ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

Rough straightening eliminates excessive bow that would cause whipping in the inlet trough. Because the tube does not
rotate during rough straightening, almost any amount of bow can be accepted; therefore, both roll and press straightening
can be used. If the tube is only slightly bowed, initial rough straightening can be omitted.
A rotary straightening pass is necessary for finish straightening, but need not be used when the tube requires another cold-
drawing operation. Two or more rotary passes may be required when the tube has developed excessive out-of-roundness,
bow, or multiple kinks in previous processing.
If the tube is considerably out-of-round, a normal straightening pass, with only a middle roll offset, will not be effective.
A preliminary pass with no offset in the middle rolls and all rolls set to ovalize may be required before the normal
straightening pass.
Most tubing, especially the smaller sizes (32 mm, or 1 in., in outside diameter and smaller), requires only one or two
rotary straightening passes. For larger-diameter tubing (38 mm, or 1 in., in outside diameter and larger), or when
straightness better than standard is required, additional work can be done in a press straightener to remove short end
hooks or to secure precision straightness. Press straightening converts long, gentle bows into a series of short bows ending
at each point where the punch hits.
Straightening of tubing having shapes other than round is done in roll or press straighteners with much the same
considerations governing the choice as those for similar solid shapes. Asymmetrical sections, such as airfoil or teardrop
designs, require press straightening. Stretch straighteners are helpful in detwisting and straightening asymmetrical shapes.
Straightening of Tubing
Revised by Philippe Delori, SMS Sutton, Inc.
Effect of Tubing Material
Procedures and tooling are influenced by the tubing material. The principal factors are the composition and condition of
the work metal, wall thickness, type of tubing (seamless or welded), and type and extent of distortion. Greater force and
more rugged equipment are required for straightening tubes with thick walls and high elastic limit.
Wall Thickness. The amount of distortion that occurs in the hollow section where it bears against the straightening
tools is relatively small in thick-wall tubes, which approach solids in their behavior. Distortion becomes significant as
tube walls become thinner, necessitating precautions against permanent distortion. Damage to thin-wall tubing appears as
spot dinges or ovality from punch straightening, or as spiral dinges (called rings) or ovality from rotary straightening.
Type of Tubing. Seamless tubes often have a nonuniform wall thickness, which makes the straightening operations
more difficult. In a welded tube, the weld and adjacent material may have mechanical properties that differ considerably
from those of the rest of the tube. Residual stress from welding may also affect straightening.
Type and Extent of Distortion. Crookedness in tubing can result from distortion during heat treatment or cooling,
from distortion during cold drawing as the result of eccentric wall, from hooked ends on hot-finished tubes (usually
caused by misalignment or roll wear in the hot-sinking mill), or from accidental bending during processing. End hooks
are pronounced bends that appear close (usually within 455 mm, or 18 in.) to the leading or trailing ends of some tubular
products.
Straightening of Tubing
Revised by Philippe Delori, SMS Sutton, Inc.
Control of Straightening Pressure

Pressure exerted on the workpiece by the straightening rolls must be carefully controlled to prevent permanent damage,
especially to thin-wall tubing. This can be done by increasing the distance between the points at which the tool contacts
the workpiece, thus reducing the total force, or by increasing the contact area between tool and tubing, thus reducing the
unit pressure on the workpiece.
In the rotary straightening of thin-wall tubing, the length of contact between the roll and the tube and the distance between
sets of rolls should both be maximum, and care should be exercised in the adjustment of opposed rolls to avoid excessive
ovalizing and pressure on a short section of tubing. In a two-roll machine, the length of curve is limited to the length of
the roll, and tubing with very thin walls may be subject to ringing at the roll shoulders where the pressure is greatest. This
limits the two-roll machine to a maximum diameter-to-wall thickness ratio of about 15 to 1 for full straightening.
Straightening of Tubing
Revised by Philippe Delori, SMS Sutton, Inc.
Press Straightening
The straightening press can rough straighten tubing prior to roll straightening or rotary straightening, or it can completely
straighten tubing by removing end hooks that cannot be removed easily by any other method. End hooks and large
cambers sometimes must be removed to permit the tubing to enter the rotary straightener and to prevent dangerous
whipping of the work. A press can also be used to straighten welded tubing before the bead is reduced. It is best to reduce
the bead before straightening the welded tubing in a rotary straightener.
Tooling. In the press straightening of thin-wall tubing, there should be a wide spacing between saddles. If there are short
kinks in the tube, the spacing is dictated by their length, and operator skill must be relied on to obtain the best possible
straightening.
Rolls with a semicircular groove for holding the tubing are sometimes used for end supports. The spacing of these rolls
can easily be adjusted to suit the length of the bow. The pressure shoe attached to the press ram is flat, with a semicircular
groove to distribute force over a greater area. The diameter of the groove should approximate the diameter of the tube to
avoid flattening of the tube under pressure.
