ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

farther apart the rolls must be spaced to provide sufficient shaft and bearing capacities
• The distance must be short enough to produce a permanent set in the smallest bar and to straighten it
• If sections with high width-to-
thickness ratios are being straightened, the distance must be great enough
so that pressure from the rolls does not upset the edges of the bar
Machines are built with both fixed and adjustable roll-center distances. In adjustable center distance machines, a separate
housing carries the roll assembly to permit positioning along the straightener bed. These housings either reduce the space
for the shafts or limit the minimum distance between the rolls.
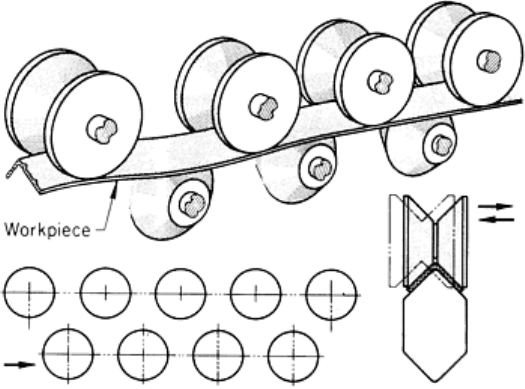
Most sections can be straightened adequately in two planes. A flat bar is shown in Fig. 10 as it passes between grooved
straightening rolls on vertical shafts and then through plain-face rolls on horizontal shafts. The bar passes first through the
vertical-shaft unit because it is natural for the bar to enter with the flat side lying against the feed table. It is also natural to
straighten in the grooved rolls first because the grooves that guide the bar also produce some straightening in the second
plane and ensure proper entry of the bar into the second unit. If the machine were reversed, it would be desirable to
groove the rolls on the horizontal shafts to make certain that the bar would not "walk off" the rolls.
Grooving the rolls for thin flat bars helps to reduce upsetting of the edge and twisting of the bar. A hexagonal bar is
shown in Fig. 11 as it passes between grooved straightening rolls on vertical shafts and through flat-face rolls on
horizontal shafts. This roll arrangement follows the same principles as those for flat bars.
Sections that are symmetrical in both planes are easier to roll straighten than nonsymmetrical sections. Sections that are
symmetrical in one plane but nonsymmetrical in the plane at 90° are usually best straightened in the symmetrical plane.
Axial adjustment of some of the rolls to produce additional straightening in the nonsymmetrical plane is necessary in this
method, as in the straightening of the angle section shown in Fig. 12.
Angles are best straightened in horizontal-shaft rolls
with the apex of the angle up and roll adjustment made
in the vertical plane. The angle lies naturally on the
feed table and is straightened in both directions. To
take out bends 90° to the plane in which the angle is
straightened, one or two top rolls are adjusted axially
to deflect the angle in this direction.
A structural channel can be passed through horizontal-
shaft rolls with the flanges of the channel up or down.
The upper rolls are staggered vertically and
horizontally to remove camber in both planes.
Square or nearly square bars can be straightened on the
diagonal in a single-plane machine using V-shaped
upper and lower rolls (Fig. 13a) similar to the upper
rolls used for straightening the angle shown in Fig. 12.
In this method of straightening, only the shaded
portion of the cross section shown in Fig. 13(b) is
stressed beyond the elastic limit; therefore, the results
may not be satisfactory. A square is better straightened
in a two-plane machine, in which the areas stressed
beyond the elastic limit are greater and more nearly symmetrical, as shown in Fig. 13(c). Square and hexagonal bars as
large as 102 mm (4 in.) and flat bars as wide as 305 mm (12 in.) are straightened in roll straighteners. Larger bars are
usually straightened in presses.
Fig. 12 Roll straightening of a structural ang
le. The top
rolls can be adjusted horizontally and vertically.
