ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.


In compression bending equipment, where the tube is clamped to a nonrotating form block, a wiper shoe replaces the
pressure die. Its relationship to the workpiece is similar to that of the stationary die described above in that the wiper shoe
slides over the workpiece. However, instead of being fixed, the wiper shoe revolves around the stationary form block,
progressively pressing the tube into the form block groove. For most applications, the length of the wiper shoe is from
three to five times the outside diameter of the tube. The wiper shoe is made of tool steel and hardened to 55 to 60 HRC, or
of a bearing bronze.
Wiper dies are stationary straight-groove dies (not to be confused with the wiper shoes described above) that are
sometimes needed in draw bending to support the tube on the side opposite the pressure die as the tube is about to be
drawn into the contour of the form block. Metal that will form the inside of the bend undergoes severe compression that is
transmitted back toward the as yet unbent end of the tube, where it could cause wrinkles if not for the support of the wiper
die.
The wiper die has a groove that is machined and ground to conform to the tube being bent and to fit the groove and lips of
the form block, ending in a featheredge pointing toward the tangent point of the bend and extending to within 3.2 to 13
mm ( to in.) of the tangent point. Although it is difficult to maintain this distance without deflection, it must be done
meticulously if the wiper die is to prevent compression wrinkles. Wiper dies are machined from 52100 (or L2 tool steel)
for low-carbon steel tubing or from aluminum bronze for stainless steel tubing. Wiper dies are never hardened.
Mandrels, which are described in detail in the following section of this article, are of three general types--rigid, flexible,
and articulated--and are made to support the inside of the tube during bending. Rigid mandrels fit the interior of the tube,
and are sometimes shaped to conform to the start of the bend. However, because they are rigid, they support the entire
circumference of the tube only as far as the point of bending and not beyond the tangent of the bend. Plug mandrels and
formed mandrels are included in this category.
Flexible mandrels bend with the tube. They are generally built up of shims or laminae. This type of mandrel is sometimes
used with square tubes and box sections where only a few bends are needed. Inserting and removing flexible mandrels is
usually difficult. Articulated mandrels include ball mandrels (discussed below) and various other shaped mandrels that are
used in much the same way as ball mandrels.
Loose fillers such as sand and various low-melting alloys also serve as mandrels for low-production applications.
Dies used in press-type bending machines are similar to those described in the article "Bending of Bars and Bar Sections"
in this Volume. Dies, including wing dies for bending presses, may have grooves for one to six tubes to be bent in one
press stroke.
Formed rolls are used in the roll bending of tubes. Grooves corresponding to the outer surfaces of the tubes to be bent
are cut or ground into the outer surfaces of the rolls so that they fit the surface of the tube as it is bent. A more complete
description of the rolls used in roll bending is available in the article "Three-Roll Forming" in this Volume.
Bending and Forming of Tubing
Bending Tubing With a Mandrel
Mandrels are sometimes used in bending to prevent collapse of the tubing or uncontrolled flattening in the bend. A
mandrel cannot correct failure in bending after the failure has begun, nor can it remove wrinkles.
Figure 1 shows five types of mandrels used in the bending of tubing. The plug mandrel and the formed mandrel are rigid,
but the three other types shown are flexible or jointed to reach farther into the bend.
Fig. 1
Five types of mandrels used in the bending of tubing. Broken vertical lines are points at which bends
should be tangential to mandrel centerlines.
The largest diameter of the rigid portion of the mandrel should reach a short distance into the bend; the distance that it
extends past the tangent straight portion depends on the type of mandrel and the size of the tube and is usually established
by trial. If the mandrel extends too far, it can cause a bulge in the bend. Conversely, if the mandrel does not extend far
enough, wrinkles may form, or the outer tube surface may flatten in the bend area.
The need for a mandrel depends on the tube and bend ratios. The tube ratio is D/t, where D is the outside diameter and t is
the wall thickness. The bend ratio is R/D, where R is the radius of bend measured to the centerline.
Table 3 can be used to determine whether or not a mandrel is needed for bending steel tubing. Figure 2 shows the usual
conditions that require the use of a mandrel and what type of a mandrel is needed.
