ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

A new development in wire-bending machines is a
hydraulic, computer-controlled (CNC), three-axis wire
bender. This machine is completely automatic, taking
wire directly from the coil, straightening it, making any
number of bends through any angle and curvature and in
any plane, and cutting the finished product. The three-
axis CNC wire bender can handle mild steel, spring
steel, or aluminum wire from 2 to 7 mm (0.078 to 0.275
in.) in diameter. Bending is by a single head that rotates
to give the third dimension. When the wire diameter is
unaltered, changeover from one bend to another can take
as little as 5 s because bending programs are stored in a
built-in memory. When the wire diameter varies,
change-overs can be accomplished in about 15 min.
Forming of Wire
Forming in Multiple-Slide Machines
Multiple-slide machines are automatic mass-production machines that make completed wire (or sheet metal) products
from coiled stock. They can straighten, feed, cut, stamp, and form the wire, all in one continuous operation. Attachments
are used for additional operations on wire up to 12.7 mm ( in.) in diameter. Feed lengths of wire used to make one part
may be as much as 915 mm (36 in.).
Most multiple-slide machines are horizontal, but some are vertical and some are inclinable. Production lots of 10,000
pieces usually justify the use of a multiple-slide machine, but smaller lot sizes may also be economical.
A multiple-slide machine usually includes a wire straightener, feed mechanism, and stock clamp, and has a bed with four
forming slides, a center post, and a stripper. The bed has room for a press head (an attachment that does presswork) and
may have provision for other attachments. More information on forming in multiple-slide machines is available in the
article "Forming of Steel Strip in Multiple-Slide Machines" in this Volume.
Forming of Wire
Production Problems and Solutions
Problem: A small garment eye was produced at the rate of 300 parts per minute, but desired flatness was not obtained.
The eye was to be formed in one plane.
Solution: The tooling was changed to form the eye on a plate, confining the wire. Forming sections were supported in
the plate and were retracted below the surface of the plate before ejection.
Problem: Broaching of a flat on a small formed part for a business machine caused fine chips to collect in the forming
tools, interfering with the work.
Solution: Forming was done on the upper level, and broaching was accomplished on the lower level of the machine. A
small jet of air blew the chips down and away from the forming tools.
Problem: A small electronics part was formed around a fragile center post that broke after a few thousand pieces were
formed.
Solution: The tooling was changed so that the part was made in two stages. A heavy center post was used for the first
form, where the greatest pressure was exerted. A center post having the shape of the smaller section controlled final
closing of the part.
Problem: Ordinary forming tools could not form brass wire of 1.02 mm (0.040 in.) diam into a 9.53 mm (0.375 in.) OD
ring.
Fig. 3
Complex wire scroll formed in a rotary bender.
Dimensions given in inches

Solution: The formed ring was sized by being pushed through a die below the forming level, by means of a ring-setting
attachment.
Problem: Steel wire 5.71 mm (0.225 in.) in diameter was formed into seat wire in a large multiple-slide machine, using
an 860 mm (34 in.) feed length. The front toot was 510 mm (20 in.) wide. The bearings of the front shaft became hot, and
the cam roller of the front forming slide had to be replaced often.
Solution: The addition of auxiliary front slides at each side of the standard front slide provided more direct application
of the forming pressure, with three motions from the front position, reducing the load on each tool. Forming loads were
exerted at different points in the machine cycle, reducing bearing pressure and allowing faster machine speed.
Problem: A specially arranged multiple-slide machine for forming and welding handles from low-carbon steel wire 2.4
mm ( in.) in diameter made imperfect welds. There were also variations in forming. The wire varied in diameter and
tensile strength, which affected the feed length and forming. Operators had not been trained to adjust and maintain the
machine.
Solution: The wire was specified to closer tolerances and inspected before use. Operators were trained, and a program of
preventive maintenance was initiated. Production efficiency increased to 75% from as low as 25%.
Forming of Wire
Lubricants
Requirements of lubricants for wire-forming operations are more severe than for most other metalworking operations.