Applications. Straightening presses are used on tubes to remove kinks, camber, and other distortions caused by
mishandling, cutting off, and heat treatment. Straightening presses can also be used to reduce the out-of-roundness of
tubing.
Straightening of Tubing
Revised by Philippe Delori, SMS Sutton, Inc.
Parallel-Roll Straightening
Single-plane and two-plane roll straighteners for tubular products are basically the same as those for solid bars. Machines
for tubular products may have somewhat longer center distances than bar straighteners and at the same time may not
require shafts and bearings that are as large. The roll-center distance is generally a function of the outside dimensions of
the tube, and it increases approximately as the outside dimensions of the tube increase. Less force is required for
straightening tubes than solid bars of equal outside dimensions.
Round tubing is best straightened on machines equipped with semicircular grooved rolls. The grooves must conform
closely to the tube size, and each size must have its own set of rolls, or set of grooves in a multigrooved roll. Round
tubing will twist slightly in the rolls, thus avoiding the effect of straightening and resulting only in rough straightening.

Tubing that is badly warped can be rough straightened as easily in a roll straightener as in a press. The roll straightener
operates faster than the press but takes longer to set up. When straightening 50 mm (2 in.) diam, 6 m (20 ft) long tubes,
for example, the roll straightener can process 250 to 400 pieces per hour as compared to 100 to 120 pieces per hour in a
press. However, changeover time for a roll straightener is 16 min; a press setup can be changed in as little as 6 min.
The cost of roll straightening increases greatly for the larger tube sizes. Therefore, a large tonnage of tubes must be
processed to justify the cost of machines for straightening tubes that are larger in outside diameter than approximately 75
mm (3 in.).
Square and rectangular tubing is commonly straightened in either single-plane or two-plane machines (see the
article "Straightening of Bars, Shapes, and Long Parts" in this Volume). If the rolls of a single-plane machine are grooved
to fit the tube, an appreciable straightening effect in a plane spaced at 90° is provided. When additional straightening is
required, square tubes are turned 90° for a second pass through the rolls. A two-plane roll straightener is better suited to
rectangular tubing than a single-plane roller because the rolls need not be reset for the second pass.
Straightening of Tubing
Revised by Philippe Delori, SMS Sutton, Inc.
Two-Roll Rotary Straightening
The principle employed in the rotary straightening of round tubes is basically the same as that for solid round bars. The
driven rolls, set at a predetermined angle, rotate the tube while conveying it in a lineal direction. The crest of the bow is
stressed to, or beyond, the elastic limit once during each revolution, and the maximum stress point is repeated spirally
along the length of the tube. The distance between each stress point depends on the lineal travel for each revolution of the
tube. Approximate values for lineal travel can be determined by multiplying the tube circumference by the tangent of the
angle of the rolls. Special contoured rolls can be used to eliminate stress points, yielding tubes with uniform stresses.
Two-roll rotary straighteners (see the article "Straightening of Bars, Shapes, and Long Parts" in this Volume) are used
primarily on tubes having a diameter-to-wall thickness ratio of no more than 15 to 1. The machine is equipped with two
skewed rolls, between which two guide shoes are mounted. One roll has a concave contour; the other is straight or
convex. The rolls can be arranged in a horizontal or a vertical plane. Machines with rolls arranged in the vertical plane are
of relatively new design.
The tube is held between the guide shoes while the straight or convex roll bends the tube between the ends of the concave
roll. The maximum deflection depends on the depth and the skew angle of the concave roll.
Two concave rolls have also been used to straighten tubes. The concave rolls are set to make full-length contact along the
surface of the tube, and the crest of the bow is ovalized between the rolls several times before the tube emerges from the
machine.
Straightening of End Hooks. The two-roll machine can remove most of the sharp bend at the end of tubing if the
rolls are ground to suit the deflection requirements of the tube material and are set at an angle to suit the size of tube and
length of end hook. The resulting curve in the rolls is suitable for a specific range of tube sizes with a specific elastic
limit. Wider variations in tube size and grade of material can be processed by changing the angle setting of one or both
rolls to produce the required deflection.
The design of the two-roll machine permits the rolls to be set at a small angle with the centerline of the stock. The smaller
the angle, the less through feed per revolution of the tube, and because of the small helix angle created by feed per
revolution, a large portion of the tube is subject to maximum bending stress.
Short bends and end hooks can be straightened in a two-roll machine, because all bending takes place within the length of
the rolls and not from roll to roll, as is the case with multiple-roll machines. The short span greatly increases the load
necessary for straightening, which partly explains why a two-roll machine is unsuccessful in straightening thin-wall
tubing.

