ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

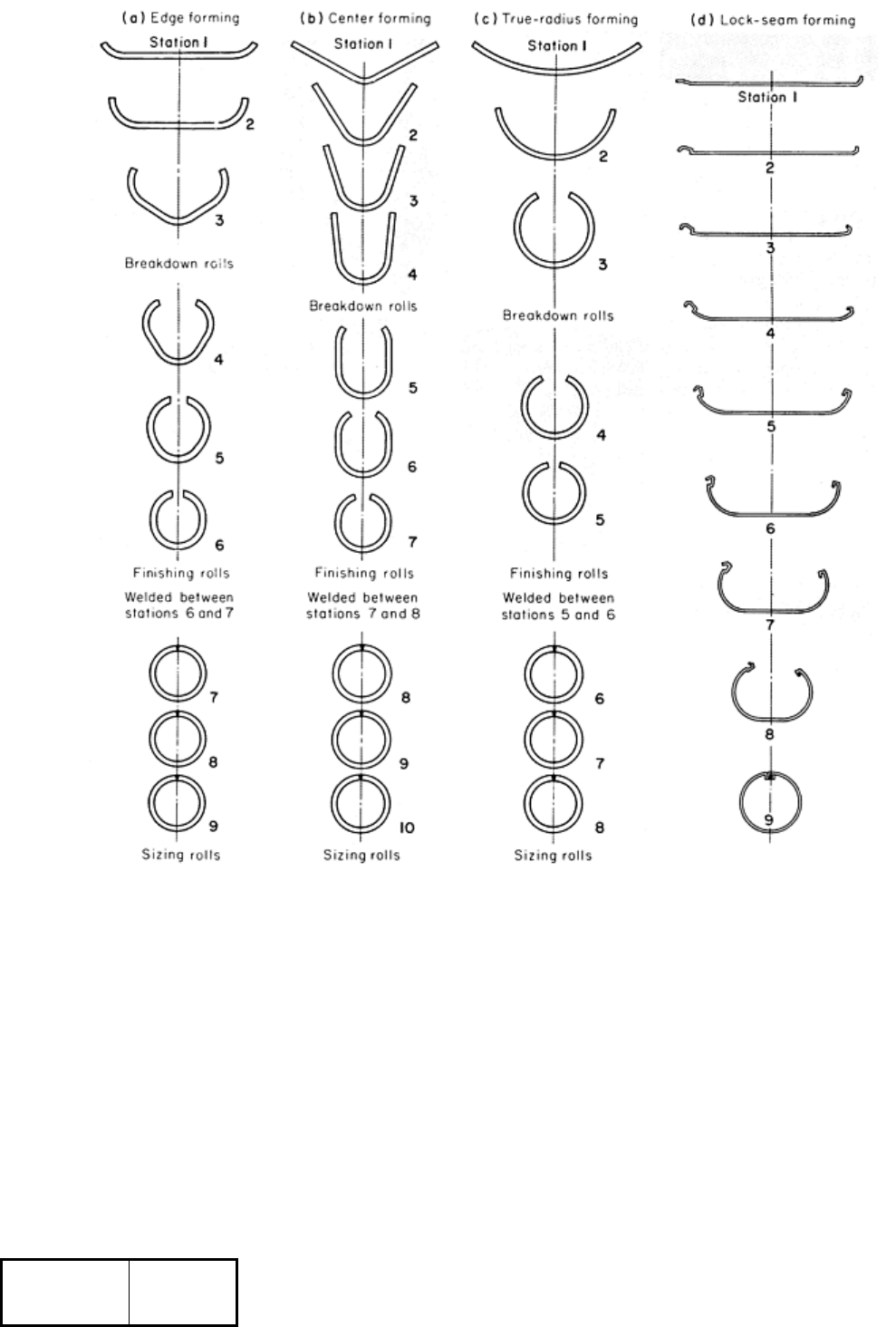
Fig. 7 Typical sequences for forming round pipes and tubes. (a to c) With a butt-welded longitudinal seam.
(d)
With a lock-seam joint.
For all three methods of producing welded tubing, the forming rolls are termed as breakdown and finishing rolls.
Breakdown is usually accomplished in the first three or four roll stations, as indicated in Fig. 7.
Optimum distance between the edges of the stock in the final finishing station (stations 6, 7, and 5 in Fig. 7a, b, and c,
respectively) is affected by the method of welding and tube size. For resistance welding, however, the following relations
of tube size to distance are typical:
Tube diameter
Distance
mm in. mm
in.
