ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

Drop Hammer Forming
Tooling
In general, a tool set consists of a die that conforms to the outside shape of the desired part and a punch that conforms to
the inside contour (Fig. 1).
Tool Materials. Dies are cast from zinc alloy (Zn-4Al-3.5Cu-0.04Mg), aluminum alloy, beryllium copper, ductile iron,
or steel. The wide use of zinc alloy as a die material stems from the ease of casting it close to the final shape desired. Its
low melting point (380.5 °C, or 717 °F) is also advantageous. All dies, regardless of die material, are polished.
Punches are usually made of lead or a low-melting alloy, although zinc or a reinforced plastic can also be used. The
sharpness of the contours to be formed, the production quantity, and the desired accuracy primarily govern the choice of
punch material. Lead has the advantage of not having to be cast accurately to shape, because it deforms to assume the
shape of the die during the first forming trial with a blank.
Rubber Padding. In some drop hammer forming, both a working (roughing) punch and a coining (finishing) punch are
used. When the working punch becomes excessively worn, it is replaced by the coining punch, and a new coining punch
is prepared. Another method of achieving the same results with one punch is to use 3.2 to 25 mm ( to 1 in.) thick rubber
pads. Rubber that is suitable for this purpose should have a hardness of Durometer A 60 to 90. In some cases, soft semi-
cured rubber is used. (More information on Durometer hardness testing is available in the article "Miscellaneous
Hardness Tests" in Mechanical Testing, Volume 8 of ASM Handbook, formerly 9th Edition Metals Handbook.) In the
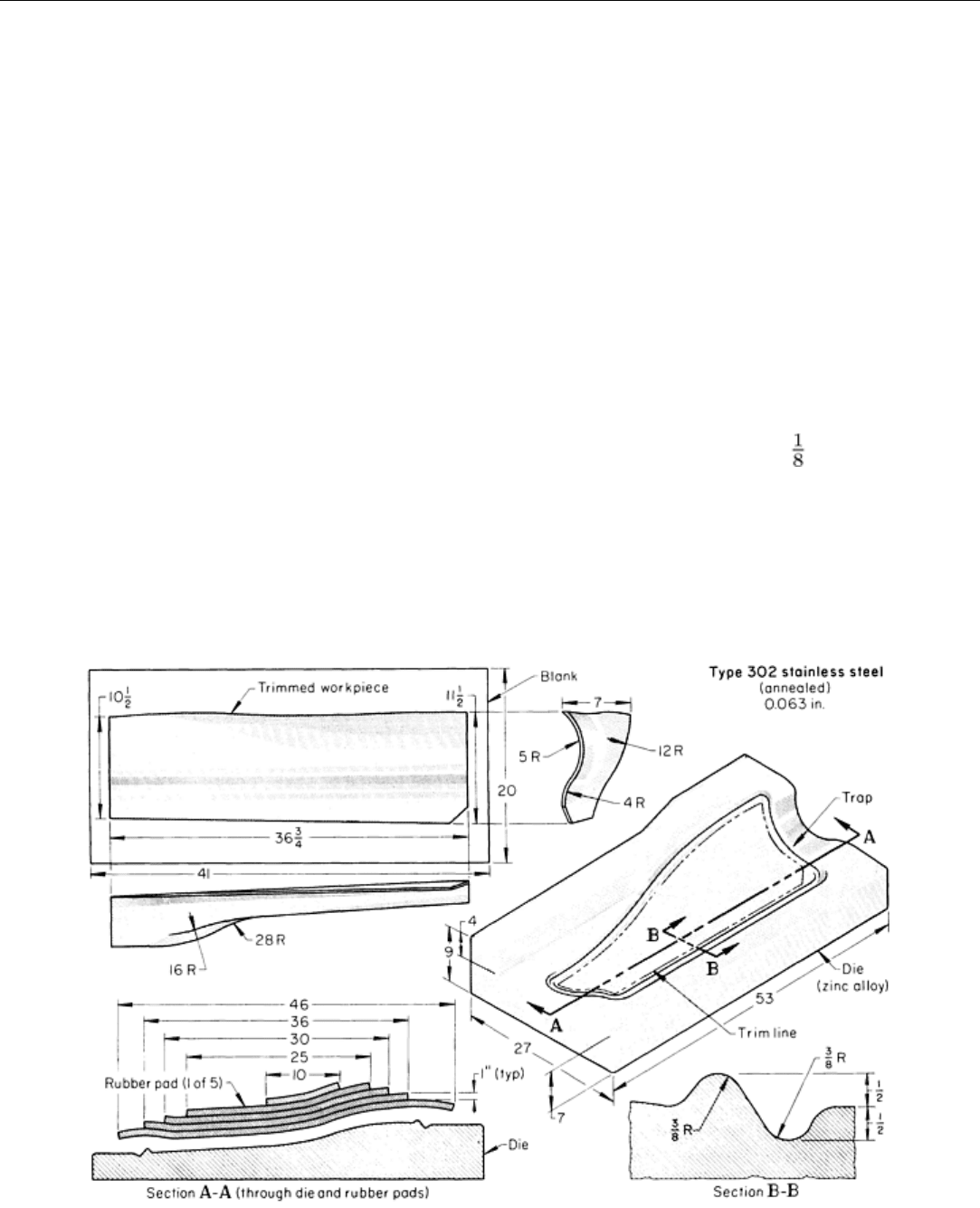
positioning of pads for a particular part (Fig. 2), the maximum thickness of rubber is situated where the greatest amount
of pressure is to be applied in the initial forming. As forming progresses, the thickness of the rubber is reduced by
removing one or more of the pads after each impact.