The exceptionally high working pressures that may be reached require special lubricants to prevent galling, seizure, or
fracture of the wire, as well as excessive tool wear. Improper lubricating oils or compounds interfere with close-tolerance
work and cause variations in the finished parts. The lubricant varies with the type of wire. Aluminum, copper alloys, basic
steel wire, and steel spring wire each require a different lubricant. Lubricants for wire forming can generally be classed in
three groups: inorganic fillers, soluble oils, and boundary lubricants.
Inorganic fillers include solids such as white lead, talc, graphite, and molybdenum disulfide in a vehicle such as a
neutral oil or paraffin oil.
Soluble oils include mineral oils to which agents such as sodium sulfonates have been added to make the oil
emulsifiable in water. Soluble oils are good for cooling and corrosion prevention.
Boundary lubricants are thin, adsorbed films and are usually subjected to high unit pressures. Thin-film lubricants are
of two basic types:
• Polar Lubricants.
Lubricants, or constituents of lubricants, capable of either physical or chemical
adsorption on a solid surface
to form a thin film that resists mechanical removal and provides
lubrication under high unit pressures
• Extreme-Pressure Lubricants.
Lubricants capable of reacting chemically with solid surfaces under
rubbing conditions, to prevent welding and provide lubricant reaction products on the surface. Extreme-
pressure lubricants permit high unit loading with a minimum of surface wear and damage
Chemically active constituents of typical boundary lubricants are sulfur, chlorine, and phosphorus compounds.
Applications. Certain types of oil, wax, and tallow are used to lubricate aluminum and scaly steel wire. Mixtures of lard
oil or of paraffin oil in kerosine, or of oil and a soap solution, have been used as lubricants for wire forming.
Often the lubricant used in drawing wire is expected to stay on the drawn wire in a quantity that is adequate for
subsequent forming operations. Many severe operations, such as upsetting and spring coiling, may be done without
additional lubrication, but additional lubricant may be used in some press and rolling operations.
The lubricant remaining after wiredrawing should be enough to lubricate a wire formed over a form tool or a mandrel.
The lubricant should be a hard, dry coating, such as a mixture of lime and metal soaps. This will protect the wire from
damage in forming and will extend the life of the tools without sticking to them.
Zinc phosphate is often used to coat wire before it is redrawn into smaller sizes. It is also used in coiling thick, high-
tensile spring wire into a closed helix. In other difficult forming, such as a large upset, a zinc phosphate coating is a good
lubricant for all tools.
Wire for forming into products to be electroplated is usually drawn with a lubricant that can be easily removed and that
does not contain small particles that could become embedded in the surface of the wire. After drawing, the wire may be
sprayed or dipped in thin oil. The oil protects the wire from corrosion and serves as a lubricant in the forming operations.
Steel wire with a metal coating, such as zinc, tin, copper, brass, or lead, is often used in forming. In some operations, the
metal coating provides all the lubrication necessary.
When lubricant must be added to the wire, it can be applied at the uncoiler or at the tools. Soluble oil or wax in water is
most practical and is easy to remove in cleaning. Some formed wire must be completely clean.
Spring wire is supplied with a coating that acts as a lubricant. The coating may be a mixture of soap and lime or of borax
or phosphate, or it may be a plating (or displacement coating) of cadmium, zinc, tin, or copper. When the coil is to be
electrically normalized, a borax coating is specified; other coatings insulate the wire from good electrical contact.
The most unusual lubricant may be the one that comes on the oil-tempered grade of valve spring wire. During heat
treatment, oxidation of the surface is permitted under carefully controlled conditions. The scale thus formed acts as a
lubricant during coiling. Its characteristics must be carefully controlled with respect to thickness, adherence, and
flakiness, for not only must it supply the required lubrication during coiling, but it should detach from the surface at the
same time.
Shearing of Plate and Flat Sheet
Revised by Robert A. Westerkamp, Cincinnati Inc.
Introduction
SHEARING of sheet and plate is broadly classified according to the type of knife (cutter) used--straight or rotary.
Straight-knife shearing is used for squaring and cutting flat stock to the required shape and size. It is usually used for
square and rectangular shapes, although triangles and other straight-sided shapes are also sheared with straight knives.
Rotary shearing (not to be confused with slitting, which is discussed in the article "Slitting and Shearing of Coiled Sheet
and Strip" in this Volume) is used for producing circular or other contoured shapes from sheet or plate.
