ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

commonly encountered in shearing, punching, and upsetting operations. However, the pressure that can be
applied by the magnetic pulse can be very high compared to the average pressure in mechanical forming
•
The process, being purely electromagnetic, is not limited to repetition rate by the mechanical inertia of moving
parts. The timing of the magnetic impulse can be synchronized with microsecond precision, and machines can be
made to function at repe
tition rates of hundreds of operations per minute. The strength of the magnetic impulse
can be controlled electrically with high precision
The major application of EMF is the single-step assembly of metal parts to each other or to other components, although it
is also used to shape metal parts. Within the transportation industry, for example, one automotive producer assembles
aluminum driveshafts without welding to save a significant amount of weight in light trucks and vans to meet
requirements for reduced energy consumption. Using the EMF process allows the joining of an impact-extruded
aluminum yoke to a seamless tube without creating the heat-affected zone associated with welding. Numerous other uses
of the EMF process are described in the section "Applications" in this article.
Electromagnetic Forming
Revised by Michael M. Plum, Maxwell Laboratories, Inc.
Process Description
In its simplest form, the EMF process uses a capacitor bank, a forming coil, a field shaper, and an electrically conductive
workpiece to create intense magnetic fields that are used to do useful work. This very intense magnetic field, produced by
the discharge of a bank of capacitors into a forming coil, lasts only a few microseconds. The resulting eddy currents that
are induced in a conductive workpiece that is placed close to the coil then interact with the magnetic field to cause mutual
repulsion between the workpiece and the forming coil. The force of this repulsion is sufficient to stress the work metal
beyond its yield strength, resulting in a permanent deformation.
Speed of Forming. The conductivity of the workpiece and the eddy currents which interact with the magnetic field of
the coil result in a net pressure on the surface of the workpiece. As the workpiece surface moves inward under the
influence of this pressure, it absorbs energy from the magnetic field. To apply most of this available energy to forming,
and to reduce energy loss due to permeation of the workpiece material (which wastes energy by resistance heating), the
forming pulse is kept short. In most forming applications, pulses have a duration of between 10 and 100 s. The
significance of pulse frequency is described in the section "Electrical Principles" in this article.
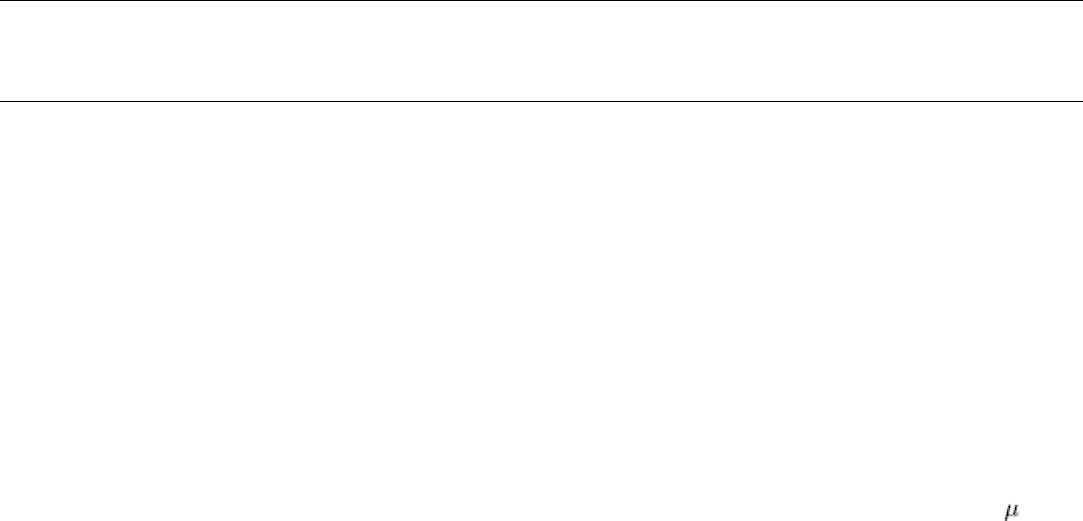
The basic circuit used for electromagnetic compression forming of a tubular workpiece consists of a forming coil, an
energy-storage capacitor, switches, and a power supply of nearly constant current to charge the capacitor, as shown in
Fig. 1. Figure 1(a) shows the flux-density pattern of the magnetic field produced by discharging the capacitor through the
forming coil in the absence of an electrically conductive workpiece. The evenly spaced flux lines indicate a uniform flux
density within the coil. Figure 1(b) shows the change in field pattern that results when the capacitor is discharged through
a forming coil in which a tubular workpiece of highly conductive metal has been inserted. The magnetic field does not
penetrate the workpiece and is intensified by confinement in the small annular space between the coil and the workpiece
(as depicted by more closely spaced flux lines).
