Askeland D.R., Fulay P.P. Essentials of Materials Science & Engineering
Подождите немного. Документ загружается.

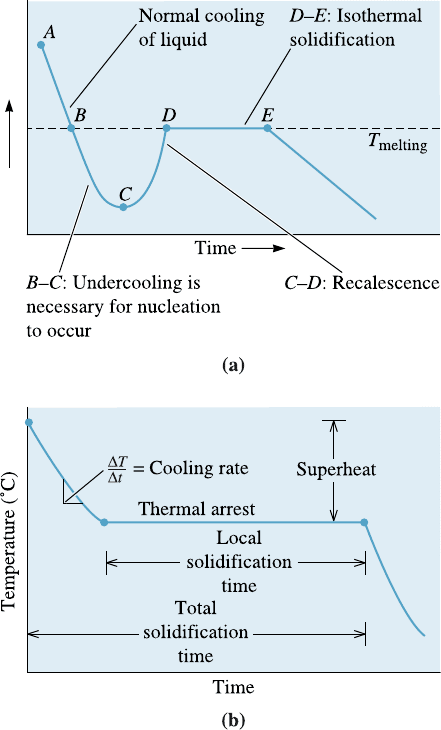
isothermally at the melting temperature (point D to E ) as the latent heat given o¤ from
continued solidification is balanced by the heat lost by cooling. This region between
points D and E, where the temperature is constant, is known as the thermal arrest.A
thermal arrest, or plateau, is produced because of the evolution of the latent heat of
fusion balances the heat being lost because of cooling. At point E, solidification is
complete and the solid casting cools from point E to room temperature.
If the liquid is well-inoculated, the extent of undercooling is usually very small. The
undercooling and recalescence are very small and can be observed in cooling curves
only by very careful measurements. If e¤ective heterogeneous nuclei are present in the
liquid, solidification begins at the freezing temperature [Figure 9-11(b)]. The latent heat
keeps the remaining liquid at the freezing temperature until all of the liquid has sol-
idified and no more heat can be evolved. Growth under these conditions is planar. The
total solidification time of the casting is the time required to remove both the specific
heat of the liquid and the latent heat of fusion. Measured from the time of pouring until
solidification is complete, this time is given by Chvorinov’s rule. The local solidification
time is the time required to remove only the latent heat of fusion at a particular location
in the casting; it is measured from when solidification begins until solidification is
completed. The local solidification times (and the total solidification times) for liquids
solidified via undercooled and inoculated liquids will be slightly di¤erent.
Figure 9-11
(a) Cooling curve for a pure metal
that has not been well inoculated.
Liquid cools as specific heat is
removed (between points A and B).
Undercooling is thus necessary
(between points B and C). As the
nucleation begins (point C), latent
heat of fusion is released causing
an increase in the temperature of
the liquid. This process is known
as recalescence (point C to point
D). Metal continues to solidify at a
constant temperature (T
melting
). At
point E, solidification is complete.
Solid casting continues to cool
from the point. (b) Cooling curve
for a well inoculated, but otherwise
pure, metal. No undercooling is
needed. Recalescence is not
observed. Solidification begins at
the melting temperature.
C H A P TE R 9 Principles and Applications of Solidification270
9-5 Cast Structure
In manufacturing components by casting, molten metals are often poured into molds
and permitted to solidify. The mold produces a finished shape, known as a casting.In
other cases, the mold produces a simple shape, called an ingot. An ingot usually re-
quires extensive plastic deformation before a finished product is created. A macro-
structure, somet imes referred to as the ingot structure, consists of as many as three parts
(Figure 9-12). (Recall that in Chapter 2 we had used the term ‘‘macrostructure’’ to de-
scribe the structure of a material at a macroscopic scale. Hence, the term ‘‘ingot struc-
ture’’ may be more appropriate.)