Roll Angle. Contoured rolls are designed for a specific range of tube sizes and materials. This is approximately the same
range of conditions that can be handled by the equivalent multiple-roll straighteners. For most applications, the rolls are
set at an angle of 15 to 25°. The contour of the rolls can be varied to suit specific applications. For example, a roll of
shallow concavity is used for materials having low elastic limits, while a roll of deeper concavity can be used to straighten
materials having higher elastic limits.
Limitations. The two-roll machine is not ordinarily used to finish straighten tubing if the ratio of outside diameter to
wall thickness is greater than 15 to 1. The crushing strength of a thin-wall tube in the short span of a two-roll straightener
is such that the tube will crush, or ring, before it bends if the rolls are set to remove the maximum bend. However, if the
amount of bend to be removed is reduced by a preliminary rough-straightening operation, the machine can be used to
finish straighten tubing having a diameter-to-wall thickness ratio considerably greater than 15 to 1, depending on the
amount of straightening done in the preliminary operation.
Polishing of the tube surface can be either beneficial or detrimental. The hourglass shape of the rolls presents different
diameters to the surface of the tube, resulting in some slipping. This burnishing action improves surface finish, although
excessive slipping can produce a burnished spiral on the work surface.
Scratches may result when foreign material becomes embedded in the guide shoes. The use of nylon shoes and a soluble
oil as a lubricant will reduce scratches.
Sizing After Derodding. Producers of cold, drawn tubing use internal mandrels to control the inside diameter, and
two-roll crossed-axis machines are used to extract the mandrel (derod) after the drawing process. The identical rolls apply
heavy pressure on the workpiece, thus expanding the tubing to allow removal of the mandrel.
The expanded tubing does not always return to its drawn diameter. The external dimensions of tubing can be corrected by
drawing the tubing through dies that are undersize by an amount equal to the amount by which the tubing expands during
derodding.
Straightening of Tubing
Revised by Philippe Delori, SMS Sutton, Inc.
Multiple-Roll Rotary Straightening
Rotary straighteners with five, six, seven, or even more rolls are also used to straighten tubing. The five-roll machine
consists of two two-roll clusters and a middle deflecting roll. This machine has two large rolls on one side that are
opposed or nearly opposed by three small rolls on the other. Two of the three small rolls and the two large rolls function
as entry and exit feed rolls. The third small roll located between the other two small rolls functions as a deflecting roll.
The rolls can be arranged in the horizontal or in the vertical plane.
In some machines, only the two large rolls are driven; in others, all rolls except the deflecting roll are driven, and
sometimes all five rolls are driven. When more than two rolls are driven, the speed matching of roll surfaces becomes
important. Matching can be obtained by maintaining the correct relationship between roll diameters or, more easily and
accurately, by a differential drive between the two roll banks or, in some machines, by driving the rolls with individual
motors having relay, continuous-feedback, or similar controls.
The six-roll machine has two middle deflecting rolls opposed to one another, similar to the entry and exit rolls in the five-
roll straightener, but it differs from the five-roll straightener in that all rolls are of equal diameter. Normally, four or all
six of the rolls are powered. Another type of six-roll straightener has a roll arrangement similar to that of a five-roll
straightener with an additional outboard roll.
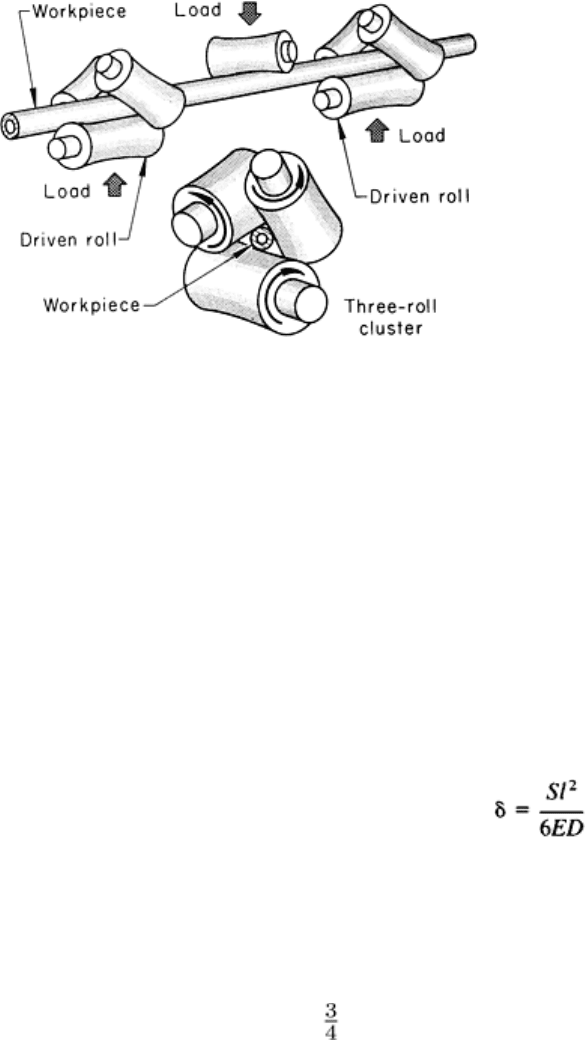
A seven-roll rotary straightener has two three-roll clusters--one at the entry end and one at the exit end of the straightener-
-and a middle deflecting roll (Fig. 1). Normally, the two bottom rolls are driven and the five others are idlers. The middle
roll (deflecting roll) moves vertically, and the four end idler rolls move in a circular path about pivot points in the base
and apply pressure to the tube for feeding and straightening. This seven-roll arrangement has the greatest effect at the
middle roll because the tube is held perfectly in the pass.