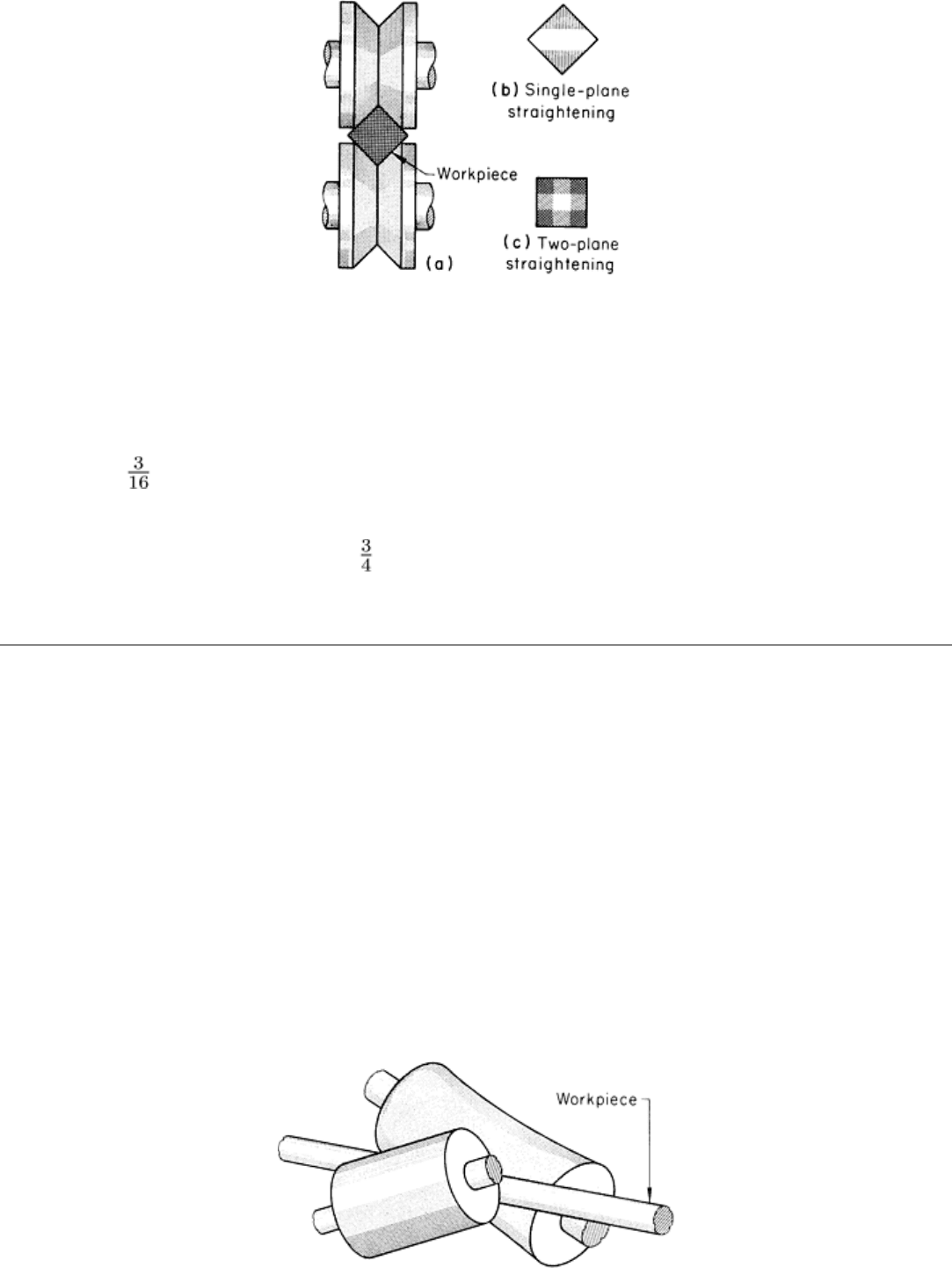
Fig. 13 Roll straightening of square bars. (a) Setup for single-
plane roll straightening. (b) and (c) Stress
patterns that result from single-plane and two-plane straightening.
Bars of low-carbon steel seldom change size in straightening. Steel having 0.30% C or more may enlarge slightly in
section because straightening redistributes the stress that remains from previous operations. For example, a bar of 1045
steel 30 mm (1 in.) square may enlarge 0.05 mm (0.002 in.) in one pass through a roll straightener, and 0.10 mm
(0.004 in.) in two passes. The bars shorten as they enlarge in section in accordance with the Poisson's ratio of the material.
Square, hexagonal, and flat bars to 19 mm ( in.) in cross section are sometimes cold drawn from coils of hot-rolled
stock. The drawn bars are straightened in roll straighteners and sheared to length. To correct the curvature resulting from
coiling, rotary or two-plane straighteners with sets of six to eight rolls in each plane are used.
