ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.


has enough tailstock motion so that a workpiece 1.27 m (50 in.) long can be removed from a mandrel
1.27 m (50 in.) long. Many machines have been built with greater-than-s
tandard tailstock clearance so
that backward tube spinning can be used to the greatest advantage
The capacity in terms of force for spinning cones is seldom specified for tube spinning. A machine with the force
capability for spinning a 25-mm (1-in.) thick plate into a cone through a 50% reduction in one operation does not have the
capability of reducing a tube with a 25-mm (1-in.) thick wall 50% in one pass. Therefore, most tube spinning is done in
smaller reductions per pass.
Cone spinning is a shearing-type operation, while tube spinning is similar to extrusion, which requires higher compressive
forces. This has been determined by sectioning blanks, scribing the surfaces in block patterns, silver brazing them
together, spinning them (both shear and tube), and resectioning to expose the scribed surfaces. In the shear-spun parts, the
material is displaced along a shear plane, the square blocks resembling parallelograms; in the tube-spun parts, the squares
are elongated in the direction of the axis of the tube, but are compressed in the radial direction.
Most tube spinning is done on machines with two opposed rollers. This practice minimizes the deflection caused by
spinning with one roller when the length-to-diameter ratio of the mandrel and workpiece is large. Even on machines
employing opposed rollers, when the length-to-diameter ratio is excessively large, deflection of the mandrel is often a
problem because the mandrel and workpiece are pushed off center. To counteract this problem, machines have been built
with more than two rollers. When three or more rollers are used, they have the same centering effect as a steady rest.
Most modern tube-spinning machines are numerically controlled by computers. For spinning straight tubes, mechanical
stops can be used to limit the travel of the cross-slide unit and thus control the diameter of the workpiece. Numerically
controlled machines, however, are rarely run against such stops; computer control offers greater flexibility and the
advantage of compensating for deflection and taper. At least one very large machine has been retrofitted with laser
detectors to compensate for column deflection automatically. Accuracy with this system is in the range of ±0.038-mm
(0.0015-in.) wall thickness over more than 2.54 m (100 in.) in length at a nominal 2.54-mm (0.100-in.) wall thickness.
Tube Spinning
Revised by Jack D. Stewart, Sr., Stewart Enterprises, Inc.
Tools for Tube Spinning
The tools required for tube spinning are a mandrel, rollers (two are usually required), a puller ring (for removing the
workpiece from the mandrel), a drive ring (which can also be used as a puller ring), and a control system (such as
computer numerical control or a tracer system).
Mandrels. Many mandrels for tube spinning are made solid. However, as size increases and weight becomes excessive,
the usual practice is to hollow them out; this is done by coring if the mandrels are made from castings or by boring if they
are made from forgings or bars. Mandrels are sometimes fabricated from several machined components.
Mandrel wear is a major problem because of the severe service to which mandrels are subjected. Wear increases as the
strength of the work metal increases or as the wall thickness of the workpiece decreases. The only means of minimizing
mandrel wear or deterioration is to make the mandrels from extremely wear-resistant metals.
Alloy cast iron (usually hardened to about 58 HRC) is often used as a mandrel material for limited-production spinning.
In many cases, alloy cast iron (sometimes used as-cast) has given acceptable results even for medium-production
spinning, provided the work metal is easy to spin and the wall of the as-spun workpiece is not too thin. Conversely, when
the application is more severe, alloy cast iron mandrels have been known to fail by spalling and pitting after spinning only
a few pieces.
Mandrels made of steels such as 4150 and 52100 hardened to about 60 HRC have proved successful for many spinning
applications, particularly when severity, as determined by work metal and wall thickness, is considerably less than
maximum. In some applications, it has been desirable to sacrifice some wear resistance to gain toughness in the mandrel.
Under these conditions, a hot-work tool steel such as H12 hardened to 52 to 55 HRC has been used. Tool steels such as
D2 or D4 hardened to approximately 60 to 62 HRC have proved best for mandrels when service is rigorous, particularly
for high-production spinning.
Regardless of what mandrel material is used, best practice calls for a light polishing of the mandrel after every 10 to 20
workpieces. This is done to remove any metal pickup and therefore prevent scratches on the inside diameter of the
workpiece.
Rollers used for tube spinning are subjected to rigorous service. Typical tube-spinning rollers (tool rings) are shown in
Fig. 3. A surface finish of 0.25 μm (10 μin.) or better is preferred. Most of the rollers used for tube spinning are made
from D2 or D4 tool steel hardened to HRC 60 or slightly higher; M4 tool steel at 62 HRC has also given satisfactory
service. Rollers of M42 tool steel heat treated to 64 to 65 HRC and quadruple tempered have demonstrated excellent wear
resistance. Rollers made in accordance with this practice have been known to last for 4000 to 5000 h when spinning hot
rolled tubes of 1020 to 1025 steel.