Various other multiple-roll straighteners have been built
for specific applications. The general principles that apply
to the use of multiple-roll machines are the same as those
already described for two-roll straighteners.
Middle-roll offset straightening bends a straight tube
by an amount that stresses the outer fibers of the tube to
the elastic limit. When the straightening load is released,
the tube springs back to its initially straight position. The
outer fibers of an initially bowed tube are stressed beyond
the elastic limit, and the tube springs back to a straight
position.
Straightening of tubing in this manner can be termed
single-pass straightening. It is possible, however, to
arrange the rolls in the multiple-roll machine to double
straighten each tube as it is conveyed through the machine.
The middle roll stand is offset to deflect a bowed tube and
to stress its outer fibers beyond the yield point, and in a
similar manner, the tube is deflected over the third roll
stand by an auxiliary roll or by the discharge table. The tube is stressed at both the middle and third roll stands--or, in
effect, double straightened--with each pass through the machine.
Bending the tube, however, creates an area of strain or cold work directly under the bending load. The rotation of the tube
as it goes through the machine generates a spiral of strained area around the periphery of the tube. The centerline of the
third roll stand should be spaced such that no one point on the tube duplicates itself at the same location on both the
middle and third rolls, thus eliminating the possibility of reworking the strained area.
Tube Deflection. The amount δ by which the middle roll or rolls must be offset from the entry and delivery rolls varies
inversely with the outside diameter of the tube to be processed, as demonstrated below:
where S is the yield strength of the metal, l is the distance between the outboard rolls, E is the modulus of elasticity, and D
is the outside diameter of the tube.
As the diameter of the tube decreases, the deflection requirements increase over a given span. Therefore, the factor that
determines the smallest-diameter tube that a machine can process is the deflection requirement of the tube over the span
of the rolls. Approximately 19 mm ( in.) is the maximum deflection that can be applied to most tubes without adversely
affecting travel of the tube through the rolls of a rotary straightening machine.
Applications. Multiple-roll machines are advantageous in processing thin-wall tubes, and thick-wall tubes having a high
ratio of diameter-to-wall thickness. This is because of the lower unit loading on the workpiece that is applied across the
longer bending spans between adjacent rolls. The multiple-roll straightener has an additional advantage in higher
throughput speeds than other rotary straighteners, because of the higher angularity settings of the rolls. Therefore,
multiple-roll straighteners are widely used in tube mill production lines.
Multiple-roll machines are ordinarily used for applications in which the primary purpose is the sizing or burnishing of the
workpiece. They do not straighten as accurately as two-roll machines, nor do they remove end hooks effectively.
Long bows in medium- and heavy-wall tubes are removed by closing each roll pass and bending the tube with the middle
roll. Closed-pass rolling provides full-length support within each roll stand. Straightening in this manner requires less
deflection and spreads the bending load over the full length of each roll.
Long bows can sometimes be removed from extra-heavy-wall tubes by opening each roll stand and bending the tube
between the two bottom rolls with the top middle roll. The object is to exert a minimum load on the tube.
Fig. 1
Arrangement and principles of operation of
three-roll clusters in a seven-roll rotary straightener
Thin-wall tubes should be processed with low unit loads applied to the surface of the tube and with minimum deflection.
High loads and excessive deflection will ring the interior of the tube. The bending load can be spread across the surface of
the tube by angling the middle roll toward the centerline of the pass. Ovalizing and spreading the roll contact lower the
required amount of deflection to produce a straight tube. Deflecting a tube over a long span requires a large offset that can
make it difficult to convey the tube through the machine. However, proper roll design and roll spacing make it possible to
process a wide range of outside diameters in the multiple-roll rotary straightening machine.
End hook can be removed from thin- and medium-wall tubes by ovalizing and bending the tube in the middle roll pass.
Removing end hook from thick-wall tubing on multiple-roll straighteners is difficult because the center-to-center distance
between the No. 1 and 2 roll stands is usually greater than the length of the end hook.