9.5
1.57
0.062
25 1 3.15
0.124
51 2 4.37
0.172
102 4 6.35
0.250
Machine size is determined by material thickness and tubing size. Large pipe sometimes requires a machine having
spindles 305 to 355 mm (12 to 14 in.) in diameter.
Speed of production is controlled by thickness and type of work metal. Aluminum can be formed and welded as fast as 75
m/min (250 ft/min), whereas titanium tubing is produced at a rate of only 455 mm/min (18 in./min). The welding
operation is often the main limitation on the speed at which tubing can be produced by roll forming.
Soluble oils are the most practical lubricant for forming tube, and should be used to prevent galling. A mixture of 25 to 40
parts water to 1 part oil is commonly used.
Long roll life can be expected in producing round tubing. Three to four million feet between regrinds is considered
normal.
Lock-seam tube (Fig. 7d) has two edges folded over to form a lock. Production of lock-seam tubing is restricted to
relatively thin material (usually less than 0.91 mm, or 0.0359 in.) because heavier stock is too difficult to lock. The lock-
seam method is used extensively for thicknesses that are impractical for welding because they are too thin. Maximum
thickness is also restricted by tube diameter. As a general rule, stock thickness should not be greater than 3% of the tube
diameter. For instance, 0.76 mm (0.030 in.) is about the maximum thickness of strip that should be used to produce 25
mm (1 in.) OD tubing.
Minimum width of the lock should be five times the material thickness. The lock-seam method is also applicable to
square tubing.
The various stages of lock-seam forming are shown in Fig. 7(d). Idlers are used between stations 4 to 8. Between stations
8 and 9, a lock housing unit that is equivalent to two stations is used. Both side rolls and vertical rolls are used in the
locking stand, the main purpose of which is to lock the two edges of work metal in the groove. A mandrel is placed inside
the tube to help form the small lock. This mandrel is in the locking stand and extends beyond station 9. In the last station,
two small rolls ride opposite each other on the mandrel, pushing the work metal to form a tight lock between the top and
bottom rolls in station 9. It is necessary to have close control over the stock thickness, because a 0.025 mm (0.001 in.)