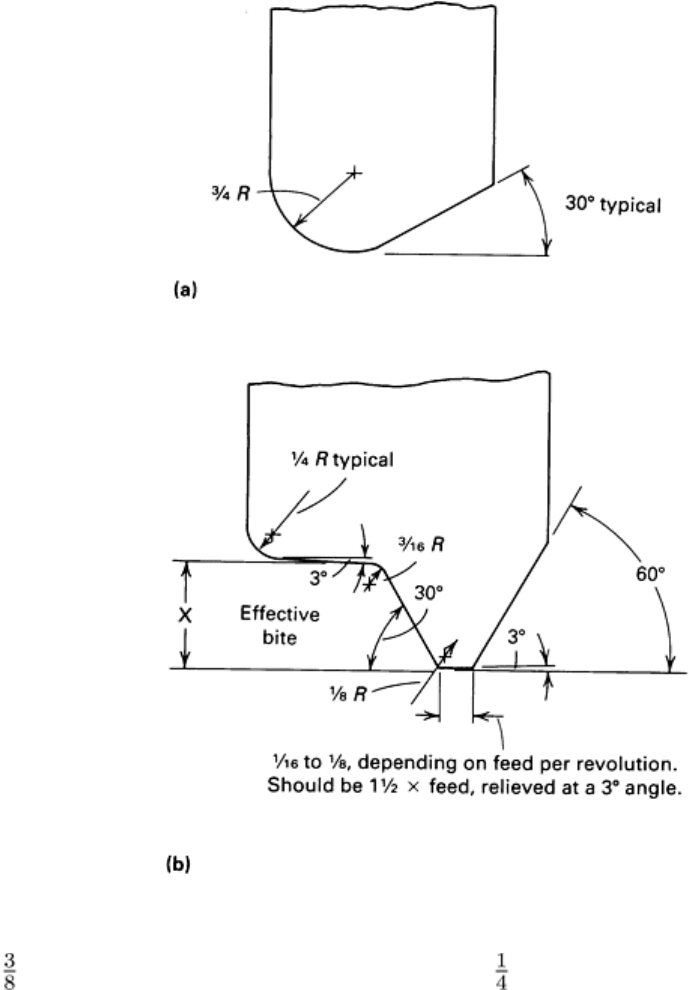
Fig. 3
Typical tool rings (rollers) used in tube spinning. (a) Pure radius tool ring. Common radii range from 9.5
to 25 mm ( to 1 in.); sets are usually prepared in 6.4 mm ( in.) increments. (b) Typical tube-
spinning tool
ring designed to operate p
roperly at bite X only. The ring must be changed for each different reduction desired.
Dimensions given in inches.
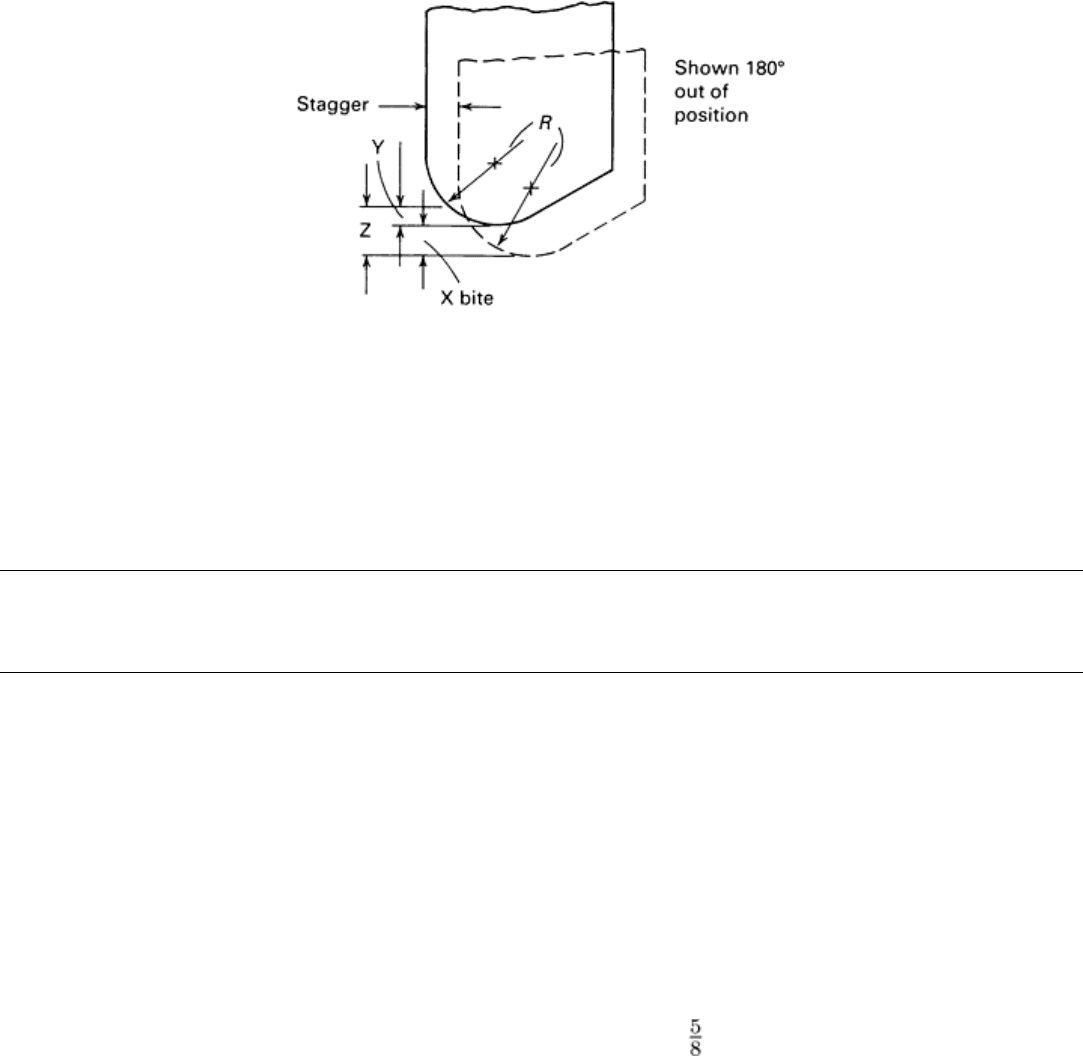
Staggered rollers have been successfully used for the forward spinning of workpieces such as missile cases. The two
rollers shown in Fig. 4 are staggered radially so that each takes a portion of the total bite. When this practice is employed,
the lead roller takes approximately 30% of the total bite, and the second roller takes the remainder. The only disadvantage
is that more power is required because more metal is moved per unit of time.