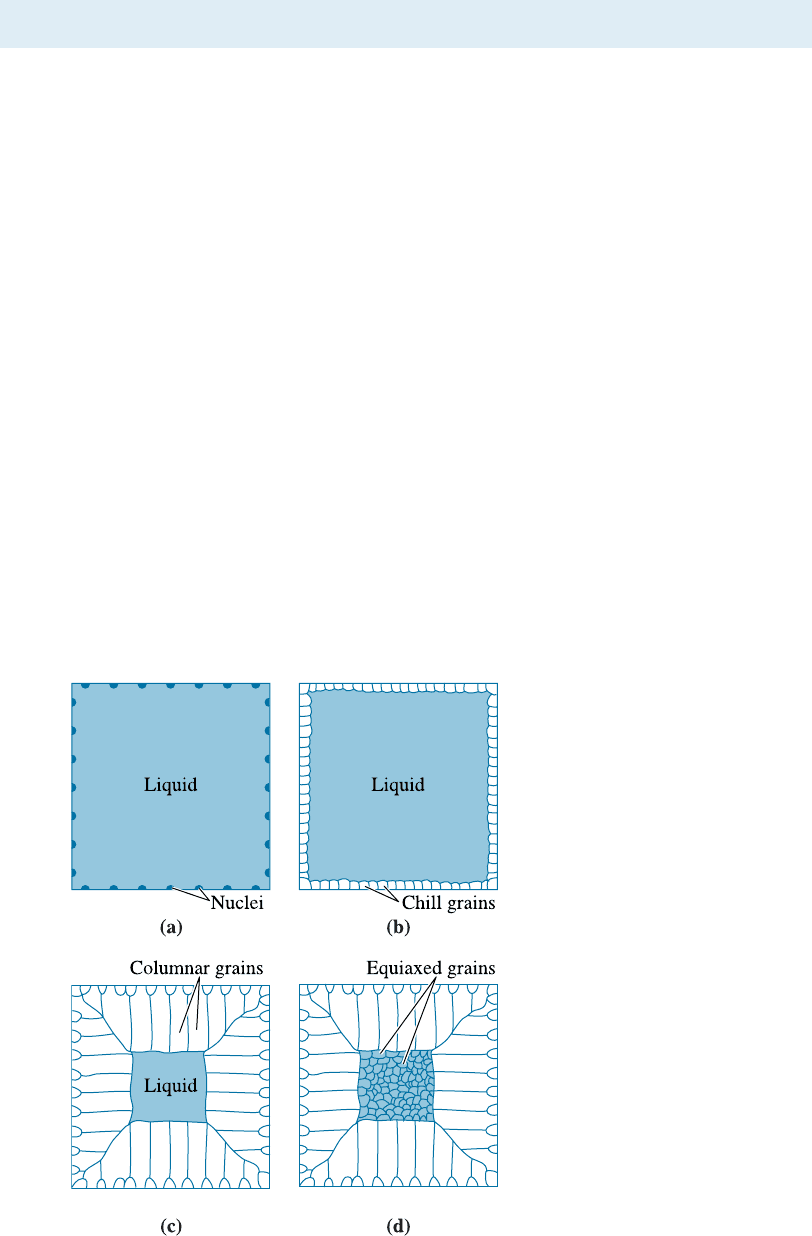
Chill Zone The chill zone is a narrow band of randomly oriented grains at the surface
of the casting. The metal at the mold wall is the first to cool to the freezing temperature.
The mold wall also provides many surface sites at which heterogeneous nucleation
takes place.
Columnar Zone The columnar zone contains elongated grains oriented in a particular
crystallographic direction. As heat is removed from the casting by the mold material,
the grains in the chill zone grow in the direction opposite the heat flow, or from the
coldest toward the hottest areas of the casting. This tendency usually means that the
grains grow perpendicular to the mold wall.
Equiaxed Zone Although the solid may continue to grow in a columnar manner until
all of the liquid has solidified, an equiaxed zone frequently forms in the center of the
casting or ingot. The equiaxed zone contains new, randomly oriented grains, often
caused by a low pouring temperature, alloying elements, or grain refining or inoculating
Figure 9-12
Development of the ingot structure
of a casting during solidification:
(a) Nucleation begins, (b) the chill
zone forms, (c) preferred growth
produces the columnar zone, and
(d) additional nucleation creates the
equiaxed zone.
9-5 Cast Structure 271
agents. Small grains or dendrites in the chill zone may also be torn o¤ by strong con-
vection currents that are set up as the casting begins to freeze. These also provide the
heterogeneous nucleation sites for what ultimately become equiaxed grains. These grains
grow as relatively round, or equiaxed, grains with a random orientation, and they stop
the growth of the columnar grains. The formation of the equiaxed zone is a nucleation-
controlled process and causes that portion of the casting to display isotropic behav ior.
9-6 Solidification Defects
Although there are many defects that potentially can be introduced during solid-
ification, shrinkage and the porosity deserve special mention. If a casting contains pores
(small holes), the cast component can fail catastrophically when used for load-bearing
applications (e.g., turbine blades).
