Trent E.M., Wright P.K. Metal Cutting
Подождите немного. Документ загружается.

MAGNESIUM 253
Steel or carbide tools can be used and the surface finish produced is good at both low and high
cutting speeds. The chips formed are deeply segmented and easily broken into short lengths, so
that chip disposal is not difficult even when cutting at very high speed. The hexagonal structure
of magnesium is probably mainly responsible for the low ductility. This leads to the fragile seg-
mented chips and the short contact length on the tool rake face. The worst feature of magnesium
is that the fine chips can be ignited. This causes considerable fire risk.
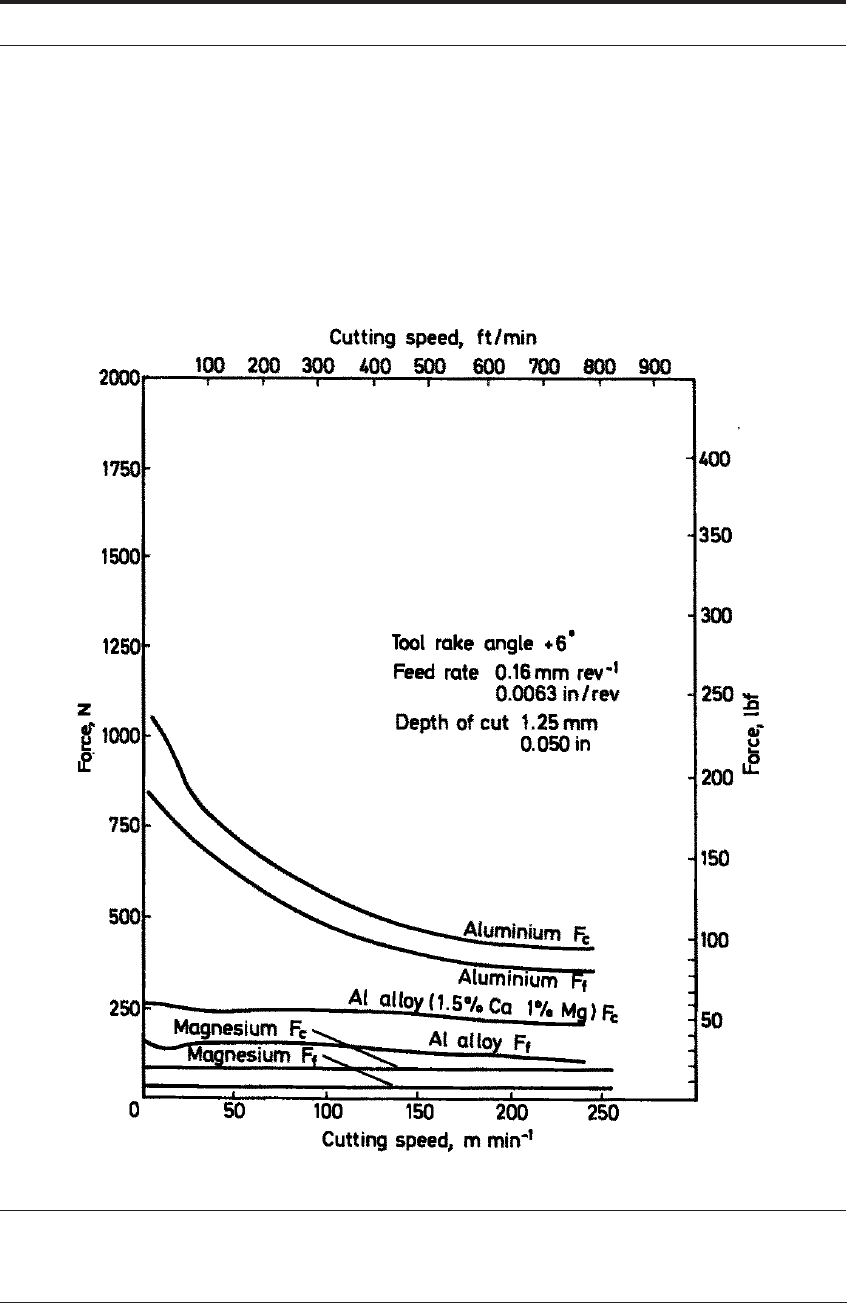
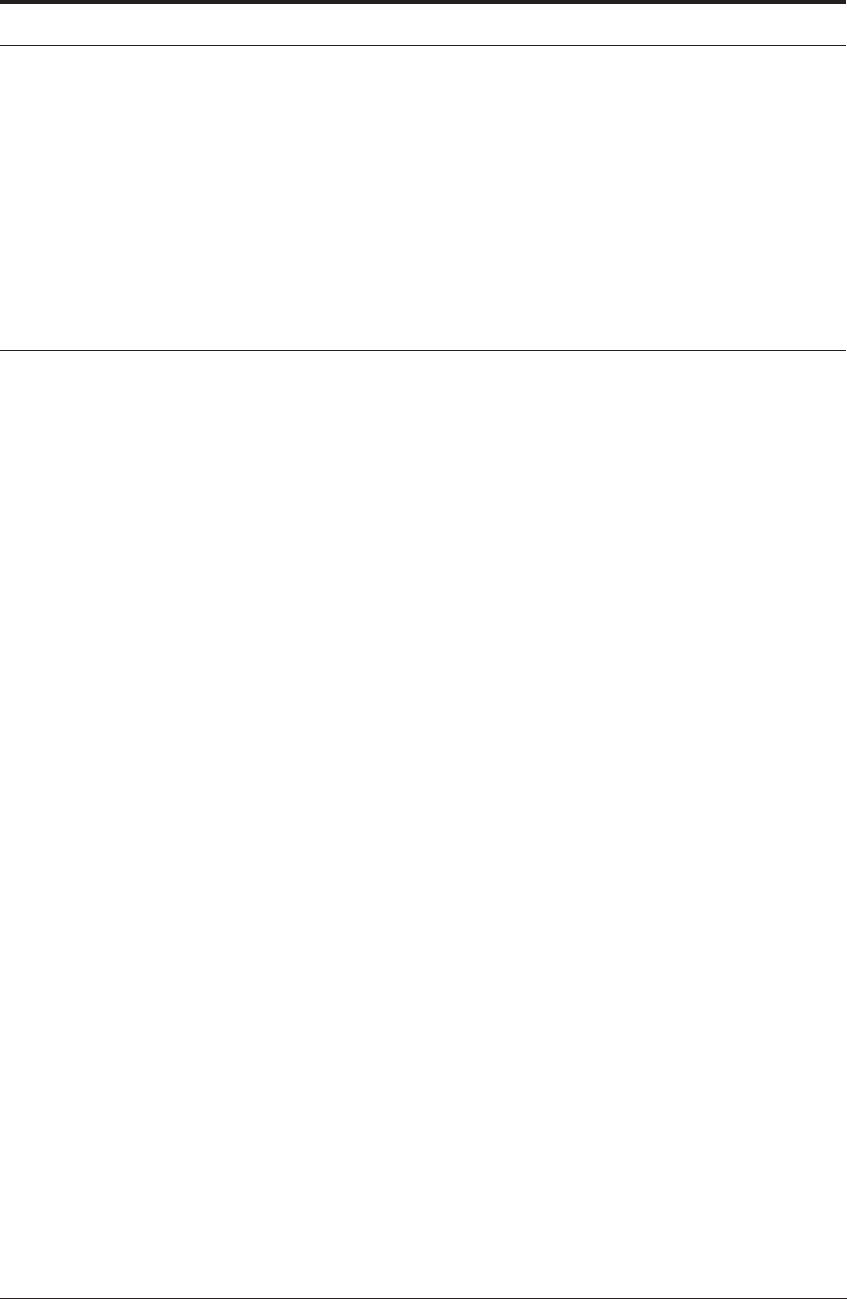
FIGURE 9.1 Tool forces vs cutting speed - magnesium and aluminum (From data of Williams, Smart
and Milner
1
)
254 MACHINABILITY
9.3 ALUMINUM AND ALUMINUM ALLOYS
9.3.1 Introduction
Alloys of aluminum in general also rate highly in the machinability table by most of the crite-
ria. As with magnesium, the melting points of aluminum (659°C) and its alloys are low. Conse-
quently, the temperatures generated during cutting are never high enough to be damaging to the
heat-treated structures of high speed steel tools. Good tool life can be attained up to speeds of
600 m min
-1
(2,000 ft/min) when using carbide tools, and 300 m min
-1
(1,000 ft/min) with tools
of high speed steel. Speeds as high as 4,500 m min
-1
(15,000 ft/min) have been used for special
purposes. (Further discussion of high speed, and very high speed machining of aluminum alloys
appears in Chapter 11.) Wear on the tool takes the form of flank wear, but no detailed study of
the wear mechanism has been reported.