Fig. 4
Typical use of two staggered pure radius tool rings (rollers) for tube spinning. The lead tool ring is
normally set for a bite Y that is approximately 30% of the total bite Z.
Auxiliary tools for tube spinning, such as stock pullers and drive rings, are usually made from a low-carbon steel such
as 1020.
Tube Spinning
Revised by Jack D. Stewart, Sr., Stewart Enterprises, Inc.
Tube Wall Thickness Limitations
Limitations on the wall thickness of the preform that is practical for tube spinning are influenced by the formability
characteristics of the work metal and available power. Depending on the characteristics of the work metal, the minimum
reduction for the first pass is approximately 15%, but for many metals, it is greater than 15%. Because the reduction must
always be a percentage of wall thickness, power consumption increases with wall thickness.
Metals that can usually be spun satisfactorily using a wall reduction of 15% on the first pass include low- and medium-
carbon steels, alloy steels (including high-strength steels such as D-6ac), and all of the low-carbon stainless steels. With
the largest standard machine currently available, the maximum starting wall thickness for the above metals is about 28.6
mm (1.125 in.). Under certain circumstances, however, a larger starting wall thickness may be acceptable. For example, a
3 m (10 ft) diam Inconel ring with a starting wall thickness of 41.3 mm (1 in.) has been produced by spinning. The
main reason such a starting wall thickness could be used is the large diameter of the preform; there is a relationship
between preform starting wall thickness and diameter. Larger diameters permit thicker walls up to the machine power
limits.
Successful spinning of the softer metals, such as the aluminum alloys, requires a higher percentage of reduction per pass
(30% minimum) to prevent the formation of a large burr at the leading edges of the rollers. However, less force is
required to spin aluminum. Therefore, for spinning aluminum alloys 2014 and 2024, using the largest available machine,
the wall thickness of the preform can still be as great as 28.6 mm (1.125 in.), even though the percentage reduction is
greater than for higher-strength metals.

To spin extremely soft metals such as 3003 aluminum, percentage reduction per pass must be increased. For spinning this
grade of aluminum or other metals at a similar hardness, about 12.7 mm (0.500 in.) is the maximum wall thickness of the
preform. Spinning of thicker-wall preforms of soft metals has been accomplished, but subsequent machining operations
were required to produce acceptable surfaces.
Minimum Wall Thickness. The minimum thickness of preform wall that can be successfully spun is not clearly
established, although small preforms with walls as thin as 1.0 mm (0.040 in.) have been spun. Spinning of extremely thin-
wall preforms is infrequent.
Dimensional accuracy of the wall after spinning is not appreciably affected by preform thickness, provided total
reduction between process anneals is no greater than 80%.
Tube Spinning
Revised by Jack D. Stewart, Sr., Stewart Enterprises, Inc.
Effect of Machine Variables in Tube Spinning
The two basic machine variables that affect workpiece accuracy are feed per revolution and machine deflection.
Feed per revolution is of concern during the development phase of a tube-spinning operation because it directly
affects finished wall thickness, surface finish, and workpiece diameter. Increased feed per revolution will produce a
workpiece having greater wall thickness, smaller inside diameter (inside diameter lighter to the mandrel), and rougher
surface finish.
Because feed per revolution and roller radius or bite are interrelated, the effect of changes in feed per revolution can be
modified by changes in the dimensions of the roller. An increase in roller radius produces thicker walls, larger inside
diameters, and finer surface finishes on spun parts. Therefore, except for the effect on wall thickness, an increase in roller-
to-workpiece contact area through the use of increased roller radius has the same effect as a decrease in feed per
revolution. Similarly, increasing feed from 0.76 to 1.27 mm/rev (0.030 to 0.050 ipr) and increasing roller radius from 6.35
to 12.7 mm (0.250 to 0.500 in.) may cause an increase in wall thickness, but will have little or no effect on inside
diameter and surface finish. To maintain uniform wall thickness, the distance between the roller and the mandrel must be
decreased to compensate for the increased roller deflection that results from increases in feed per revolution or from
increased area of roller contact (larger radius).
Machine deflection varies among different machines and must be determined by experimentation for each different
setup. To some extent, deflection can be established for a particular size of machine. For example, it has been determined
that a 1.07 × 1.27 m (42 × 50 in.) movable-slide machine will have approximately 0.64 mm (0.025 in.) of deflection when
reducing D-6ac steel from a wall thickness of 2.92 to 1.78 mm (0.115 to 0.070 in.). However, roller shape, roller setting,
and feed per revolution can cause a variation in deflection ranging from 0.25 to 1.27 mm (0.010 to 0.050 in.). Whether or
not rollers are staggered (Fig. 4) has a marked effect on the magnitude of machine deflection.
Further variation in deflection among makes and models of machines can result from slight variations in the mechanical
condition of slides, roller-synchronizing systems, hydraulic circuits, or gear trains. These variables primarily affect the
uniformity of feed per revolution; if uniformity is not maintained during spinning the result will be a workpiece with
varying wall thickness.
Deflection must be compensated for. One technique for controlling workpiece diameter involves adjusting the feed per
revolution.