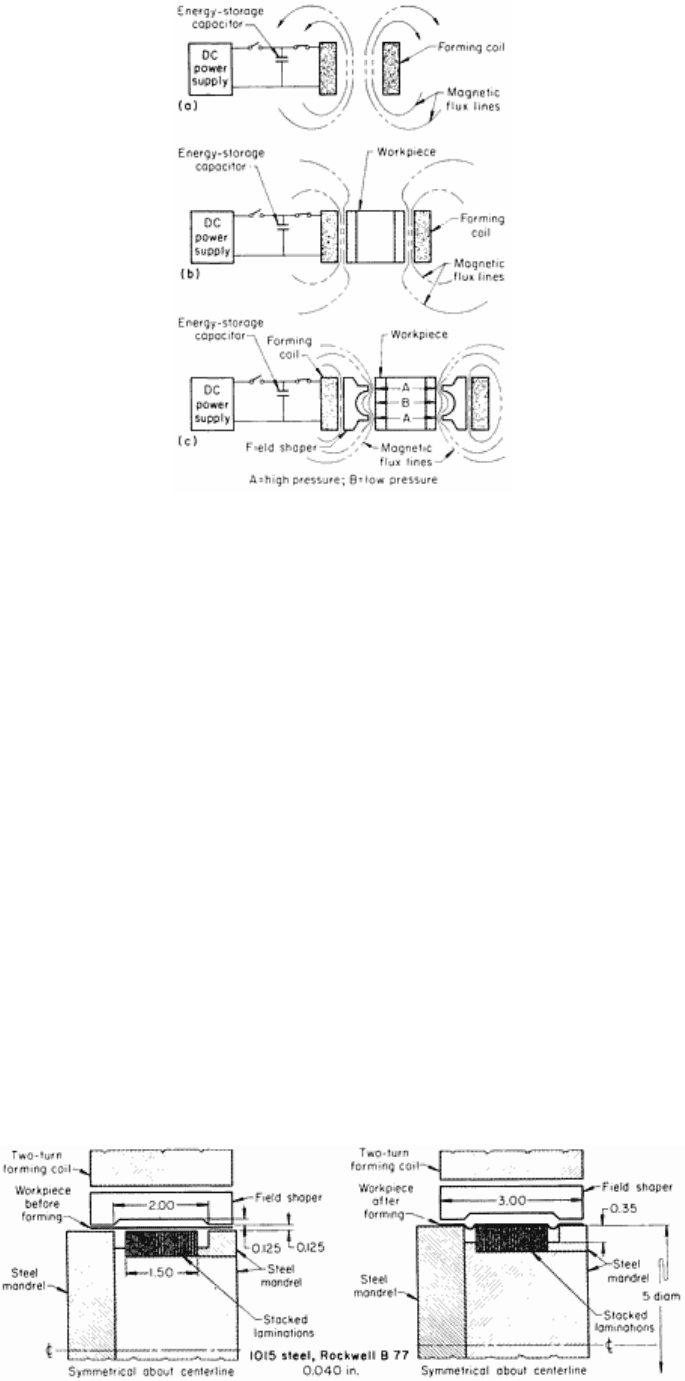
Fig. 1 B
asic circuit and magnetic field patterns for electromagnetic compression forming of a tubular workpiece.
(a) Field pattern in absence of workpiece. (b) Field pattern with workpiece in forming coil.
(c) Field pattern
when field shaper is used.
Field shapers, which are massive current-carrying conductors that are inductively coupled to the forming coil, are used
to concentrate the magnetic field at the point at which forming is desired. Figure 1(c) illustrates the use of a field shaper to
localize the magnetic pressure in certain regions of the workpiece. This technique most efficiently uses stored energy to
produce high local forming pressures in desired areas. Field shapers also allow the use of a standard forming coil for a
variety of applications. The field shaper, which is simpler to make, can be tailored to the specific part to be formed.
In the following example, a field shaper was used to concentrate the forming force where it was needed, and to limit the
force in fragile areas of the workpiece. Thus, the forming pressure along the length of the workpiece was easily
controlled.
Example 1: Use of a Field Shaper to Form a Stator Housing.
The housing for the stator assembly of an electric motor was formed in place, as shown in Fig. 2. A steel blank (the
workpiece) was compressed onto the stacked laminations and shaped to conform to the supporting mandrel in a single
EMF operation. The laminations were bound rigidly in place without the use of rivets or bolts; simultaneously, grooves
(for mounting end bell housings) were formed precisely concentric with the inner surface of the laminations.
Fig. 2 Setup for EMF of a steel housing around stacked stator laminations, using a field shaper.
Dimensions
given in inches.
About 40 kJ (29,500 ft · lbf) of energy was needed, because of the high pressure required for forming the grooves.
Because such a high pressure would have deformed the laminations, a field shaper was built into the coil. The pressure
along the length of the workpiece in this arrangement varied approximately in inverse proportion to the square of the
spacing.
The assembly shown in Fig. 2 was produced with this experimental tooling at a rate of 240 per hour, using manual
loading and unloading. The forming was done in a 48 kJ (35,400 ft · lbf) machine.
