Васютинский С.Ю. Теоретические основы разделения смесей. Учебное пособие
Подождите немного. Документ загружается.

71
Подставив исходные данные в (4.64), получим:
99,9-60
Таким образом, степень извлечения азота в этой колонне
(4.65)
(4.66)
0,79 В
Как и для колонны однократной ректификации (получение кислорода), для
рассматриваемой колонны можно отметить тот же недостаток - малый коэффициент
извлечения азота. Мы можем получить только половину от всего перерабатываемого
азота; остальной азот теряется с отбросным потоком К .
Стоит отметить, что особенность рассмотренных колонн однократной
ректификации заключается в том, что холодный и технологический потоки в них
совмещены, поэтому в испарителе теплота подводится, а в конденсаторе отводится
технологическим потоком воздуха или его компонентов.
4.4.3. Колонна двукратной ректификации воздуха для его полного разделения
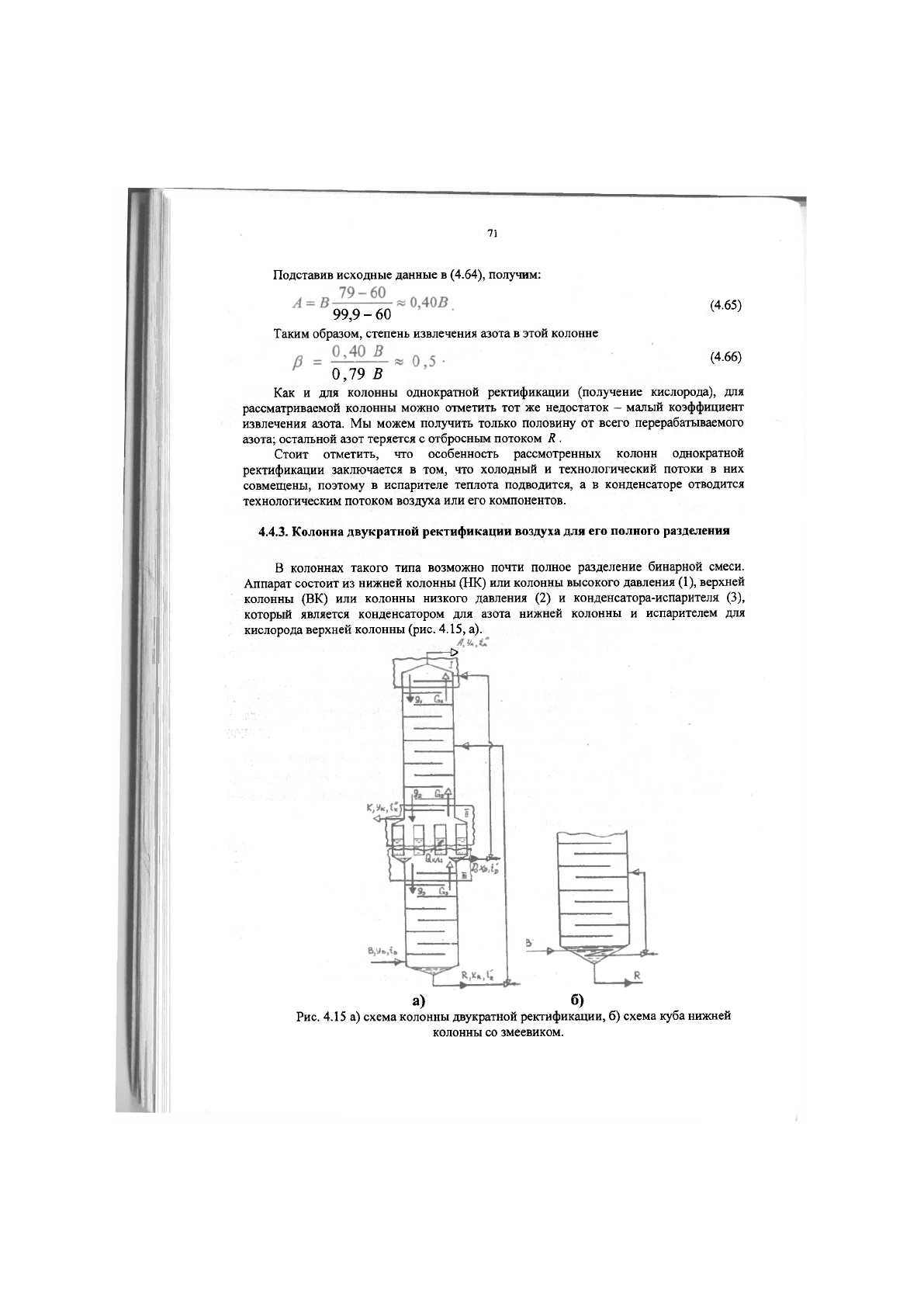
В колоннах такого типа возможно почти полное разделение бинарной смеси.
Аппарат состоит из нижней колонны (НК) или колонны высокого давления (1), верхней
колонны (ВК) или колонны низкого давления (2) и конденсатора-испарителя (3),
который является конденсатором для азота нижней колонны и испарителем для
кислорода верхней колонны (рис. 4.15, а).
-О
а) б)
Рис. 4.15 а) схема колонны двукратной ректификации, б) схема куба нижней
колонны со змеевиком.
72
Алпарат двукратной ректификации может представлять собой двойную колонну
со встроенным конденсатором испарителем (рис. 4.15, а) или вьшолняться в виде
отдельных блоков (ВК, НК и конденсатор-испаритель). Колонны второго типа
используют в крупных воздухоразделительных установках низкого давления.
