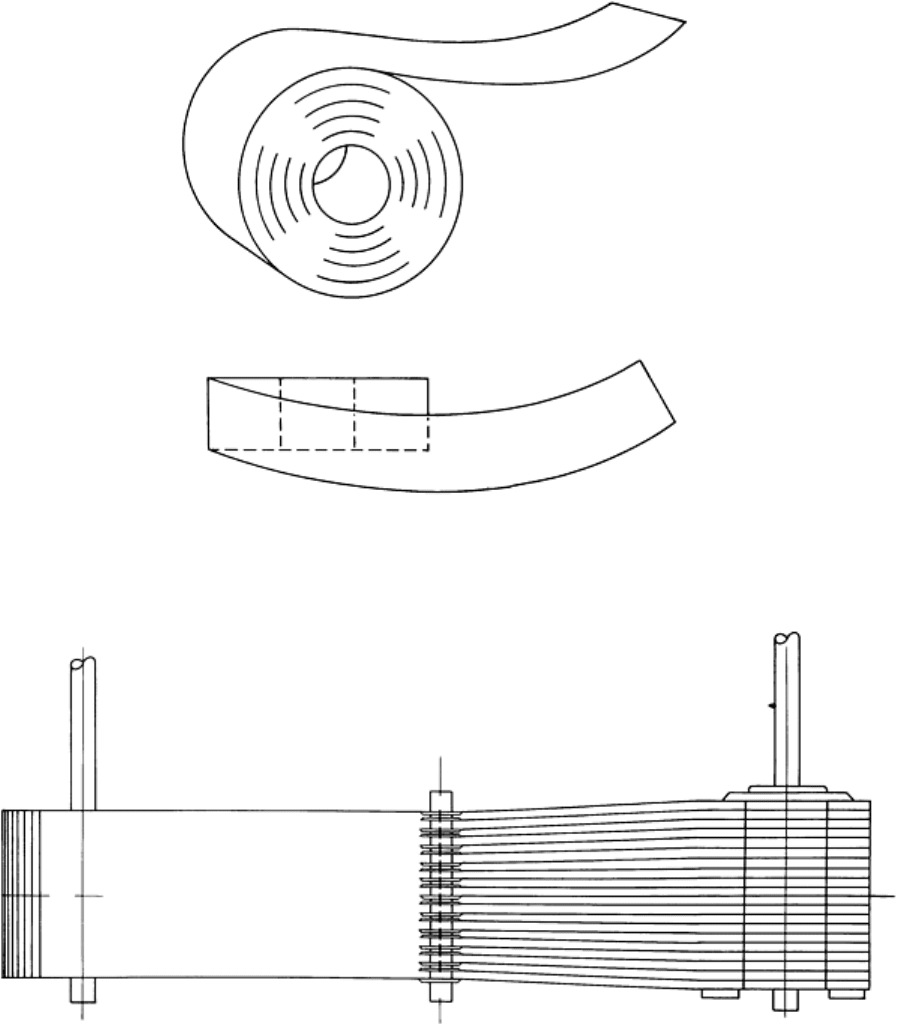
Fig. 4 Illustration of camber in a coil of metal showing one side actually longer than its opposite parallel side.
Fig. 5 Slitting-induced camber caused by insertion of separators at re-
coiler, necessitating fan out of slit
strands
Most slitters follow the camber in the original master coil during the slitting process. Slitter-induced camber, on the other
hand, can be controlled by proper line design, maintenance, and tooling setup. The technology is available for controlling
or eliminating most of the camber subsequent to slitting and prior to re-coiling.
The camber of the outer slit strands, combined with wavy edges in the master coil, can produce slit coils, which are
sometimes referred to as snakes. These are particularly objectionable to stamping shops. Shape correction devices in
modern slitting lines can often control or eliminate these problems.
Re-Coiling of Slit Stock. Variation in thickness across the width of coil stock often causes problems upon re-coiling.
The center of the master coil is generally thicker than the edges. Thicker center strands will build up on the re-coiler at a
faster rate than the thinner strands at the sides, resulting in tighter center coils. The apparent strand length differential on
the outside strands can be substantial on lighter-gage materials. If they are too loose, the outer slit coils will sag after
removal from the re-coiler. The wraps of loose coils can slip and telescope during subsequent handling. Telescoped and
unstable coils are difficult to handle during uncoiling.