difference in thickness will result in a difference of about 0.13 mm (0.005 in.) in the outside diameter of the tube.
Roll Design for Tube Rolling
A number of designs and methods are used for forming strip into a tubular shape suitable for welding, with many factors
involved in choosing the proper roll design for producing a particular tube.
Figure 8 illustrates one of the most commonly used designs for rolls used for forming the tube before welding. The rolls
are designed with a single forming radius in each roll pass. This radius decreases progressively in each roll pass until the
final pass. The radius of the final roll pass is slightly larger than the finished tube size to permit the insertion of a thin fin
in the top roll to act as a guide for the two edges of the material. Generally, for the last two or three roll passes, there are
fin rolls in the top rolls to guide the two edges of the strip, prevent twisting of the tube and ensure accurate positioning of
the seam entering the welder. Idler rolls mounted on vertical spindles between the driven-roll passes are positioned to
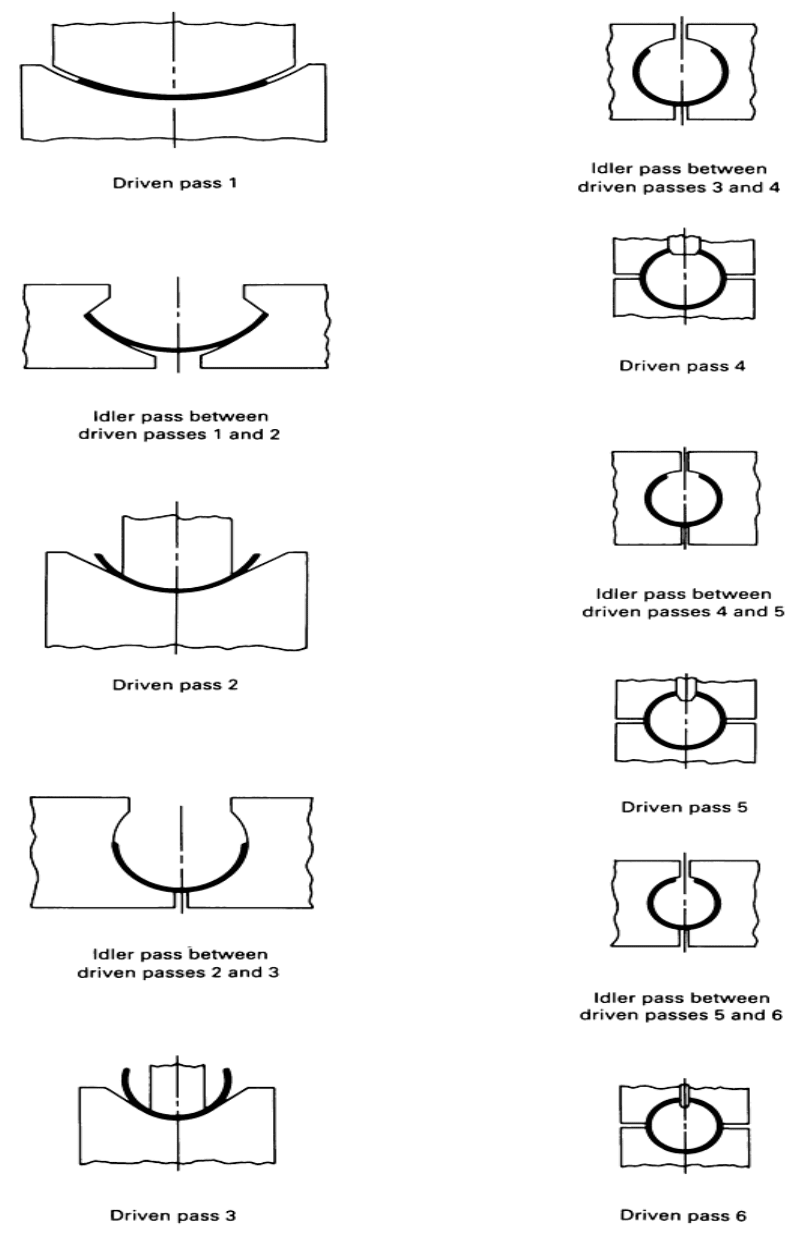
prevent excessive rubbing and scuffing of the side of the tube as it passes through the succeeding driven-roll pass. The
number of driven-roll passes can vary, increasing as the tube diameter increases, but five driven passes are considered a
minimum.
Fig. 8 Typical sequences for roll forming tubing from strip material.
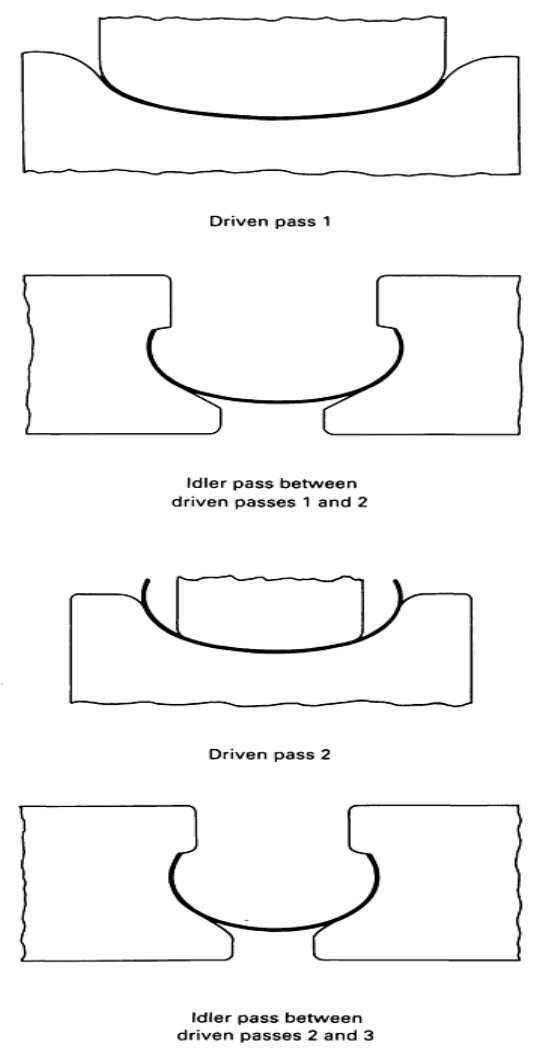
For forming tube with either a very thin wall or a very thick wall (<3% of the outside diameter of the tube, or >10% of the
outside diameter of the tube), a modification of the design shown in Fig. 8 is used. This modification is obtained by
forming the portion of the strip adjacent to the edges to the finished radius of the tube in the first forming pass, instead of
depending on the fin passes to finish form at the edges. This finished form at the edges of the strip helps to prevent
buckles and waviness at the edges of the strip as it passes through the forming rolls when very thin material is being
formed, and it helps to avoid the necessity of extreme pressures at the fin rolls when extra heavy-gage material is being
formed. Figure 9 illustrates the first four sets of rolls used in this method of tube forming. The remaining rolls are similar
to those shown in Fig. 8.