Fig. 2 Smoothly contoured stainless steel part that was hammer formed in a die with a peripheral trap for hold-
down. Dimensions given in inches.
Trapped Rubber Forming. Drop hammer forming using trapped rubber dies is a process derived from the Guerin
process, which is today synonymous with the term "rubber-pad" forming (see the article "Rubber-Pad Forming" in this
Volume). Both the Guerin and Marform (which is a refinement of the Guerin process) processes use hydraulic pressure
instead of a drop hammer as the forming force. The trapped-rubber process using a drop hammer is used extensively by
the aerospace and aircraft industries to fabricate sheet metal parts such as instrument panels, tank sections, air frames,
stabilizer tips, air ducts, and doors made of aluminum alloys, titanium alloys, and stainless steels.
The drop hammer used in the trapped-rubber process offers several advantages over the hydraulic press used in the
Guerin and Marform processes:
• Develops greater force (up to 44 MN or 5000 tonf) per unit of applied energy in shorter time and at less cost
• Minimizes springback as a result of dynamic application of force
• Reduces tendency of material to wrinkle due to better material flow
• Reduces amount of hand finishing required due to dynamic application of pressure
Drop Hammer Forming
Lubricants
Lubricants are used in drop hammer forming to facilitate deformation by reducing friction and minimizing galling and
sticking, and to preserve or improve surface finish. Selection of a lubricant depends primarily on the type of work metal,
the forming temperature, the severity of forming, and the subsequent processing. Recommendations for lubricants used
with steels and with aluminum, magnesium, and titanium alloys are given in the sections of this article that deal with the
processing of those metals.
Drop Hammer Forming
Blank Preparation
The blanks for drop hammer forming are generally rectangular and are prepared by shearing. The blank should be large
enough to yield a part with a flange 50 to 75 mm (2 to 3 in.) wide in order to facilitate drawing of the metal during
forming. When multistage forming is used, the part can be trimmed to provide a flange not less than 13 mm (½ in.) wide
for the final forming stage.
Sheared edges are generally satisfactory for drop hammer forming, because the wide flange permits some cracking in the
flange area without harming the part. The blank should be deburred to avoid possible damage to the tooling.
Drop Hammer Forming
Drop Hammer Coining
Tableware, coins, and a variety of decorative items produced in copper alloys, stainless steel, sterling silver, and other
metals are commonly coined by the drop hammer process. Processing details and production examples of drop hammer
coining are given in the article "Coining" in this Volume.
Multistage Forming
With the drop hammer process, complicated parts can be formed by means of a single die and punch. However, when a
large quantity of a particular part is required, it is common practice to adopt a multistage forming technique, employing
several sets of dies and punches. The forming operation in any one stage is less severe than if the part were formed in a
single operation. Metals that work harden appreciably are usually annealed after each operation, unless a suitable die
sequence eliminates the need for annealing.
Unless contact of the work metal with lead is undesirable, the number of stage dies can be kept at a minimum by using
lead pads to reduce the depth of the die cavity. Lead can be poured into the die, or lead sheet can be laid in the bottom of
the recess, to the desired height; the lead is then formed to contour by a heavy blow of the punch. After the part has been
preformed with the padded die, the pad is removed, and the part is then formed to the full depth of the die.
Control of Buckling
Forming a deeply recessed part in thin sheet by any conventional method usually requires a high hold-down force in order
to prevent buckling. In drop hammer forming, the hold-down action is restricted to the end of the stroke. Therefore,
buckles are free to form during most of the stroke. The hold-down pressure takes effect when the punch contacts the top
of the wrinkles formed in the flange and rapidly increases until the die is bottomed. The wrinkles can be removed only at
the end of the stroke and only if they are not too deep.
Multistage Processing. To avoid the formation of wrinkles that are too deep to be removed in the late stages of the
stroke, the forming process is divided into several forming stages. The wrinkles formed in each stage are slight and can be
eliminated at the end of the stroke or, if necessary, by manual hammering. To provide adequate hold-down action at the
end of each operation, it is common practice to use stage dies with surfaces that extend slightly beyond the trim line and
to use punches equipped with suitable beads or traps.
Hold-Down for Deep Parts. To form deep parts, a series of plywood or metal hold-down rings can be used; one ring
is removed after each blow. These rings usually vary in thickness from 6.4 to 25 mm (¼ to 1 in.). The desired metal flow
can be approached during the early stages of forming by using a blank that is considerably larger than that required to
form the part. The excess metal is trimmed off after several blows. The stiffness of the oversize blank prevents draw-in
and therefore induces stretching, which counteracts the tendency toward buckling. The die for a part with a deep recess
must be designed with a horizontal surface to accommodate beading.