Machine variables cause the most difficulty in unit or low production. Once settings have been established for the
spinning of a given workpiece on a specific machine, it remains only to adjust for any changes in roller shape, roller wear,
or feed rate. If these adjustments are made, machine variables will not appreciably affect workpiece accuracy during
production runs.

Tube Spinning
Revised by Jack D. Stewart, Sr., Stewart Enterprises, Inc.
Finish of Tube-Spun Parts
Roller radius, composition and condition of work metal, feed per revolution, and lubricants affect the surface finish of
tube-spun workpieces.
Roller Radius. Standard rollers for tube spinning can be modified for a specific application to produce workpiece
finishes as good as 1 to 2 μm (40 to 80 μin.). Optimum results are usually obtained by modifications in lead angle, relief
angle, and width of flat, depending on the work metal and the reduction per pass. When surface finish is of secondary
importance, the standard type of roller is preferred because the contact area is low, thus minimizing horse-power
requirements. The main disadvantage of standard rollers is that any given shape is restricted to a narrow range of bite;
when there is a marked difference in reduction per pass and finish is highly important, it may be necessary to change
rollers between passes.
In most tube spinning, optimal surface finish is obtained by using large-radius rollers staggered and offset as shown in
Fig. 4. A surface finish of 0.5 to 1 μm (20 to 40 μin.) is common when using this type of tooling. Compared to standard
rollers, the large-radius rollers are also better adapted to producing consistent surface finishes where there is substantial
variation in percentage of reduction per pass. However, power demand is greater for large-radius rollers than for standard
rollers.
Work Metal Variables. Composition and condition of the work metal affect the surface finish obtained in tube
spinning. Some work metals are extremely susceptible to burring and tearing. For example, 6061-O aluminum alloy can
be reduced only a small amount in one pass because of its susceptibility to burring. However, when this alloy is solution
treated and aged, good surface finish can be obtained using reductions of 25 to 30% per pass. For optimal surface finish
on some work metals (notably cast preforms of stainless or maraging steels), a common technique is to make one
relatively heavy spinning pass (for example, 30%) and then take a light machining cut to remove burrs and tears prior to
additional spinning passes. Thick walls in conjunction with very small preform diameters, regardless of other conditions,
are likely to result in unacceptable surface finish.
Feed per revolution has a marked effect on surface finish in tube spinning. For an otherwise established set of
conditions, surface finish becomes rougher as feed rate is increased. In most tube spinning, dimensional accuracy is more
important than finish and must be given primary consideration in establishing rates of feed.
Lubricants. The effect of lubrication on surface finish is less important than might be expected, although efficient
lubrication is recommended for obtaining an optimal finish. During tube spinning, the most reliable indication of lubricant
efficiency is obtained by observing the lubricant pattern on the mandrel after workpiece removal. A thin, even film is
ideal. Dry spots indicate poor application, or breakdown during forming. Such conditions will result in scratches in the
workpiece inside diameter and excessive deterioration of the mandrel. Lubricants and coolants for all power spinning are
discussed in the article "Spinning" in this Volume.
Tube Spinning
Revised by Jack D. Stewart, Sr., Stewart Enterprises, Inc.
Speeds and Feeds for Tube Spinning
The technique for controlling speed is less complex for tube spinning than for cone spinning because in tube spinning
there is no substantial change in diameter during a spinning cycle. In tube spinning, best results are obtained by using
speeds considerably higher than would be used for most metal-cutting operations. Speeds used in practice vary widely
and depend greatly on the capabilities of the machine; 120 m/min (400 sfm) is about the minimum speed for best results
in any tube-spinning operation, and speeds much higher than 120 m/min (400 sfm) are usually preferred. The minimum
speed of 120 m/min (400 sfm) often limits the minimum size of the tube that can be spun because of limitations of spindle
speed. Speeds of 180 to 360 m/min (600 to 1200 sfm) are most common, mainly because this range is more compatible
with spindle speeds for the size of the work being spun.
Maximum speed is not critical for tube spinning until adequate coolant cannot reach the roller contact points and the
workpiece overheats. Similarly, there is no close correlation between work metal composition and spinning speed.
Feeds for tube spinning may be expressed either as millimeters (inches) per revolution or as millimeters (inches) per
minute. Feeds used in practice cover a range as great as 38 to 380 mm/min (1.5 to 15 ipm). In terms of millimeters per
revolution, feeds vary from approximately 0.076 to 0.20 mm/rev (0.003 to 0.080 in./rev). However, most tube spinning is
done at the lower rates of feed.
A higher feed rate usually results in a coarser finish on the workpiece. Feeds are often adjusted as required to obtain a
specified dimension.
Tube Spinning
Revised by Jack D. Stewart, Sr., Stewart Enterprises, Inc.
Effects of Tube Spinning on Work Metal Properties
Tube spinning cold works the metal and has a marked effect on its properties; the magnitude of change depends on the
percentage reduction and the susceptibility of the metal to work hardening. Table 1 shows how percentage reduction
affects the tensile strength, yield strength, and elongation of 1015 steel tube.