Shearing of Plate and Flat Sheet
Revised by Robert A. Westerkamp, Cincinnati Inc.
Straight-Knife Shearing
In straight-knife shearing, the work metal is placed between a stationary lower knife and a movable upper knife. As the
upper knife is forced down, the work metal is penetrated to a specific portion of its thickness. The unpenetrated portion
then fractures, and the work metal separates (Fig. 1). The amount of penetration depends largely on the ductility and
thickness of the work metal. The knife will penetrate 30 to 60% of the work metal thickness for low-carbon steel,
depending on thickness (see the section "Capacity" in this article). The penetration will be greater for a more ductile metal
such as copper. Conversely, the penetration will be less for metals that are harder than low-carbon steel.
A sheared edge is characterized by the smoothness of
the penetrated portion and the relative roughness of the
fractured portion. Sheared edges cannot compete with
machined edges, but when knives are kept sharp and in
proper adjustment, it is possible to obtain sheared
edges that are acceptable for a wide range of
applications. The quality of sheared edges generally
improves as work metal thickness decreases.
Applicability
Straight-knife shearing is the most economical method
of cutting straight-sided blanks from stock no more
than 50 mm (2 in.) thick. The process is also widely
used for cutting sheet into blanks that will
subsequently be formed or drawn. Because shear
gaging can be set within ±0.13 mm (±0.005 in.), the
shearing process is generally limited to ±0.4 mm (±
1
64
in.) tolerances in 16 gage material. The tolerance range increases with thickness.
Straight-knife shearing is seldom used for shearing metal harder than about 30 HRC. When extremely soft, ductile metal
(especially thin sheet) is sheared, the edges of the metal roll and large burrs result. As the hardness of the work metal
increases, knife life decreases for shearing a given thickness of metal.
Fig. 1 Schematic showing the mechanism of straight-
knife
shearing.
In general, it is practical to shear flat stock up to 38 mm (1
1
2
in.) thick in a squaring shear. Squaring shears up to 9 in (30
ft) long are available (even longer shears have been built), and some types are equipped with a gap that permits shearing
of work metal longer than the shear knife.
Machines for Straight-Knife Shearing
Punch presses and press brakes are sometimes used for shearing a few pieces or are used temporarily when more efficient
equipment is not available. Production shearing, however, is usually done in machines that are designed for this operation.
Squaring shears are usually used for trimming and cutting sheet or plate to specific size (Fig. 2). Squaring shears (also
called resquaring or guillotine shears) are available in a wide range of sizes and designs. Some types permit slitting by
moving the work metal a predetermined amount in a direction parallel with the cutting edge of the knife after each stroke
of the shear.
The sheet or plate is held rigid by hold-down devices
while the upper knife moves down past the lower knife.
Most sheet or plate is sheared by setting the upper knife
at an angle. The position of one knife can be adjusted to
maintain optimal clearance between the knives.
Squaring shears can be actuated mechanically,
hydraulically, or pneumatically.
Mechanical Shears. The power train of a
mechanical shear consists of a motor, the flywheel, a
worm shaft that is gear driven by a flywheel, a clutch
that connects the worm gear drive to the driveshaft, and
a ram actuated by the driveshaft through eccentrics and
connecting links. Under most operating conditions, a
mechanical shear can deliver more strokes per minute
(spm) than a hydraulic shear. Some mechanical shears
cycle as fast as 100 spm.
Another advantage of the mechanical shear is that,
because of the energy stored in the flywheel, a smaller
motor can be used for intermittent shearing. For
example, a mechanical shear with a no-cutting or free-
running speed of 65 spin can make approximately six
full shearing strokes (maximum thickness and length of
cut) per minute with a standard motor. However, when
the same shear is cutting at full capacity in a rapid shear mode, a much larger motor is required. For such rapid cutting,
there is not enough time between cuts for the smaller motor to restore the speed of the flywheel.
An additional advantage of the mechanical shear is that its moving knife travels faster than the moving knife of a
hydraulic shear. In some cases, greater knife speed can decrease work metal twist, bow, and camber.