Straightening of Bars, Shapes, and Long Parts
Rotary Straighteners
Round bars or shaftlike parts of all types of metal are straightened in rotary straightening machines of two basic types:
crossed-axis-roll machines and rotary-arbor machines. The basic principle of rotary straightening is that the workpiece is
fed forward and deflected beyond its elastic limit by crossed-axis rolls that also impart the rotary motion. The surface of
the bar is alternately subjected to tensile and compressive stresses as it rotates in the straightener. Rotary straighteners are
available with two to nine rolls.
A two-roll rotary straightener consists of two rolls that are directly opposed and positively driven. One of the rolls
is concave, and the other has a relatively straight face (Fig. 14). The angularity adjustment of the rolls at opposite
inclinations rotates and feeds the bar through the machine. Straightening is accomplished by flexing the workpiece into
the throat of the concave roll by the modified straight-face roll (Fig. 3d). The bar is positioned vertically by means of a
bottom guide or top and bottom guides (not shown in Fig. 14) so that the axis of the bar coincides with the centerline of
its path between the rolls.
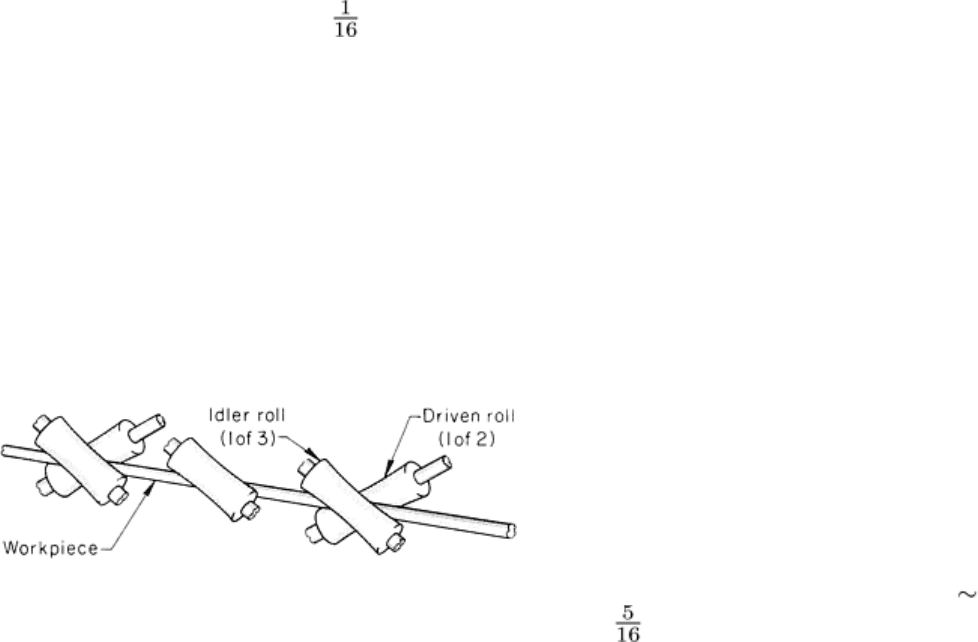
Fig. 14 Arrangement of rolls in a two-roll rotary straightener (top and bottom guides not shown).
The amount of bend given a bar as it passes through the machine depends on two adjustments made by the operator:
• The angle of the rolls to the axis of the bar
• The roll pressure, which is selected by adjusting one of the rolls toward or away from the other
Roll-angle and pressure adjustments depend on the size of the bar being straightened and its mechanical properties. In
general, the larger the bar, the greater the roll angle, provided the mechanical properties are about the same. A heat-
treated bar (tensile strength: 862 to 1030 MPa, or 125 to 150 ksi) will require a smaller roll angle and more pressure than
a bar of the same size and grade that has been annealed, or annealed and cold drawn.
In two-roll rotary straightening, the workpiece is subjected to a continuous straightening action from the point of entrance
to the work rolls to the end of the workpiece as it leaves the rolls. Therefore, there is no variation in size within the bar, as
is sometimes encountered with multiroll straighteners. Two-roll straighteners can be used for short workpieces, such as
rocker-arm shafts and chain-link pins, because all of the flexing is contained within the cavity of one roll. Two-roll
straighteners are also used for sizing or for correcting out-of-roundness in hot-rolled bars. Extremely soft metal may be
reduced in diameter if too much pressure or too large a roll angle is used. Two-roll straighteners can be used to remove
end kinks and to round out squashed ends, both of which sometimes occur when bars are cold sheared to length prior to
straightening.