Table 3 Minimum centerline radii for bending steel tubing without a mandrel
Tubing
outside
diameter
Minimum centerline radius for tubing with wall thickness, mm (in.), of:
mm
in. 0.89
mm
(0.035)
in.
1.24
mm
(0.049)
in.
1.65
mm
(0.065)
in.
2.11
mm
(0.083)
in.
2.36
mm
(0.093)
in.
3.05
mm
(0.120)
in.
4.8
7.9
6.4
4.8
. . . . . . . . . . . . . . .
. . .
6.4
13
9.5
7.9
. . . . . . . . . . . . . . .
. . .
7.9
22
19
16
. . . . . . . . . . . . . . .
. . .
9.5
38
1
32
1
29
1
25 1 . . . . . . . . .
. . .
13
57
2
50 2 44
1
38
1
. . . . . . . . .
. . .
19
102 4 75 3 64
2
50 2 . . . . . . . . .
. . .
25 1 203 8 152 6 102 4 75 3 50 2 50
2
38
1
. . . . . . . . . . . . 305 12 254 10 203 8 152
6
50 2 . . . . . . . . . . . . . . . . . . 610 24 508 20 406
16
64
2
. . . . . . . . . . . . . . . . . . . . . . . . 610 24 508
20
75 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 635 25
Fig. 2 Nomographs for determining when a mandrel is needed and the correct type to use.
See text for
explanation.
The nomographs given in Fig. 2 are used in two steps to determine if and when a mandrel is required and which specific
type will suffice. In nomograph A, the first step is to find the tube ratio and the bend ratio in the left-hand and center
scales and to lay a straightedge across them. The zone on the right-hand scale where the straightedge falls shows whether
or not a mandrel is required, and which type. Bends for which D/t is more than 40 always require a multiball mandrel.
If a multiball mandrel is indicated, step two requires the user to refer to nomograph B in Fig. 2. As before, the tube ratio
and the bend ratio are located in the left-hand and center scales and a straightedge is laid across them. The number of balls
needed in the multiball mandrel will be indicated on the right-hand scale.
Plug and formed mandrels are fixed, and the tube is drawn over the tip of the mandrel in forming. This action work
hardens the tube so that it resists flattening during bending. Clearance between the mandrel and the inside of the tube
should not be more than 20% of the wall thickness. If the mandrel is too tight, the tube is likely to fail in the bend.
Mandrels are necessary in tubes other than round in order to avoid distortion of the cross section. The use of plug and
formed mandrels is shown in the following two examples.
Example 3: Use of a Plug Mandrel in Bending Welded Low-Carbon Steel Pipe.
A short length of 19 mm ( in.) pipe (26.67 mm, or 1.050 in., OD by 2.87 mm, or 0.113 in., wall) of welded low-carbon
steel was bent 90° to a 50 mm (2 in.) radius. Despite the thick wall, the small bend radius made it necessary to use a plug
mandrel to support the pipe against flattening. Other tools used were a form block, a clamp, and a pressure die.
The bending machine was a power-driven rotary draw bender rated for a maximum of 25 mm (1 in.) extra-strong
seamless low-carbon steel pipe (33.40 mm, or 1.315 in., OD by 4.55 mm, or 0.179 in., wall). The bends were made at the
rate of 300 per hour.
Example 4: Bending Oval Tubing With a Formed Mandrel.
Oval tubing measuring 25 × 111 mm (1 × 4 in.) in outside dimensions and with a wall thickness of 1.65 mm (0.065 in.)
was bent on edge to make a U-shape with two 90° bends at 229 mm (9 in.) radius. The tubing was welded hot-rolled low-
carbon steel. Wrinkles, shear marks, or other visible defects were not permitted.
The bends were made in a draw bender rated for 89 mm (3 in.) OD by 2.10 mm (0.083 in.) wall thickness steel tubing
with 276 MPa (40 ksi) yield strength. This piece, bent with a formed mandrel, form block, clamp, and pressure die,
demanded the full rated torque of the machine. The mandrel was lubricated. The bends were made at a rate of 250 per
hour.