9.3.2 Machinability of aluminum-silicon alloys
High tool wear rates become a serious problem with only a few aluminum alloys. In alumi-
num-silicon castings containing 17-23% Si, the silicon content is above the eutectic composi-
tion. The structures thus contain large grains of silicon, up to 70 μm across. In addition, they
contain a finely dispersed silicon of the eutectic structure. The large silicon crystals greatly
increase the wear rate, even when using carbide tools.
2
The eutectic alloys, containing 11-14%
Si can be machined at 300-450 m min
-1
(1,000-1,500 ft/min) with good carbide tool life, but the
presence of large silicon grains may reduce the permissible speed to only 100 m min
-1
(300 ft/
min). The drastic effect of large silicon particles is the result of the high stress and temperature
which these impose on the cutting edge. Silicon particles have a high melting point (1,420°C)
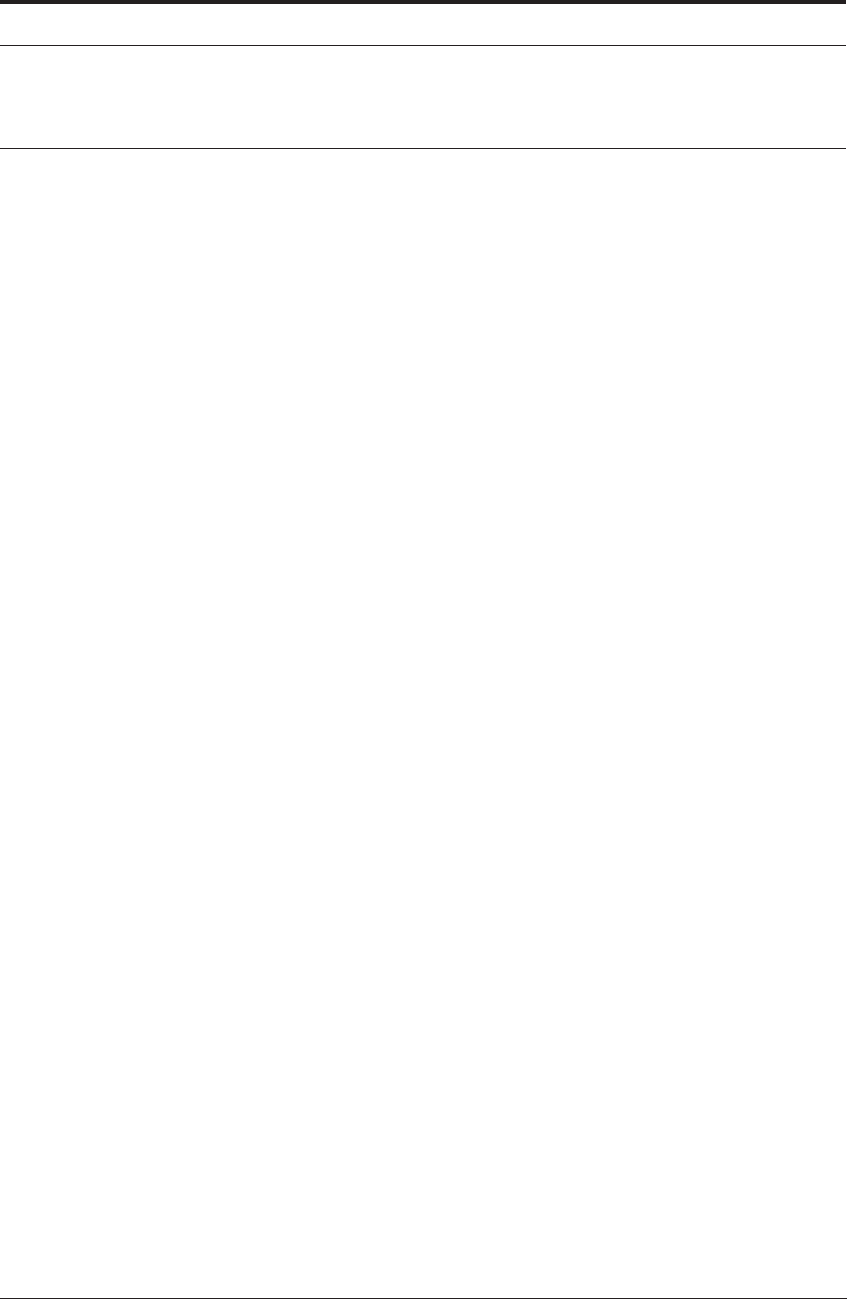
and high hardness (> 400 HV). Figure 9.2 shows a section through the worn cutting edge of a
carbide tool after cutting a 19% Si alloy.
3
The layer of silicon (dark gray) attached to the worn
surface demonstrates the action of the large silicon crystals which cause an attrition type of wear.
The photomicrographs demonstrate that the wear of tools depends not only on the phases
present in the work material, but also on their size and distribution. Small silicon particles in the
eutectic bypass the cutting edge. Either they do not make contact with the tool at all, or they
make only rubbing contact with one of the flat surfaces. However, the large primary silicon
grains cannot pass by the cutting edge but are divided when they make contact with it. Part of the
silicon passes away with the chip and part continues on the new machined surface. At the same
time, a layer of sheared silicon is strongly bonded to the tool surface, causing rapid attrition
wear. The machining of hypereutectic Al-Si alloys is one of the most important applications for