Two-roll rotary straighteners inherently have a lower through speed than multiroll straighteners. The roll inclination must
be kept lower (about 20°) in two-roll straighteners; therefore, the rotational speed of the bar is much higher in relationship
to the forward speed.
The span over which bending takes place is considerably shorter in two-roll machines than in multiroll rotary
straighteners, because in two-roll machines all bending takes place within the length of the rolls and not from roll to roll.
With such a short span, much more force must be applied to the bar by the bending equipment than with multiroll
machines. Bars from 1.6 to 255 mm ( to 10 in.) in diameter can be straightened in two-roll rotary machines.
In addition to finish straightening, the two-roll rotary machine can be used to rough straighten hot-rolled round bars,
which may be very crooked and may have sharp hooks and round and scaly surfaces; to straighten and size cold-drawn
round bars, which may be bowed but have no sharp bends; and to polish or burnish to improve surface finish after
grinding. Additional rolls should be kept for straightening only, sizing only, and polishing only.
Multiroll Rotary Straighteners. Another type of machine used in the straightening of bars is the multiroll rotary
straightener. Figure 15 shows a five-roll rotary straightener, which consists of two driven rolls and three idler rolls. The
two end idlers oppose the driven rolls, and between them is the middle or pressure roll. All rolls are concave, and the roll
inclination is adjustable in order to obtain the maximum length of contact between the roll surface and the workpiece (see
also Fig. 3e). Bottom cast iron guide shoes are located at the entry and exit ends between the driven rolls and their
respective opposing idlers to position the bar properly.
A six-roll rotary straightener has a roll arrangement
similar to that of a five-roll machine; the sixth roll is
placed either opposite the middle roll or outboard of
the exit-end powered rolls (see these roll
arrangements in Fig. 3f). Seven-roll arrangements
consist of two three-roll clusters with a middle idler
roll (Fig. 3g). Small cluster-roll straighteners have
been extensively used for specialty work on small
workpieces, such as valve push rods ( 7.9 mm, or
in., in diameter) and rocker-arm shafts; however,
these straighteners are used most often for
Fig. 15 Arrangement of rolls in a five-roll rotary straightener.
straightening large tubing (60 to 610 mm, or 2 to 24 in., in diameter).
In operation, the rolls are angularly adjusted to accommodate various bar sizes. With the average angle selected as 30°,
the adjustment may vary from about 28 to 30°, depending on the size of the bar being straightened.
In a five-roll straightener, the middle idler roll is adjusted to put enough bend in the bar to exceed the elastic limit of the
metal. As the bar is fed through the straightener and rotated by the entrance and exit rolls, the adjustment of the pressure
roll causes the bar to bend beyond its elastic limit in all directions perpendicular to its longitudinal axis. This action
produces a straight bar with symmetrical stresses.
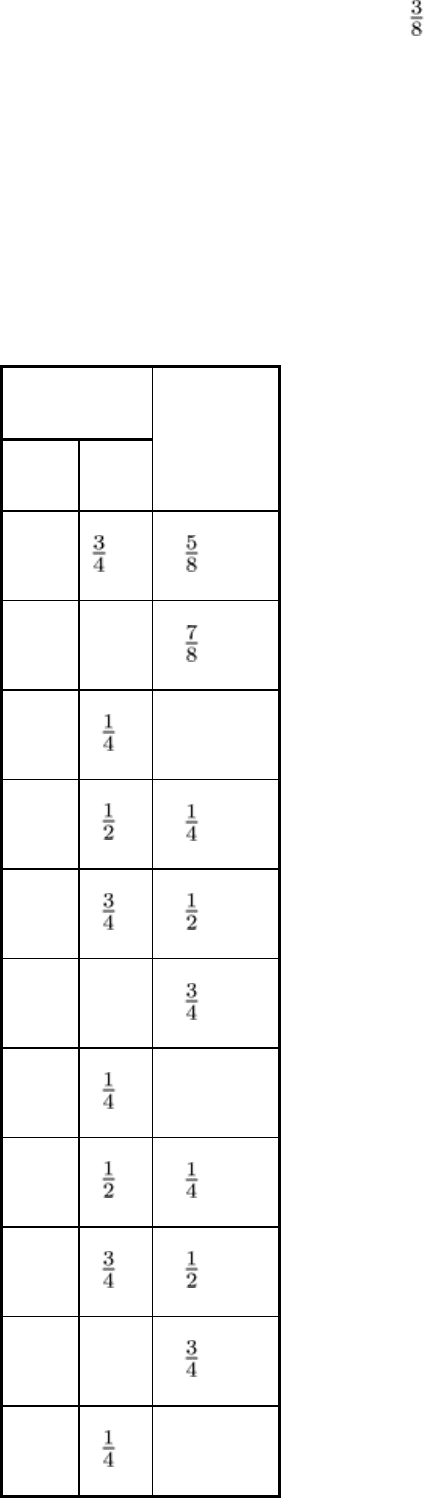
Optimum settings of roll angle vary somewhat with bar size. Typical settings are given in Table 1.