Paper stuffing (Fig. 6) is one method of preventing loose coils caused by different rewind speeds. The operator inserts
pieces of paper or cardboard into the wrap as the outer slit-coil strands are re-coiled. This procedure is dangerous to
personnel, but it does increase the effective diameter of the coil and therefore the tension on the strand. However, the
material used may prove objectionable to the end user, because it could cause jamming of feeding devices in subsequent
operations.
Fig. 6 Operator inserting pieces of paper or cardboard into wrap as outer slit-coil strands are re-
coiled in order
to increase strand tension. This procedure is known as paper stuffing.
There are two possibilities for producing the tight coils normally found in modern slitting lines. One technique involves a
drag-producing friction device, placed just before the re-coiler, with a deep pit to accumulate the excess strand length
differential from the outer slit multiples. The other method, a patented process (Fig. 7), involves slight elongation of the
tighter strands so that all slit strands rewind at the same rate and tightness, eliminating the apparent strand length
differential and the need for friction drags or accumulator pits.
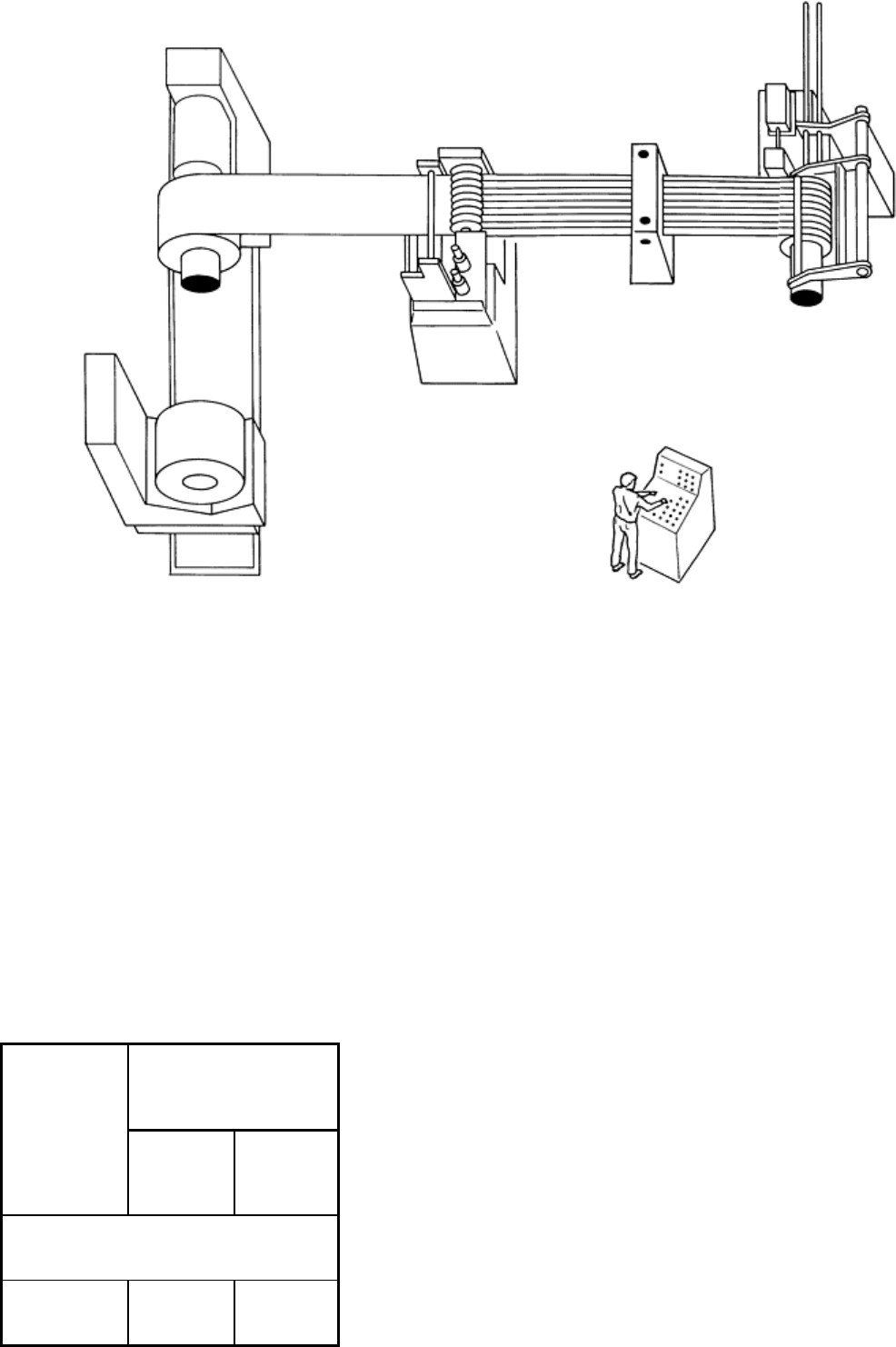
Fig. 7 Mechanism introduced as an additional component between slitter and re-
coiler to elongate the tighter
strands slightly so that all slit strands rewind at the same rate and tightness
The capacity of slitting lines is usually stated in terms of the number of cuts of a certain thickness of a specified metal.