Воздух В подастся в аппарат через дроссельный вентиль (на рис. не показан) в
нижнюю часть нижней колонны. Пар поднимается навстречу стекающей по тарелкам
жидкости и обогащается по низкокипящему компоненту (азоту). В нижней колонне
происходит предварительное разделение воздуха на почти чистый азот и кубовую
жидкость с концентрацией Хд = 60 - 68%, причем, в верхней части нижней колонны
находится низкокипящий компонент, который конденсируется в трубах конденсатора
испарителя за счет кипения кислорода в межтрубном пространстве. Часть
образовавшейся жидкости стекает навстречу поднимающемуся пару и обогащается по
высококипящему компоненту (кислороду), другая часть - Д назьшаемая азотной
флегмой, из азотных карманов через дроссельный вентиль подается в верхнюю часть
верхней колонны на орошение тарелок. В среднюю часть верхней колонны подается
кубовая жидкость Я из куба нижней колонны и, присоединяясь к потоку азотной
флегмы В, течет вниз, навстречу поднимающемуся пару.
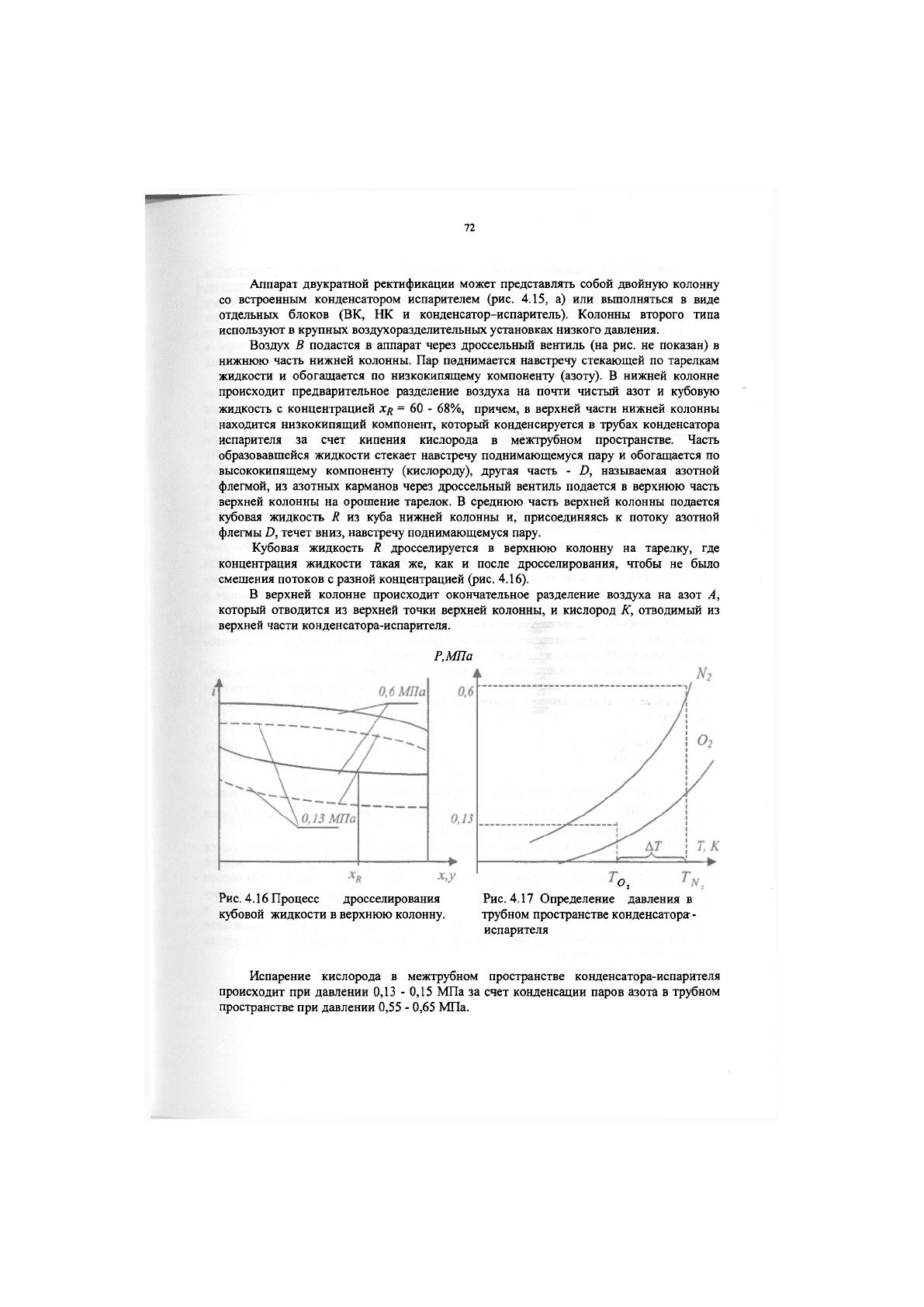
Кубовая жидкость К дросселируется в верхнюю колонну на тарелку, где
концентрация жидкости такая же, как и после дросселирования, чтобы не было
смешения потоков с разной концентрацией (рис. 4.16).
В верхней колонне происходит окончательное разделение воздуха на азот А,
который отводится из верхней точки верхней колонны, и кислород К, отводимый из
верхней части конденсатора-испарителя.
Р,МПа
Рис. 4.16 Процесс дросселирования
кубовой жидкости в верхнюю колонну.
О.
Рис. 4.17 Определение давления в
трубном пространстве конденсатора -
испарителя
Испарение кислорода в межтрубном пространстве конденсатора-испарителя
происходит при давлении 0,13 - 0,15 МПа за счет конденсации паров азота в трубном
пространстве при давлении 0,55 - 0,65 МПа.