Table 1 Typical settings of roll angle for five-roll rotary straighteners for use on bars of various diameters
Diameter of bar
mm in.
Setting of roll
angle, degree
19
26
25 1
26
32
1
27
38
1
27
44
1
27
50 2
27
57
2
28
64
2
28
70
2
28
75 3
28
83
3
29
89
3
29
95
3
29
102 4
29
108
4
29
114
4
30
Recommended settings for the starting setup; these will vary slightly in the actual setup used.
Cold-drawn bars that are straightened in a multiroll rotary straightener usually increase in diameter during the
straightening operation. Low-carbon steel bars with up to about 0.15% C show a negligible increase in diameter.
However, as the carbon content increases, the amount of change increases. It is not uncommon for 50-mm (2-in.) diam
cold-drawn bars of 1050 steel to increase as much as 0.1 mm (0.004 in.) in diameter. These bars will decrease in length by
about 13 mm per 3.7 m ( in. per 12 ft) as a result of the increase in diameter. This shortening must be considered when
bars are cut to exact lengths before straightening.
When cold-drawn bars are to be straightened in a multiroll rotary straightener, selection of the cold-drawing die size is
important if the bars are to be held within standard size tolerances. Most grades, particularly those having high carbon
content, should be drawn to the low side of the diameter tolerance to compensate for the increase during straightening.
The extreme ends of the bars, which do not get the full effect of the bend by the pressure roll, do not increase in diameter.
After straightening, the bar ends will remain the same size as when cold drawn.
Straightening in a multiroll rotary straightener does not work harden the bar stock to any appreciable extent. This is
desirable when the bars are to be cold headed or cold extruded.
The basic five-roll straightener has been modified so that four of the rolls are driven and only the middle pressure roll is
an idler. The heavier feeding pressure obtainable with driven entry and exit pressure rolls is advantageous in that a
polishing effect can be obtained on products such as cold-drawn steel. In addition, the driven rolls provide more traction
so that a heavier deflection can be exerted by the middle straightening roll.
In a further modification of the five-roll straightener, all five rolls are driven. This eliminates the need for guides between
the rolls, but roll speed synchronization becomes important.
Hot-rolled round steel bars are generally straightened commercially in two-roll or multiroll rotary straighteners. Bars as
large as 255 mm (10 in.) in diameter and having yield strengths up to 690 MPa (100 ksi) have been straightened in these
machines. Some machines are modified by adding hydraulic loading to the straightening mechanisms and by adding a
shear pin to provide for any shock loading that might be encountered because of the extreme out-of-roundness of large
hot-finished bars.
Rotary-arbor straighteners are used to straighten coiled rod or wire up to 32 mm (1 in.) in diameter. The
straightening is done by an arbor rotating around the wire as it passes through the machine, as shown in Fig. 16 (see also
Fig. 3h). The arbor encloses five pairs of cast iron straightening dies. The dies are equally spaced in a fixed spacing that
relates to the size capacity of the machine. The greater the capacity, the greater the fixed spacing of the dies.
The dies, bell-mouthed for easier entrance of the
wire, are locked in place by adjusting screws. The
pairs of dies at the two ends of the straightener arbor
are set so that the wire is always at the center of the
arbor in these dies. The middle die is called the
pressure die because it is set to bend the wire
slightly, as shown in Fig. 16. The dies on either side
bend the wire slightly in the opposite direction.