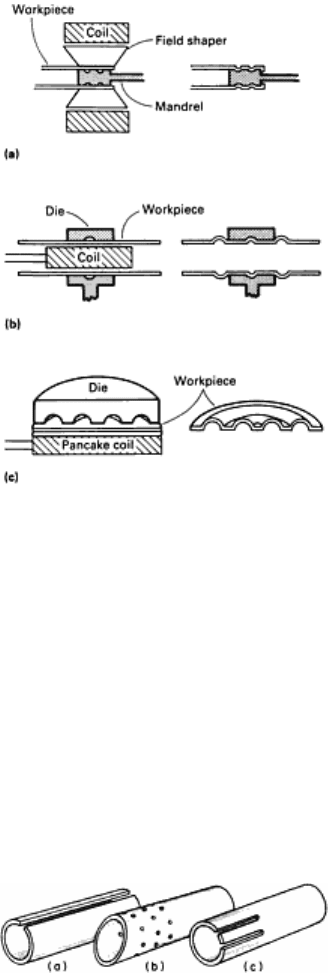
Forming Methods. Electromagnetic forming can usually be applied to three forming methods: compression, expansion,
and contour forming. As shown in Fig. 3(a), a tubular workpiece is compressed by an external coil, usually against a
grooved or suitably contoured insert, plug, tube, or fitting inside the workpiece. A tubular workpiece is expanded by an
internal coil, as shown in Fig. 3(b), usually against a collar or other component surrounding the workpiece. Flat stock is
almost always contour-formed against a die, as indicated in Fig. 3(c).
Fig. 3 Three basic methods of EMF. (a) Compression. (b) Expansion. (c) Contour forming.
In special circumstances, such as access problems, it is possible to achieve EMF by attracting metal toward a coil via a
special pulse waveform (Ref 1). However, this process is not nearly as efficient as the three forming methods described
above.
Workpiece Design. In addition to acting as an electrical conductor, the workpiece must provide a continuous electrical
path. The current in a tubular workpiece flows around its circumference. Therefore, if a tubular workpiece were slit
through its length, as shown in Fig. 4(a), the resulting interference with the current flow would eliminate the forming
forces.
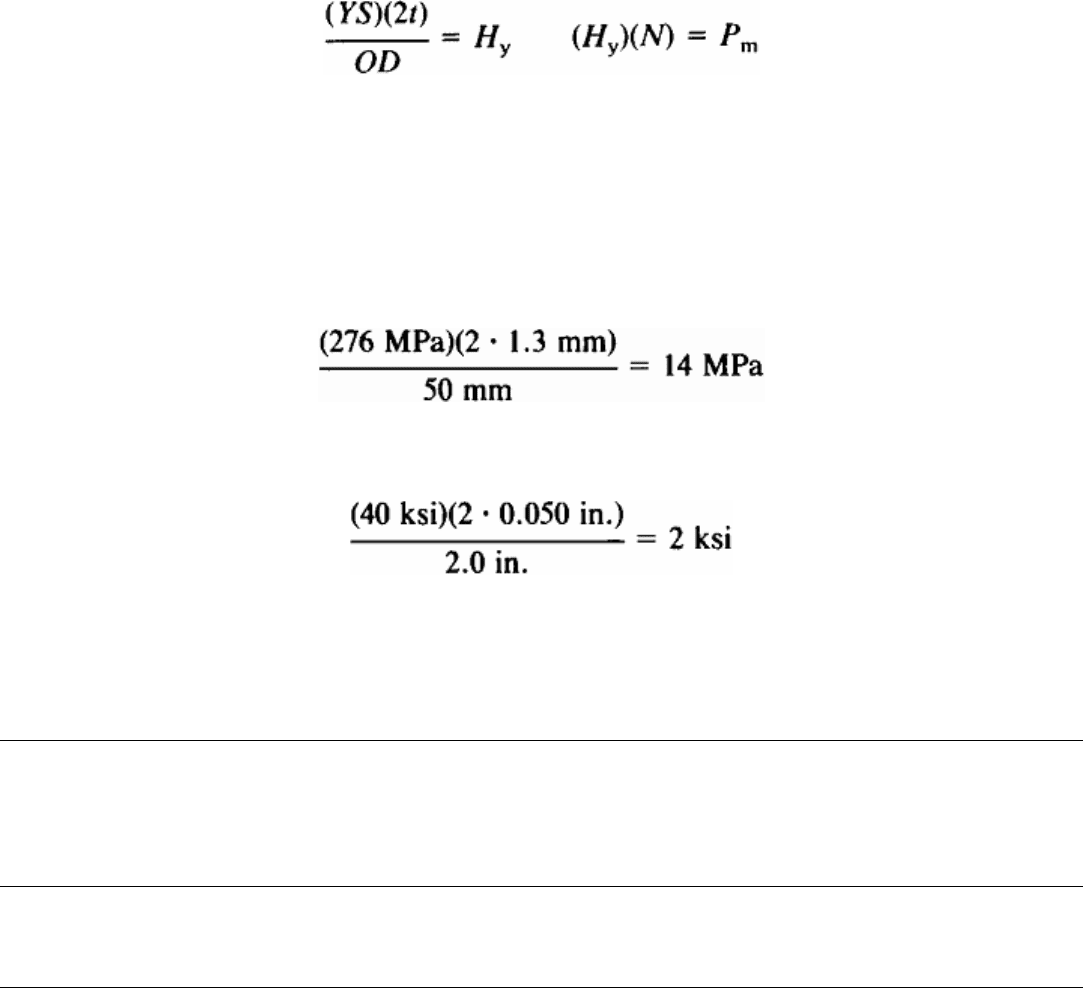
Fig. 4 Design aspects of tubular workpieces that affect applicability of EMF. (a) Full-
length slit. (b) Perforations
and angular cut. (c) Partial-length slots.