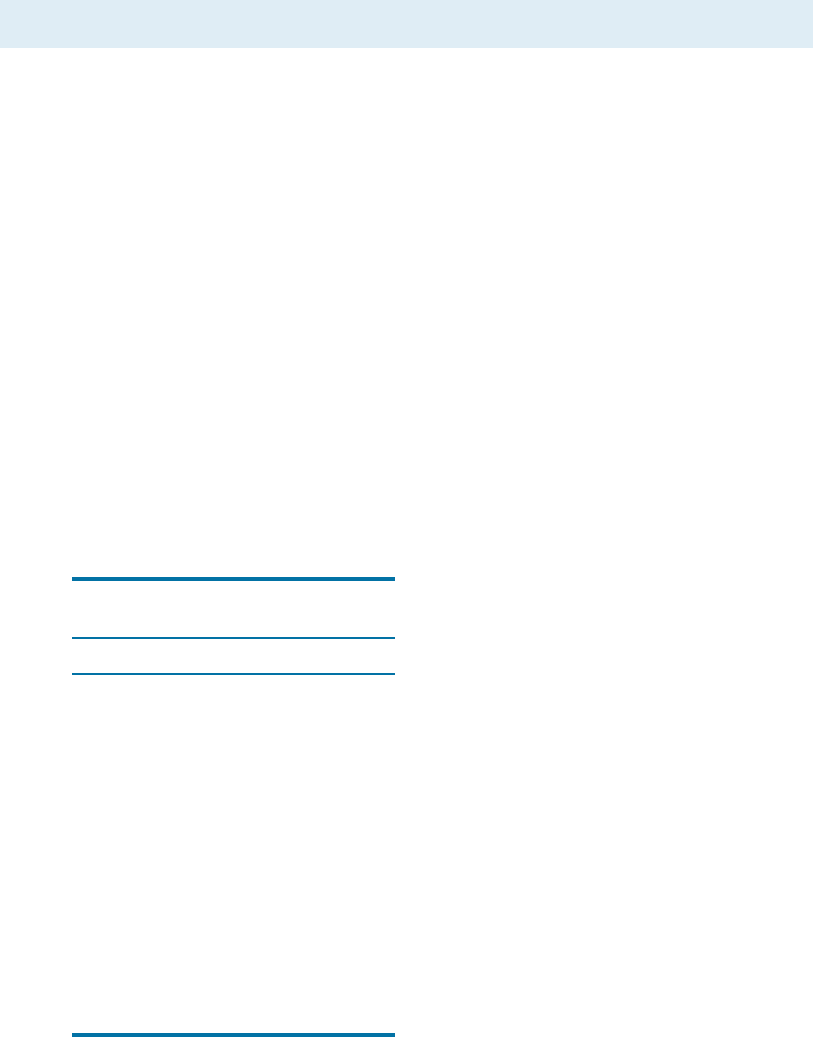
Shrinkage Almost all materials are more dense in the solid state than in the liquid
state. During solidification, the material contracts, or shrinks, as much as 7% (Table 9-2).
Often, the bulk of the shrinkage occurs as cavities, if solidification begins at all surfaces
of the casting, or pipes, if one surface solidifies more slowly than the others (Figure 9-13).
The presence of such pipes can pose problems. For example, if in the production of zinc
ingots a shrinkage pipe remains, water vapor can condense in it. This water can lead to
an explosion if the ingot gets introduced in a furnace in which zinc is being remelted for
such applications as hot-dip galvanizing.
A common technique for controlling cavity and pipe shrinkage is to place a riser,or
an extra reservoir of metal, adjacent and connected to the casting. As the casting so-
lidifies and shrinks, liquid metal flows from the riser into the casting to fill the shrinkage
void. We need only assure that the riser solidifies after the casting and that there is an
internal liquid channel that connects the liquid in the riser to the last liquid to solidify in
the casting. Chvorinov’s rule can be used to help design the size of the riser. The fol-
lowing example illustrates how risers can be designed to compensate for shrinkage.
TABLE 9-2 9 Shrinkage during
solidification for selected materials
Material Shrinkage (%)
Al 7.0
Cu 5.1
Mg 4.0
Zn 3.7
Fe 3.4
Pb 2.7
Ga þ3.2 (expansion)
H
2
O þ8.3 (expansion)
Low-carbon steel 2.5–3.0
High-carbon steel 4.0
White Cast Iron 4.0–5.5
Gray Cast Iron þ1.9 (expansion)
Note: Some data from DeGarmo, E.P., Black,
J.T., and Koshe, R.A., Materials and Processes
in Manufacturing (1997), Prentice Hall.