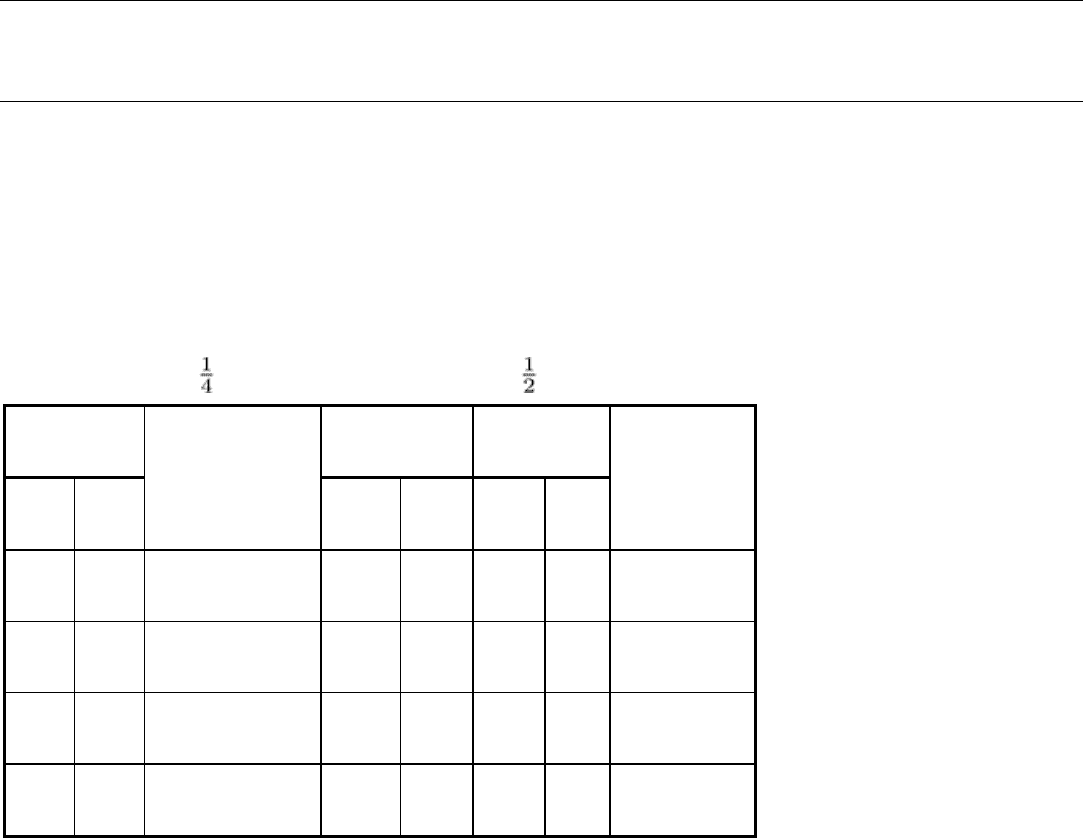
Table 1 Effect of increasing reduction in wall thickness on mechanical properties of 1015 steel tube
Preform was 184 mm (7 in.) in outside diameter by 12.7 mm ( in.) in wall thickness.
Wall thickness
Tensile strength
Yield strength
mm in.
Total reduction, %
MPa ksi MPa ksi
Elongation, %,
in 50 mm (2 in.)
12.73 0.501 0 386 56 229 33.2
34.5
10.46 0.412 17.5 541 78.5 476 69.4
13.5
8.33 0.328 35 572 83 525 76.2
12.5
4.90 0.193 61 598 86.8 542 78.6
11
The change in strength and ductility for several metals after various percentages of reduction of wall thickness is given in
Table 2; the influence of composition is evident. For example, 4130 steel during a wall reduction of 80% increased 72%
in tensile strength and decreased 71% in ductility (measured by elongation). Type 304 stainless steel subjected to the
same wall reduction increased 202% in tensile strength and decreased 88% in elongation.
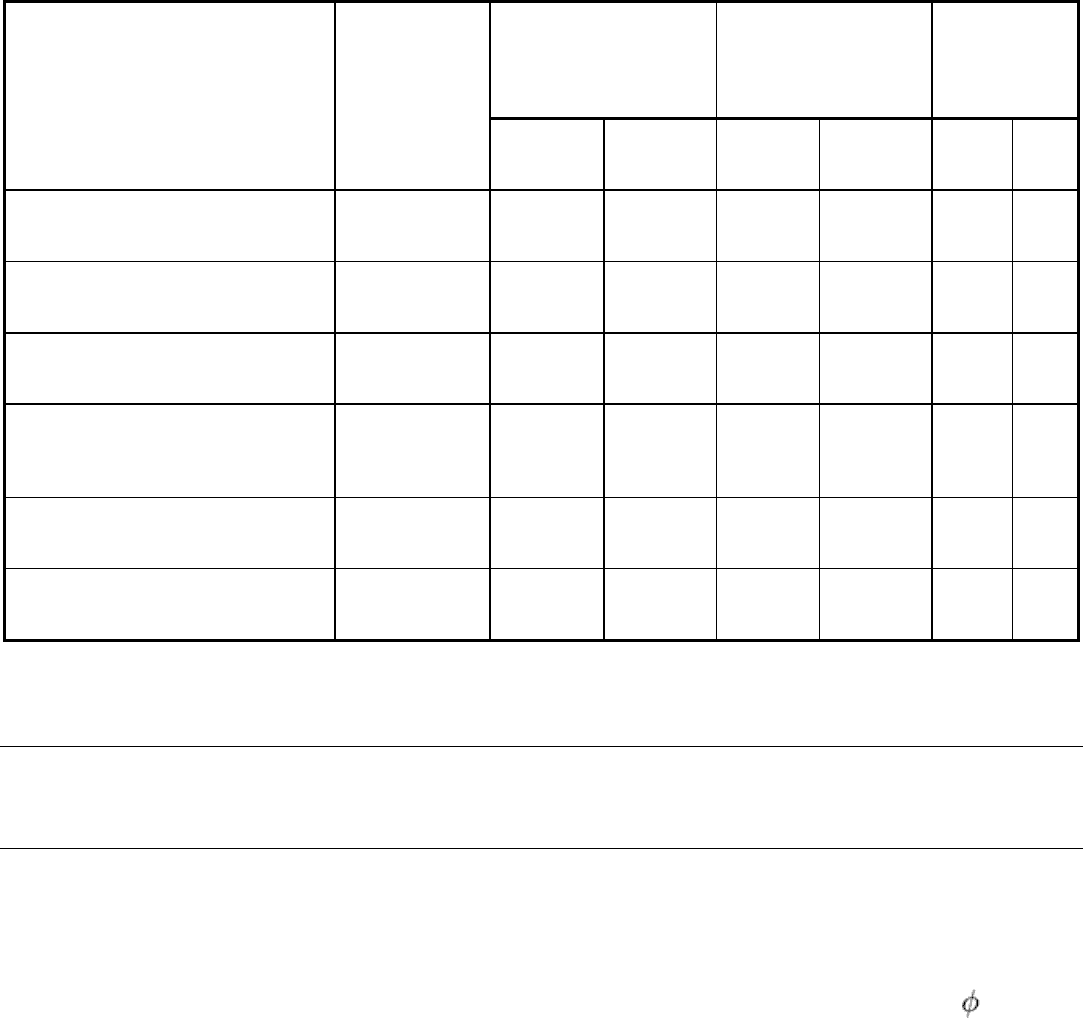
Table 2 Mechanical properties of various alloys before and after power spinning
Tensile strength, MPa
(ksi)
Yield strength, MPa
(ksi)
Elongation in
50
mm (2 in.), %
Alloy Reduction in
wall
thickness, %
Before After Before After Before
After
1010 to 1020 steel, hot rolled 50 386 (56) 600 (87) 228 (33) 541 (79) 34.5
11
1020 steel, cold rolled 65 421 (61) 758 (110) 310 (45) 621 (90) 30