Hydraulic shears are actuated by a motor-driven pump that forces oil into a cylinder against a piston; the movement of
the piston energizes the ram holding the upper knife. A hydraulic shear can make longer strokes than a mechanical shear.
In general, long shears and shears with low-carbon steel capacities above 12.7 mm (
1
2
in.) are almost all hydraulic.
Hydraulic shears are designed with a fixed load capacity. This prevents the operator from shearing material that exceeds
capacity and therefore saves costly damage to the machine structure. This is a basic advantage of hydraulic shears.
The total load that is experienced during the cut is related to the rake angle, sharpness of the knives, mechanical
properties of the material, type of material, knife clearance, and the depth of the back piece. It is possible to stall the
machine on a rated-capacity cut if the clearance is incorrect, the knife is dull, or the back piece is excessively deep. In this
Fig. 2 Typical squaring shear. Courtesy of Cincinnati Inc.
way, the hydraulic shear is protected from damage caused by overloading. A mechanical shear would not be constrained
by an overload prevention system and would continue to cut under nearly all conditions.
Most mechanical shears are provided with enough horsepower to build up the flywheel speed after each cut, but not
enough to allow the operator to run full-capacity cuts in a high-speed manner. Mechanical shears are rated in strokes per
minute, not cuts per minute. Most shearing applications do not require high-speed cutting.
Hold-down pressure must be greater than the forces generated in cutting the work material. These forces depend on the
knife clearance, rake angle, and depth of material back piece.
Greater knife clearance must be used to prevent the hydraulic shears from stalling when shearing large-area work,
especially at or near maximum thickness capacity. For example, in cutting a 3 × 3 m (10 × 10 ft) plate into two equal
parts, greater shearing force is required than for trimming a narrow strip from a 3 m (10 ft) long plate.
Pneumatic shears are used almost exclusively for shearing thin metal (seldom thicker than 1.52 mm, or 0.060 in.) in
relatively short pieces (seldom longer than 1.5 m, or 5 ft).
Alligator shears have a shearing action similar to that of a pair of scissors. The lower knife is stationary, and the upper
knife, held securely in an arm, moves in an arc around a fulcrum pin. This type of machine is most widely used for
shearing bars and bar sections and for preparing scrap.
Alligator shears are available in various sizes, including those that can shear plate up to 32 mm (1
1
4
in.) thick by 762 mm
(30 in.) long and plate up to 50 mm (2 in.) thick in shorter lengths. These machines vary in weight from about 1130 to
19,500 kg (2500 to 43,000 lb). The lighter machines can be made portable; the heavier machines, however, must be
firmly anchored in concrete, especially if they will be used in conjunction with roller conveyor tables in the shearing of
plate.
Capacity. Most shearing machines are rated according to the section size of low-carbon steel they can cut. The tensile
strength of low-carbon steel sheet and plate is generally no higher than 520 MPa (75 ksi); the yield strength, no greater
than 350 MPa (51 ksi). Shears frequently are rated in terms of their ability to cut low-carbon steel with a tensile strength
of 414 MPa (60 ksi) and yield strength of 276 MPa (40 ksi). An allowance for normal over-tolerance material thickness is
included in the capacity rating of the machine. The use of a machine for shearing other metals is primarily based on the
relationship of the tensile strength and ductility of low-carbon steel to that of the metal to be sheared. Metals with a
tensile strength greater than that of low-carbon steel almost always reduce the capacity of the machine. For example, the
machine capacity for shearing high-strength low-alloy steels is reduced to about two-thirds to three-quarters of the rated
capacity for low-carbon steel. Conversely, for shearing aluminum alloys, machine capacity can range from 1
1
4
to 1
1
2
times the rated capacity for low-carbon steel.
Table 1 compares the shearing capacities of various metals with those of low-carbon steel. The metal thicknesses given in
Table 1 are based on the thickness of low-carbon steel that can be sheared with the same shearing capacity. For example,
a specific force is required to shear 6.4 mm (
1
4
in.) thick low-carbon steel. Table 1 shows that the same force can shear
only a 4.8 mm (
3
16
in.) thickness of type 302 stainless steel, but can shear a 9.5 mm (
3
8
in.) thickness of aluminum.