73
Давление в верхней колонне Рвк = 0,13 - 0,15 МПа и определяется
гидравлическим сопротивлением теплообменной аппаратуры на отходящих потоках.
Давление в нижней колонне Рнк - 0,55 - 0,65 МПа и определяется необходимостью
обеспечить конденсацию азота при кипении кислорода {АТ = 2 - 3°С) (рис. 4.17). При
таком способе ведения процесса отпадает необходимость в постороннем теплоносителе
для кипения жидкого кислорода и охлаждающем агенте для охлаждения пара в
конденсаторе. Взамен этих агентов действуют потоки кислорода и азота при различных
давлениях.
Следует заметить, что схема подачи воздуха в колонну, изображенная на
рис. 4.15,а, т. е. подача непосредственно в куб колонны, применяется в случаях, если
воздух поступает в колонну в состоянии, близком к сухому насьпценному пару при
давлении 0,55-0,6 МПа. Если воздух подается на разделение в нижнюю колонну при
давлении, более высоком, чем 0,6 МПа, то целесообразно его не дросселировать
непосредственно в куб колонны, а отправлять на охлаждение во встроенный в куб
змеевик (рис. 4.15, б). Вьппедпшй из змеевика жидкий воздух, дросселируется до 0,55-
0,6 Мпа, и подается в середину нижней колонны, состоящей из укрепляющей и
исчерпывающей секций. В укрепляющей секции флегмовое отношение такое же, как и
в нижней колонне без змеевика. В исчерпывающей секции флегмовое отношение
значительно больше, в связи с вводом в середину колонны жидкого воздуха. Это дает
возможность получить кубовую жидкость с большим содержанием кислорода
{Хц = 55 - 64% по сравнению с Хд = 60 - 68% без змеевика), а следовательно, и большее
количество азотной флегмы, что способствует улучшению процесса ректификации в
верхней колонне.
При расчете колонн двукратной ректификации обычно задаются концентрациями
продуктов и из материальных балансов находят их количество (расчет колонны
двукратной ректификации воздуха рассмотрен в разделе 5).
Разделительную способность колонны иногда характеризуют коэффициентом
извлечения компонента из смеси, как это было уже сделано для колонн однократной
ректификации. Например, при получении кислорода из воздуха, коэффициент его
извлечения;
ву.
(4.67)
где У), и уц- молярные доли кислорода в продукте и в разделительной смеси
соответственно. В отличии от колонн однократной ректификации, где /3 = 0,5 - 0,6, для
колонн двукратной ректификации |3 = 0,96 - 0,97.
Таким образом, в аппарате двукратной ректификации обеспечивается почти
полное извлечение кислорода или азота из воздуха, причем флегмовое питание
осуществляется за счет самого поступающего в колонну при давлении 0,6 МПа потока
воздуха. То есть, для образования флегмы в колонне не требуется усложнять систему
введением дополнительных машин для сжатия (например, для азота) и
соответствующих теплообменных аппаратов. Поэтому в большинстве
воздухоразделительных установок процесс ректификации происходит в аппаратах
двукратной ректификации.
74
4.4.3.1. Одновременное получение чистых компонентов. Отвод отбросной и
получение продукционной аргонной фракции.
В воздухе содержится 0,93% аргона, а это значит, что при получении чистого
азота весь аргон будет в кислородном потоке (теоретически 4,3%), а при получении
чистого кислорода весь аргон будет в азотном потоке и его концентрация здесь будет
теоретически 1,2%. Практически при получении чистого азота мы не можем получить
концентрацию кислорода вьппе 95%, а при получении чистого кислорода -
концентрацию азота выше 98%. Для получения чистых кислорода и азота необходимо
из средней части верхней колонны отводить аргонную фракцию.
При отборе фракции распределение компонентов по колонне существенным
образом изменяется. Содержание аргона в отгонной секции возрастает, а в
укрепляющей - снижается. По данным Г. Юнгникеля и М. Аля [67], при работе
установки без отбора аргонной фракции (Ф = 0), максимальное содержание аргона в
отгонной секции около 8%, а в укрепляющей 17,35% (рис 4.18). При отборе аргонной
фракции максимальное содержание аргона в отгонной секции увеличивается до 14 %, а
в укрепляющей - уменьшается до 4 - 6%.
Позднее В.Г. Фастовскнм и Ю.В. Петровским [46] бьши сделаны важные выводы
для развития технологии производства аргона.
• Оптимальный уровень ввода кубовой жидкости в колонне с отбором
аргонной фракции располагается несколько выше (между 5 и6 тарелками),
чем в колонне, работающей без отвода аргонной фракции, а именно в том
сечении колонны, где наблюдается наиболее высокое содержание аргона.
В этом случае при наименьшем числе тарелок содержание аргона в
отбираемой фракции максимально.
• Оптимальный уровень отвода фракции зависит от задач производства.
Если целью является только одновременное получение кислорода и азота,
то фракцию целесообразно отводить из укрепляющей секции с тарелки, на
которой содержание аргона близко к максимальному. В этом случае
количество отбираемой фракции и соответственно потери кислорода
минимальны. Если же в производстве, наряду с получением кислорода,
необходимо извлечение аргона как продукта, то фракцию следует отводить
из зоны повышенного содержания аргона и минимального содержания
азота в отгонной секции колонны. Следует заметить, что место отвода
фракции определяется не самым высоким содержанием аргона, а
минимальным содержанием азота. Уменьшение количества азота во
фракции позволяет облегчить режим работы аргонной колонны.
Числа теоретических тарелок в верхней колонне при отводе аргонной
фракции с целью получения аргона распределяются примерно следующим
образом: 5 тарелок в укрепляющей секции; 7 - 8 - на участке отвода
фракции и ввода кубовой жидкости; 13 - 20 - в отгонной секции
(большему количеству тарелок соответствует большее содержание аргона
во фракции).