Thicker material can often be slit if fewer cuts are being made.
Effect of Slitting Speed on Productivity. There are many more linear feet of material in a thin-gage coil than in a
coil of thicker material. Therefore, for practicality, lightgage lines generally run at higher speeds. On older lines,
increasing the slitting speed may have a small effect on overall productivity because the slitting phase of the operation
may occupy only a small fraction of the total time. On lines with manual feed-up and tool change, the greatest proportion
of the total operating time by far is consumed in handling operations. Table 2 shows a breakdown of the time for slitting
three lengths of coils at average speeds of 99 to 198 m/min (325 and 650 ft/min) on one of these simple lines. As the data
show, doubling the slitting speed results in only a 3 to 12% reduction in overall cycle time for any length of coil.
Table 2 Effect of speed and coil length on slitting time versus total cycle time
For slitting coiled sheet 914 mm (36 in.) wide and 1.6 mm (0.062 in.) thick, using seven cuts
Time, min,
at average speed of:
Operation
99 m/min
(325 ft/min)
198 m/min
(650 ft/min)
Coil length: 210 m (690 ft)
(a)
Slitting 2
1
Coil handling
(b)
28
28
Total cycle 30
29
Coil length: 610 m (2000 ft)
(c)
Slitting 6
3
Coil handling
(b)
28
28
Total cycle 34
31
Coil length: 910 m (3000 ft)
(d)
Slitting 9
4.5
Coil handling
(b)
28
28
Total cycle 37 32.5
(a)
813 mm (32 in.) OD coil; weight: 2380 kg (5240 lb).
(b)
Removing bands from coil and loading it on uncoiler, threading, attaching six strands and placing separators on re-coiler drum, placing one
band on each coil, and stripping it off the re-coiler.
(c)
1220 mm (48 in.) OD coil; weight: 6800 kg (15,000 lb).
(d)
1520 mm (60 in.) OD coil; weight: 10,200 kg (22,500 lb)
Modern slitting lines can provide fully automatic slit-coil feed-up in 3 to 6 min. Lines employing automatic cartridge-type
slitter-head exchange can exchange tooling stands in 1 min or less. These factors represent a substantial reduction in
downtime between coils. In such a case, increases in slitting speed may have a more profound effect on overall
productivity (measured in tons per hour).
Slitting and Shearing of Coiled Sheet and Strip
Revised by Eric Theis, Herr-Voss Corporation
Cut-to-Length Lines
Cut-to-length lines (also called blanking lines or shearing lines) are used to produce cut-to-length sheets from coil stock.
These machines uncoil the strip, flatten or level it (see section "Flatteners and Levelers for Strip" in this article), cut it to
length, and then stack the sheets. There are two basic types of shear employed: stationary and flying die or rocker type.
Flying-die or rocker shear lines continuously feed the coil, with the cutoff blades arranged to travel in the same
direction and speed as the strip during the cutoff process. Because of the difficulties involved in synchronizing this speed
match with accurate length positioning, these lines are generally used where length tolerances are less critical.
Stationary Shears. Most cut-to-length lines employ stationary shears. The strip is stopped at the shear during the cut.
These lines are generally more accurate than other types. There are three types of feeding arrangements for fixed shear
lines: start/stop, hump table, and looping pit.