Processing of Steels
Carbon and low-alloy steels containing less than 0.30% C are the most easily formed by the drop hammer process. Higher
carbon content decreases formability and promotes cracking. Although lead additions do not adversely affect the
formability of steel, the sulfur additions that are characteristic of resulfurized free-machining steels promote susceptibility
to cracking.
All carbon and low-alloy steels require full annealing for satisfactory drop hammer forming.
Stainless steels that are extensively formed by the drop hammer process include AISI types 302, 304, 305, 321, and 347.
For severe drop hammer forming, grades containing not less than 10% Ni (and preferably about 12%) should be selected
in order to minimize cracking. All stainless steels are drop hammer formed in the fully annealed (solution treated)
condition.
Sheet Thickness. The drop hammer forming of steel sheet (particularly stainless steel sheet) less than 0.46 mm (0.018
in.) thick is impractical, because of wrinkling and the difficulties encountered in attempting to planish the wrinkles. The
most common range of steel sheet thickness for drop-hammer formed parts is 0.61 to 1.6 mm (0.024 to 0.063 in.).
Thicknesses up to 1.98 mm (0.078 in.) have been hammer formed.
Tool Materials. Cast zinc alloy is the most widely used die material for the drop hammer forming of carbon, low alloy,
and stainless steels. Alloy cast iron dies are substituted when a large quantity of parts is required. Inserts of an air-
hardening tool steel can be used in order to increase the life of dies with sharp fillets and corners.
Punches are made of either zinc alloy or cast iron, and are ground to size. A zinc alloy punch, cast directly into the die,
can be used for shallow parts, but it may be undersize (because of shrinkage upon cooling) if the part contains large
cavities. Lead punches are also extensively used, although they are easily distorted when used to form steels. Punch life
can be considerably increased by facing the punch with an untrimmed finish-formed steel part.
Lubricants. When zinc alloy dies and zinc alloy or lead punches are employed, many steel parts can be formed without
a lubricant. Harder tool materials or more severe forming may require the use of a light lubricant, such as SAE 10 or SAE
30 mineral oil.
Precautions for Stainless Steels. Stainless steels, especially the austenitic grades, work harden more than the
carbon and low-alloy steels that are suitable for hammer forming. In the cold forming of stainless steel, it is necessary to
stretch the metal, rather than allow it to draw into the die. Stretching prevents the formation of wrinkles that are difficult
to eliminate. By means of stretching, quarter-hard and even half-hard types 301 and 302 can be drop hammer formed,
although only to a very limited extent. Part configuration must be simple and of only moderate depth; otherwise, wrinkles
(in a shallow part) or distortion (in a complex shape) will occur. Although it is preferable that the part be made in a single
die with a single blow, some commercial quarter-hard parts have required as many as three or four blows for successful
forming.
When moderately complex parts are formed in a drop hammer in several stages, it is advisable to consider intermediate
annealing in order to offset the effects of work hardening. It is not necessary to pickle after each annealing treatment
(provided scaling is not too heavy), except before the finish-forming operation and after the final annealing treatment. If
the part is formed in zinc alloy dies, any adhering zinc particles must be removed by pickling or by treatment in a fused
salt bath (caustic soda) before annealing treatments (both intermediate and final). This requirement is most important for
parts that are to be welded or that will be exposed to elevated-temperature service. Failure to remove the zinc may result
in cracking.
Springback. Carbon and alloy steel parts, and especially stainless steel parts, having large radii and smooth contours are
more difficult to maintain in desired shape than parts with relatively sharp radii, because of the greater springback under
these conditions. Common practice is to compensate for this springback from the desired contour by trial and error. If this
method is not successful, the part must be distorted elastically upon assembly, that is, sprung into the final shape.
Parts with reverse contours (saddleback parts) are extremely difficult to form without excessive wrinkling.
Limits in Deep Recessing. When deeply recessed parts are to be formed in a drop hammer, the recesses are limited in
both depth and contour. With a single die, a cup-shaped or dome-shaped part can be formed to a limiting depth of 60 to
70% of that obtainable by means of double-action dies. Square and rectangular steel boxes (even shallow ones) require a
minimum corner radius of 6.4 mm (¼ in.) or five times the metal thickness, whichever is larger. For deeper boxes,
progressively larger corner radii are necessary, and these minimum radii apply to boxes of any width.
Processing of Aluminum Alloys
The drop hammer forming of aluminum alloys is most suitable for limited production runs that do not warrant expensive
tooling. The process is often used for parts, such as aircraft components, that undergo frequent design changes. Some
forming applications also involve coining and embossing. The article "Forming of Aluminum Alloys" in this Volume
contains more information on the forming of aluminum alloy sheet.
Work Metal. Annealed tempers of all aluminum alloys are the most suitable for hammer forming. Intermediate work-
hardened tempers of the nonheat-treatable alloys are often used for channel shapes and shallow embossed panels.
Heat-treatable alloys are often partly formed in the annealed condition. The part is then solution heat treated, quenched,
restruck to size, and artificially aged. Restriking is also necessary to remove distortion caused by quenching. Drop
hammer forming can be done on freshly quenched alloys immediately after quenching, or it can be done later if the alloys
are refrigerated to prevent aging.