9
1045 steel 70 518 (75) 793 (115) 351 (51) 703 (102) 30
8
Alloy steel (Fe-0.44C-1.49Si-1.98Cr-
0.48Mo)
91 758 (110) 1910 (277) 534 (77.5)
1600 (232) 19.3
9
4130 steel 80 560 (81) 965 (140) 360 (52) 721 (104.5)
28
8
Type 304 stainless steel 80 593 (86) 1792 (260) 233 (34) 1172 (170) 65.6
8
Tube Spinning
Revised by Jack D. Stewart, Sr., Stewart Enterprises, Inc.
Tube Spinnability
The spinnability of a metal is the maximum reduction it can withstand before failure during spinning. A test setup for
determining tube spinnability by forward spinning is shown in Fig. 5. The roller path was set at an angle, , of 2 to 4°
such that the wall thickness of the tube was gradually reduced from t
0
to t
f
, where the tube failed. Typical sections from
the tests (Fig. 6) show that 2024-T4 aluminum fractured under the roller in a brittle manner, while 6061-T6 aluminum,
annealed copper, and low-carbon steel all failed in tension behind the roller. A similar transition in the type of failure has
also been observed in shear spinning. The complete agreement between maximum reduction in shear and tube spinning is
noteworthy. Therefore, as in shear spinning, maximum reduction in tube spinning can be estimated from the reduction of
area in a tension test.
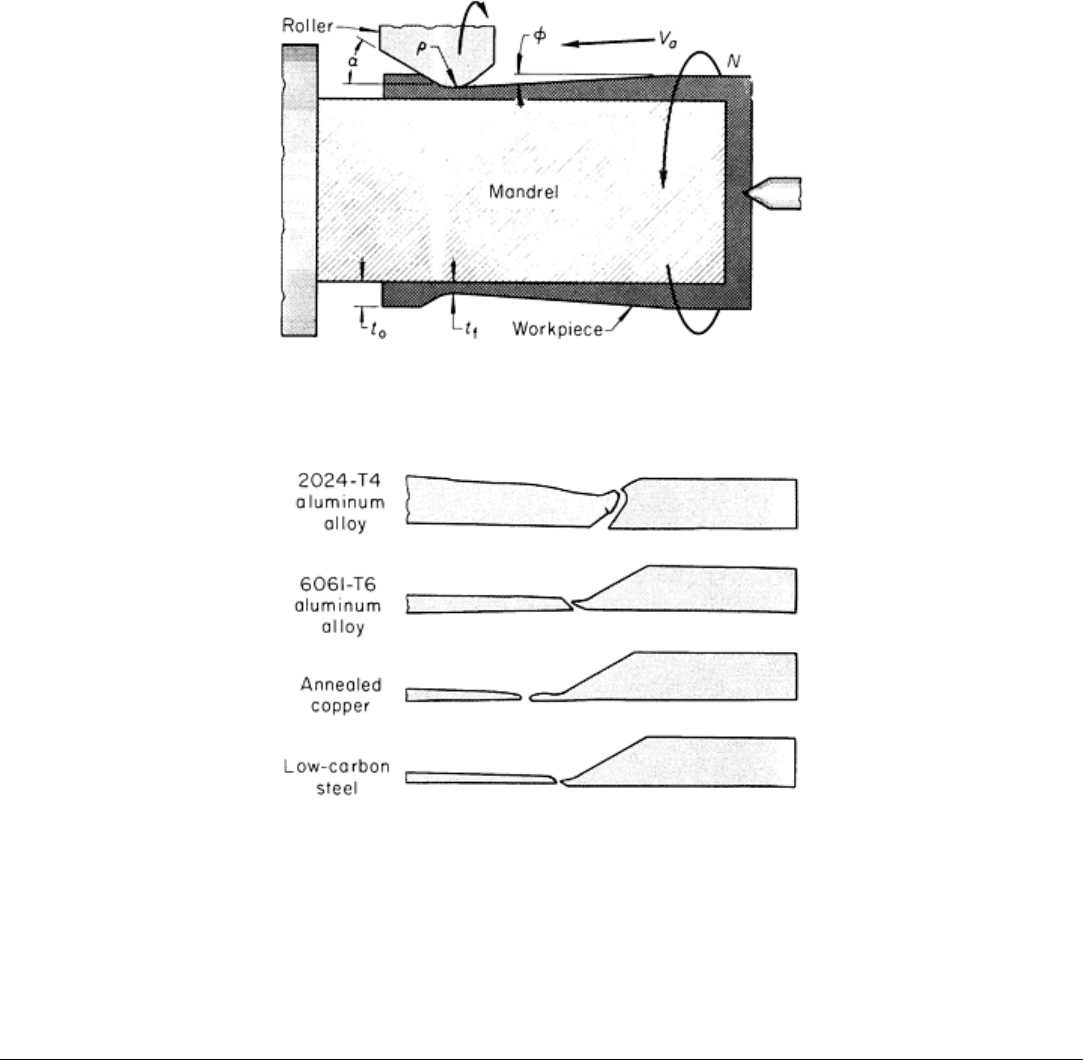
Fig. 5 Setup for testing tube spinnability.