The roll angle of a straightening machine depends on the outside diameter of the tube to be straightened. In general, a
machine used for small-diameter tubing in the range of 6.4 to 19 m ( to in.) may have a roll angle of 40 to 45°. In
some special highspeed straighteners, when the tubing is almost straight to begin with and is easy to straighten, a 40°
angle can be used for tubing as large as 50 mm (2 in.). For machines in the range of 50 to 152 mm (2 to 6 in.), a common
angle is 30°. For very large tubing 455 to 610 mm (18 to 24 in.) in diameter, the angle can be as low as 17 °.
To fit a large tube within the size range of the machine to the roll contour, the angle between the centerline of the tube and
the roll must be greater than that required for a small-diameter tube. The angle can be adjusted from 2 to 3° on either side
of the nominal angle for a given machine--the lowest angle for the smallest size and the largest angle for the largest size.
Entry and Delivery Tables. Well-designed entry and delivery tables are important in the rotary straightening of
tubular products. The rotary straightening machine is designed to support, guide, and straighten a tube within the length
between the first and last roll stands. It is not designed to feed, support, or confine a long tube over its full length.
Entry-table guides confine the portion of the tube that is beyond the limits controlled by the rotary straightening machine
in order to minimize rotary whipping of the unstraightened portion. The table guides must be designed to suit the size
range, grade of material, and travel rate of tube that is to be processed. A combination of entry and delivery tables and
guides keeps the amount of straightener deflection, or offset, to a minimum, increases the range of sizes that can be
straightened in any one machine, and decreases the possibility of damaging the tube.
The entry table should also feed the tube into the rotary straightener with skewed rolls, so that the tube will be rotating
and moving lineally when it enters the straightener. When in-line straighteners are used at the mill, the straightener and
tables must be designed to keep up with the speed of the mill.
Straightening of Tubing
Revised by Philippe Delori, SMS Sutton, Inc.
Ovalizing in Rotary Straighteners
Some straightening effect can be produced in certain tubular products not only by bending but also by squeezing them
elastically between the opposed straightening rolls as the tubes are processed through a rotary straightening machine. The
rolls have a concave curvature through which a line of contact is produced between the roll and the workpiece for almost
the full length of the roll.
Machines having sets of two opposed rolls are used to combine bending and ovalizing in the straightening of round tubes.
Squeezing results in high residual stresses that can be removed by subsequent bending operations.
Collapse Strength. The cold working of a tubular product by bending and ovalizing in a rotary straightening machine
can reduce the collapse strength or external-pressure resistance of the tube. Therefore, cold working should be kept to a
minimum. The least amount of bending and/or ovalizing that will still yield a straight tube should be used. It is believed
that a round tube obtained by squeezing will result in good collapse resistance.

Forming of Wire
Introduction
WIRE FORMS are used to give a high strength-to-weight ratio, an open construction (as in fan guards or baskets),
resilience to absorb shock, and the economy of automated production of formed parts. When production quantities are
small or the size of the finished article is large, the wire may be straightened and cut to length as a preliminary operation
before the individual pieces are fed into hand benders, kick presses, power presses equipped with appropriate dies, or
coiling devices. For large quantities, the wire is straightened as it comes from the coil and is fed directly and continuously
into power presses, automatic forming or spring-coiling machines, multiple-slide machines, or special machines actuated
by cams, air, or hydraulic cylinders. Wire drawing is discussed in the article "Wire, Rod, and Tube Drawing" in this
Volume.
Operations other than bending that are performed on wire include:
• Threading with single-head or multiple-head chasers, or with flat-die or rotary-
die roll threaders. Roll
dies can also be used for knurling, pointing, and chamfering
• Heading in open-
die rod headers, to make a variety of heads such as flat, round, slotted, indented
hexagon, tee, and ball
• Swaging or extruding of long points or reduced-diameter sections on rotary-die swagers or long-s
troke
headers
• Welding with resistance, arc, or gas
Speed of Forming. Increasing the speed of forming can result in out-of-tolerance parts, increased springback, and wear
on the tools and machine caused by increased force and torque. With machines in which some of the tools are air-actuated
and some are not, enough time must be allowed for the air-actuated tools to cycle to prevent the machine from going out
of phase. For example, a machine with a mechanical drive and air-actuated tools was constantly out of phase when
making 70 formed and welded assemblies per hour. By reducing the speed by about 5%, the air valves and cylinders had
time to complete their cycles, and were in phase with the mechanical devices.
Tools used for forming wire should be made of tool steel hardened to 56 to 61 HRC. Water-hardening tool steels such as
AISI W1 are usually adequate. For more severe forming and longer tool life, D2 tool steel is recommended. Surfaces
contacting the wire should be polished to prevent marking. They can usually be hardened after tryout in the soft state.
Springback is variable and difficult to control in the forming of wire, as it is in most pressworking operations.
Springback varies with the type and temper of wire and may be different for each lot of a specific type and temper. The
most practical way to determine springback is to make trial bends either before the tools have been hardened or on
temporary tools. The necessary final correction for springback is usually made at the final tool setup, after the tools have
been hardened.