Sheet Thickness. Under comparable conditions, with the same equipment and with the same thickness of sheet,
aluminum wrinkles more easily than steel under a drop hammer. To obtain results comparable to those obtained with
steel, aluminum alloy sheet should be at least 40% thicker than the steel, or preferably in the approximate thickness range
of 0.86 to 3.18 mm (0.034 to 0.125 in.).

Equipment and Tool Materials. Aluminum alloys are drop hammer formed in gravity-drop, power-drop, and
planishing hammers. Dies are cast from aluminum, zinc alloy, iron, or steel. Dies for high production are usually cast in
iron or steel. All dies are polished. Most punches are made of lead or a low-melting alloy, although zinc alloy or
reinforced plastic can also be used. The softer punch materials have the advantage of deforming readily to assume the
shape of the die during forming trials. When planishing hammers are used, the preferred tool material is hardened,
polished tool steel.
Forming Characteristics. Annealed aluminum alloys are readily formed under the drop hammer. Simple components
can often be produced by a single blow. Deep shapes require extreme care in blank development and die design.
Blankholders are not used; therefore, wrinkles are difficult to avoid, especially when thin sheet is being formed.
Drop Hammer Forming
Processing of Magnesium Alloys
The drop hammer forming of magnesium alloys is performed on preheated sheet in heated dies. This procedure is suited
to the production of formed parts having shallow depths and asymmetrical shapes and to parts for which special
springback control is required.
Work Metal. Magnesium sheet alloys in the annealed condition are preferred for drop hammer forming. The ideal sheet
thickness for forming is 3.2 mm (⅛ in.) and the part should be designed so as to be formable in six stages or fewer. For
sheet thinner than 3.2 mm (⅛ in.), ten stages or fewer are recommended.
Equipment and Tool Materials. Both gravity-drop and power-drop hammers are suitable for the forming of
magnesium alloys. Zinc alloy is the preferred punch and die material, although lead punches are sometimes used for
production runs of not more than 50 pieces. When lead comes in contact with magnesium sheet, there is danger of lead
pickup, which can cause corrosion of the sheet. Although lead pickup may occur at room temperature, it is more likely to
occur at the elevated temperatures at which magnesium alloys are formed. Therefore, if lead pickup cannot be tolerated or
if the production run exceeds 50 pieces, either zinc alloy or cast iron can be substituted for lead.
Lubricants. Vegetable-lecithin oils provide good lubrication at temperatures to 260 °C (500 °F). Suspensions of
colloidal graphite may have to be used if temperatures are to exceed 260 °C (500 °F). However, these suspensions are
more difficult to remove when parts are cleaned after forming.
Preheating. Magnesium alloy parts are usually formed at temperatures of 230 to 260 °C (450 to 500 °F), depending on
the alloy (see the article "Forming of Magnesium Alloys" in this Volume). Heating times are 5 min per stage for sheet up
to about 1.29 mm (0.051 in.) thick, and up to 9 min per stage for thicker sheet (up to 3.2 mm, or 0.125 in.).
The oven used to heat the parts between stages should be situated near the drop hammer; the decrease in temperature
during transfer from the oven to the hammer will range from 17 to 25 °C (30 to 45 °F) in 5 s. The dies can be heated by
placing them in an oven located near the hammer, and they can then be kept at temperature with ring burners or torches
during the forming of the part.
Small dies can be anchored to an electrically heated cast iron platen installed on the hammer bed, but this method is
impractical for large dies. The punch and die can also be heated by electric elements or by a heat-transfer fluid. The
working temperatures should not exceed those recommended.
Rubber pads can be used in the initial forming operation. At 230 °C (450 °F), the reduction obtainable with rubber
staging is approximately 10%. Special types of rubber are available for forming at temperatures to 315 °C (600 °F). The
rubber pads are removed before the final blow is delivered to set the material.
Springback. One advantage of the elevated temperatures used in the drop hammer forming of magnesium is the marked
reduction or total elimination of springback, provided the maximum practical temperatures are always employed. The rate
of the deformation is important in drop hammer forming and must be carefully controlled upon severe drawing or when
material in the hard (H24) temper is being formed. The rate of deformation can be controlled by the operator, although
not to close limits. Parts that require relatively severe forming can be started by allowing the punch to descend slowly into
the die and by using subsequent strikes to set the material.
Dimensional Tolerances. Tolerances of ±0.76 mm (±0.03 in.) have been held in the production of magnesium parts.
When close tolerances are important, press forming is usually the preferred method for the forming of magnesium parts.
Drop Hammer Forming
Processing of Titanium Alloys
Various titanium sheet alloys have been formed by the drop hammer process, including Ti-13V-11Cr-3Al, Ti-8Al-1Mo-
1V, Ti-6Al-4V, and Ti-5Al-2.5Sn. In general, the alloys containing aluminum as the principal alloying element are the
most difficult to form. The minimum thickness of titanium sheet for hammer-formed parts is about 0.64 mm (0.025 in.).
Tool Materials. Contact between titanium and low-melting tool materials, such as zinc alloy or lead, should be avoided-
-particularly when the titanium is formed at elevated temperature or must be heat treated after forming. When these tool
materials are used, contact with the workpiece can be avoided by capping the punch and die with sheet steel, stainless
steel, or a nickel-base alloy. The choice of capping material depends on the tool life desired. The longest tool life is
obtained by capping with nickel alloy sheet such as Alloy 600 (UNS N06600) in thicknesses of 0.64 to 0.81 mm (0.025 to
0.032 in.).