The machine is set by trial. If the wire comes out
bowed, usually the pressure die has not been set to
bend the wire enough. If the wire comes out wavy,
the pressure die may be bending the wire too far.
Helical marks may be caused by lack of lubrication, imperfect dies, or an embedded sliver of metal.
Growth. During straightening in a rotary-arbor machine, most grades of cold-drawn carbon steel and of alloy steel with
more than 0.15% C, will increase in diameter (as much as 0.15 mm, or 0.006 in.) unless the wire has been stress relieved
before straightening.
Speed of straightening in rotary-arbor straighteners is usually 23 to 61 m (75 to 200 ft) per min, depending on the size
capacity of the machine and on the type of wire.
Cut lengths of bars are straightened in mechanisms such as the one shown in Fig. 17. A helical motion is imparted to
the bars by pairs of rotating, offset friction disks, which burnish the bar as they feed it through three straightening
bushings that turn freely in bearings. The middle bushing is adjusted to deflect the bar, just enough for good straightening
action. Such a machine made in various size capacities can straighten bars 2 to 32 mm ( to 1 in.) in diameter at
speeds of 28 to 50 m (92 to 164 ft) per min.
Straightening Stainless Steel for Cold Heading.
Coiled stainless steel wire (series 300 and 400) 1.6 to
15.5 mm (0.062 to 0.610 in.) in diameter requires
moderate straightness while being fed into cold-heading
machines. Wire 1.0 to 3.2 mm (0.040 to 0.125 in.) in
diameter can be hand straightened sufficiently for
entering the feed rolls. The feed rolls then pull the wire
with enough tension to remove the coil radius as the wire
leaves the coil reel. For parts having a length-to-
diameter ratio of 4 to 1 to 8 to 1, no further straightening
is necessary. The feed rolls provide sufficient
straightness to permit the blank to be cut to length and
transferred to the die station. After cold heading, the part
has the straightness obtained in the heading operation.
Parts up to 152 mm (6 in.) long cold headed in open-die
headers require a straightness of 0.1 mm in 102 mm
(0.004 in. in 4 in.). A single-plane five- or six-roll
straightener placed 90° to the feed roll is usually used.
Single-plane and two-plane straighteners mounted on portable pedestals are available as machine accessories.
Straightening of Bars, Shapes, and Long Parts
Automatic Press Roll Straightening
One of the fastest straightening processes available is the automatic press roll-straightening method. It is capable of
straightening small concentric parts at up to 1200 pieces per hour; larger parts with greater ovality, such as cold extrusion
axles and transmission shafts, can be made at 225 pieces per hour.
Fig. 16 Arrangement of rolls and dies in a rotary-
arbor
straightener used for the straightening of coiled rod or wire.
Fig. 17 Plan and
side views of a mechanism for
straightening cut lengths of bars.
Roll straightening features support and straightening roll assemblies that resemble those used in a roller V-block, but it
includes a headstock unit equipped with a drive mechanism to rotate the workpiece. This process uses a press frame with
a hydraulically powered ram (Fig. 18). Two or more lower support roll assemblies are mounted on the bed of the device,
while one or more upper support rolls are mounted on the ram. Additional roll assemblies are needed to straighten a series
of bows (known as snaking). The headstock consists of a chuck or driver used to rotate the workpiece. The equipment is
particularly suited to the straightening of cylindrical solid parts as well as tubular parts having walls that are thick enough
to withstand the pressure of the rolls without being deformed (see the article "Straightening of Tubing" in this Volume).
The process is initiated by placing the workpiece on the
lower rolls and having the driver move forward to engage
the part and to rotate the workpiece. The overhead rolls
situated on the ram are then applied to deflect the part in a
bowlike arc while the workpiece rotates. This procedure
subjects the material to a plastic strain. When the material
exceeds the yield point, the ram action is released to
complete the cycle.
The advantages of this method include a stretch-relieving
action that accompanies the straightening as well as the
ability to handle a wide range of types and degrees of out-
of-straightness conditions. Concentric parts with no ovality
can be held to a close tolerance and require minimal
operator skill.
The disadvantages of this technique are that it cannot be
used on nonround parts, thin-wall tubes, or parts having
variable diameters. Only hardened shafts with a hardness
of 38 HRC or less should be straightened using this method, because the depth of hardness limits its effectiveness.