75
%Аг
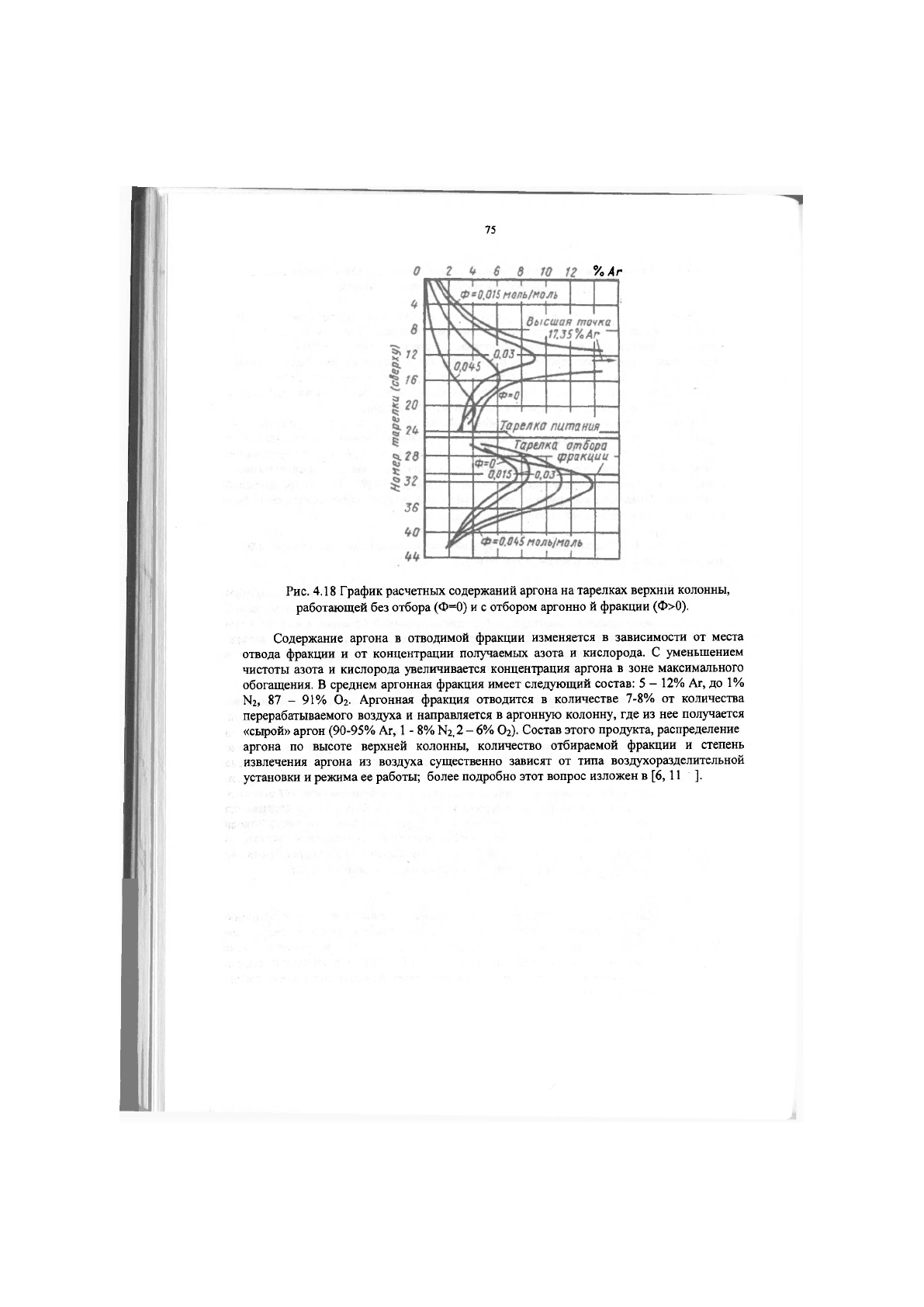
Рис. 4.18 График расчетных содержаний аргона на тарелках верхнш колонны,
работающей без отбора (Ф=0) и с отбором аргонно й фракции (Ф>0).
Содержание аргона в отводимой фракции изменяется в зависимости от места
отвода фракции и от концентрации получаемых азота и кислорода. С уменьшением
чистоты азота и кислорода увеличивается концентрация аргона в зоне максимального
обогащения. В среднем аргонная фракция имеет следующий состав: 5 - 12% Аг, до 1%
N2, 87 - 91% О2. Аргонная фракция отводится в количестве 7-8% от количества
перерабатываемого воздуха и направляется в аргонную колонну, где из нее получается
«сырой» аргон (90-95% Аг, 1 - 8% N2,2 - 6% О2). Состав этого продукта, распределение
аргона по высоте верхней колонны, количество отбираемой фракции и степень
извлечения аргона из воздуха существенно зависят от типа воздухоразделительной
установки и режима ее работы; более подробно этот вопрос изложен в [6,11 ].
76
5. МЕТОДЫ РАСЧЕТА РЕКТИФИКАЦИИ ТРОЙНЫХ
СМЕСЕЙ
в воздухе, помимо кислорода и азота, имеются редкие газы: аргон, неон, гелий,
криптон и ксенон. Большинство из них, за исключением аргона, содержатся в воздухе в
весьма незначительных количествах и не оказывают влияния на процесс разделения
воздуха на компоненты. Аргон, несмотря на небольшое содержание его в воздухе
(0,932%), в некоторых сечениях верхней колонны имеет значительные концентрации
(до 12 - 15%) и оказьшает влияние на ректификацию воздуха, поэтому для точных
расчетов воздух необходимо рассматривать как трехкомпонентную смесь и учитьшать
влияние Аг. По отношению к азоту аргон представляет собой высококипящий
компонент, по отношению к кислороду - низкокипящий.