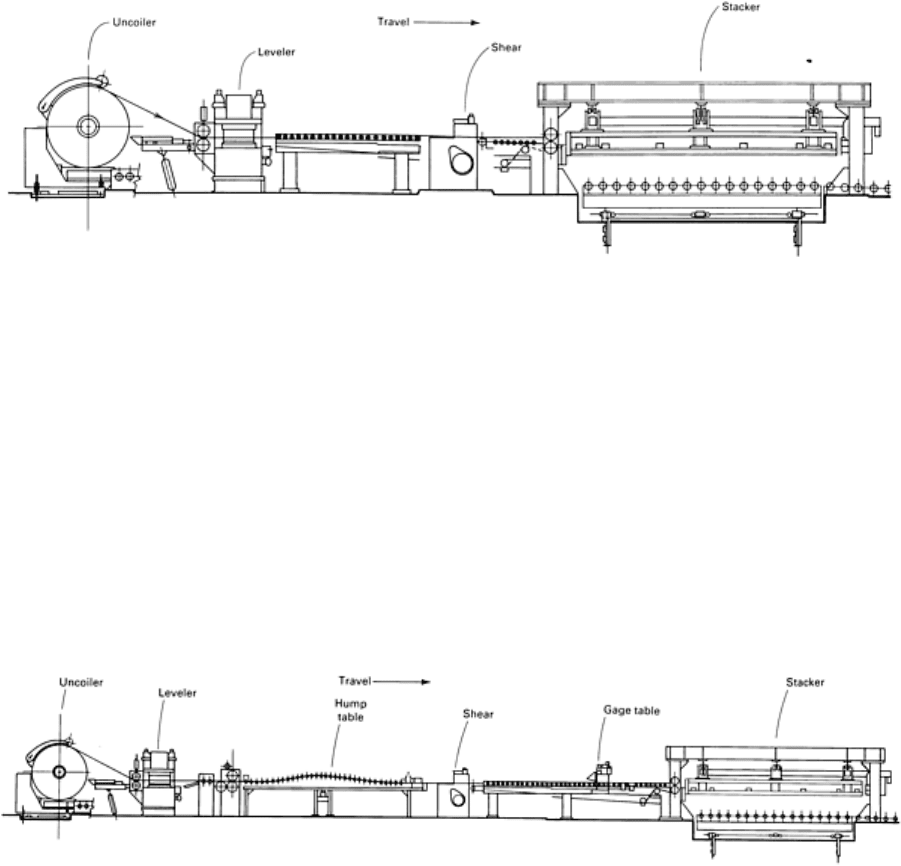
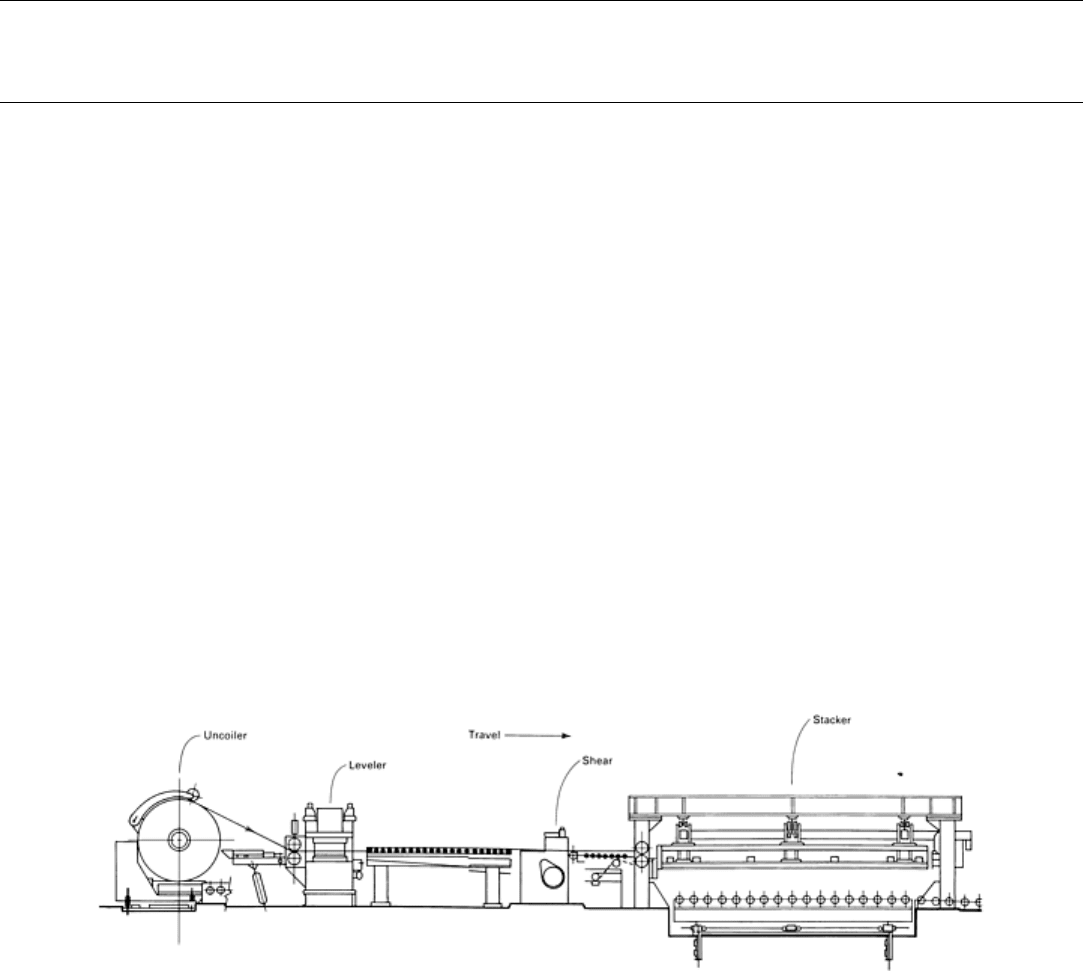
Stop/start cut-to-length lines (Fig. 8) are usually arranged so that the coil is fed into the shear to a prescribed length
and then stopped during the cut. Upon completion of the cut, the coil feed accelerates until it stops for the next cut. Close
tolerances can be obtained, and line configuration is simple; however, the speed in meters per minute or sheets per minute
is slow. Therefore, these lines are generally confined to heavy-gage requirements. Stopping the coiled sheet in the
flattener or leveler prior to shearing may also leave a mark on lighter-gage materials.
Fig. 8 Stop/start cut-to-
length line in which coil travel is stopped to allow material to be cut to a prescribed
length in the shear and then restarted until material is again at the prescribed length, when the stop/start cycle
is repeated
With the hump or loop-feed configuration, the uncoiler and flattening equipment operates continuously. The strip is
stopped at the shear, and this causes excess material to rise above the passline in a hump or fall below the passline into a
looping pit just before the shear.
Hump Table. Stationary shear lines with hump tables (Fig. 9) consist of an uncoiler, a flattener, and/or a leveler to
correct for strip shape and to feed the strip over a hump table, a stationary shear, a gage table with retractable stop, and a
stacker that stacks the cut sheets as they are delivered from the gage table.
Fig. 9
Stationary shear lines with hump table operate with strip continuously moving from uncoiler even during
shearing sequence, causing the coil sheet to f
orm a loop above the passline and over the hump table. A limit
switch actuates shear when the uncoiled strip touches a retractable stop.
The retractable stop with gage table, which follows the shear sequence, is used to control the length of the cut sheets.
When the uncoiled strip touches the gage stop, it trips a limit switch that actuates the shear. Because the strip continues to
flow from the uncoiler, it causes a loop to form above the hump table in front of the shear. When shearing is completed,
the gage stop retracts, and the cut sheet is delivered to the stacker. As the cut sheet is removed, it trips a limit switch that
resets the gage stop. Then, the shear opens, permitting the strip to slide out of its loop through the shear and onto the gage
table against the gage stop again, and the cycle is ready to be repeated.