Fig. 9 First group of rolls for forming tubing from thin strip material from the edges inward.
In forming material of high tensile strength when springback of the metal is a factor, a third method of forming is
sometimes used. In this design a part of the strip is formed to the finished tube radius in each roll pass, progressing from
the two edges toward the middle until the fin passes are reached. The forming radius on the rolls is less than the finished
radius of the tube to compensate for the springback of the material.
Welding
Seam welding of pipe and tubing is generally performed using either low-frequency rotary-electrode welding or high-
frequency welding; laser welding is beginning to be used (see the section "Laser Welding" below). High-frequency
resistance welding and high-frequency induction welding for tube diameters less than 25 mm (1 in.) Fig. 10 has become
more predominant in recent years in the production of welded tubing (see the article "High Frequency Welding" in
Welding, Brazing, and Soldering, Volume 6 of the ASM Handbook). With rotary-electrode welding, the maximum wall
thickness that is economically feasible is 4.5 mm (0.180 in.). Using high-frequency welders, wall thicknesses as thick as
19 mm (0.75 in.) and as thin as 0.13 mm (0.005 in.) are obtainable. After the welding operation, the piece is usually sized
and then straightened before being cut to length.
Fig. 10 Two methods of high-
frequency welding of longitudinal seams in tubing. (a) Sliding contacts introduce
current to the tube edges. (b) Multiturn induction coil induces current to the tube edges.
Laser Welding. Powerful carbon dioxide (CO
2
) lasers also have been used to make longitudinal welds in contour roll
formed stainless steel tube. In this process autogenous (no filler metal) welds were made in type 304 and type 430
stainless steel tubes using a 5 kW CO
2
laser at a speed of 5 m/min (16.5 ft/min). Tubes had a wall thickness of 1.5 mm
(0.060 in.) and a diameter of 48.5 mm (1.91 in.). Laser welding resulted in joints that were tougher and more ductile than
joints made by other welding processes.
Sizing and Straightening. Tube and pipe are welded to an outside diameter slightly larger than the finished diameter.
The sizing rolls can then produce round, accurately dimensioned, straight, finished tube. A typical set of sizing and
straightening rolls consists of three driven-roll passes, vertically mounted idler rolls between each driven pass, and finally
a set of idle cluster rolls that are adjustable both vertically and horizontally for final straightening of the tube. The roll
radius for each driven roll successively decreases to size the tube down to its proper diameter.
Reshaping of Round Tubing
Several cross sections that can be feasibly produced by reshaping round tubing are shown in Fig. 11. Reshaping can be
done either continuously in sequence with the production of round tubing or in a separate operation.
Fig. 11 Cross sections showing typical contours that can be produced by reshaping welded or lock-
seam round
tubing. In addition to these contours, square, triangular, and rectangular shapes can be form
ed from round
tubing in one or more roll stations. Dimensions given in inches.
On square and rectangular tubing, the flatness of the sides will vary with work metal thickness and hardness. On light
gages and in the harder tempers, springback results in a crown effect on the sides. This condition can be corrected by
overforming in the final station. In forming rectangles, the longer sides may become convex, and the short sides may
become concave. Flatness can be controlled to a minor extent by roll adjustments in the finish station, but a major
correction must be made by using concave or convex contours in final Turk's-head rolls.

Rolling speeds used in reshaping tubing of light-gage metal are often equal to those used in producing the basic round
tube. For reshaping heavier-gage tubing (for example, over 0.89 mm, or 0.035 in.), speed should be reduced by as much
as 25% of that used for forming the round tube, depending mainly on the capacity of the equipment.
Tooling requirements for reshaping round tubing vary with the gage, size, and complexity of the final shape. It is
often possible to form simple squares from thin-gage round tubing in one roll station and one Turk's-head station.
However, as stock thickness or complexity of shape, or both, increase, more stations are required.