Влияние аргона особенно сильно зависит от концентрации получаемого
кислорода. При определении числа теоретических тарелок, если молярная доля Ог в
уходящем кислороде ук1< 96 %, влияние аргона не столь велико, и при расчете часто
допустимо считать воздух бинарной системой Ог — N2. В табл.5.1 приведены
результаты расчета числа теоретических тарелок в верхней колонне для двух вариантов
смеси — бинарной и тройной.
Т а б л и ц а 5.1
Число п„ теоретических тарелок, рассчитанное для процесса
в верхней колонне аппарата двукратной ректификации по диаграммам равновесия для
УК1,
%02
УА1,
%02
Доля
детандерного
воздуха, Мг
Смесь
Пт для секции
ЪПт
УК1,
%02
УА1,
%02
Доля
детандерного
воздуха, Мг
Смесь
нижней
верхней
ЪПт
99,5
1,0
0 тройная
бинарная
12
5
15
7
27
12
95,0 1,0 0 тройная
бинарная
5,5
5,3
4,3
3,7
9,8
9,0
В следующих подразделах рассмотрены способы представления свойств
трехкомпонентной смеси, а также основы некоторых методов расчета ректификации
тройных смесей, в частности методов Наринского, Столпера, Льюиса-Мачесона.
5.1. Трехкомпонентные смеси. Способы представления их свойств
на плоскости
Рассмотрим способы представления равновесных свойств трехкомпонентной
смеси на плоскости.
Способ представления свойств при помоши равностороннего треугольника
Для определения состояния равновесия тройной смеси применяют те же законы,
что и для бинарной смеси.
По правилу фаз Гиббса для парожидкостной трехкомпонентной смеси:
'с = -
«ф
+ 2 =
3
- 2 + 2 = 3 , (5.1)
т.е. необходимо задать три параметра для однозначного определения системы. Обычно
гадают
Р,У!,у2.
77
Ь'20 с-30 а--50
5оХй
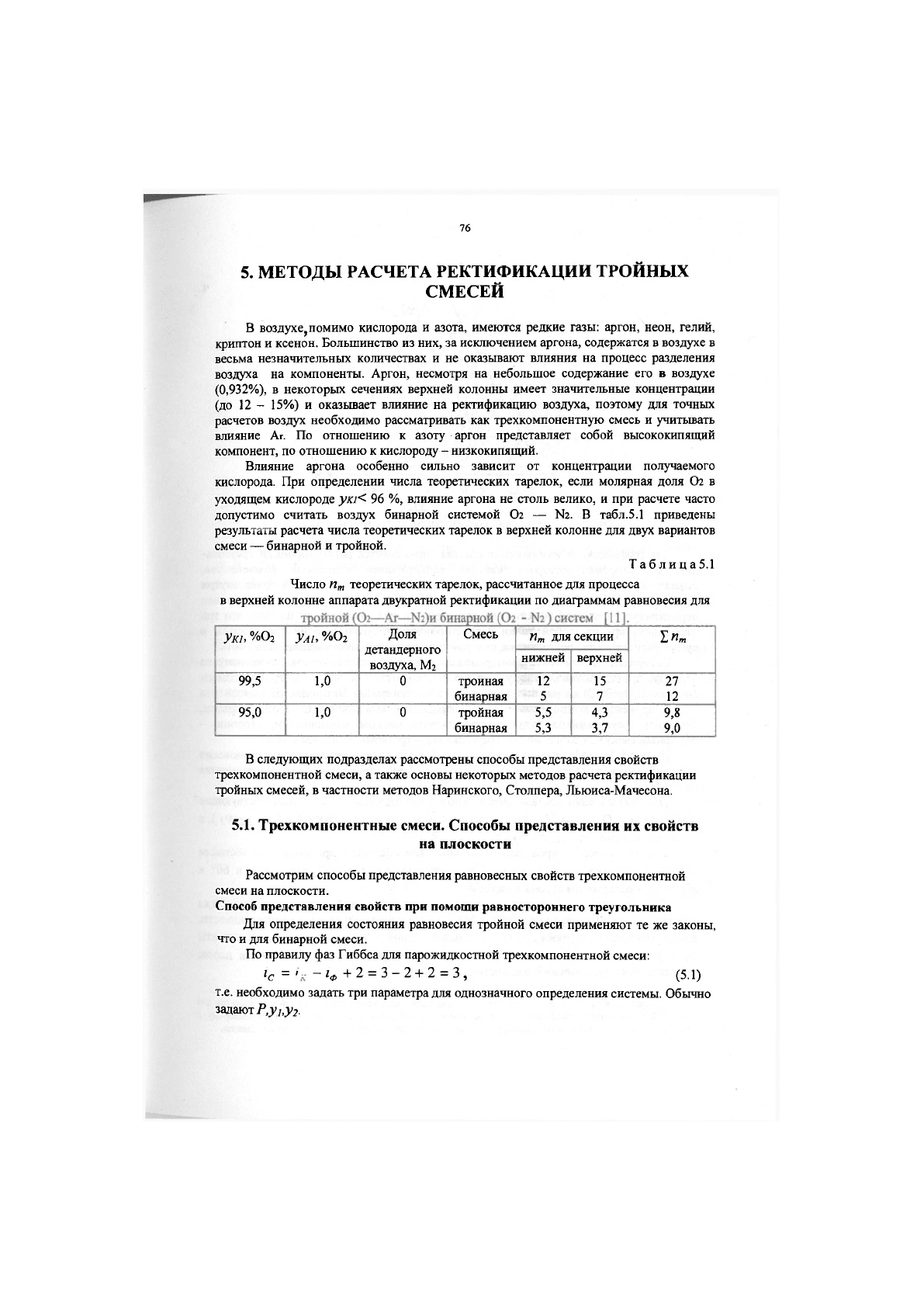
Рис. 5.1 Определение концентраций трехкомпонентной смеси.