Straightening of Bars, Shapes, and Long Parts
Moving-Insert Straightening
Designed for use on linear, flat, or irregularly shaped parts, moving-insert straightening is accomplished by reciprocal
strokes transmitted to tooling inserts by a rotary-cam action. When positioned between two rows of movable inserts
situated on a tool base, a part is subjected to a series of reciprocal strokes that overbend the workpiece by a preset amount
(Fig. 19). The amplitude of the movement is progressively reduced during the cycle until it approaches a straight line, at
which point the workpiece is also straight. The degree of bending movement and the number of bending cycles are
adjustable, and varying insert spacing is available to accommodate a wide range of soft or heat-treated components. The
primary advantages of this straightening technique are its ability to straighten flat or irregularly shaped parts, with or
without projections, bends, and so on; the ability to produce straightness or slight curves when needed; a tolerance as
close as 0.03 mm (0.001 in.) throughout the length of the part, depending on its configuration; and minimal skill
requirements imposed on the operator.
Fig. 18
Illustration of equipment used in automatic
press roll straightening.
Fig. 19 Moving-insert straightening for linear, flat, or irregularly shaped objects.
Straightening of Bars, Shapes, and Long Parts
Parallel-Rail Straightening
Parts that feature multiple diameters and heads, such as bolts and spindles, require a straightening device that adjusts to
the contours of the workpiece. The parallel-rail method performs this function by employing a series of parallel rails. One
group of rails is located on a slide, and the other group is located on a ram or head above and between the bottom rails. As
shown in Fig. 20, the cylindrical or thick-wall tubular part is positioned between the rails, and the ram is lowered by
adjustable hydraulic pressure to overbend the workpiece. Simultaneously, the lower slide moves forward and rotates the
workpiece. At the end of the stroke cycle, the pressure decreases to zero, and the part is now straightened. The
configuration of the workpiece determines the number and position of the adjustable rails needed to complete the
straightening operation.
Fig. 20 Parallel-rail straightening for cylindrical or thick-
wall tubular parts, either symmetrical or with variations

in diameter.
With this technique, production rates of 500 to 600 pieces per hour can be obtained with manual loading and unloading
methods. Production rates of 1000 pieces or more per hour can be obtained with automatic loading and unloading
equipment.
Among the advantages of parallel-rail straightening are:
• Minimal operator skill required
• Easy adjustment to make rails conform to workpiece configuration
• Complex parts featuring headed areas and multiple diameters can be straightened
• High production rates combined with low tooling costs
The primary disadvantage of parallel-rail straightening is that workpiece dimensions are limited by the machine width of
610 mm (24 in.) as well as maximum diameters of 20 mm (0.8 in.).
Straightening of Bars, Shapes, and Long Parts
Epicyclic Straightening
Epicyclic straightening is specifically suited to straightening linear parts, tubing, and solid cylindrical parts featuring a
variety of cross-sectional shapes. After the workpiece is securely supported by locating fixtures at either end, a
straightening arm secures the part in the approximate center of its length (additional straightening arms may be necessary
on some parts due to length and configuration considerations). The straightening arm is programmed to move in a circular
or elliptical path about the neutral axis of the part. The cross section of the part is taken through its elastic limit as the
amplitude of the arm motion is increased. At the elastic limit, the motion decreases, and the arm moves to a stationary
position at the neutral axis of the workpiece to produce a straight and stable part.
The motion of the straightening arm is a circular path for round parts, while parts with varying cross sections, such as an
I-beam section, require an elliptical path (Fig. 21). The feed rate should be maximized to reach the yield point as quickly
as possible. The degree of straightness required determines the feed rate necessary to return the part to its neutral axis.