Figure 4(b) shows a tubular workpiece containing perforations as well as a cut at one end that is at an angle with the axis.
Such minor irregularities do not seriously interfere with current flow and are acceptable under many conditions. However,
deep slots in the end of a tube, such as those shown in Fig. 4(c), interfere with the current flow in such a way as to
produce uneven pressure on the workpiece.
Applicability. In compression-forming applications, the pressure requirement is dependent upon the hoop strength of
the workpiece. A formula used to determine applicability of the process to a given workpiece:
where YS is the yield strength of the material, t is the wall thickness of the workpiece, OD is the outside diameter, and H
y
is the pressure to yield the hoop. Because of factors such as inertia effects, the increase in yield strength that can occur at
high strain rates, and the geometry of the part, the magnetic pressure, P
m
, required may be a factor, N, of two to ten times
the pressure required to overcome the static yield strength of the material.
For example, to form a 50 mm (2 in.) OD tube of 6061-T6 aluminum with a wall thickness of 1.3 mm (0.050 in.), the
approximate magnetic pressure required is:
or
For an N of 10, the magnetic pressure required would be 140 MPa (20 ksi). However, the EMF process is capable of
applying 340 MPa (50 ksi) in compression when using standard work coils. Therefore, EMF is generally applicable to
electrically conductive workpieces that require a magnetic pressure of less than 340 MPa (50 ksi).
Reference cited in this section
1.
M. Cenanovic, Magnetic Metal Forming by Reversed Electromagnetic Forces, in
Proceedings of the Fourth IEEE
Pulsed Power Conference, Institute of Electrical and Electronics Engineers, 1983
Electromagnetic Forming
Revised by Michael M. Plum, Maxwell Laboratories, Inc.
Advantages and Limitations
The EMF process offers several advantages over other forming techniques, but has some limitations.
Repeatability. Because EMF is an electrical process, its energy outputs are nearly infinitely adjustable. The
electromagnetic pulse can be controlled to the degree that it affords repeatability of current, and therefore pressure, to
within one-half of 1% of the output setting. As a result, the forming is very highly repeatable. In fact, once the equipment
has been set up for a particular forming operation, the only forming variable is the material. Operation of the equipment
requires only a signal to activate the charging and automatic firing of the capacitor bank. That signal can be given by a
microprocessor, as in the case of automated systems, or by an operator pressing palm buttons in a manual operation.
Noncontact. Unlike other mechanical processes in which a tool contacts a workpiece, in EMF the magnetic field that
applies the pressure requires no lubrication, leaves no tool marks, and therefore requires no cleanup after forming.
Materials that have previously been anodized or plated or have had some other surface preparation can therefore be
formed without materially affecting the surface conditions.
One exception that does require lubrication is when the workpiece is driven against a mandrel and then removed.
Although the workpiece itself is touched only by the magnetic field, the mechanical interface between the workpiece and
the mandrel will often require some type of lubricant to facilitate removal of the workpiece.
Springback. In the process of forming, the material is loaded into its plastic region, resulting in permanent deformation,
so that the springback often associated with mechanical processes is virtually eliminated. Because there is no mechanical
contact, there is no mechanical stress introduced during forming other than work hardening.
Strength. Joints made by the EMF process are typically stronger than the parent material. This result is not unique to
EMF. Compression of a tube will normally result in a wall thickening, which adds to the strength of the joint. Because the
forming takes place in a matter of a few microseconds, the high strain rate forming does not affect the material properties
in an adverse way.
The speed of joining or forming is limited only by the time required to load and unload the workpiece. Equipment has
been designed and is operating in full production at rates of three times per second. No apparent limitations exist to
achieving rates several times faster.
Ductility Effect. The EMF process allows increased ductility (that is, formability) for certain aluminum alloys because
of the lack of mechanical stress and friction normally encountered with mechanical processes. It has also been
demonstrated that parts typically requiring interstage annealing in other mechanical forming processes can be formed in
one EMF operation.
Tooling for the process is relatively inexpensive. The machine and the work coils can be viewed as general-purpose
tooling. Field shapers are used to couple individual workpieces to the coil. In the case of expansion forming, external split
dies are used. If evidence of the parting line on the workpiece is aesthetically unacceptable, tolerances at the split of such
dies must be very tight. Such dies are often made of nonconductive material to avoid any potential of inducing currents,
as in a steel die, thereby causing electrical arcing between the die halves. In contrast to conventional flat forming, only a
female die is used when forming sheet stock by the EMF process.
General Limitations. The speed of joining or forming also represents one of the limitations of the process. Because
forming takes place in such a short period, the material does not have an opportunity to stretch; therefore, the process
does not lend itself to deep drawing of materials. The process is also limited to those materials that are electrically
conductive. Materials with an electrical resistivity of 0.15 μΩ· m or less are ideal candidates for the process. Included in
this group are such materials as copper, aluminum, brass, and mild steels. More highly resistant materials can be formed
using special EMF equipment that operates at frequencies in the range of 20 to 100 kHz. Such equipment tends to be
physically larger and more expensive than systems in general use. One example of such equipment was built for a U.S.