Contour Roll Forming
Tolerances
Cross-sectional tolerances on part dimensions are a result of variations in material width and thickness, physical
properties of the material, quality of the tooling, conditions of the machine, and operator skill. Dimensional cross-
sectional tolerances of ±0.25 to ±0.78 mm (0.010 to 0.030 in.) and angular tolerances of ±1° are common. Tolerances are
slightly greater when wide building panels and deep sections are being formed. If a closer tolerance is required, material
with a controlled-thickness tolerance of ±0.05 mm (0.002 in.) should be used.
Length tolerances are dependent on material thickness, part length, line speed, equipment quality and condition, and type
of measuring and cutoff system used. For thin material (0.38 to 0.64 mm, or 0.015 to 0.025 in. thick), tolerances of ±0.51
to ±2.36 mm (0.020 to 0.093 in.) are obtainable. For material more than 0.64 mm (0.025 in.) thick, tolerances of ±0.38 to
±1.52 mm (0.015 to 0.060 in.) are obtainable. The minimum tolerances are based on part lengths up to 915 mm (36 in.),
and the maximum tolerances are based on lengths up to 3.66 m (12 ft). Tolerances would generally be greater on parts
longer than those specified.
In roll forming, it is generally advisable to order the material to be formed with somewhat tighter than commercial quality
tolerances. If this is done, a great many dimensional problems can be eliminated. Failure to consider material quality
results in needless problems and frustrations.
Straightness
In addition to cross-sectional, angular, and length tolerances, another tolerance to consider is the straightness of the
material and the formed section. Some of the parameters that determine straightness include camber, curve or sweep,
bow, and twist. The terms camber, curve, and bow are often used synonymously when describing straightness. The
horizontal and vertical planes of the formed part are determined by the position in which the part is formed.
Camber (Fig. 12a) is the deviation of a side edge from a straight line. Measured prior to roll forming, the maximum
allowable camber is 3.2 mm/m (⅜ in. in 10 ft.). Excessive camber contributes to curve, bow, and twist in the finished
part.
Fig. 12 Straightness parameters for roll formed parts. (a) Camber. (b) Curve or sweep.
(c) Bow. See text for
details.
Curve or sweep (Fig. 12b) is the deviation from a straight line in the horizontal plane measured after the part has
formed. The curve in a formed part can be held to within ±1 mm/m (±⅛ in. in 10 ft). Curve or sweep can result from
incorrect horizontal roll alignment and uneven forming pressure in a pair of rolls.
Bow (Fig. 12c) is the deviation from a straight line in the vertical plane and can be either cross bow or longitudinal bow.
Bow results from uneven vertical gaps on symmetrical sections and from uneven forming areas on unsymmetrical
sections. Generally, bow can be held to within ±1 mm/m (±⅛ in. in 10 ft).
Twist in a formed part resembles a corkscrew effect and often results from excessive forming pressure. Twist is
generally held to less than 5° in 3 m (10 ft).
Quality and Accuracy
Two factors that can affect the quality and accuracy of a roll-formed section are springback and end flare.
Springback is a distortion that becomes evident after the straining of the part has been discontinued. The amount of
springback varies with different metal properties such as yield and elastic modulus. Springback can be compensated for in
the tool design by overforming. Overforming forms the material past its expected final shape.
End flare is the distortion that appears at the ends of a roll-formed part. The internal stresses incurred in roll forming are
much more complex than in other types of bending. These stresses are usually higher in the edges of the material being
formed and are released when the part is cut off.
Control of End Flare. End flare occurs to some degree in nearly all roll-formed shapes. It can extend back from the
end as little as 50 or 75 mm (2 or 3 in.) or as much as 305 mm (12 in.). End flare can range from a few thousandths of an
inch (this small amount is usually ignored) to 12.7 mm (½ in.) or more. The possibilities for flare can pose difficult
problems. Both ends may flare outward, or one end may flare outward and the other inward. Excessive flare is caused by
hard work metal, workpiece shape, too few roll stations, unsuitable roll design, or a combination of all of these.
There are several means of keeping end flare within acceptable limits. Replacing a hard work metal with one that is more
formable will lessen, but not always eliminate, end flare. Minor changes in shape or design of the workpiece are often
feasible and should be considered when end flare is a problem. It is much better to recognize the possibility of excessive
flare before designing the rolls than to attempt correction after the rolls are made. The best way to minimize end flare is to
provide enough roll stations to prevent the sides or edges of the work metal strip from elongating.