C H A P TE R 9 Principles and Applications of Solidification272
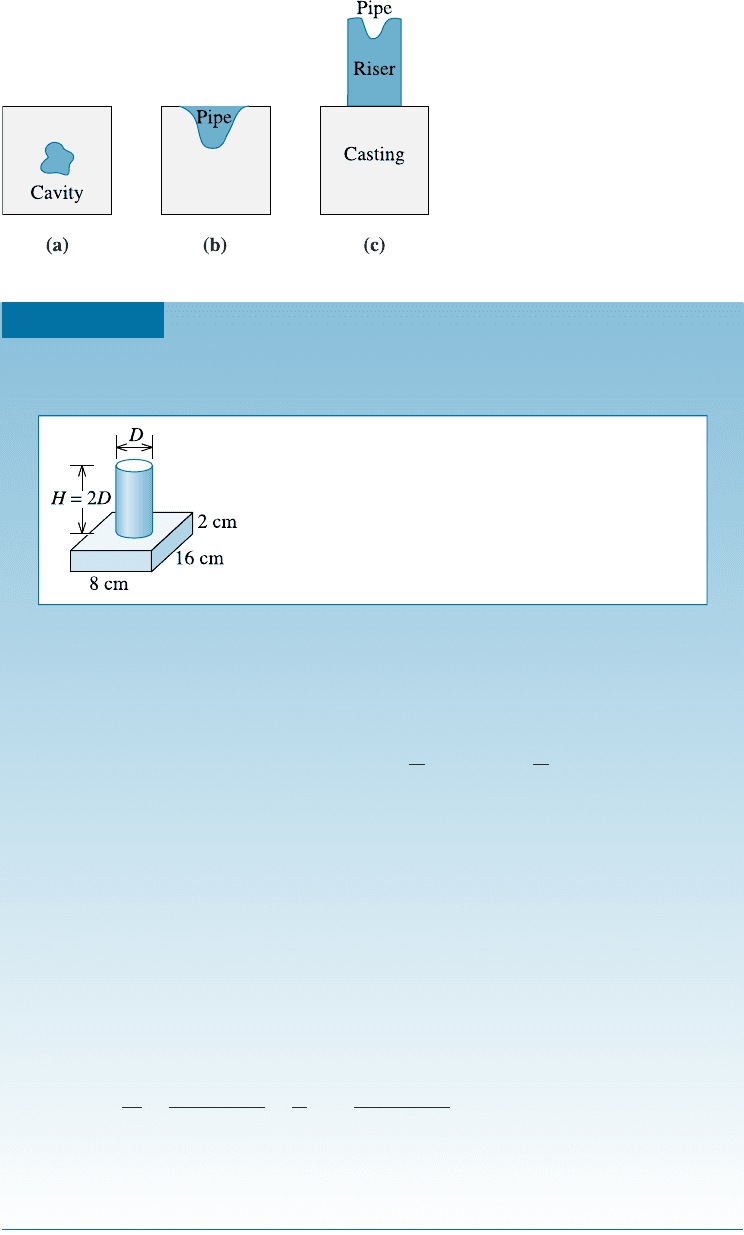
Figure 9-13
Several types of macroshrinkage
can occur, including cavities and
pipes. Risers can be used to help
compensate for shrinkage.
EXAMPLE 9-4
Design of a Riser for a Casting
Design a cylindrical riser, with a height equal to twice its diameter, that will
compensate for shrinkage in a 2 cm 8cm 16 cm casting (Figure 9-14).
SOLUTION
We know that the riser must freeze after the casting. To be conservative, how-
ever, we typically require that the riser take 25% longer to solidify than the
casting. Therefore:
t
riser
¼ 1:25t
casting
or B
V
A
2
r
¼ 1:25B
V
A
2
c
Subscripts r and c stand for riser and casting, respectively.
The mold constant B is the same for both casting and riser, so:
ðV=AÞ
r
¼
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
1:25ðV=AÞ
c
q
V
c
¼ð2Þð8Þð16Þ¼256 cm
3
A
c
¼ð2Þð2Þð8Þþð2Þð2Þð16Þþð2Þð8Þð16Þ¼352 cm
2
We can write equations for the volume and area of a cylindrical riser, noting
that H ¼ 2D:
V
r
¼ðp=4ÞD
2
H ¼ðp=4ÞD
2
ð2DÞ¼ðp=2ÞD
3
A
r
¼ 2ðp=4ÞD
2
þ pDH ¼ 2ðp=4ÞD
2
þ pDð2DÞ¼ð5p=2ÞD
2
V
r
A
r
¼
ðp=2ÞðDÞ
3
ð5p=2ÞðDÞ
2
¼
D
5
>
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
ð1:25Þð256Þ
352
r
D ¼ 4:77 cm H ¼ 2D ¼ 9:54 cm V
r
¼ 170:5cm
3
Although the volume of the riser is less than that of the casting, the riser sol-
idifies more slowly because of its compact shape.
Figure 9-14
The geometry of the casting and riser
(for Example 9-4).
9-6 Solidification Defects 273

Interdendritic Shrinkage This consists of small shrinkage pores between dendrites.
This defect, also called microshrinkage or shrinkage porosity, is di‰cult to prevent by
the use of risers. Fast cooling rates may reduce problems with interdendritic shrinkage;
the dendrites may be shorter, permitting liquid to flow through the dendritic network to
the solidifying solid interface. In addition, any shrinkage that remains may be finer and
more uniformly distributed.
Gas Porosity Many metals dissolve a large quantity of gas when they are molten.
Aluminum, for example, dissolves hydrogen. When the aluminum solidifies, however,
only a small fraction of the hydrogen is retained, since the solubility is remarkably
lower. The excess hydrogen that cannot be incorporated in the solid metal or alloy
crystal structure forms bubbles that may be trapped in the solid metal, producing gas
porosity. The amount of gas that can be dissolved in molten metal is given by Sievert’s
law:
Percent of gas ¼ K
ffiffiffiffiffiffiffiffi
p
gas
p
ð9-7Þ
where p
gas
is the partial pressure of the gas in contact with the metal and K is a constant
which, for a particular metal-gas system, increases with increasing temperature. We can
minimize gas porosity in castings by keeping the liquid temperature low, by adding
materials to the liquid to combine with the gas and form a solid, or by assuring that
the partial pressure of the gas remains low. The latter may be achieved by placing the
molten metal in a vacuum chamber or bubbling an inert gas through the metal. Because
p
gas
is low in the vacuum, the gas leaves the metal, enters the vacuum, and is carried
away. Gas flushing is a process in which bubbles of a gas, inert or reactive, are injected
into a molten metal to remove undesirable elements from molten metals and alloys. For
example, hydrogen in aluminum can be removed using nitrogen or chlorine. Degassing
a molten metal is important in the production of steels and many other alloys.