Department of Energy contractor to weld end closures of nuclear fuel pins.
Pressure Limit. The maximum pressure that can be applied by standard compression coils is approximately 340 MPa
(50 ksi). Thus, the process is restricted to relatively thin-wall tube or sheet products, unless special, strong coils are
constructed.
Electromagnetic Forming
Revised by Michael M. Plum, Maxwell Laboratories, Inc.
Production Methods
The EMF technique is suitable for both manual-feed and automated production processes.
Manual-Feed Equipment. With manual feed, the production rate is limited by the speed at which an operator can load
and unload parts. To speed up production, insulating fixtures (into which the workpieces are inserted) are typically
mounted in the coil or field shaper. For assembly operations, the fixture situates the workpieces in the proper position
with respect to one another as well as to the coil or field shaper. Typically, pushing a palm button initiates the charge-and-
fire cycle.
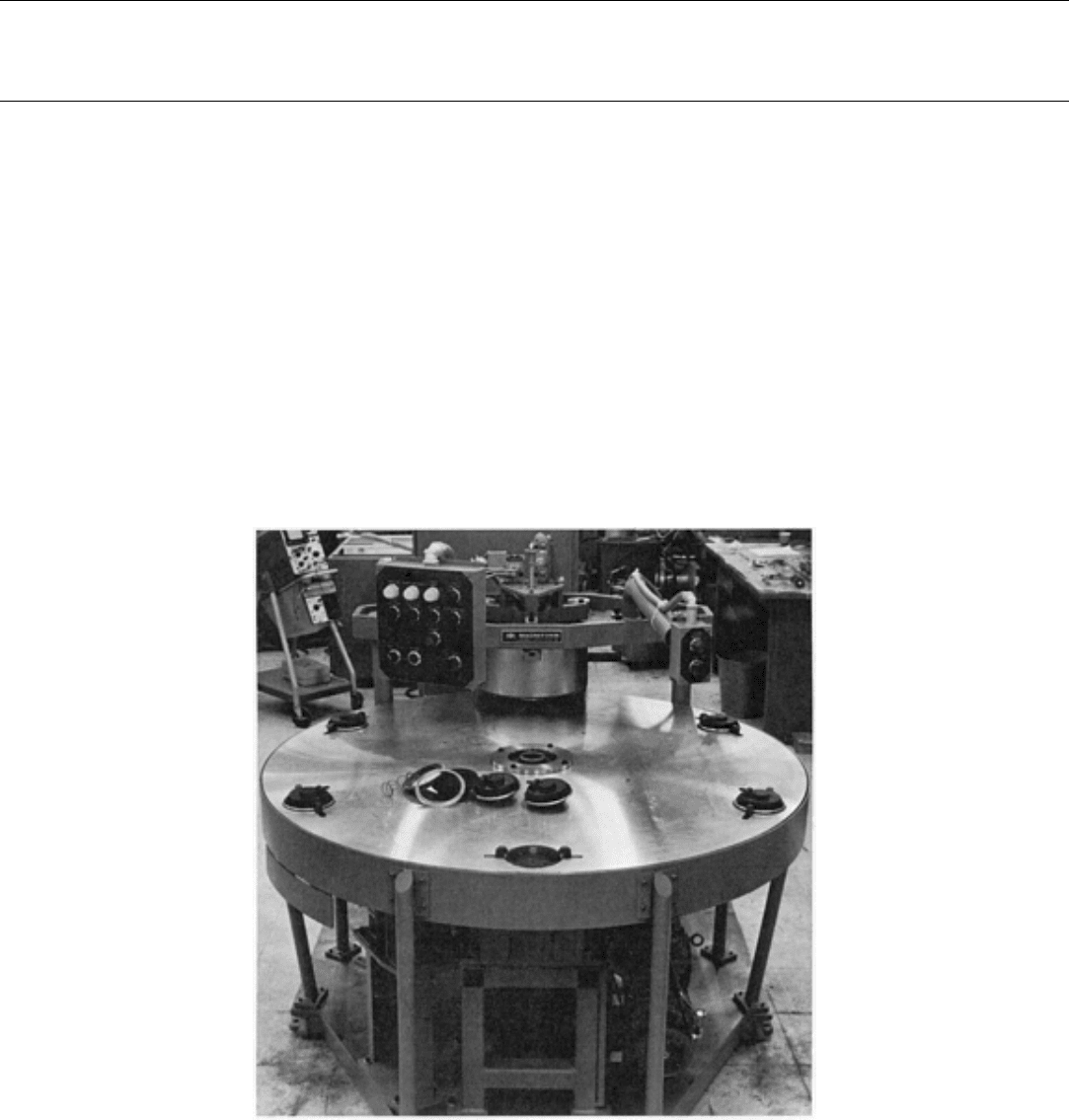
A variety of holding or clamping devices are used to secure the workpiece during forming. Production rates of 600 to
1200 assemblies per hour are typical of this type of equipment, shown in Fig. 5.
Fig. 5 Semiautomatic EMF system for assembly of automotive cruise control power units.