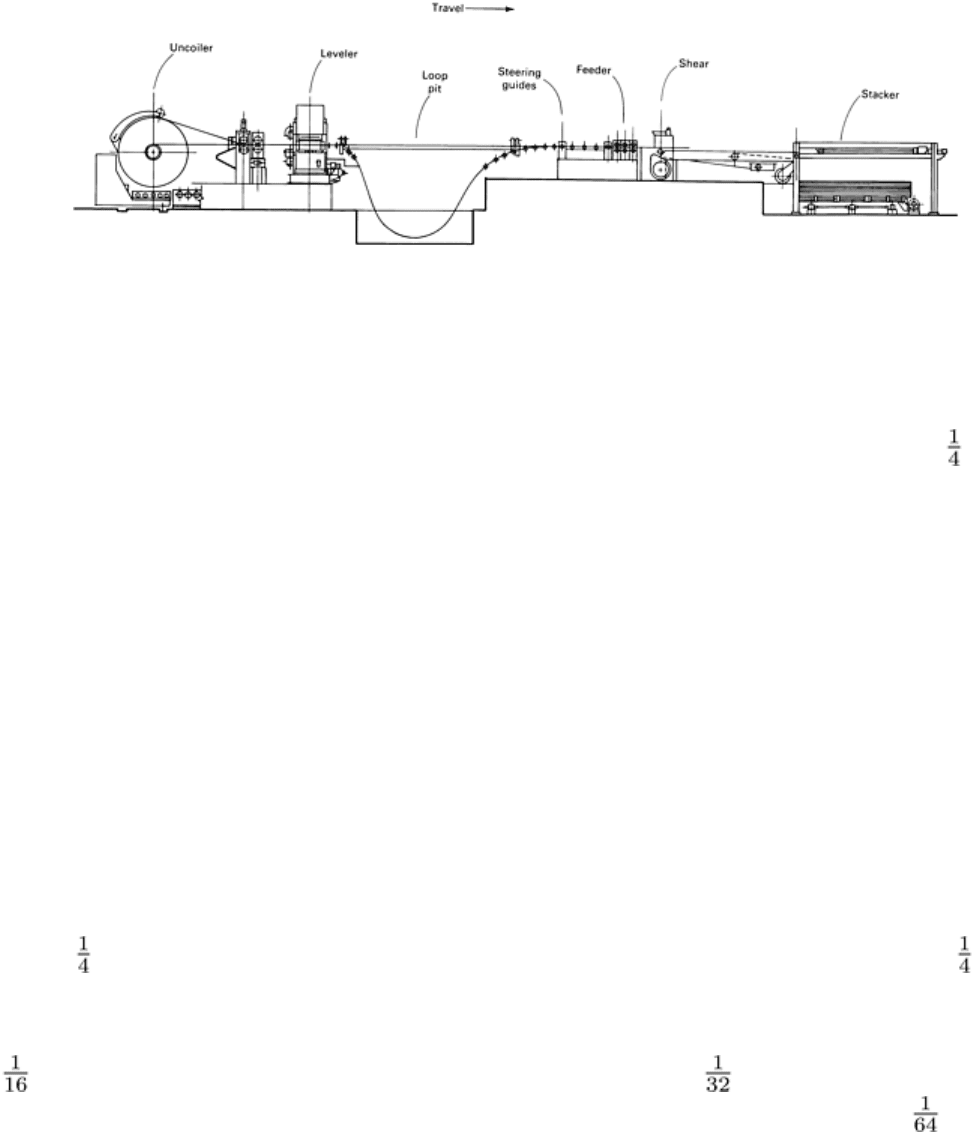
Looping Pit. As shown in Fig. 10, many stationary shear lines have precision measuring feeder rolls just before the
shear, instead of hump and gage tables. In these lines, there is a looping pit below the passline, after the
straightener/leveler and before the feed rolls and shear. The flattener and/or leveler runs continuously, with coil stock
accumulating in the pit during the cut cycle. Side guides control the feed angle of the strip for maximum cut squareness as
it exits the looping pit and enters the shear. On some lines, the shear knives can be pivoted to cut trapezoidal blanks.
Fig. 10 Stationary shear lines with looping pit located below passline and between straightener/
leveler and
feed rolls and shear
A stationary shear line generally provides the best squareness and length tolerance and most productivity for lighter-gage
materials. Because of the nature of the loop, this feeding method is not practical for strip over about 6.4 mm ( in.) thick.
A hump line may be somewhat less expensive when the costs of installation are included, but tolerance, squareness, and
productivity may be sacrificed.
Rotary drum shears are sometimes used in high-production sheet mills at speeds to 300 m/min (1000 ft/min). The
tinplate flying shear, a special type of rotary drum shear, is made specifically for cutting coils of tinplate into lengths for
use in the manufacture of cans.
Blanking lines are a special derivation of shearing lines. Most shearing lines, of any of the above configurations, are
designed for cutting sheets ranging in length from 0.6 m (2 ft) to 8 to 9 m (25 to 30 ft). Because these sheets are to be
fabricated later into an end product, length tolerance requirements may not be critical. Blanking lines have the special
capability of rapidly cutting and stacking relatively short and dimensionally accurate blanks.
Edge-trim slitters are incorporated into some line configurations. However, these follow the camber or sweep found in
almost all master coils obtained from the mill. These slitters cannot be counted on to eliminate or even control camber or
to provide improved sequences.