9-7 Casting Processes for Manufacturing Components
Figure 9-15 summarizes four of the dozens of commercial casting processes. In some
processes the same mold can be used; in others the mold is expendable. Sand casting
processes include green sand molding, for which silica (SiO
2
) sand grains bonded with
wet clay are packed around a removable pattern. Ceramic casting process es use a fine-
grained ceramic material as the mold; a slurry containing the ceramic may be poured
around a reusable pattern, which is removed after the ceramic hardens. In investment
casting, the ceramic slurry of a material such as colloidal silica (consisting of nano-sized
ceramic particles) coats a wax pattern. After the ceramic hardens (i.e., the colloidal
silica dispersion gels), the wax is melted and drained from the ceramic shell, leaving
behind a cavity that is filled with molten metal. The investment casting process, also
known as the lost wax process, is best suited for generating most complex shapes. Den-
tists and jewelers originally used the precision investment casting process. Currently,
this process is used to produce such components as turbine blades, titanium heads of
golf clubs, and parts for knee and hip prosthesis. In another process known as the lost
foam process, polystyrene beads, similar to those used to make co¤ee cups or packaging
materials, are used to produce a foam pattern. Loose sand is compacted around the
C H A P TE R 9 Principles and Applications of Solidification274
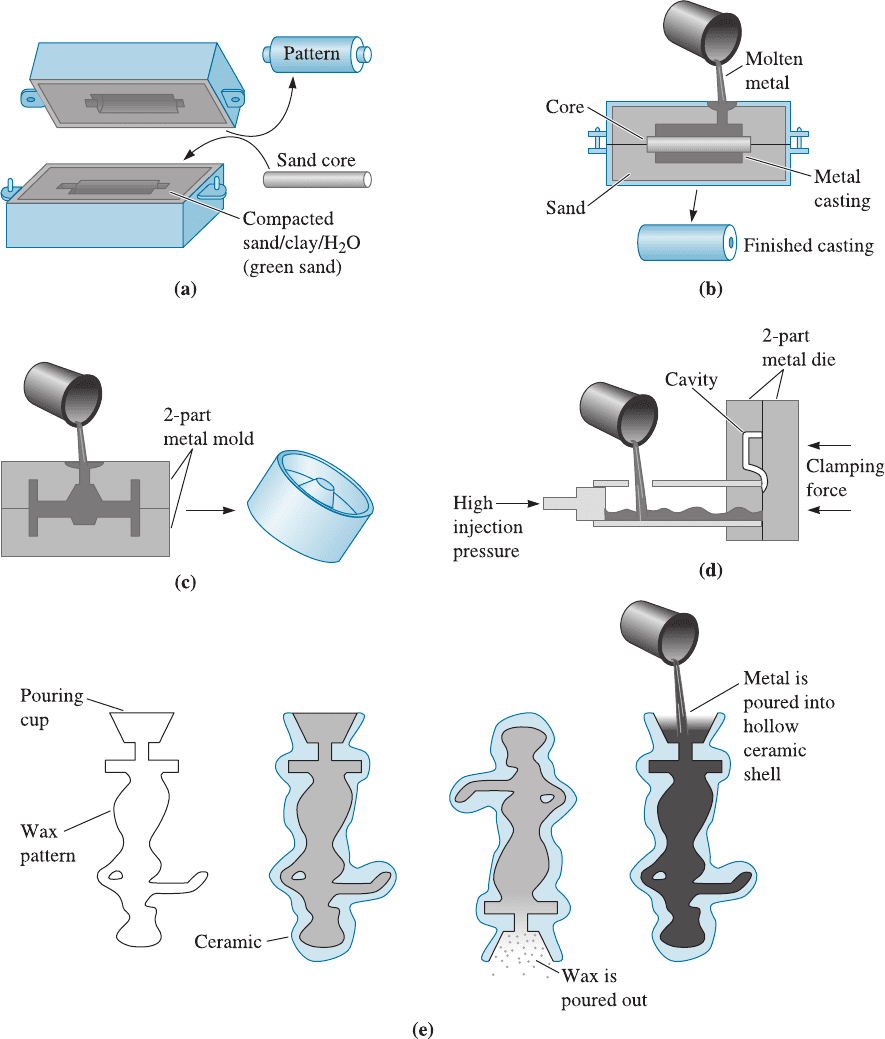
Figure 9-15 Four typical casting processes: (a) and (b) Green sand molding, in which clay-
bonded sand is packed around a pattern. Sand cores can produce internal cavities in the
casting. (c) The permanent mold process, in which metal is poured into an iron or steel mold.