Fully Automated Equipment. Special materials-handling equipment is required for those applications whose
production rates exceed manual-loading capabilities. High repetition rates can be attained by property matching the
characteristics of the power source, the energy-storage unit, the switching components, the forming coil, and the
workpiece. A rate of 12,000 operations per hour has been demonstrated in production; faster rates are limited primarily by
the capability of the loading equipment.
In one high-speed application, the flame height control orifice of a disposable cigarette lighter is assembled at a rate of
three per second. More than a dozen machines installed worldwide produce more than 400 million parts annually. The
hollow, caplike aluminum orifice, with a 3.18 mm (0.125 in.) diameter and a 0.89 mm (0.035 in.) wall thickness, is
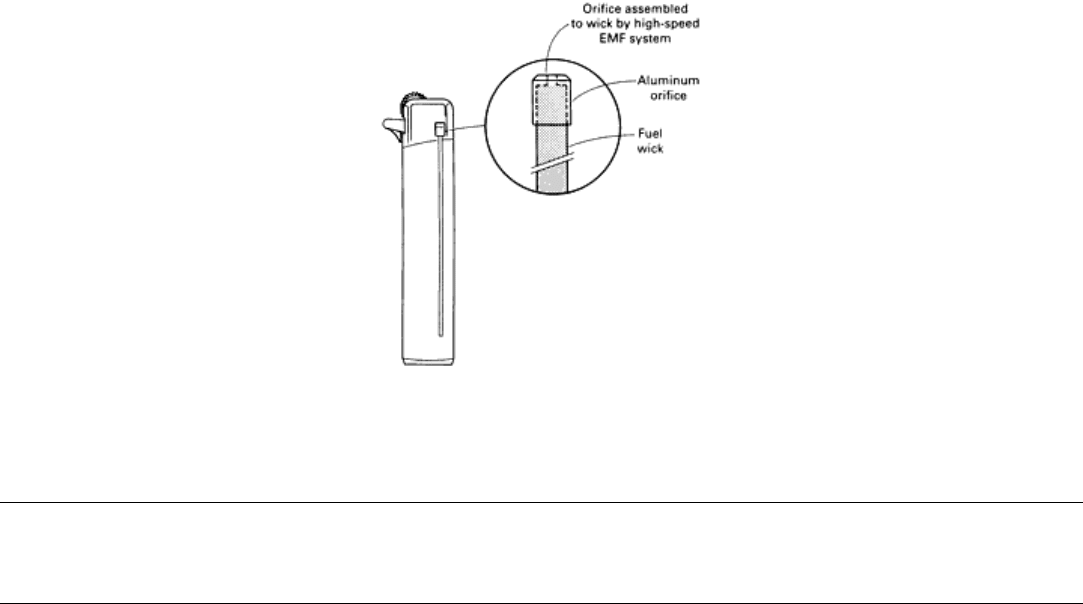
formed on the end of the fuel wick, as shown in Fig. 6. Assemblies are individually fed into the work coil by high-speed
handling equipment.
Fig. 6 Disposable cigarette lighter component assembled by EMF.
Electromagnetic Forming
Revised by Michael M. Plum, Maxwell Laboratories, Inc.
Applications
Electromagnetic forming is chiefly used to expand, compress, or form tubular shapes. It is occasionally used to form flat
sheet, and it is often used to combine several forming and assembly operations into a single step.
In the automotive industry, EMF is used by all three major U.S. manufacturers and several foreign producers to assemble
components such as air conditioner accumulators, high-pressure hoses, shock absorber dust covers, rubber boots on
constant velocity (CV) joints, oil cooler heat exchangers, steering wheels, gasoline fill tubes, and accessory motor
packages.
Universal joint yokes, drive linkages, cams, gears, and various other linkages or fittings are assembled to drive shafts or
torque tubes by EMF. In this type of application, a torque joint, tube, or hollow shaft is compressed onto a fitting inside
the tube. Splines, pockets, or knurl configurations can be used in the fittings to provide torque resistance, depending on
torque strength requirements, types of materials, and dimensions.
In the manufacture of electrical equipment, EMF is used to join components of high-voltage fuses, insulators, back-shell
connectors, and lighting fixtures; heavy-duty electrical connections are made by swaging a terminal sleeve over a
conductor cable.
Aircraft applications include engine nacelles (Fig. 7), torque shaft assemblies, control rods and linkages, the forming and
assembly of cooling system ducts, and the sizing of tubing. The EMF process is also used in the production of TOW,
MLRS, and Viper missiles; helicopter rocket launchers; and in the swaging of preformed rotating bands on ordnance
projectiles. In addition, manufacturers of appliances, consumer products, computers, and other products use the technique.
In nuclear work, fuel rod sheaths are compressed, fuel pins are welded, and sealing operations are performed in remote,
shielded areas.