Cut-to-length line capacity may be limited by the shear. Most shears include a raked blade. As a result, the shear,
and therefore the cut-to-length line, does not have a short/thick capacity. If, for example, the line capacity were 6.4 ×
1830 mm ( × 72 in.), the maximum thickness for 305 mm (12 in.) wide material would still be only 6.4 mm ( in.).
Dimensional accuracy of the cut sheet length depends on the line configuration, condition of the equipment, speed
and length of sheet, and the condition of the master coil. In previous generations of equipment, an accuracy of ±1.6 mm
(± in.) was acceptable. Most modern lines are accurate to ±0.8 mm (± in.), except on very long sheets.
Sophisticated equipment is also available that can produce sheets or blanks with tolerances of ±0.4 mm (± in.).
Slitting and Shearing of Coiled Sheet and Strip
Revised by Eric Theis, Herr-Voss Corporation
Cut-to-Length Lines
Cut-to-length lines (also called blanking lines or shearing lines) are used to produce cut-to-length sheets from coil stock.
These machines uncoil the strip, flatten or level it (see section "Flatteners and Levelers for Strip" in this article), cut it to
length, and then stack the sheets. There are two basic types of shear employed: stationary and flying die or rocker type.
Flying-die or rocker shear lines continuously feed the coil, with the cutoff blades arranged to travel in the same
direction and speed as the strip during the cutoff process. Because of the difficulties involved in synchronizing this speed
match with accurate length positioning, these lines are generally used where length tolerances are less critical.
Stationary Shears. Most cut-to-length lines employ stationary shears. The strip is stopped at the shear during the cut.
These lines are generally more accurate than other types. There are three types of feeding arrangements for fixed shear
lines: start/stop, hump table, and looping pit.
Stop/start cut-to-length lines (Fig. 8) are usually arranged so that the coil is fed into the shear to a prescribed length
and then stopped during the cut. Upon completion of the cut, the coil feed accelerates until it stops for the next cut. Close
tolerances can be obtained, and line configuration is simple; however, the speed in meters per minute or sheets per minute
is slow. Therefore, these lines are generally confined to heavy-gage requirements. Stopping the coiled sheet in the
flattener or leveler prior to shearing may also leave a mark on lighter-gage materials.
Fig. 8 Stop/start cut-to-length line in which coil travel is stopped to allow material to be cut to a pr
escribed
length in the shear and then restarted until material is again at the prescribed length, when the stop/start cycle
is repeated
With the hump or loop-feed configuration, the uncoiler and flattening equipment operates continuously. The strip is
stopped at the shear, and this causes excess material to rise above the passline in a hump or fall below the passline into a
looping pit just before the shear.