Fig. 6 Locations of fractures in tubes of four different metals tested for spinnability.
In studies of the effects of feed, roller corner radius, and roller angle on maximum tube-spinning reduction, only feed had
an adverse influence; the other variables had no appreciable influence. Up to a tensile reduction of area of approximately
45%, maximum reduction in tube spinning depends on the ductility of the metal, and beyond this range, there is a
maximum spinning reduction of about 80% regardless of the ductility of the work metal.
Straightening of Bars, Shapes, and Long Parts
Introduction
BARS, bar sections, structural shapes, and long parts are straightened by bending, twisting, or stretching. Deviation from
straightness in round bars can be expressed either as camber (deviation from a straight line) or as total indicator reading
(TIR) per unit of length. Total indicator reading, which is twice the camber, is measured by rotating a round bar on its
axis on rollers or centers and recording the needle travel on a dial gage placed in contact with the bar surface, generally
midway between the supports. The indicator reading divided by the distance between the supports gives the straightness
in total indicator reading per unit of length. Alternatively, the deviation is expressed in terms of the distance between the
supports. The effect that changing the distance between supports has on the reading is illustrated in Fig. 1; the difference
in readings illustrates the importance of including support distance and location of indicators in a straightness
specification.
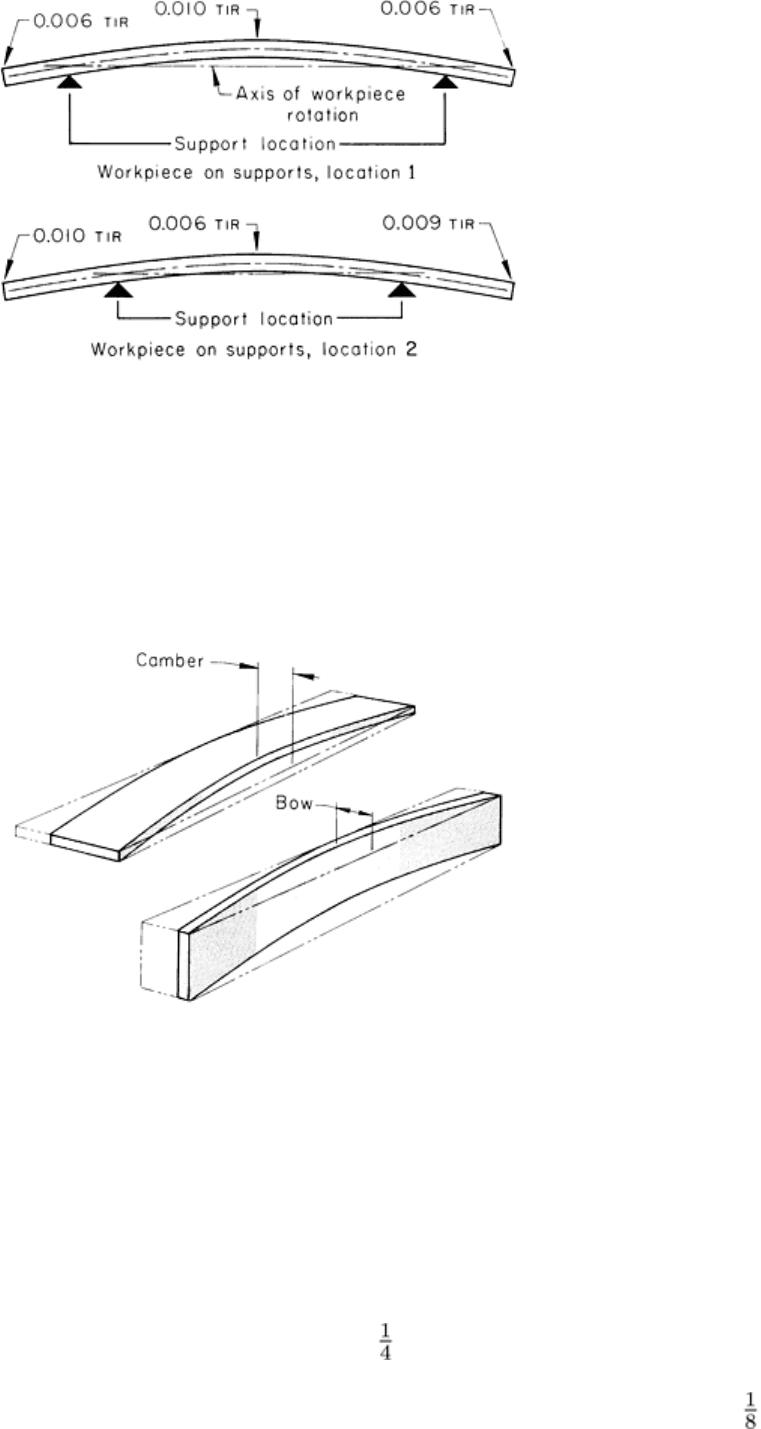
Fig. 1 Effect of distance between supports on straightness readings for round bars.