Table 1 Shearing capacities for various metals compared to those for low-carbon steel
Thickness that can be sheared with same force as for low-carbon steel
Thickness of
low-carbon steel
(a)
AISI type 302
stainless steel
(b)
Full-hard steel strip Aluminum alloys
mm in. mm in. mm in. mm in.
1.52 0.060 0.91 0.036 1.22 0.048 1.90 0.075
1.90 0.075 1.22 0.048 1.52 0.060 3.05 0.120
3.05 0.120 1.52 0.060 1.90 0.075 3.40 0.134
3.40 0.134 1.90 0.075 2.67 0.105 4.8
4.8
3.40 0.134 3.9
5.6
6.4
4.8
4.8
6.4
7.9
5.6
5.6
9.5
9.5
6.4
6.4
11.1
11.1
7.9
7.9
12.7
12.7
9.5
9.5
15.9
15.9
11.1
11.1
19.0
19.0
12.7
12.7
25.4 1
22.2
15.9
15.9
31.8
1
25.4 1 19.0
19.0
38.1
1
31.8
1
25.4 1 25.4 1 50.8 2
(a)
Also applicable to soft to half-hard strip steel, alclad steel, and copper and copper alloys.
(b)
Also applies to most other austenitic stainless steels, normalized alloy steels such as 4130 or 8630, annealed high-carbon steels, and annealed
tool steels
Ductility, measured by the elongation of the work metal, can also affect machine capacity. For example, annealed copper,
because of its high elongation, requires as much shearing effort as low-carbon steel, even though copper has considerably
lower tensile strength. Similarly, carbon steel with very low carbon (<0.1% C) and higher-than-normal elongation will
reduce the capacity of a machine.
Power Requirements. The energy consumed during shearing is a function of the average stress, the cross-sectional
area to be sheared, and the depth of maximum knife penetration at the instant of final fracture of the work metal. For any
metal, the amount of energy consumed is proportional to the area under the shearing stress-strain curve for that metal.
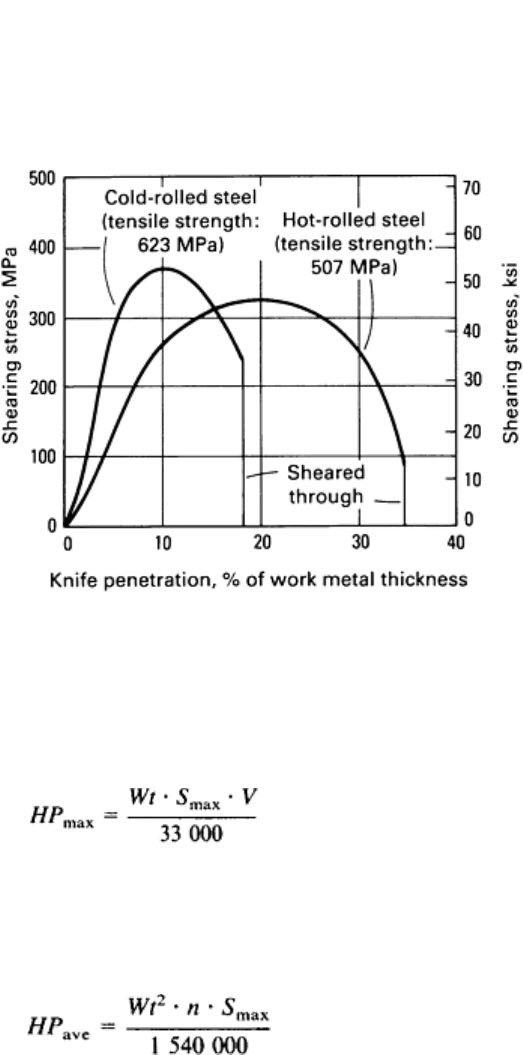
Figure 3 shows typical shearing stress-strain curves for hot-rolled and cold-rolled steels. The distance through which the
force acts (knife penetration) is near 35% of the work metal thickness for hot-rolled steel and 18.5% for cold-rolled steel.