Ball mandrels with one or more balls are used for many bends. During bending, the metal is stretched tightly over the
mandrel, making withdrawal difficult. Withdrawal mechanisms are needed. In thin-wall tubing of softer metals, as the
mandrel is withdrawn it sizes the bend somewhat, smoothing the stretched metal and correcting the shape of the cross
section.
The bodies and balls of one-ball mandrels used on most tubing are commonly made of carburized low-carbon steel,
hardened, ground, and polished. For the bending of stainless steels, they are made of polished aluminum bronze.
One-ball mandrels used in the bending of tubes up to 32 mm (1 in.) in outside diameter generally have a body that is
undersize 0.13 to 0.18 mm (0.005 to 0.007 in.), with a ball 0.25 to 0.36 mm (0.010 to 0.014 in.) smaller than the inside
diameter of the tube. Square or shaped tubes require a mandrel that fits closer. If the bends are in one plane, the body and
the ball of the mandrel can be grooved to clear weld flash or seams. More commonly, a mandrel is made undersize to
clear the obstruction. When the workpiece must be bent in several planes, it can be reinserted with the seam in the groove,
but it is usually better to specify tubing with a controlled weld flash.
Ball mandrels are often made with several balls, as shown in Fig. 1. The balls or segments are always smaller than the
body, and they can be jointed by links and pins, ball joints, or steel cable. A linked or jointed mandrel is usually stronger
than a comparable mandrel joined by steel cable. The linked mandrel bends in only one plane and is easier to load than
one that is less rigid. The ball-jointed mandrel is also in wide use, and it has the advantage of having rotating balls to
equalize wear. Ball-jointed ball mandrels are made in many sizes--down to one for tubes as small as 5.64 mm (0.222 in.)
in inside diameter. Ball-jointed and steel cable ball mandrels cannot be grooved to clear weld flash and seams, because
the mandrel segments rotate.
Many multiball mandrels make bends with a centerline radius that equals the outside diameter of the tubing. Ball
mandrels can be used on bends that are not possible with formed mandrels.
Example 5: Multiball Versus Formed Mandrel in Forming a U-Shaped Bend.
A U-shape was produced by making two 90° bends in 32 mm (1 in.) OD welded tubing of low-carbon steel in 1.24 and
1.65 mm (0.049 and 0.065 in.) wall thicknesses. The bend radius for both types of tube was 60 mm (2 in.). Wrinkles,
shear marks, or other visible defects were not permitted.
For the 1.65 mm (0.065 in.) wall thickness tubing, the bend was made with a formed mandrel, which adequately
supported tubing of this wall thickness. However, a formed mandrel could not be used for the 1.24 mm (0.049 in.) wall
thickness tubing. For the thinner-wall tubing, the D/t ratio was so large that it was necessary to use a well-lubricated
three-ball mandrel and wiper die. The ball mandrel was required to support the outer wall in the bend area, and the wiper
die was required to prevent wrinkling caused by compression in the inner wall of the bend.
The machine used was a draw bender rated for steel tubing with 89 mm (3 in.) OD, 2.10 mm (0.083 in.) wall, and 276
MPa (40 ksi) yield strength.
If the formed mandrel had been used in bending the 1.24 mm (0.049 in.) wall tube, the tube would have deformed
excessively from inadequate support. A formed mandrel would have to be advanced farther into the bend area than is
normally done. This would cause a hump and greater thinning of the tube wall where the outside of the bend was
stretched over the end of the mandrel. When wall thickness is less than approximately 1.24 mm (0.049 in.), this technique
should not be used, because there is not enough metal to take the stretch without breaking.
Clearances for mandrels vary from 0 (to produce some bends the mandrel is forced into thin-wall tubing) to 2.41 mm
(0.095 in.) or more. The clearance needed depends on stock material, wall thickness, bend radius, and quality of the bend.
The better the bend, the more closely the mandrel must fit.
Mandrels are even more necessary in bending nonround tubing than in bending round tubing (see Example 4). Segmented
mandrels must be used in almost all bending of square, hexagonal, and octagonal tubing. The number of segments that are
needed in the mandrel usually depends on the wall thickness of the tubing.