In general, steel and ductile iron dies are used when the tooling must be heated above 205 °C (400 °F). Preheating of both
the work metal and the tooling is not uncommon.
Rubber Pads. High-temperature rubber pads are used both in preforming operations before the final strike and as
electrical insulators to prevent current loss to the tooling when the work metal blank is heated by the electrical-resistance
method.
Lubricants used in the drop hammer forming of titanium should be nonchlorinated. Extreme-pressure oils and both
pigmented and nonpigmented drawing compounds are used in most operations.
Preheating Tools and Blanks. Difficult titanium parts are formed at elevated temperature (see the article "Forming
of Titanium and Titanium Alloys" in this Volume for recommendations and precautions). Thermal expansion of the blank
and the tooling must be considered. If the tooling is not preheated, the amount it expands will depend on the length of
time it is in contact with the blank. The allowance for thermal expansion used in the design of tooling for titanium is
0.006 mm/mm (0.006 in./in.) for a forming temperature of 540 °C (1000 °F). The allowance for expansion of circular or
elliptical parts should be made radially, not peripherally. When hot sizing is to follow forming, the drop-hammer tooling
is usually made to net dimensions without consideration of thermal expansion.
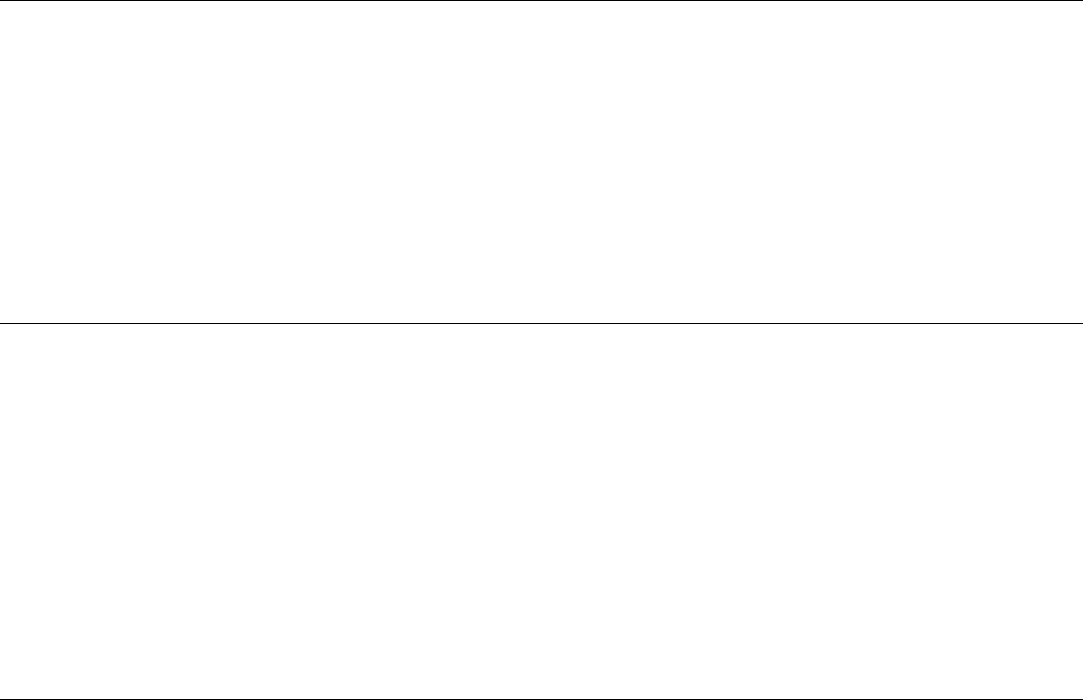
Formability Versus Temperature. Variation of the drop-hammer formability index for two titanium alloys with
temperature is given in Fig. 3. It is evident from the curves that significant increases in formability can be achieved at
temperatures above 540 °C (1000 °F).
Fig. 3 Effect of forming temperature on the drop hammer formability of two titanium alloys.