For example, in the curve for hot-rolled steel, the average stress under the curve is 73.5% of the maximum shearing stress
S
max
, and the distance through which the force acts is 35% of the work metal thickness. Therefore, the energy E used in
shearing hot-rolled steel is:
E = 0.735 S
max
· Wt · 0.35 t
= 0.257 S
max
· Wt
2
(Eq 1)
where W is work metal width and t is work metal thickness. Applying Eq 1 to the curve for cold-rolled steel in Fig. 3
yields an energy consumption of 0.136S
max
· Wt
2
.
Fig. 3 Typical shearing stress-strain curves for hot-rolled and cold-rolled steels.
The maximum instantaneous horsepower HP
max
required for cutting work metal in a shear is determined by:
(Eq 2)
where V is the speed of the shear knife and the other variables are as previously defined.
The average power requirement HP
ave
for a shear making n cuts per minute in hot-rolled steel is:
(Eq 3)
Equations 2 and 3 determine the net power required for actual shearing of the workpiece. The amount of power needed to
operate the hold-down system and to overcome friction must be added to net power.
Friction depends on the design of the shearing machine and the knife, type of bearings, alignment, lubrication,
temperature of operation, and size of the machine in relation to the area of the section to be sheared. When shearing metal
of nearly the maximum size for which a shear is designed, the loss of horsepower by friction for well-designed machines
seldom exceeds 25% of the gross horsepower.
Accessory Equipment for Straight-Knife Shearing
Certain pieces of accessory equipment have been incorporated into most shear designs and are required for efficient and
accurate straight-knife shearing.
Hold-downs (Fig. 2) are mechanical or hydraulic devices that hold the work metal firmly in position to prevent
movement during shearing. The most efficient hold-down system is a series of independent units that securely clamps
stock of varying thickness automatically and without adjustment.
The force on each hold-down foot must be substantial and can range from several hundred pounds on a machine for
shearing sheet to several tons for shearing plate. Hold-downs must be timed automatically with the stroke of the ram so
that they clamp the work metal securely before the knife makes contact and release their hold instantly after shearing is
completed.
Back gages are adjustable stops that permit reproducibility of dimensions of sheared workpieces in a production run.
Most gages are controlled electrically. Push-button control provides a selection of fast traverse speeds and slow locating
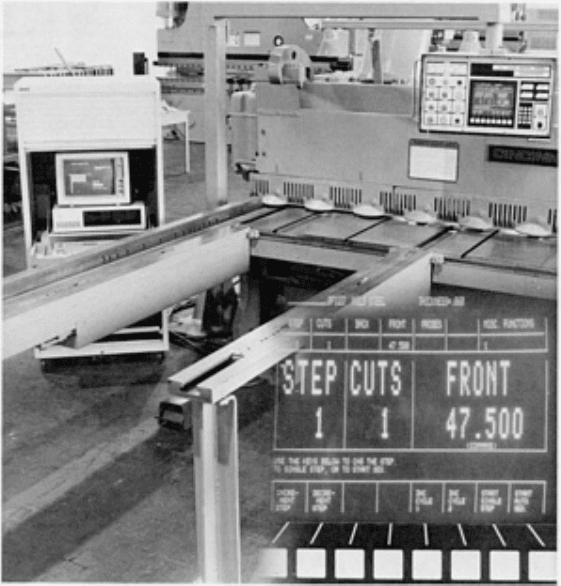
movements for accurate final positioning. The addition of a microcomputer (Fig. 4) permits gage positions to be quickly
entered. An LED display enables the operator to confirm immediately the gage position entered, the current gage position,
or the final gage location after positioning. Accurate gage screws, compensating nuts, precision slides and guides, and
decimal indicators permit repeatable gage settings to an accuracy of 0.025 to 0.05 mm (0.001 to 0.002 in.).
Fig. 4 Microprocessor-controlled shearing machine, with inset (lower right) showing LED display.
Courtesy of
Cincinnati Inc.
For thin sheet, magnetic overhead rollers eliminate sag and support the sheet for accurate gaging to a depth of 1.2 m (4 ft)
into the shear. For rapid and accurate cutting, back gages are equipped with electronic sensors that automatically trip the
shear only when the sheet is accurately positioned.