Chromium plating extends the life of some mandrels, and the plating can be renewed for further use. Platings should
not be more than 0.008 to 0.013 mm (0.0003 to 0.0005 in.) thick because thicker platings may flake off. Plated mandrels
should be stripped and replated when the plating is worn through at any point. Polished mandrels usually work best, but
ground or machined surfaces are satisfactory when slight marking on the inside of the tube is acceptable.
The bending of a fragile thin-wall tube may require the careful use of a multiball mandrel and a wiper die. If the bend is
changed to a larger radius or if a stronger or thicker-wall tube is substituted, the mandrel can be changed to a less
complicated one, and the wiper die may not be needed. A plug or form mandrel can sometimes be used instead of a
multiball mandrel, even when the bend is made to the minimum practical radius.
Dimensional Accuracy. Regardless of other conditions, when accuracy is important, the use of a mandrel is
mandatory. The following example describes an application that illustrates the degree of accuracy that can be achieved by
using a mandrel.
Example 6: Use of a Plug Mandrel to Hold Close Tolerance on Four Bends.
The tube shown in Fig. 3 was used in a return-line manifold of a high-pressure hydraulic system on a large tractor. The
radius of each of the four bends was required to be within ±1°. Overall length was required to be within ±0.38 mm
(±0.015 in.).
Fig. 3 Manifold tube that was bent to an accuracy of ±1° on each of four bends. Dimensions given in inches.
To achieve this degree of accuracy, a considerable amount of tool adjustment was required during each setup. From two
to six tubes were bent before acceptable tubes were produced. To produce a lot of 40 tubes, 2 man-hours were required,
including setup.
Bending was done in a powered draw bender, using a round-end plug mandrel. The mandrel had a drilled hole to deliver a
constant flow of lubricant inside the tube during bending. The lubricant was a mixture of lard oil and low-viscosity
mineral oil.
Mandrel Materials. Most mandrels are made of tool steel (W1, O1, A2, and F1 are typical selections) and hardened to
55 to 60 HRC.
Bending and Forming of Tubing
Bending Tubing Without a Mandrel
It is less expensive to bend tubing without a mandrel. Trial bending is generally necessary to determine which bends can
be made. Tubing with thick walls is more likely to be bendable without a mandrel than thin-wall tubing. Bends with large
radii are more likely to be formable without a mandrel than those with small radii. Slight bends are more feasible than
acute bends. Wide tolerances on permissible flattening make a bend easier to form without a mandrel. Springback is
greater without a mandrel, but it can be compensated for by overbending or lessened by increasing force on the pressure
die.
Bending and Forming of Tubing
Machines
The machines used in the bending of tubes are essentially the same as those used in the bending of bars (see the article
"Bending of Bars and Bar Sections" in this Volume). In general, bending machines fall into three categories: rotary
benders (stretch, compression, and draw bending), press benders (stretch and compression bending), and roll benders.
Powered rotary benders are commonly used to bend tubing as large as 203 mm (8 in.) in outside diameter. At least
one machine can bend tubing as large as 305 mm (12 in.) OD with a 6.4 mm ( in.) wall, and a few special power
benders can bend 457 mm (18 in.) pipe.
Boilermakers normally use power benders that can bend 75 mm (3 in.) OD steel tubing with 13 mm ( in.) wall to a
centerline radius as small as 75 mm (3 in.). The following example describes the use of rotary benders.
Example 7: Bending Steel Tubing for Automobile Seat Frames.
Steel tubing with 25 mm (1 in.) OD and 1.24 mm (0.049 in.) wall was bent 90° to make the frame for automobile seats.
The inside of the bend was collapsed into a dimple for clearance, but most of the column strength was maintained by
holding the shape of the outside of the bend. This was done in part by collapsing the inner wall of the tube over a convex
punch instead of a conventional groove. The centerline radius of the 90° bend was 16 mm ( in.). The bends were made
two at a time in a fast rotary bender.