Для графического изображения состава применяется равносторонний треуголь-
ник, на сторонах которого наносят концентрации отдельных компонентов,
выраженные или в процентах, или мольных долях (рис. 5.1). Каждой точке внутри
треугольника соответствует определенный состав, выраженный отрезками
перпендикуляра от этой точки до сторон треугольника. Это следует из того, что три
перпендикуляра из любой точки равностороннего треугольника на три стороны в
сумме равны высоте треугольника, которая принимается равной единице, или 100%.
Содержание компонента пропорционально длине перпендикуляра, опущенного на
сторону, противоположную углу данного компонента. Так, точка М тройной смеси
(например, А+В+С) на рис.6.1 соответствует концентрации 50 процентов компонента
А, 20 процентов компонента В и 30 процентов компонента С. Таким образом,
вершины треугольников будут соответствовать чистым компонентам, стороны -
бинарным смесям, а точки внутри треугольника - трехкомпонентньпч смесям.
На рис.5.2, изображена в треугольной системе координат диаграмма равновесия
кипящей смеси кислород - аргон - азот при атмосферном давлении, составленная
Гаузеном.
Для обозначения состава смеси используют индексы 1, 2, 3 соответствующие
компонентам О2, Аг, и N2, причем паровую фазу обозначают буквой {у1, у2, Уз ), а
жидкую - буквой Х{Х1, Х2,Хз).*
Составы смеси и паров даны в мольных или объемных процентах. По абсциссе
отложено содержание кислорода У), по ординате, проведенной под углом в 60° к
абсциссе, - содержание аргона в парах
Состав жидкости представлен двумя группами линий, отчасти лишь слегка
изогнутых с разным наклоном. Если в сетке линий, характеризующих состав жидкости,
найти точку со значениями для концентраций кислорода Х/ и аргона Х2, то координаты
>>1 и у2 определенной таким образом точки непосредственно дадут состав паров,
находящихся в равновесии с жидкостью, и наоборот.
* Следует обратить внимание на разницу в индексах обозначения концентраций компонентов для
бинарной и трехкомпонентной смесей. Для трехкомпонентной смеси цифра
1
соответствует кислороду, 2
- аргону, 3 - азоту. Такие обозначения приняты для всех методов расчета трехкомпонентных смесей.
78
О ю го X 40 X 60 70 го х т'
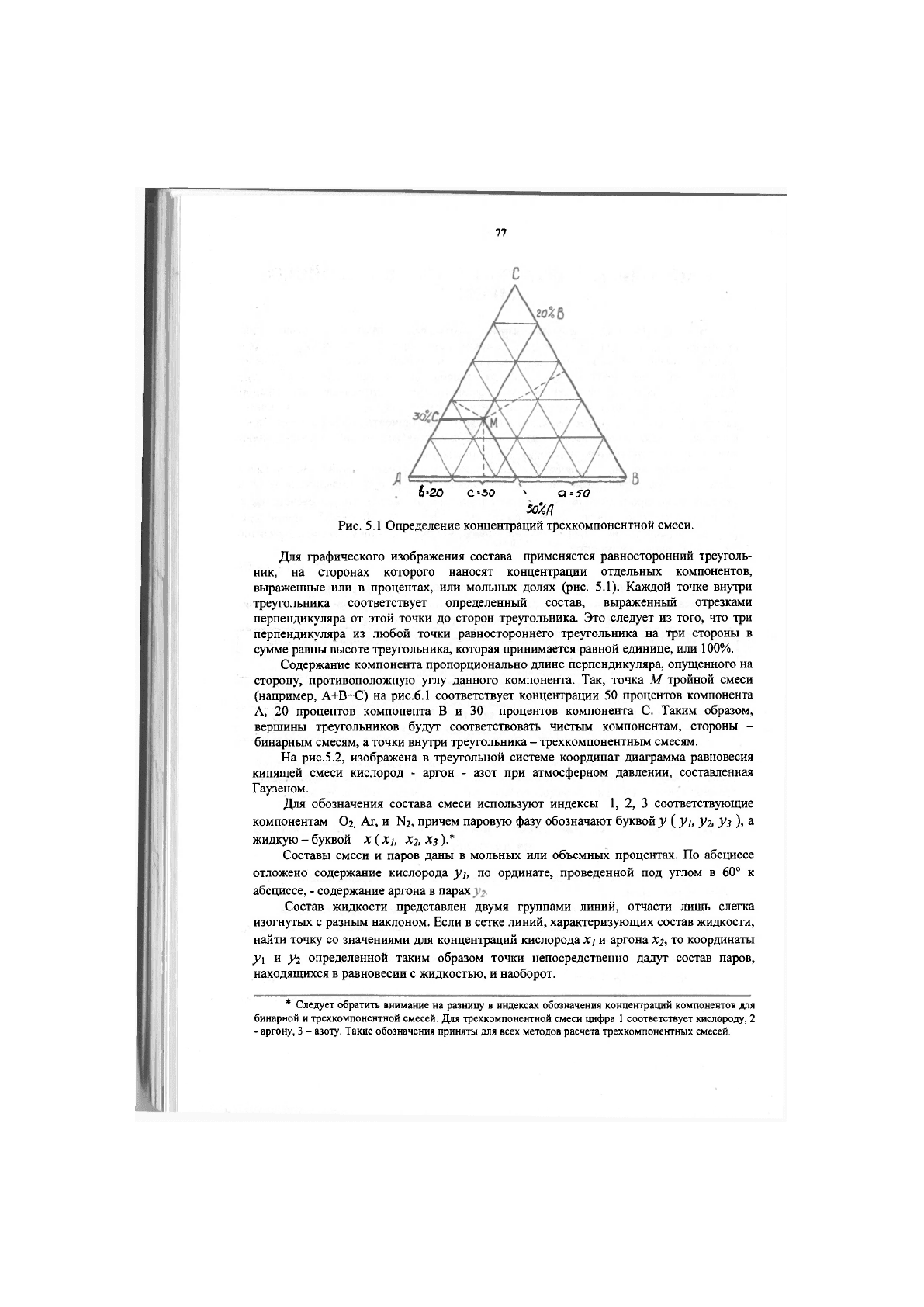
Рис. 5.2. Диаграмма равновесия для тройной смеси О2 - Аг - N2, составленная с
помощью равностороннего треугольника.