Forming of Wire
Effect of Material Condition
Most wire forming is done at room temperature. Wire made of low-carbon steel is usually formed in the as-drawn
condition. Medium-carbon steel wire (1035 to 1060) is usually annealed before severe forming and heat treated after
forming.
Surface Finish. A rough surface on the wire may cause short tool life. Plated wire is as easily formed as is bare wire,
except that if the plating loosens or peels, it may damage the tools. Platings of gold, tin, solder, or other soft metals may
show marks readily; however, soft plating may act as a lubricant during the forming of wire. Whether the wire can be
plated before forming may depend on the severity of forming and the subsequent fabricating operations. Welding, for
instance, may require that plating be done after forming.
Properties. The strength of wire is important in forming, especially when making steel springs. The required tensile
strength is developed in spring wire either by cold drawing through a series of dies with up to 85% reduction in cross
section, or by heat treating steel containing 0.60 to 0.70% C, quenching in oil, and tempering the wire. The elastic limit in
torsion of spring wire is more important to its use in a spring than is its tensile strength. Information on the mechanical
properties of steel spring wire is available in the article "Steel Springs" in Properties and Selection: Irons, Steels, and
High-Performance Alloys, Volume 1 of the ASM Handbook.
Forming of Wire
Rolling of Wire in a Turk's-Head Machine
A Turk's-head machine generally has four rolls that will accommodate wire of one cross section (generally, round) and
cold roll it to another shape. Uses of the machine are:
• To make accurate, square, and narrow rectangular wire directly from round wire
• To finish special shapes from round or preformed rough shapes
• To put edge contours on flat metal ribbon
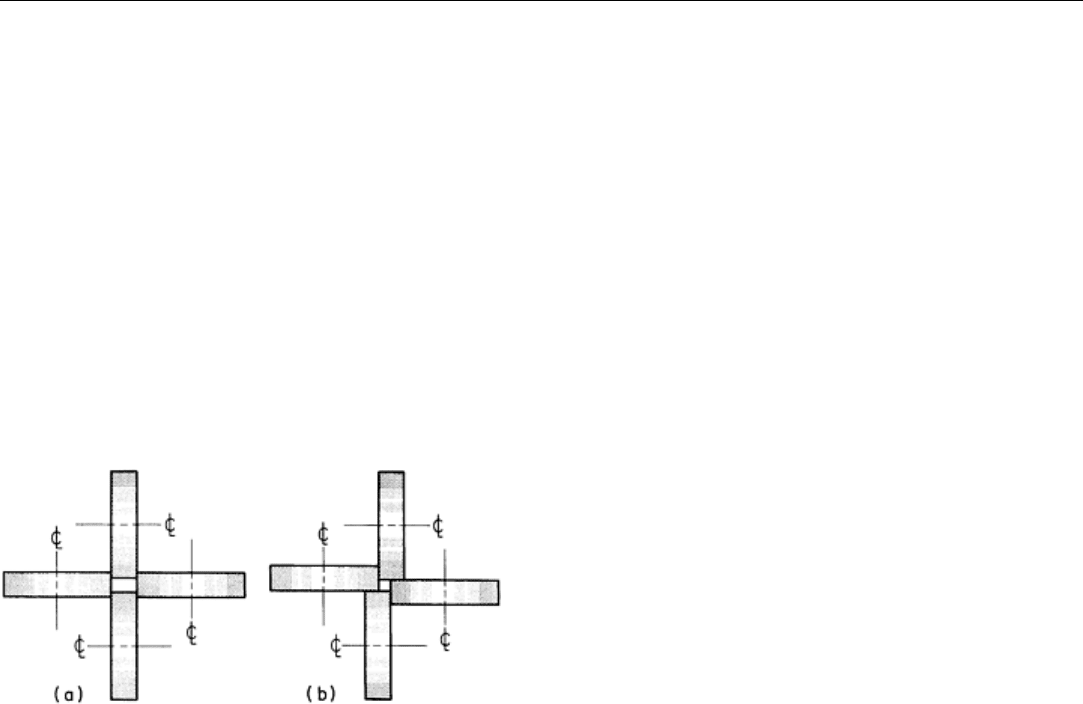
Operation. The machine has a cluster of four rolls with the four axes in the same plane and at right angles to each other,
as shown in Fig. 1. In operation, a coil of wire is supported in a pay-off reel; the wire is pulled through the rolls by a
capstan and then recoiled. A drawbench can be used for pulling short lengths (up to 30 m, or 100 ft) through the rolls.
Depending on the shape to be formed, the narrow rolls can
be centered (opposed), as in Fig. 1(a), or they can be offset,
as in Fig. 1(b). Although the rolls shown are plain cylinders,
these can be replaced with rolls ground to any shape that
will form the desired cross section. Some sections require
several passes through the machine: It may take two passes
to roll an accurate sharp-cornered square wire, and three or
more passes may be needed to make a complex section fill
properly.