Bending presses are hydraulic machines that are made especially for bending both bars and tubes, but most often for
tubes. The ram of a bending press can be stopped at any point in the stroke. Wing dies and a cushioning device help to
wrap the work around the ram die, as shown in Fig. 4. When the ram moves down, it causes the wing dies to pivot by a
camming action and to wrap the workpiece around the ram die. The wing dies wipe the work to control the flow of metal;
a compression bend is made on each side of the ram die, without wrinkles or distortion.
A bending press can usually make bends much faster
than machines that are not made especially for bending.
The open design of the press makes possible the bending
of complex shapes in one setup. Single bends can be
made sequentially, or the press can make several bends
simultaneously. Bends can be made to various angles
and in various planes. The tube or bar is usually passed
through the press in one direction, and the press makes a
sequence of bends automatically. The work is held
against stops to locate each bend.
When several bends are made in one or more workpieces
at each stroke of the press, all bends are in the same
plane. Different angles and bend radii can also be made
in the same workpiece, and the angles and spacing of
bends can be adjusted. One disadvantage of the bending
press is that it causes a slight reduction in the thickness
of the workpiece at the bend.
Automatic bending presses are used for production bending. Capacities are 26 to 360 kN (3 to 40 tonf) for bends that
generally do not exceed 165°. Bends in the same plane should be separated by a distance equal to twice the outside
diameter of the tube. Bends in different planes should be separated by a distance equal to at least three times the outside
diameter of the tube. If the bent portion is to be joined with another bend into an accurate circle, the length of the straight
legs on each end of the bend should be at least twice the outside diameter of the tube. Bends can be made beyond these
limits, but at greater cost. Bends are usually made in dies that are slightly tight on the tubes to prevent flattening and
wrinkling. Exhaust pipes for automobiles, with bends in various planes, are made in automatic bending presses, as in the
following example.
Example 8: Forming Automobile Exhaust Pipes From 1010 Steel Welded Tubing.
Figure 5 shows an exhaust pipe 2.1 m (82 in.) long with bends to bypass the obstructions on the underside of a vehicle.
These pipes were made of hot-rolled or cold-rolled 1010 steel welded tubing with 44 mm (1 in.) OD and 1.52 mm
(0.060 in.) wall. Hardness was 63 to 78 HRB.
Fig. 4
Essential components and mechanics of a bending
press.
Fig. 5 Automobile exhaust pipe produced in an automatic hydraulic bending press. Dimensions given in inches.
Bending was done in an automatic 180 kN (20 tonf) hydraulic bending press, using a punch with a 127 mm (5 in.)
centerline radius in the groove and two wing-die shoes. Locating fixtures and a checking fixture (off the press) were also
used.
The press made different angles of bend by using turret-mounted stops to control the stroke. The location of the bend was
set by backstops at the right side of the press. Counting the plane of the first bend as 0°, the radial position (roll of the
tube) for the plane of each bend in turn was located by stops along a bar on the left of the machine. In loading the tubes
for the first bend, it was important to keep all weld seams in the same place so that all tubes would bend alike.
The tube was nested in the wing-die shoes for the first bend, and the work was then moved by hand for each of the other
bends. All the bends were standard. Tolerances were:
All the bends were made cold. The punch was set to
clear the work by 13 mm ( in.) for loading, and the
total machine time to make five bends was 0.1305 min.
Production was 130 pieces per hour on a 10,000-piece
order.
Roll benders for bending tubes are similar to those
used for bending bars, as described in the article
"Bending of Bars and Bar Sections" in this Volume, but
tolerances are more critical on the rolls and spacing.
Roll benders are discussed in the article "Three-Roll
Forming" in this Volume. The contour of the rolls must
match that of the tube to minimize wrinkling or
flattening. Tubes of sizes up to 203 mm (8 in.) OD by
6.10 mm (0.240 in.) wall can be bent into arcs, circles,
or helixes. Rings are easily made on three-roll benders. Helix coiling is described in the following example.
Example 9: Coiling a Helix of Round Steel Tubing in a Three-Roll Bender.