Drop Hammer Forming
Drop Hammer Forming Limits
The severity of permissible deformation in drop hammer forming is limited both by geometrical considerations and by the
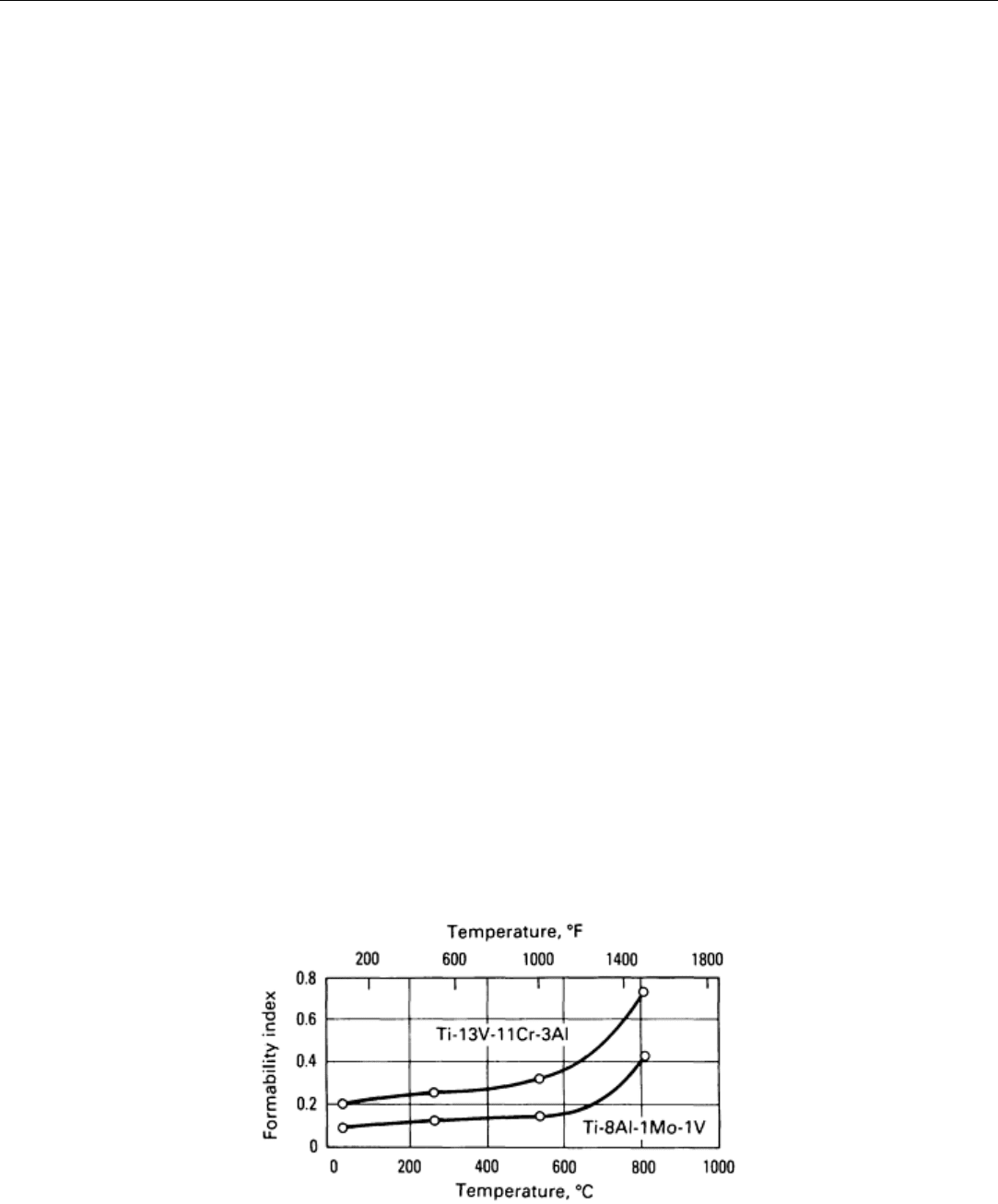
properties of the work metal. The forming limits can be predicted by considering parts of interest as variations of beaded
panels. For parts characterized in this way, the critical geometrical factors are the bead radius r, the spacing between
beads s, and the thickness of the work metal t (Fig. 4).
Fig. 4 Formability limits of beaded titanium alloy panels at room temperature and at elevated temperature.
Two of the forming limits depend entirely on dimensional relations and are the same for all materials; the ratio of the bead
radius r to bead spacing must lie between 0.35 and 0.06. The lower formability limit is controlled by the necessity of
producing uniform stretching and avoiding excessive springback. If the r/s ratio is too small, there will be greater
localized stretching at the nose of the punch.
Within the limits set for all materials by the r/s ratio, success or failure in forming beaded panels depends on the ratio of
the bead radius to the sheet thickness (r/t) and on the ductility of the work metal. The part will split if the necessary
amount of stretching exceeds the ductility available in the material. The splitting limit can be predicted from elongation in
a 12.7-mm (0.5-in.) gage length in tension tests at the temperature of interest.
Formability limits for two titanium alloys are plotted in Fig. 4. Both charts show the marked improvements in formability
resulting from the better elongation values at elevated temperature.