Simple or complex shapes may be drawn through a Turk's-
head machine as fast as 180 m/min (600 ft/min), depending
on the force and speed available in the drawbench and the
amount of heating in the operation. In general, the sections
that can be formed depend on the ductility of the wire and
are limited to shapes that can be ground into the rolls and
shapes that are suited to the roll design, symmetrical, and no
wider than twice the round wire thickness (unless preformed wire is used).
Some Turk's-head machines have three rolls to make triangular shapes and other shapes suited to a three-roll design.
Accuracy of forming in a Turk's-head machine depends on:
• Accuracy and uniformity of the initial round wire in size, shape, smoothness, hardness, and ductility
• Dissipation of heat caused by cold working
• Smooth operation of drive in accelerating, running, and decelerating
• The amount of reduction in area or change in section in one pass
Any variation in size of the round wire pulled through the rolls may cause changes in size and shape of the product. If the
round wire is oversize in a portion of its length, it may cause a sharper corner in the shape and thus a longer cross-corner
dimension, or it may form a fin. If the round wire is undersize, the shape will not be well filled, and the cross-corner
dimension will be decreased.
Fig. 1 Turk's-
head rolls. (a) Positioned in line to form
a rectangular cross section.
(b) Offset to form a
square section
Variations in the hardness and ductility of round wire can also cause variations in the cross-corner dimension of a shape.
Hard spots increase the cross-corner dimension; soft spots decrease it. A rough or unlubricated surface increases cross-
corner size; a smooth, oiled surface makes it smaller. Heating of the rolls caused by cold working may enlarge the rolls,
making the product smaller. A coolant is frequently used to remove heat from the rolls.
Nonuniform acceleration, running and deceleration of the capstan, and changes in tension on the wire may also cause
variations in the formed shape. The greater the reduction in section size of the wire as it is drawn through the rolls, the
greater the chances of variations in the formed shape.
Tolerances in wire formed in a Turk's-head machine in ordinary production are ±0.05 mm (±0.002 in.), but ±0.013 mm
(±0.0005 in.) is a reasonable tolerance if all important factors are controlled.
Forming of Wire
Spring Coiling
Small quantities of springs may be coiled in a lathe. The arbor around which the spring is wound is held in the chuck, and
two wooden friction blocks are mounted on the cross slide. Numerous hand-operated devices are also used. Production
coiling is done in single-purpose automatic spring coilers.
In a standard spring-coiling machine, a pair of feed rolls pushes a calculated length of straightened wire through
restricting guides against a coiling point and around a fixed arbor into a coil. At the end of the coiling cycle, the feed rolls
stop, and a cutoff mechanism actuates a knife, which severs the completed spring against the arbor. A flying knife
separates the completed spring from the wire strand.
Standard spring-coiling machines range in size from those that can coil only fine wire to those that can form 19 mm (
in.) diam cold-drawn or 15.9 mm ( in.) diam pretempered wire. Each coiler can process a range of wire diameters,
depending on the number and size of half-round grooves in the feed rolls. A set of feed rolls usually has grooves of three
or four different sizes. For example, a machine might coil wire 2.32 to 5.26 mm (0.0915 to 0.207 in.) in diameter and
make a spring with an index (ratio of mean spring diameter to wire diameter) ranging from 3 to 18. The length of wire fed
is controlled by the feed rolls.
A coiler equipped with a variety of attachments and cams can produce almost any type of spring, including tight-wound
extension springs, common compression springs with either open ends or ends closed for grinding, barrel-type springs of
various contours, tapered springs, single-coil springs, variable-pitch compression springs, and torsion springs.
A tight-wound extension spring is wound in a standard coiler, but the end loops are formed in one of three ways:
• On
e or more of the end loops are opened up or pulled out in a secondary operation to form the required
end hooks
• End loops are automatically formed by deflecting the wire into shape as a part of the coiling operation
• Automatic handling equipment and attach
ments are incorporated as additions to a regular coiler to make
the loops
The second method is less complicated to set up and operate, but both it and the third method are limited to wire less than
1.27 mm (0.050 in.) in diameter and, because of setup time, to production runs of not less than 10,000 pieces.
A machine equipped with a torsion-spring attachment forms straight extended arms; these arms can be formed and looped
as desired in a second operation.
Compression springs are wound in standard coilers equipped with a pitch tool located under the first formed coil. This
tool, controlled by cams, regulates the spacing between the coils, which may be either uniform or variable. The ends of
compression springs may be plain, plain and ground, square, or square and ground.