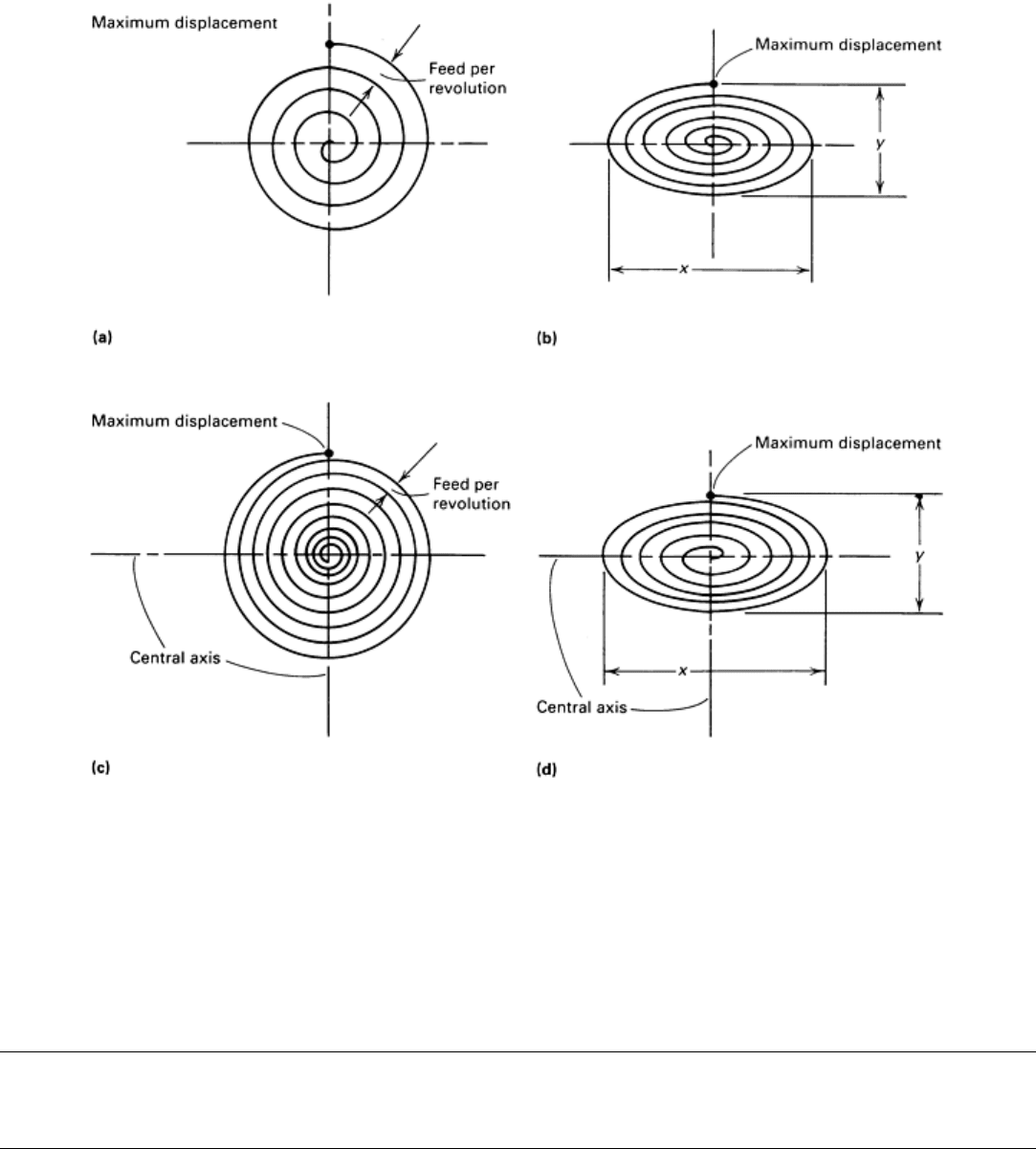
Fig. 21
Circular and elliptical paths of the motion arm on an epicyclic straightener. (a) Displacement circular.
(b) Displacement elliptical. Ratio x:y = 2:1. (c) Feed to central axis circular.
(d) Feed to central axis elliptical.
Ratio x:y = 2:1.
Epicyclic straightening can be used on such parts as I-beam axles, trailer axles, asymmetrical forgings, and thin-wall
propeller shaft or drive shaft tubes. Production rates range from 80 parts per hour (trailer axles) to 300 parts per hour
(propeller shaft tubes).
Straightening of Tubing
Revised by Philippe Delori, SMS Sutton, Inc.
Introduction
TUBING of any cross-sectional shape can be straightened by using equipment and techniques that are basically the same
as those discussed in the article "Straightening of Bars, Shapes, and Long Parts" in this Volume. In general, a round tube
that has warped in annealing or other heat treatment is given a rough-straightening pass in a press or a roll straightener,
followed by one or more passes in a rotary straightener and, if required, a finish pass in a press straightener.