Из рис.5.2, например, можно видеть, что жидкость с концентрацией Х) = 50% О2,;
Х2 = 20% Аг находится в равновесии с паром концентрацией = 24,8% О2,;
У2 = 14,6% Аг. Концентрации третьего компонента находятся по формулам:
у^=т-(у,+ у2), (5.2)
ХЗ =100-(Х;+Х2). (5.3)
Способ представления свойств с помощью прямоугольного равнобедренного
треугольника
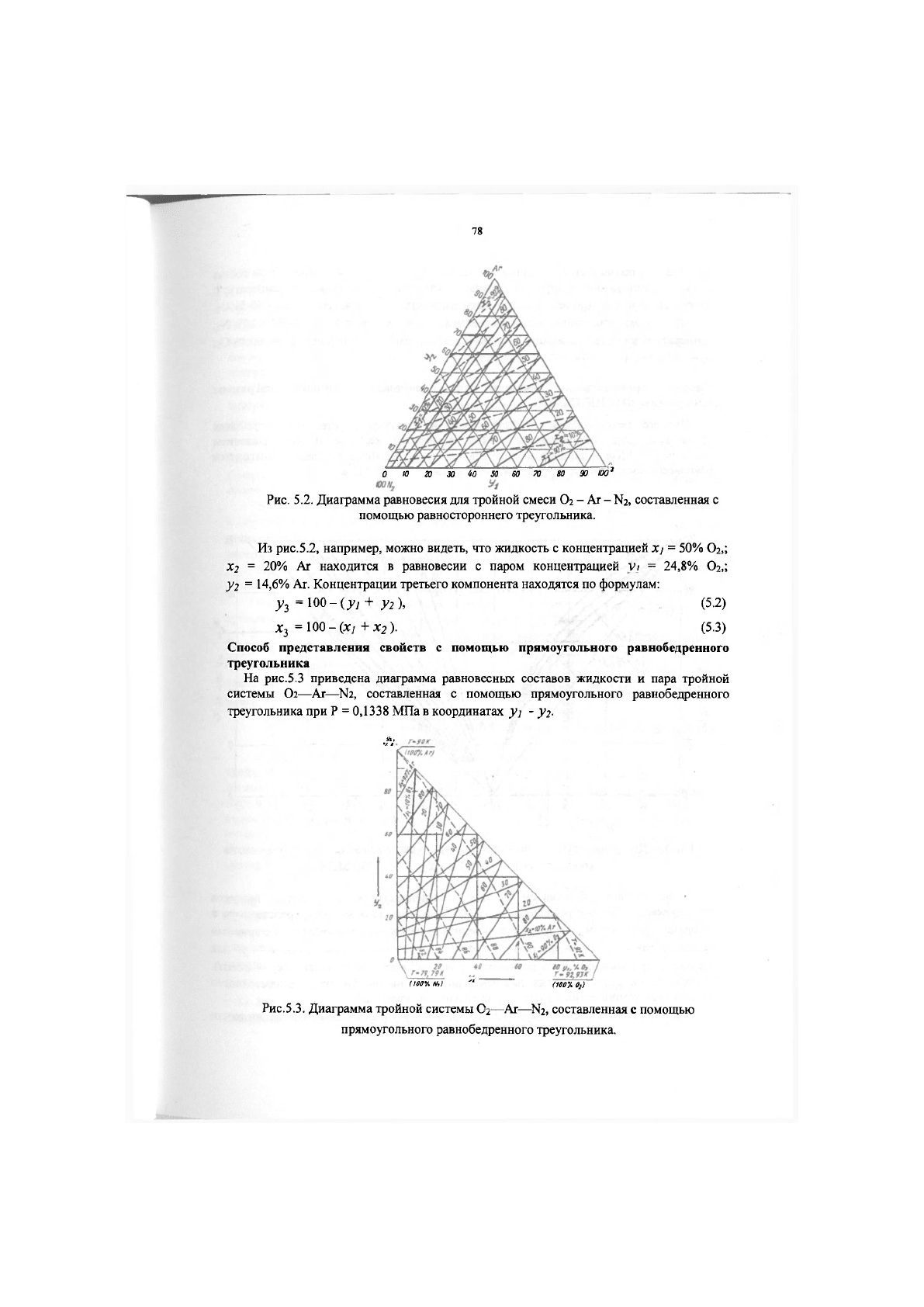
На рис.5.3 приведена диаграмма равновесных составов жидкости и пара тройной
системы О2—Аг—N2, составленная с помощью прямоугольного равнобедренного
треугольника при Р = 0,1338 МПа в координатах у; - у2.