The use of round wire predominates in making compression springs, although square, rectangular, or special-section wire
is necessary in some applications. Square or rectangular wire is used to obtain the maximum load capacity for a given
space. Wire with square corners before coiling will upset at the inside of the coil and become trapezoidal in section after
coiling. This limits the deflection per coil, especially with small ratios of mean diameter to wire thickness.
Accuracy. The cams, gears, and other parts of a coiling machine become worn as the machine is used, resulting in a less
accurate product. Some product inaccuracies can be reduced by control of the speed of the machine.
Dimensional variations for different materials are caused by variations in springback and by distortion during heat
treatment. Variations in pitch and diameter depend on the speed of coiling. Dimensional variation depends also on the
ratio of wire size to diameter and the ratio of pitch to spring diameter. By increasing the limits slightly, coiling speed and
production rate may be increased.
Many springs are acceptable with inaccuracies or with a wide tolerance in dimensions and performance, but some springs
(valve springs, for instance) must be more accurate. Variations in mechanical properties of wire will result in nonuniform
springs. Standard spring wire has a permissible tensile-strength variation of 172 to 241 MPa (25 to 35 ksi); wire for valve
springs has a limit of variation of 138 MPa (20 ksi). The range for any one coil seldom exceeds 35 MPa (5 ksi).
Coiling must be fast enough to produce an even flow of wire from the pay-off reel. If the wire flow is jerky or
nonuniform, the dimensions of the spring may vary excessively.
Forming of Wire
Manual and Power Bending
Manual and power bending are done in rotary benders, pneumatic or hydraulic formers, and special fixtures to locate the
bend and hold the part. The blanks are straightened and cut to length before forming.
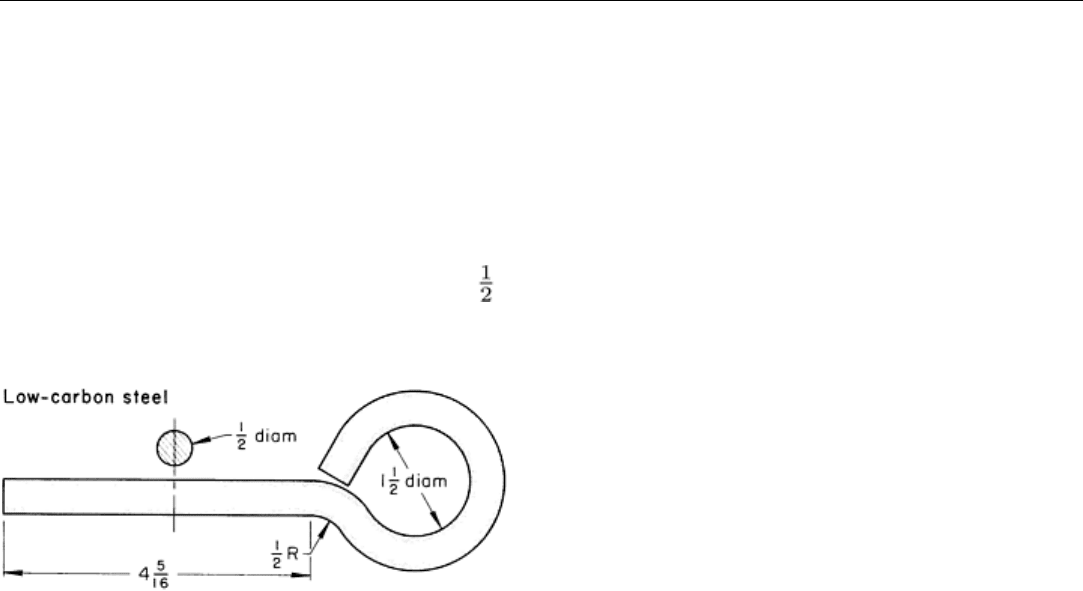
A rotary bender can be either manual or power operated. The precut blank is placed between a center pin or form block
and a stop pin. The arm supporting the wiper block is rotated clockwise, thus forming the wire around the center pin. An
adjustable stop controls rotation of the arm so that uniformity is maintained from piece to piece. The eyebolt shown in
Fig. 2 was formed in a rotary bender from 12.7 mm ( in.) diam cold-drawn stock at a production rate of 300 pieces per
hour.
The center pin can be changed to suit the bend radius. Form
blocks can be used for larger radii. The stop pin is movable
to accommodate different bend radii and stock thicknesses.
Round, square, or rectangular wire can be bent in this
equipment.
A more complex wire form, such as the scroll shown in Fig.
3, can be formed around blocks mounted in a rotary bender.
The compact shape at each end could be formed by holding
the wire taut while it is wrapped around a rotating form
block, or in a machine with a spring-loaded or air-loaded
wiper block. Another form block could be used for the long
curves. The form blocks in these two operations must be
designed to compensate for springback. The sharp bends at
the outer ends can be made in a rotary bender around a
center pin.
Fig. 2 Eyebolt formed in a rotary bender.
Dimensions
given in inches