Pneumatic sheet supports are used to support ferrous and nonferrous thin sheet. Sheet support arms are designed to
elevate into a horizontal position, flush with the shear table, permitting material to be supported in the correct position
against the backgage stop. Blank inaccuracies due to unsupported and poorly positioned sheets are virtually eliminated.
Back gages are also equipped with retractable stops for shearing mill plate. With the stops out of the way, mill plate of
almost any length can be fed into the shear and cut to the desired length. When stops are not used, the workpiece can be
notched or scribed to indicate the cutoff position.
Front Gages. When gaging from the front of the machine, the operator locates the work metal by means of stops
secured in the table or in the front support arms. Power operation of the front support arms allows the blank dimensions to
be entered digitally using a microcomputer-based control. Front gaging is often done by means of a squaring arm.
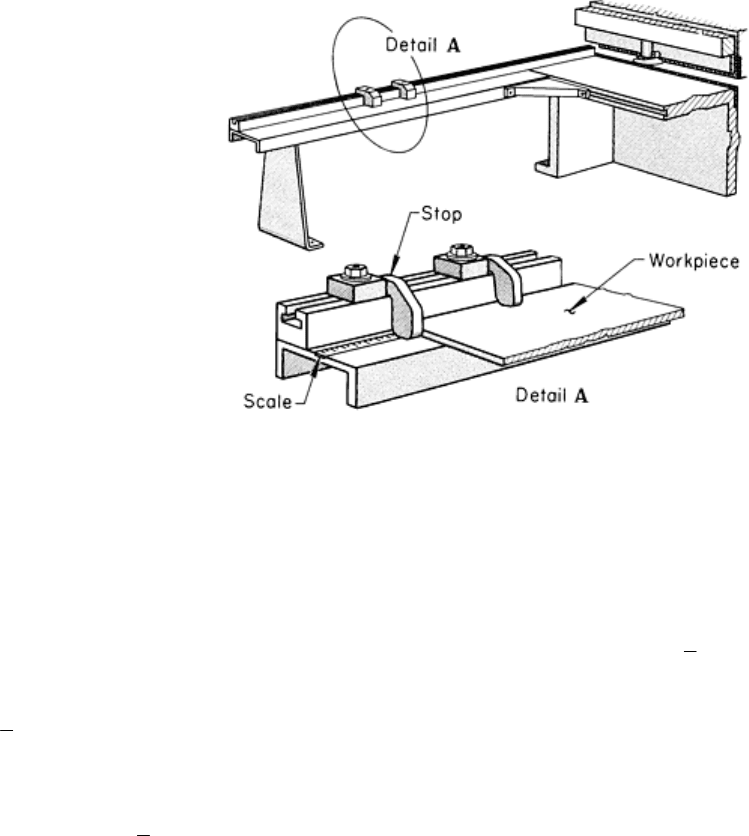
Squaring arms (Fig. 5) are extensions attached to the entrance side of a shearing machine that are used to locate long
sections of work metal in the proper position for shearing. Each arm is provided with a linear scale and with stops for
accurate, consistent positioning of the work metal. Squaring arms are reversible to allow use of the shear at either end and
to distribute the wear on the shear knives. Power operation can be added to the squaring arm for increasing blank
accuracy and reducing setup time. This type of squaring arm prevents the arm from moving from side to side.
Fig. 5 Squaring arm attachment for positioning long pieces in a shearing machine.
Straight Shear Knives
Most shear knives are made in one piece from tool steel; some are made of carbon or alloy steel. The composition,
thickness, and quantity of metal being sheared are the most important factors in the selection of knife material. In Table 2,
AISI D2 tool steel is often recommended for cold shearing metals up to 6.4 mm (
1
4
in.) thick. Knives made of modified
A8 or H13 and S5 tool steels are recommended for low-volume production or for occasional shearing of metals up to 6.4
mm (
1
4
in.) thick (except the more highly abrasive metals such as silicon steel). Knives made of A2 tool steel have been
satisfactory for the high-production cold shearing of soft nonferrous metals, but D2 knives are usually more economical
because of better wear resistance. Knives made of D2 tool steel are usually not recommended for cold shearing materials
more than 6.4 mm (
1
4
in.) thick, because they are likely to break under impact loads. However, depending mainly on