Bending of Bars and Bar Sections
Introduction
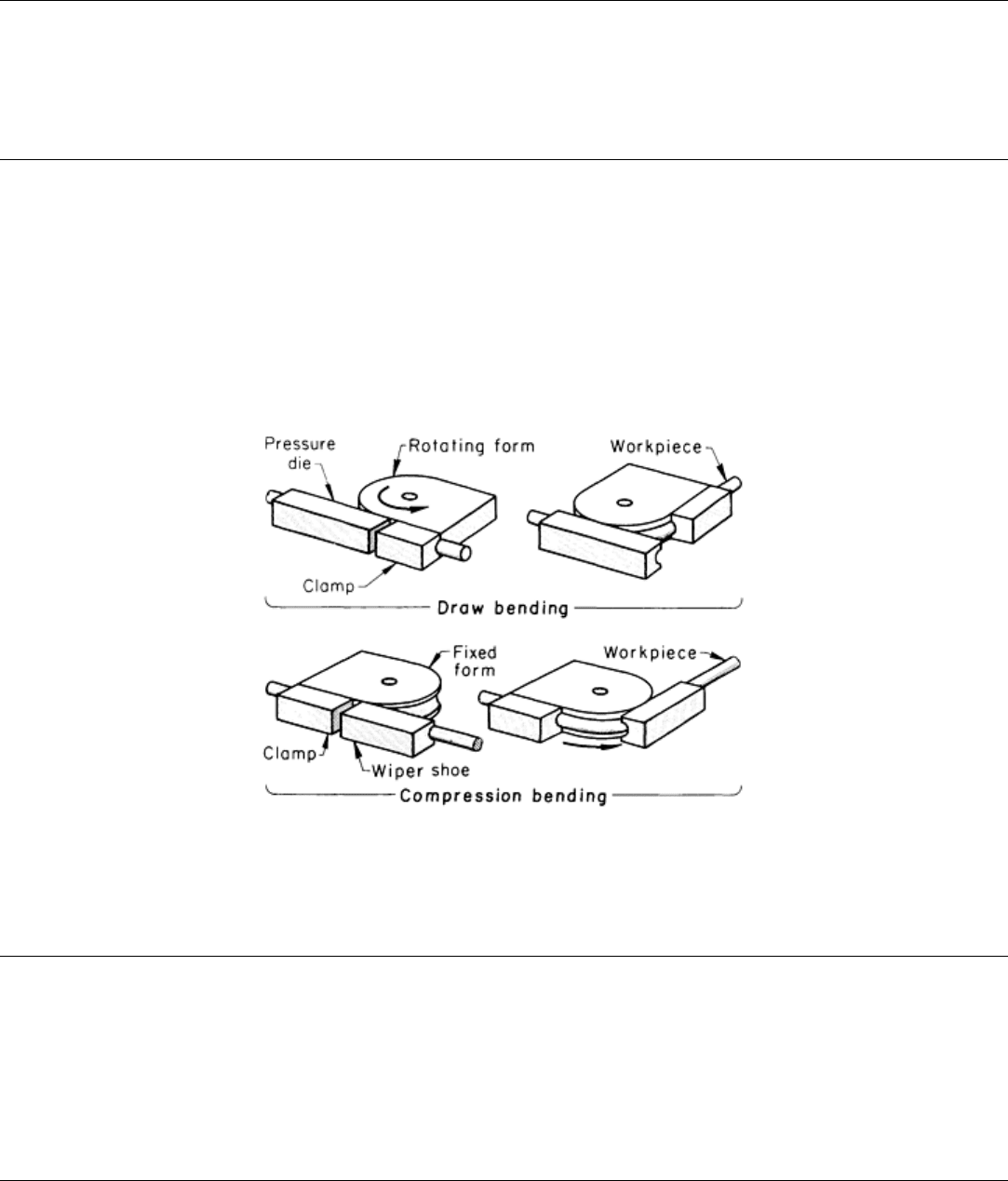
BARS are bent by four basic methods: draw bending, compression bending, roll bending, and stretch bending.
Bending of Bars and Bar Sections
Draw Bending
The workpiece is clamped to a rotating form and drawn by the form against a pressure die (Fig. 1). The pressure die can
be either fixed or movable along its longitudinal axis. A fixed pressure die must be able to withstand abrasion caused by
the sliding of the work metal over its surface. A movable pressure die, because it moves forward with the workpiece as it
is bent, is less subject to such abrasion. It provides better guidance and more uniform restraint of the work material. On
power bending machines, draw bending is used more than any other bending method.
Fig. 1
Essential components and mechanics of draw bending and compression bending of bars and bar
sections.
Bending of Bars and Bar Sections
Compression Bending
The workpiece is clamped to a fixed form, and a wiper shoe revolves around the form to bend the workpiece (Fig. 1).
Compression bending is most useful in bending rolled and extruded shapes. A bend can be made close to another bend in
the workpiece without the need for the compound dies required in draw bending. Although compression bending does not
control the flow of metal as well as draw bending, it is widely used in bending presses and in rotary bending machines.