(d) Die casting, in which metal is injected at high pressure into a steel die. (e) Investment
casting, in which a wax pattern is surrounded by a ceramic; after the wax is melted and
drained, metal is poured into the mold.
9-7 Casting Processes for Manufacturing Components 275

pattern to produce a mold. When molten metal is poured into the mold, the polymer
foam pattern melts and decomposes, with the metal taking the place of the pattern.
In the permanent mold and pressure die casting processes, a cavity is machined
from metallic material. After the liquid poured into the cavity solidifies, the mold is
opened, the casting is removed, and the mold is reused. The processes using metallic
molds tend to give the highest strength castings because of the rapid solidification. Ce-
ramic molds, including those used in investment casting, are good insulators and give
the slowest-cooling and lowest-strength castings. Millions of truck and car pistons are
made in foundries using permanent mold casting. Good surface finish and dimensional
accuracy are the advantages of permanent mold casting technique. High mold costs and
limited complexity in shape are the limitations of this technique.
In pressure die casting, molten metallic material is forced into the mold under high
pressures and is held under pressure during solidification. Many zinc, aluminum, and
magnesium-based alloys are processed using pressure die casting. Extremely smooth
surface finishes, very good dimensional accuracy, the ability to cast intricate shapes,
and high production rates are the advantages of the pressure die casting process. Since
the mold is metallic and must withstand high pressures, the dies used are expensive and
the technique is limited to smaller sized components.
9-8 Continuous Casting, Ingot Casting, and Single Crystal Growth
As discussed in the prior section, casting is a tool used for the manufacturing of com-
ponents. It is also a process for producing ingots or slabs that can be further processed
into di¤erent shapes (e.g., rods, bars, wires, etc.). In the steel industry, millions of
pounds of steels are produced using a blast furnace, an electric arc furnace and other
processes. Although the details change, most metals and alloys (e.g., copper and zinc)
are extracted from their ores using similar processes. Certain metals, such as aluminum,
are produced using an electrolytic process since aluminum oxide is too stable and can
not be readily reduced to aluminum metal using coke or other reducing agents.
In many cases, we begin with scrap metals and recyclable alloys. In this case, the
scrap metal is melted and processed, removing the impurities and adjusting the com-
position. Considerable amounts of steels, aluminum, zinc, stainless steels, titanium, and
many other materials are recycled every year.
In ingot casting, molten steels or alloys obtained from a furnace are cast into large
molds. The resultant castings, called ingots, are then processed for conversion into useful
shapes via thermomechanical processing, often at another location. In the continuous
casting process, the idea is to go from molten metallic material to some more useful