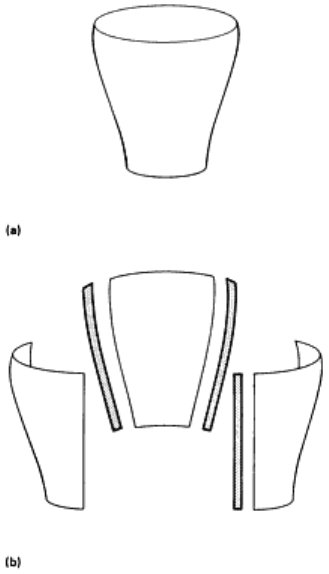
Fig. 7 Aircraft Nacelle Program: EMF (one-piece) versus conventional (multiple-piece) pr
oduction. (a) EMF
production characterized by: one form die, one trim tool, lighter weight, reduced assembly time. Tool cost: 340
h. Production time: 14 h. (b) Conventional production characterized by: six form tools, six trim tools, use of
splice plates, additional assembly time. Tool cost: 880 h. Production time: 24 h. Savings for EMF method: 41%.
Axially loaded joints made by EMF are used in some aircraft applications and in actuator rods, where it is important
to avoid excess weight. For long life under exposure to high stress and vibration, design of these joints is critical.
These assemblies are made by swaging the end of a tube into circumferential grooves in the second tube or fitting, as
shown in Fig. 8. Close tolerances and close fit on the parts to be joined are not necessary. Because a loose slip fit is
usually satisfactory, clearance of as much as 9.5 mm (⅜ in.) has been used.
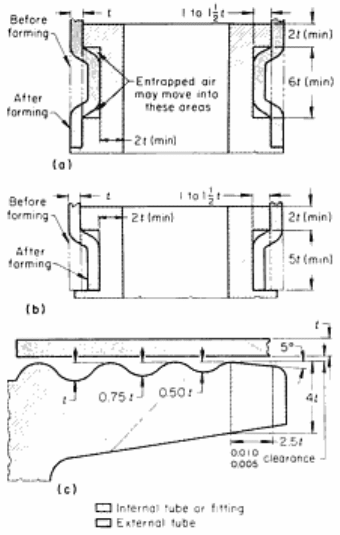
Fig. 8
Three types of axially loaded joints made by EMF. (a) Design for lightly stressed assembly. (b)
Alternative design for lightly stressed assembly. (c) Design for highly stressed assembly.
Recommended
dimensional limits given in inches.
One arrangement that is suitable for joining lightly stressed members is shown in Fig. 8(a). A second arrangement, shown
in Fig. 8(b), is equally satisfactory and requires considerably less energy for forming.
The joint contour shown in Fig. 8(c) is recommended for highly stressed, axially loaded assemblies. Three grooves with
generous radii are used to avoid stress concentration. The grooves become progressively deeper toward the end of the
external tube. Tests indicate a better distribution of stress on all grooves under axial load as a result of the variation in
groove depth. Tests also indicate much less tendency for the end fitting to move relative to the tube, up to the yield point
of the unformed tube section. This is important to members subjected to repeated reversals of load. Joints are typically
made in which the unformed section of tube fails without detectable relative joint movement. When the tube must be
highly stressed in service, it is preferable that the fitting (inside part) be of higher yield strength than the tube.
The fitting must be designed with proper cross section or must be adequately supported internally, so that this member
does not go through yield; therefore, the difference in springback after forming will contribute to tightness of the joint. It
may be desirable to reduce wall thickness of the fitting to ensure deflection and springback, leaving the tube with residual
hoop stress.
On large parts with appreciable groove volume, it may be necessary to draw a vacuum on the inside of the tubular
component to remove air from the groove area. Otherwise, air can be entrapped and can offer considerable resistance to
the high-velocity forming. A simpler way to deal with this problem, when design permits, is to provide extra volume in
the form of square corners in the groove, as shown in Fig. 8(a) and 8(b).
Torque joints assembled by EMF are preferred to welded joints in some applications, for at least three reasons: the
absence of scale and residual flux; the ease of inspection for quality; and the absence of heat distortion.
The spline joint is best suited for torque joints using tubes with heavy wall thickness. Joints made by driving the tube into
pockets machined parallel to the axis of the fitting are used with thin-wall tubes. For low torque requirements, coarse
knurling of the fitting before assembling to the tube is satisfactory and economical. The use of specially designed field
shapers and coils, as in the example in the following section, enables efficient high-speed production of torque joints.
Automotive Driveshafts. A major high-production application of EMF has been the assembly of aluminum
driveshafts (torque tubes) used on minivans, trucks, vans, and recreational vehicles of one U.S. manufacturer. By
significantly reducing the mass, a single shaft can replace two-piece units and a center bearing assembly. Electromagnetic
forming was chosen because it provided a better torque-carrying capability than did a welded joint of the same diameter.
The EMF process creates no heat-affected zone in the aluminum and can be used with alloys not considered to be
weldable.