Hump Table. Stationary shear lines with hump tables (Fig. 9) consist of an uncoiler, a flattener, and/or a leveler to
correct for strip shape and to feed the strip over a hump table, a stationary shear, a gage table with retractable stop, and a
stacker that stacks the cut sheets as they are delivered from the gage table.
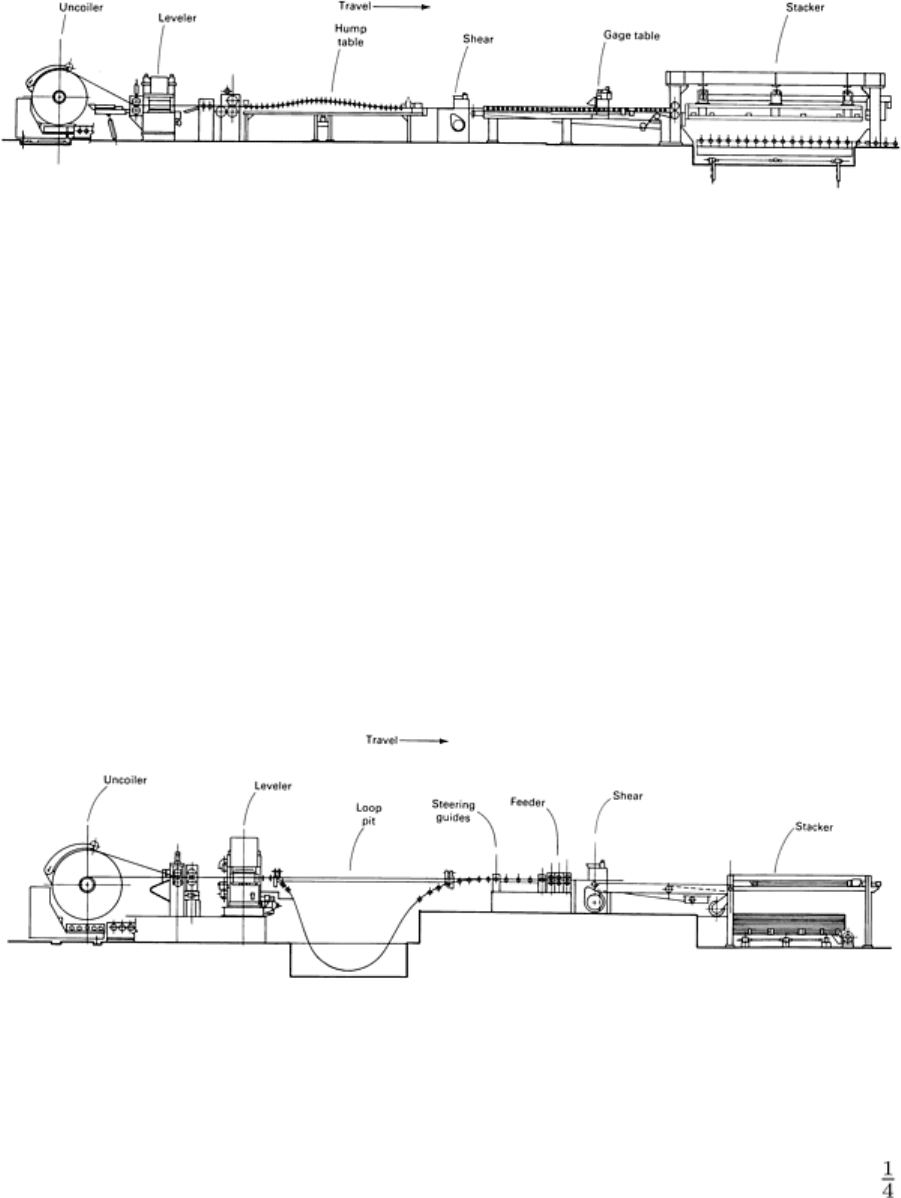
Fig. 9 Stationary she
ar lines with hump table operate with strip continuously moving from uncoiler even during
shearing sequence, causing the coil sheet to form a loop above the passline and over the hump table. A limit
switch actuates shear when the uncoiled strip touches a retractable stop.
The retractable stop with gage table, which follows the shear sequence, is used to control the length of the cut sheets.
When the uncoiled strip touches the gage stop, it trips a limit switch that actuates the shear. Because the strip continues to
flow from the uncoiler, it causes a loop to form above the hump table in front of the shear. When shearing is completed,
the gage stop retracts, and the cut sheet is delivered to the stacker. As the cut sheet is removed, it trips a limit switch that
resets the gage stop. Then, the shear opens, permitting the strip to slide out of its loop through the shear and onto the gage
table against the gage stop again, and the cycle is ready to be repeated.
Looping Pit. As shown in Fig. 10, many stationary shear lines have precision measuring feeder rolls just before the
shear, instead of hump and gage tables. In these lines, there is a looping pit below the passline, after the
straightener/leveler and before the feed rolls and shear. The flattener and/or leveler runs continuously, with coil stock
accumulating in the pit during the cut cycle. Side guides control the feed angle of the strip for maximum cut squareness as
it exits the looping pit and enters the shear. On some lines, the shear knives can be pivoted to cut trapezoidal blanks.
Fig. 10
Stationary shear lines with looping pit located below passline and between straightener/leveler and
feed rolls and shear
A stationary shear line generally provides the best squareness and length tolerance and most productivity for lighter-gage
materials. Because of the nature of the loop, this feeding method is not practical for strip over about 6.4 mm ( in.) thick.
A hump line may be somewhat less expensive when the costs of installation are included, but tolerance, squareness, and
productivity may be sacrificed.
Rotary drum shears are sometimes used in high-production sheet mills at speeds to 300 m/min (1000 ft/min). The
tinplate flying shear, a special type of rotary drum shear, is made specifically for cutting coils of tinplate into lengths for
use in the manufacture of cans.
Blanking lines are a special derivation of shearing lines. Most shearing lines, of any of the above configurations, are
designed for cutting sheets ranging in length from 0.6 m (2 ft) to 8 to 9 m (25 to 30 ft). Because these sheets are to be