‘‘semi-finished’’ shape such as a plate, slab, etc. The liquid metal is fed from a holding
vessel (a tundish) into a water-cooled oscillating copper mold, which rapidly cools
the surface of the steel. The partially solidified steel is withdrawn from the mold at
the same rate that additional liquid steel is introduced . The center of the steel casting
finally solidifies well after the casting exits the mold. The continuously cast material is
then cut into appropriate lengths by special cutting machines.
The secondary processing steps in the processing of steels and other alloys are
shown in Figure 9-16.
There are some applications for which a small equiaxed grain structure in the cast-
ing is not desired. Castings used for blades and vanes in turbine engines are an example
C H A P TE R 9 Principles and Applications of Solidification276
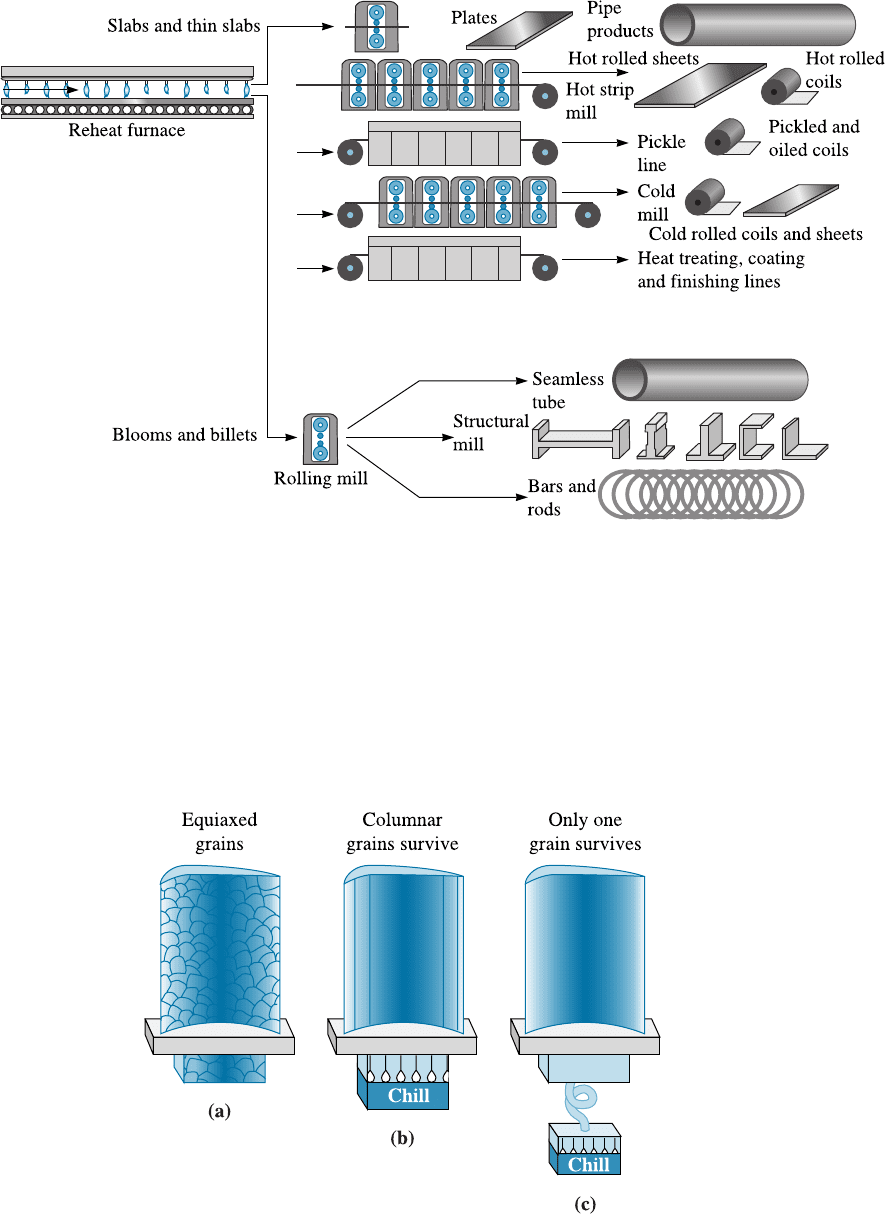
(Figure 9-17). These castings are often made of titanium, cobalt or nickel-based super-
alloys using precision investment casting.
In conventionally cast parts, an equiaxed grain structure is often produced. How-
ever, blades and vanes for turbine and jet engines fail along transverse grain boundaries.
Better creep and fracture resistance are obtained using the directional solidification (DS)
growth technique. In the DS process, the mold is heated from one end and cooled from
Figure 9-16 Secondary processing steps in processing of steel and alloys. (Source:
www.steel.org. Used with permission of the American Iron and Steel Institute.)
Figure 9-17
Controlling grain
structure in turbine
blades: (a) conventional
equiaxed grains,
(b) directionally solidified
columnar grains, and
(c) single crystal.
9-8 Continuous Casting, Ingot Casting, and Single Crystal Growth 277
the other, producing a columnar microstructure with all of the grain boundaries running
in the longitudinal direction of the part. No grain boundaries are present in the trans-
verse direction [Figure 9-17(b)].
Still better properties are obtained by using a single crystal (SC) technique. Solid-
ification of columnar grains again begins at a cold surface; how ever, due to the helical
connection, only one columnar grain is able to grow to t he main body of the casting
[Figure 9-17(c)]. The single crystal casting has no grain boundaries, so its crystallo-
graphic planes and directions can be directed in an optimum orientation.
Single Crystal Growth One of the most important applications of solidification is the
growth of single crystals. Polycrystalline materials cannot be used e¤ectively in many
electronic and optical applications. Grain boundaries and other defects interfere with
the mechanisms that provide useful electrical or optical functions. For example, in order
to utilize the semiconducting behavior of doped silicon, high-purity single crystals must
be used. The current technology for silicon makes use of large (up to 12-in. diameter)
single crystals.
9-9 Solidification of Polymers and Inorganic Glasses
Similar to the processing of metals and alloys, the processing of thermoplastics depends
critically on our ability to melt and process them via extrusion and other processes. We
will discuss these processes in later chapters.