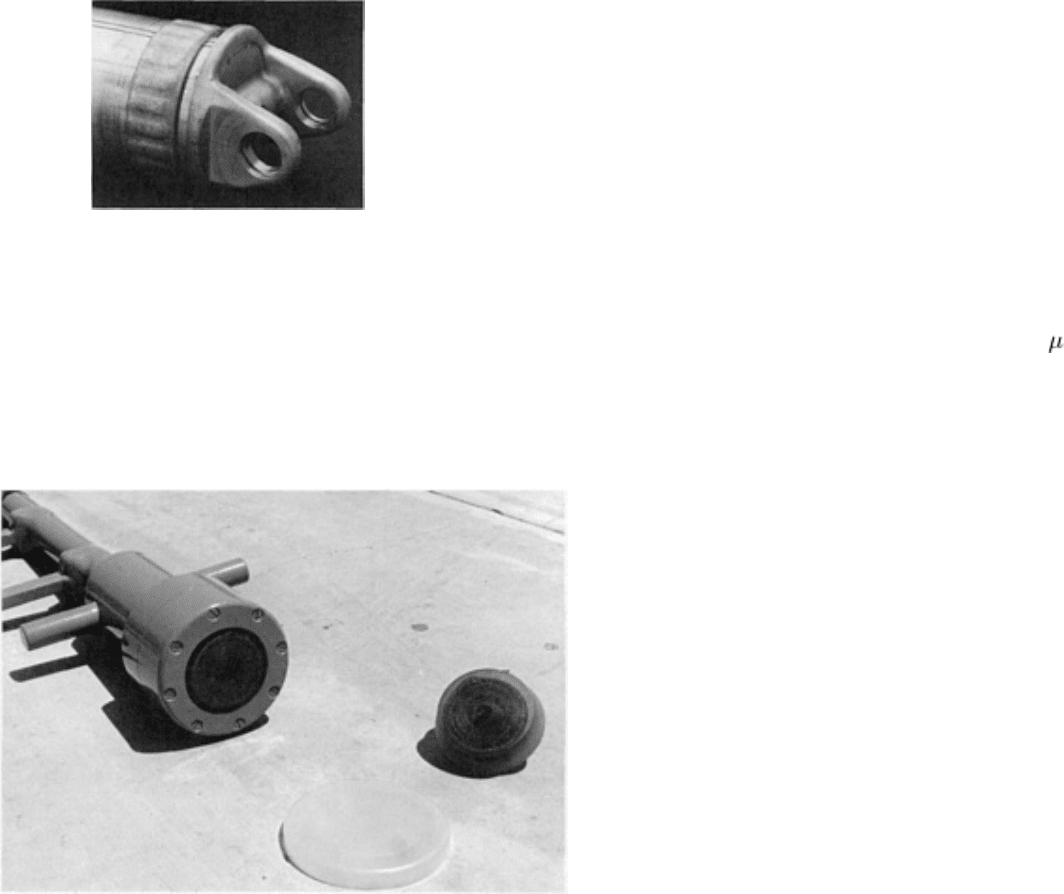
The initial application used a tube of 6063-T832 alloy with a 75 mm (3 in.) inside diameter and a 1.9 mm (0.076 in.) thick
wall. The yoke is a multisplined impact extrusion. An additional driver ring is used over the tube and is formed with the
tube onto the splines. The 6061-O ring, with a 2.64 mm (0.104 in.) wall, provides additional joint strength and receives
the balancing weights (see Fig. 9). By welding weights to the ring, the mechanical integrity of the torque tube is not
affected. Tubes are fabricated in various lengths and diameters. All are assembled on semiautomated EMF machines with
a maximum capacity of 60 kJ (44,300 ft · lbf).
Electromagnetic Hammers and Riveters. In addition to
contour forming against a die, flat coils are used in two unique
aerospace applications: as an electromagnetic hammer and as an
electromagnetic riveter. The hammer is used to flatten surfaces on
the aluminum skin of the central fuel tank of the space shuttle,
while the riveter is used in the assembly of 747 jet aircraft wings.
An electromagnetic hammer exerts momentary high pressure over a
small area of a metal workpiece. In contrast to mechanical
hammers, it requires no dynamic material contact with the
workpiece and consequently produces almost no change in the
metal grain structure.
In one version of the hammer, designed for use on an aluminum
tank, the currents generate pressures up to 35 MPa (5 ksi), which can deform the aluminum in as short a time as 100 s.
The repulsive force also acts on the coil, causing it to kick back. The coil is therefore mounted in a holder that allows for
this motion and makes it possible to reposition the coil simply by sliding it back toward the workpiece. Figure 10 shows a
hand-held electromagnetic hammer.
In another application, flat coils are used as part of an
electromagnetic riveting (EMR) system to drive a
mechanical ram to upset rivets. Electromagnetic
riveting is a proved method for installing rivets of
various materials to precision interference profiles for
fluid-tight and fatigue-critical applications. The
process makes precision installations without massive,
stationary equipment.
The high-velocity single-impact riveting process
converts electromagnetic energy into mechanical
kinetic energy to drive rivets. The EMR equipment
consists of a power supply and two opposed guns with
special power transmission cables connecting the guns
and the power supply. Compared to large automatic
hydraulic riveting machines, the EMR rivet quality is
higher; yet the system is substantially lower in initial
procurement costs. It features a quieter operation and
reduced floor space requirements. Even when
compared to conventional hand gun driving, EMR is
far superior in quality and cost performance, and noise
level is reduced by several orders of magnitude.
Standard, available rivets are used in the EMR process, and rivet installations are uniform and repeatable, with an
extremely low rejection rate.
Fig. 9 Aluminum driveshaft assembled by EMF.
Fig. 10 Hand-held electromagnetic hammer.