Bending of Bars and Bar Sections
Roll Bending
Three or more parallel rolls are used. In one arrangement using three rolls, the axes of the two bottom rolls are fixed in a
horizontal plane. The top roll (bending roll) is lowered toward the plane of the bottom rolls to make the bend (Fig. 2). The
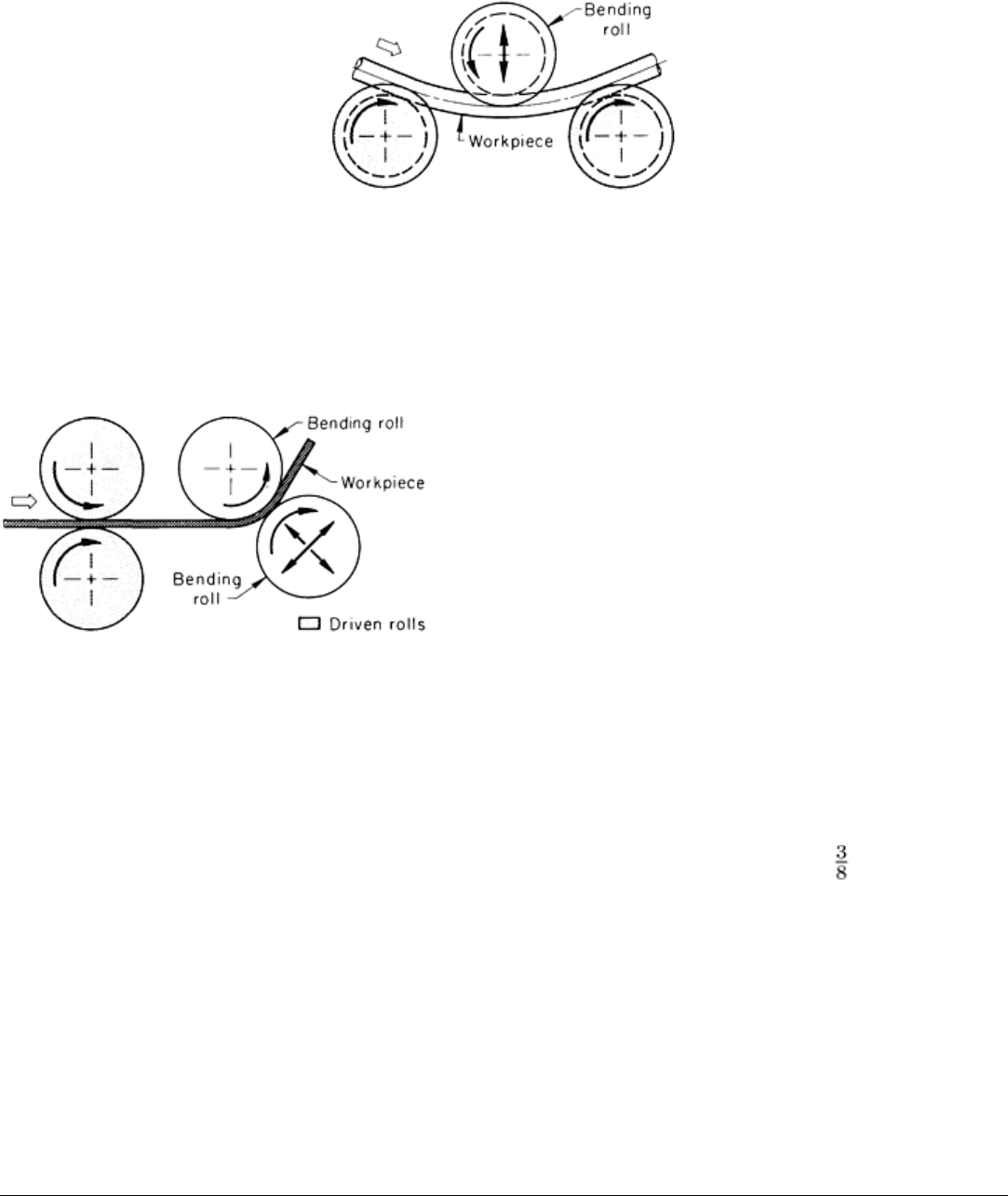
three rolls are power driven; the top roll is moved up or down by a hydraulic cylinder. (Other three-roll arrangements are
covered in the article "Three-Roll Forming" in this Volume.
Fig. 2 Operating essentials in one method of three-roll bending.
A roll arrangement for four-roll bending is shown in Fig. 3. The bar enters between the two powered rolls on the left. The
lower bending roll is then adjusted in two directions according to the thickness of the bar and the desired angle of bend.
Rings, arcs of any length, and helical coils are easily fabricated in a
roll bender. The bend radius usually must be at least six times the
bar diameter or the section thickness in the direction of the bend.
To limit distortion in the roll bending of asymmetrical sections, a
double section can be made and split in two after bending. Rings
are sometimes made by roll bending coils and cutting them into
rings for welding.
Roll bending is impractical for making more than one bend in a bar.
It is difficult to control springback in a roll bender, and it may take
several passes through the rolls to make the needed bend.
Therefore, this method of making bends is slower than other
methods. Another disadvantage of roll bending is that a short
section of each end of the bar is left straight. For three-roll bending,
the ends can be preformed in a press before bending, or the straight
parts can be trimmed off. The following example describes a production application of three-roll bending.
Example 1: Three-Roll Bending of a Structural Section.
A 7.6 kW (10 hp) three-roll bender was used to bend a steel angle 75 × 75 × 9.5 mm (3 × 3 × in.) into a circular
reinforcing flange 1520 mm (60 in.) in diameter. The angle was of hot-rolled ASTM A107 steel. The top roll of the
bender was a plain cylinder; each of the two bottom rolls consisted of two cylindrical sections held apart by a spacer to
provide a recess for the edge-bent flange. The operations were performed in the following sequence:
• Cut angle to developed length plus 254 mm (10 in.)
• Set rolls to bend correct radius; roll 360°
• Cut off ends of the rolled bar
• Weld the bar into a ring
• Grind the weld flush
• Roll the ring in the three-roll bender to make it a true circle
Bending of Bars and Bar Sections
Stretch Bending
Fig. 3 Operating essentials in four-roll bending.