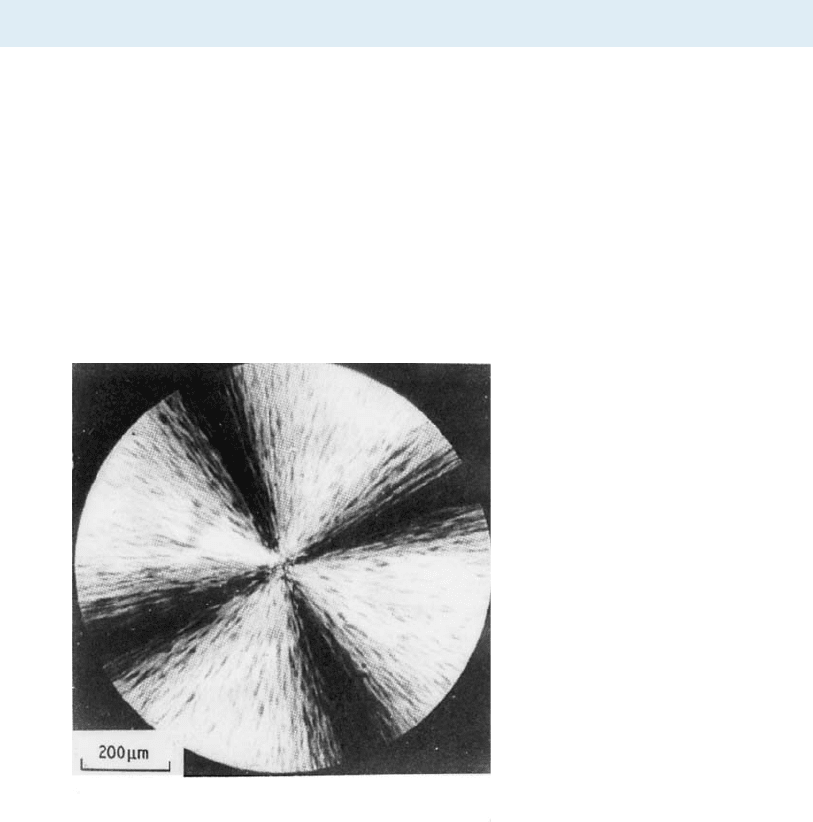
Many polymers do not crystallize, but solidify, when cooled. In these materials, the
thermodynamic driving force may exist; however, the rate of nucleation of the solid may
be too slow, or the complexity of the polymer chains may be so great that a crystalline
solid does not form. Crystallization in polymers is almost never complete and is sig-
nificantly di¤erent from that of metalli c materials, requiring long polymer chains to be-
come closely aligned over relatively large distances. By doing so, the polymer grows as
lamellar, or plate-like, crystals (Figure 9-18). Amorphous regions are present between
Figure 9-18
A spherulite in polystyrene (8000).
(From R. Young and P. Lovell,
Introduction to Polymers, 2nd Ed.,
Chapman & Hall, 1991).
C H A P TE R 9 Principles and Applications of Solidification278

the individual lamella, bundles of lamellae, and individual spherulites. In addition,
bundles of la mellae grow from a common nucleus, but the crystallographic orientation
of the lamellae within any one bundle is di¤erent from that in another. As the bundles
grow, they may produce a spheroidal shape called a spherulite. The spherulite is com -
posed of many individual bundles of di¤erently oriented lamellae.
Many polymers of commercial interest develop crystallinity during their processing.
Crystallinity can originate from cooling as discussed previously, or from the application
of stress. For example, PET plastic bottles are prepared using the blow-stretch process,
and they can develop considerable crystallinity during formation. This crystallization is
a result of the application of stress, and thus, is di¤erent from that encountered in the
solidification of metals and alloys. In general, such polymers as nylon and polyethylene
crystallize more easily when compared to many other ther moplastics. Increased crys-
tallinity due to fine crystals adds to the strength of thermoplastics.
Inorganic glasses, such as silicate glasses, also do not crystallize easily for kinetic
reasons. While the thermodynamic driving force exists, similar to the solidification of
metals and alloys; however, the melts are often too viscous and the di¤usion is too slow
for crystallization to proceed during solidification. The float-glass process is used to
melt and cast large flat pieces of glasses. In this process, molten glass is made to float on
molten tin. As discussed in Chapters 6 and 7, since the strength of inorganic glasses
depends critic ally on surface flaws produced by the manufacturing process or the re-
action with atmospheric moisture, most glasses are strengthened using tempering.
When safety is not a primary concern, annealing is used to reduce stresses. Long lengths
of glass fibers, such as those used with fiber optics, are produced by melting a high-
purity glass rod known as a preform. As mentioned earlier, careful control of nucleation
in glasses can lead to glass-ceramics, colored glasses, and photochromic glasses (glasses
that can change their color or tint upon exposure to sunlight).
9-10 Joining of Metallic Materials
In brazing, an alloy, known as a filler, is used to join one metal to itself or to another
metal. The brazing filler metal has a melting temperature above about 450
C. Soldering
is a brazing process in which the filler has a melting temperature below 450
C. Lead-tin
and antimony-tin alloys are the most common mater ials used for soldering. New lead-
free soldering materials have been developed, since lead is toxic. Alloys being developed
include those that are based on Sn-Cu-Ag. In brazing and soldering, the metallic mate-
rials being joined do not melt; only the filler material melts. In both brazing and sol-
dering, the composition of the filler material is di¤erent from that of the base material
being joined. Various aluminum-silicon, copper, magnesium and precious metals are
used for brazing.
Solidification is also important in the joining of metals through fusion welding.In
the fusion-welding processes, a portion of the metals to be joined is melted and, in
many instances, additional molten filler metal is added. The pool of liquid metal
is called the fusion zone (Figures 9-19 and 9-20). When the fusion zone subsequently
solidifies, the original pieces of metal are joined together. During solidification of the
fusion zone, nucleation is not required. The solid simply begins to grow from existing
grains, frequently in a columnar manner. Growth of the solid grains in the fusion zone
from the pre-existing grains is via epitaxial growth.
9-10 Joining of Metallic Materials 279