Surface Finish
Contour roll forming seldom improves the initial finish of the work metal. One exception is the roll forming of unpickled
hot-finished steel, from which much scale is removed. It is usually possible to preserve the existing finish on unformed
areas of the work metal. Sheet and strip ranging from unpickled hot-rolled steel to highly polished stainless steel are
contour roll formed with a minimum of damage to the surface finish. In addition, work metals having almost every known
type of coating are contour roll formed in high production with no damage to the coatings.
This does not mean that no damage to the work metal will occur if the specific applications are not carefully considered in
planning the processing technique. In addition to normal precautionary measures, such as keeping the work metal clean
before rolling and maintaining the equipment properly, one or more of the following must be considered and possibly
adjusted when minimum damage to the surface finish is a primary requirement:
• Roll design or number of rolls in a given station
• Number of stations
• Roll material and finish
• Lubricant
• Rolling speed
As severity of forming increases, the possibility of damage to the work metal surface increases and may require alteration
of the rolls within a station. For example, in forming deep channels, the shape can be produced using top and bottom rolls.

Side rolls can be added to improve dimensional tolerance. When maintenance of surface finish is a problem, the use of
side rolls is helpful, because it minimizes roll sweep, which is inevitable when the shape is produced solely by top and
bottom rolls. Excessive roll sweep is likely to damage both the work metal and the rolls.
Although sliding friction caused by roll sweep may damage surface finish, there is even greater likelihood of damage
from excessive forming pressure in a given roll station. Therefore, as severity of forming increases, the possibility of
damage to the work metal finish can be lessened by adding stations, thus decreasing the amount of forming done by a
given set of rolls and reducing forming pressures.
Roll material and roll finish also contribute to the surface finish obtained in contour roll forming. Chromium-plated steel
rolls or aluminum bronze rolls are best for preserving work metal finish.
Lubrication is preferred in contour roll forming and has a significant effect on work metal finish. When lubricants cannot
be tolerated, as in the roll forming of coated metals, more attention must be given to roll design, additional stations, roll
materials, and possibly lower rolling speeds than would be used if copious amounts of lubricant were permitted.
Each metal presents a different problem in maintaining surface finish.
Hot-rolled unpickled steel seldom offers any problem in maintaining surface finish. Rolling removes much of the
scale and usually improves the finish, provided a flood of lubricant is used to flush away the scale. Otherwise, this scale
will be trapped between work metal and rolls, resulting in damage to both surfaces. Rolls made from abrasion-resistant
tool steel such as D2 are especially recommended for roll forming of hot-rolled unpickled steel.
Cold-finished carbon steel, aluminum, and brass are usually rolled with a minimum of damage to work metal
finish. One or more of the conditions listed above may require special attention, depending mainly on severity of forming.
A flood of lubricant is desirable in roll forming cold-finished metals.
Highly polished stainless steel or aluminum can also be contour roll formed without damage to surfaces.
However, each step of the procedure becomes more critical than is the case with roll forming lower-quality finishes.
Greater attention must be given to roll design, fitting, and maintenance. Chromium-plated rolls are usually preferred when
work metal finishes are critical. Maximum cleanliness in all phases of the operation (including the use of freshly cleaned
work metal) is mandatory for achieving desired results. Special lubricants are preferred for roll forming stainless steel and
may be essential when forming is severe and quality of finish is critical.
Galvanized Steel. Success in roll forming hot dip galvanized steel depends mainly on the quality of the zinc coating,
maintenance of the rolls, and lubrication. Inferior galvanizing or severe bends, or both, cause the coating to loosen and
stick to the rolls. Wipers that contact the working surfaces of the rolls will aid in preventing surface damage. Chromium-
plated rolls are also helpful in minimizing damage to galvanized work metal.
Precoated metals (vinyl and other organic coatings) must be rolled without lubricant and sometimes pose problems,
although by paying careful attention to the conditions listed above, precoated metals can be contour roll formed without
damage to the coating surface. One of the most common applications is the forming of aluminum siding for buildings.
Complete preservation of finish depends mainly on severity of forming. Sometimes it is necessary to increase radii if the
particular operation is to be successful.
Embossed metals are also roll formed without lubricants. Shapes are designed to avoid excessive forming pressure,
and bend radii not less than twice the metal thickness are used to prevent distortion of the embossing. Forming of
aluminum eaves troughs is an example of this operation.
Contour Roll Forming
Use of Computers
Computers are becoming an important aid in the design of roll-forming tooling. Consistency, accuracy, and speed enable
the designer to determine the optimum design for each roll pass in less time than is required when the calculations are
performed by hand. The capability to display the profile of the part enables the designer to see how the material flows