Steel tubing of 50 mm (2 in.) OD and 6.10 mm (0.240 in.) wall was coiled in a three-roll bender into a helix 610 mm (24
in.) in mean diameter with 64 mm (2 in.) pitch and 20 turns, as shown in Fig. 6. The tubing, 38.4 m (126 ft) long, was
made by welding together random lengths 3.0 to 7.3 m (10 to 24 ft) long. The welds were then ground flush. The form
rolls were contoured to fit the 50 mm (2 in.) outside diameter of the tubing. The tubing was started into the rolls so that it
coiled without stop until the helix was completed. If the coiling had been stopped, the diameter of the helix might not
have been constant. After coiling, the helix was removed and trimmed to length.
Angles of bend
±0° 15'
Angles of tube ends (all planes)
±0° 30'
Maximum depth of depressions and wrinkles
3.05 mm (0.12 in.)
Linear dimensions ±1.52 mm (±0.06 in.)
Fig. 6 Coiling a helix from round steel tubing by three-roll bending.
Bending and Forming of Tubing
Hot Bending
Most of the bends described so far in this article have been made by cold bending (workpiece at room temperature). There
are obvious advantages to cold bending:
• Heating equipment is not needed
• The benefits of previous heat treatment are not destroyed
• Subsequent cleaning or descaling is less likely to be needed
• Workpiece finish is better
• Thermal distortion is avoided
On the other hand, cold bending demands more energy than hot bending for the same bend. There is more springback
after a cold bend and more residual stress in the tube. Bends cannot be made to as small a radius cold as they can hot.
Tubes are bent hot to make bends of small radius, adjacent bends with little or no straight tube between them, bends in
material with little cold ductility, bends that take too much power to bend cold, and bends in fragile assemblies where the
force of cold bending might cause damage. Temperatures and procedures in the hot bending of carbon, low-alloy,
medium-alloy, and stainless steel tubes are summarized in Table 4. The disadvantages of bending tubes hot include high
cost, slow production, and poor finish on bends.
Table 4 Temperatures and procedures for hot bending of steel tubes
Steel Temperature, °C (°F)
Procedures
Carbon steels
ASTM A106, A178, A192,
A210
980-1095 (1800-2000) or
<730-(1350)
Do not heat beyond 1095 °C (2000 °F) and do not bend between 730 and
870 °C (1350 and 1600 °F)
(a)
.
Low-alloy steels
ASTM A209, A213 (gr
T11 and T22), A335 (gr
P2)
980-1095 (1800-2000) or
<730-(1350)
Do not heat beyond 1095 °C (2000 °F) and do not bend between 730 and
870 °C (1350 and 1600 °F)
(a)
.
Alloy steels
ASTM A213 (gr T5 and
T9)
980-1095 (1800-2000)
Do not heat beyond 1095 °C (2000 °F) and do not bend between 730 and
870 °C (1350 and 1600 °F)
(a)
. Heat treat after bending 730-745 °C (1350-
1375 °F).
Stainless steels
Types 304, 310, 321 >1150 (2100)
After bending, heat treat to 1095-1120 °C (2000-2050 °F). Furnace cool to
315 °C (600 °F); air cool
(b)
.
Type 446 >1150 (2100) Do not bend at less than 870 °C (1600 °F). Heat treat at 790-870 °C (1450-
1600 °F); water quench.
(a)
Ductility is sometimes low in this range; therefore, the range should be avoided for hot bending.
(b)
This treatment has proved best for maximum strength in service at elevated temperature.
Tubes of carbon steel and most alloy steels can be bent to a much smaller radius by hot bending than by cold bending. A
bend radius of 0.7 to 1.5 times the outside diameter of the tube can usually be made by hot bending. The wall thickness of
the tube affects this range. The tube wall must not be so thin that it will distort or thin excessively in the outer wall. If the
tube ratio (outside diameter divided by wall thickness) is more than 10, the tube probably needs internal support in
bending, unless there is some upsetting of the tube that thickens the wall.