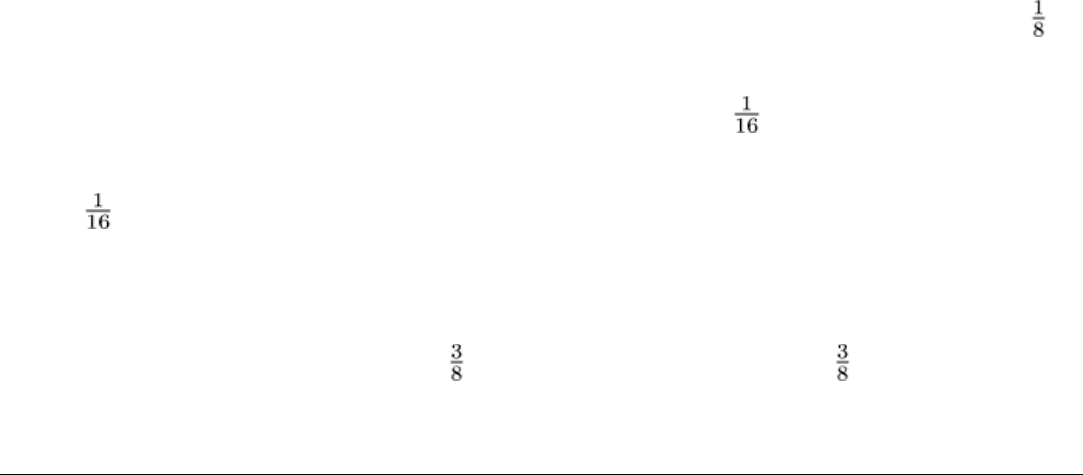
Sections other than round are usually checked for camber by placing a straightedge against the bar and measuring with
suitable gages the distance between the straightedge and the bar at the midpoint of its length. In flat bars and structural
members, camber is sometimes referred to as the deviation from straightness parallel to the width, and bow as the
deviation parallel to the thickness (Fig. 2).
Fig. 2 Camber and bow in flat bars.
Runout is minimal at the nodes of curvature. If a bar has compound curvature, it can be misleading to check for camber or
total indicator reading only at the midpoint of the bar length. Serious errors may result unless dial-gage readings are taken
at short intervals over the entire length of the bar, or unless gangs of indicators are used at short intervals along the bar.
Straightness Tolerances. Federal Specification 48 ("Tolerances for Steel and Iron Wrought Products") establishes
the straightness tolerances on some steels as:
• Hot-rolled carbon steel bars: 6.4 mm deviation per 1.5 m ( in. deviation per 5 ft)
or 4.2 mm per m
(0.050 in. per ft)
• Hot-rolled alloy steel and high-strength low-alloy steel bars: 3.2 mm deviation per 1.5 m (
in.
deviation per 5 ft) or 2.1 mm per m (0.025 in. per ft)
• Hot-rolled stainless steel and heat-resisting steel bars for machining: 3.2 mm deviation per 1.5 m (
in.
deviation per 5 ft) but not to exceed 2.1 mm per m (0.025 in. per ft)
• Cold-
finished carbon steel bars; turned, ground, and polished bars, or drawn, ground, and polished bars:
machine straightened within limits (1.6 mm deviation per 1.5 m or
in. deviation per 5 ft) reasonable
for satisfactory machining in an automatic bar machine
• Cold-finished stainless steel and heat-resistant steel bars f
or machining: 1.6 mm deviation per 1.5 m
( in. deviation per 5 ft) but not to exceed 1.0 mm per m (0.0125 in. per ft)
• Carbon steel, stainless steel, and heat-
resistant steel structural shapes (except wide flange sections): 2.1
mm deviation per m (0.025 in. deviation per ft)
• Wide flange sections used as beams: 1.0 mm deviation per m (0.0125 in. deviation per ft)
• Wide flange sections used as colu
mns: up to 14 m (45 ft) long, 1.0 mm deviation per m (0.0125 in.
deviation per ft) but not over 9.5 mm ( in.); over 14 m (45 ft) long, 9.5 mm (
in.) plus 1.0 mm per m
(0.0125 in. per ft) beyond the 14 m (45 ft) length
Straightening of Bars, Shapes, and Long Parts
Material Displacement Straightening
Manual Straightening. The original method of hand straightening is still extensively used when accuracy and
precision are required or when the shape of the bar or part makes machine straightening impractical. The tools used in
manual straightening include hammers and mallets, anvils, surface tables, vises, levers, grooved blocks, grooved rolls,
twisting devices, various fixtures, and heating torches. The use of a grooved block (Fig. 3a) illustrates the basic principle
of manual straightening by bending.