•Л'
Сотк " ст^
а,)
Рис.5.3. Диаграмма тройной системы О2—Аг—^N2, составленная с помощью
прямоугольного равнобедренного треугольника.

79
На диаграмме нанесены линии Х/ = СОпШ, Х2 = СОт{ и Г = соп51. Зная состав
жидкости, можно определить равновесный состав пара (и наоборот) и температуру.
Например, точка А соответствует кипящей жидкости. Состав жидкости Х/ = 80 % 0%
Х2= 10 % Аг; молярная доля азота в жидкости
ЛГз
= 100 - Х/ - лг^ = 100-80 - 10 = 10% N2
температура кипящей жидкости Та = 90 К. Состав равновесного пара; у; = 60 % О2
У2
= 12 % Аг иуз = 100 — 60 — 12 = 28 % N2.
Способ представления свойств при помощи двойной диаграммы
(диаграммы ВНИИКИМАШ)
Процесс ректификации тройной смеси в воздухоразделительных установках
происходит под давлением 0,57 МПа в нижней колонне и под давлением
0,130—0,140 МПа в верхней и аргонной колоннах. Поэтому таблицы и диаграммы
равновесия составлены дляр = 0,5687 МПа и дляр = 0,1333 МПа
Р =
Шет
811 40 ^
щ%т.02 й" Чг .
Рис.5.4. Диаграмма равновесия жидкость—пар в системе кислород—аргон—азот в
координатах—Х; тлу2—Х2, Р =0,1333 МПа
Применительно к излагаемому ниже графическому методу расчета процесса
ректификации, данные равновесия в тройной системе должны быть представлены в
координатах у] и Х] к у2 и Х2,
т.
е. в виде диаграммы х — у для кислорода с кривыми
фазового равновесия для аргона У2 = сот1
(рс
2 = сопз^), и диаграммы х — у для
аргона с кривыми фазового равновесия для кислорода у; = сопз{ (Х] = сот^).
Схематически структура этих диаграмм показана на рис.5.4 (кривые постоянного
содержания компонентов в жидкости на рисунке не показаны).
При известном составе пара (например, у", у2^^ равновесный состав жидкости
80
находим по диаграмме следующим образом (см. рис.5.4): проводим на диаграмме
У) - Х] вертикальную тняю у1= у", по точке пересечения которой с кривой ^^ = у"
определяем содержание кислорода в жидкости х". Содержание аргона в жидкости х"
определяем по точке пересечения вертикальной линии у2 = у2' с кривой уГ в
диаграмме -
Х2.
Подобным же образом можно на диаграмме определить равновесный
состав пара по известному составу жидкости, используя кривые постоянного
содержания компонентов в жидкости.
При малых концентрациях азота в тройных смесях следует пользоваться
диаграммамиУ2-^2 с линиямиу^ = соп!1(ях3 = сот{иуз-Хз с линиями= соп51
иХ2 = сот1.
Если у2 =
О,
то трехкомпонентная система превращается в бинарную
(О2
- N3).
Если Уз = О, то она превращается в систему (О2 - Аг), т.е. диаграмма у - х для
бинарной смеси (метод МакКэба и Тиле) является частным случаем рассматриваемой
диаграммы.
Увеличение концентрации аргона так же точно приближает равновесную кривую
к диагонали, как и повышение давления, т. е. увеличение количества аргона ухудшает
разделительную способность колоны. Следует отметить, что линия уз на левой
диаграмме не проводится дальше, т. к. ниже лежит нерабочий диапазон.
Правая аргонная диаграмма строится до концентрации 20% по аргону, т. к.
обычно содержание аргона не бывает выше 15%.
На эти диаграммы можно нанести линии Х2 = сот(, Х/ — сопз(. Содержание
третьего компонента определяем по формулам (5.2) и (5.3).
В этой двойной диаграмме приводится расчет ректификации по методу
Наринского. Согласно этому методу число тарелок определяют в двойной диаграмме, а
изменение теплоты испарения смеси по высоте колонны, т. е. изменение флегмового
отношения §/С , учитывают с помощью диаграммы г - х,у для бинарной
смеси N2 - О2.
5.2. Расчет ректификации тройной смеси по методу Наринского
Известны графические и аналитические методы расчета процесса разделения
тройной смеси (О2—Аг—^N2) Графические методы расчета наиболее наглядны и
позволяют лучше понять физическую сущность процесса ректификации, поэтому их
используют и в настоящее время наряду с машинными расчетами, особенно при
вьшолнении отдельных расчетов не очень сложных колонн. Известно несколько
методик расчета, в том числе методика М. Б. Столпера [15] и Г. Б. Наринского [11].
Вначале рассмотрим расчет ректификации тройной смеси по методу Наринского
(метод ВНИИКИМАШ).
При расчете используют рассмотренные выше двойную диаграмму у - х , а
также дополнительно рассмотренную ранее диаграмму / - х,у бинарной системы О2 -
N2 (для определения теплоты парообразования смеси, флегмовых отношений и др.).
В расчете принято допущение о малом влиянии аргона, содержащегося в смеси, на
изменение теплоты парообразования и флегмового отношения в сечениях расчетного
участка колонны. Вьиисленные по диаграмме I — х,у для смеси О2 - N2 значения
флегмовых отношений используют для построения рабочих линий на диаграммах У)
- Х; для кислорода та У2 - Для аргона. На рис.5.4, 5.7 и 5.8 приведены такие
диаграммы для системы (О2—^Аг—^N2) с координатами У! - Х/ и у2 - Х2 (Х/ и дг^ - мо-