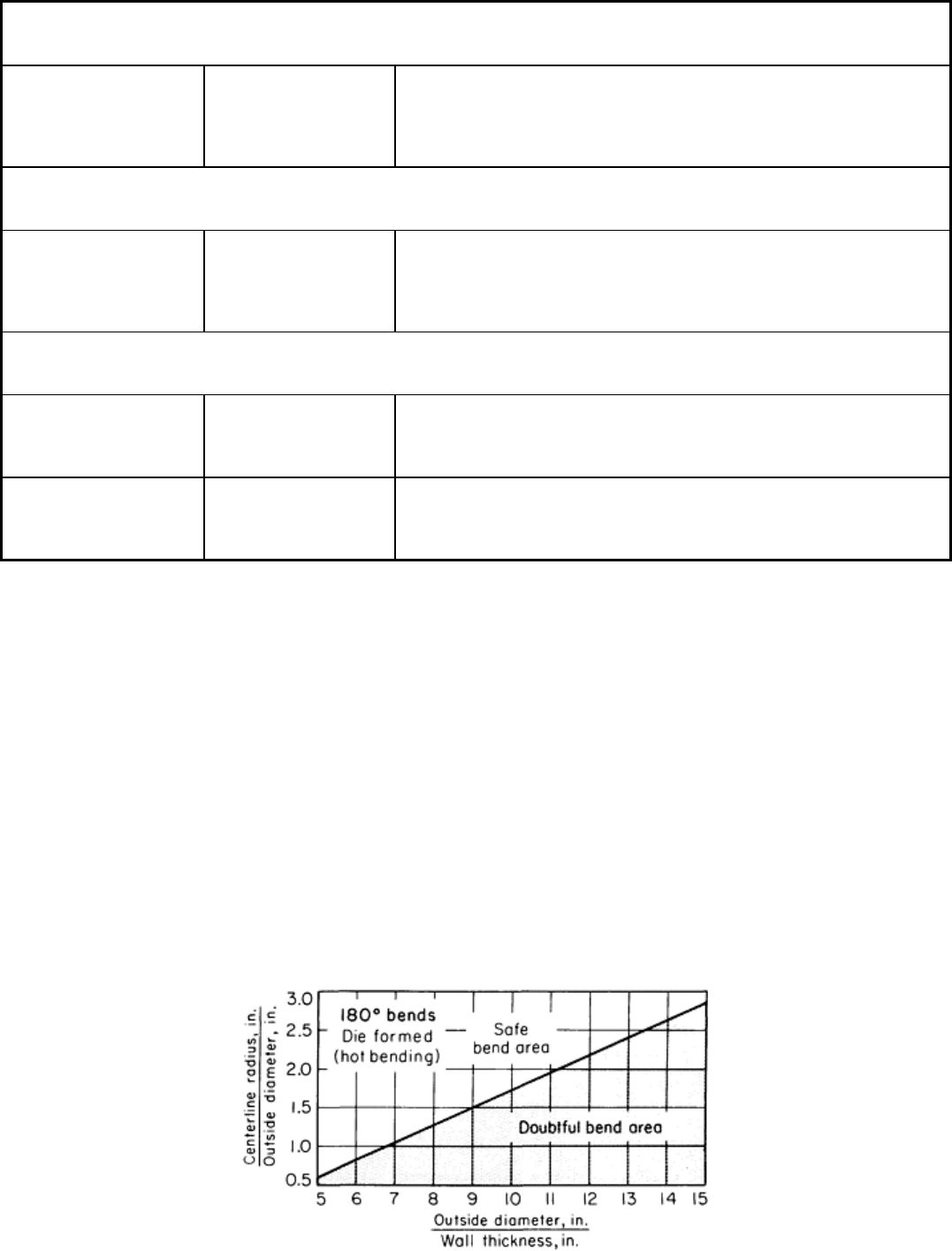
Figure 7 shows the tube relations that can usually be successfully bent hot in a die but without a mandrel, and Fig. 8
shows the tube relations that can usually be successfully bent hot with a mandrel or filler. Figure 7 applies to tubes 38 to
75 mm (1.5 to 3 in.) in diameter; Fig. 8 is for tubes of all diameters.
Fig. 7 Chart for determining conditions for the successful hot bending o
f tubes 38 to 75 mm (1.5 to 3 in.) in