polycrystalline diamond tools. Most engine manufacturers now use these tools for machining
pistons and other components, cast from high silicon alloys. Turning, boring and milling opera-
tions are carried out at much higher speed with longer tool life and improved surface finish. Pis-
tons have been turned at speeds from 300 to 1,000 m min
-1
(1,000 to 3,000 ft/min), and at a feed
of 0.125 mm/rev (0.005 in/rev) with tool edge life of the order of 100,000 components. The dia-
mond tools have proved so advantageous for cutting the hypereutectic alloys that they are used
for turning and milling other aluminum alloys even where carbide tools give reasonable tool life.
Polycrystalline diamond tools can be kept in use for months. This gives economies in spite of the
higher tool cost.
ALUMINUM AND ALUMINUM ALLOYS 255
FIGURE 9.2 Section through cutting edge of cemented carbide tool used to cut 19% Si-Al alloy at 122 m
min
-1
(400 ft/min)
3
256 MACHINABILITY
9.3.3 Aluminum alloys versus commercially pure aluminum
In general, tool forces when cutting aluminum alloys are low, and tend to decrease slightly as
the cutting speed is raised (Figure 9.1). High forces occur, however, when cutting commercially
pure aluminum, particularly at low speeds. In this respect aluminum behaves differently from
magnesium, but in a similar way to many other pure metals.
The area of contact on the rake face of the tool is very large when machining commercially
pure aluminum. As explained in Chapter 4, this leads to several effects: a high feed force (F
t
);
low shear plane angle; very thick chips; consequently high cutting force (F
c
); and high power
consumption. The effect on pure aluminum of most alloying additions or of cold working, is to
reduce the tool forces, particularly at low cutting speed. In general most aluminum alloys, both
cast and wrought, are easier to machine than pure aluminum, in spite of its low shear strength.
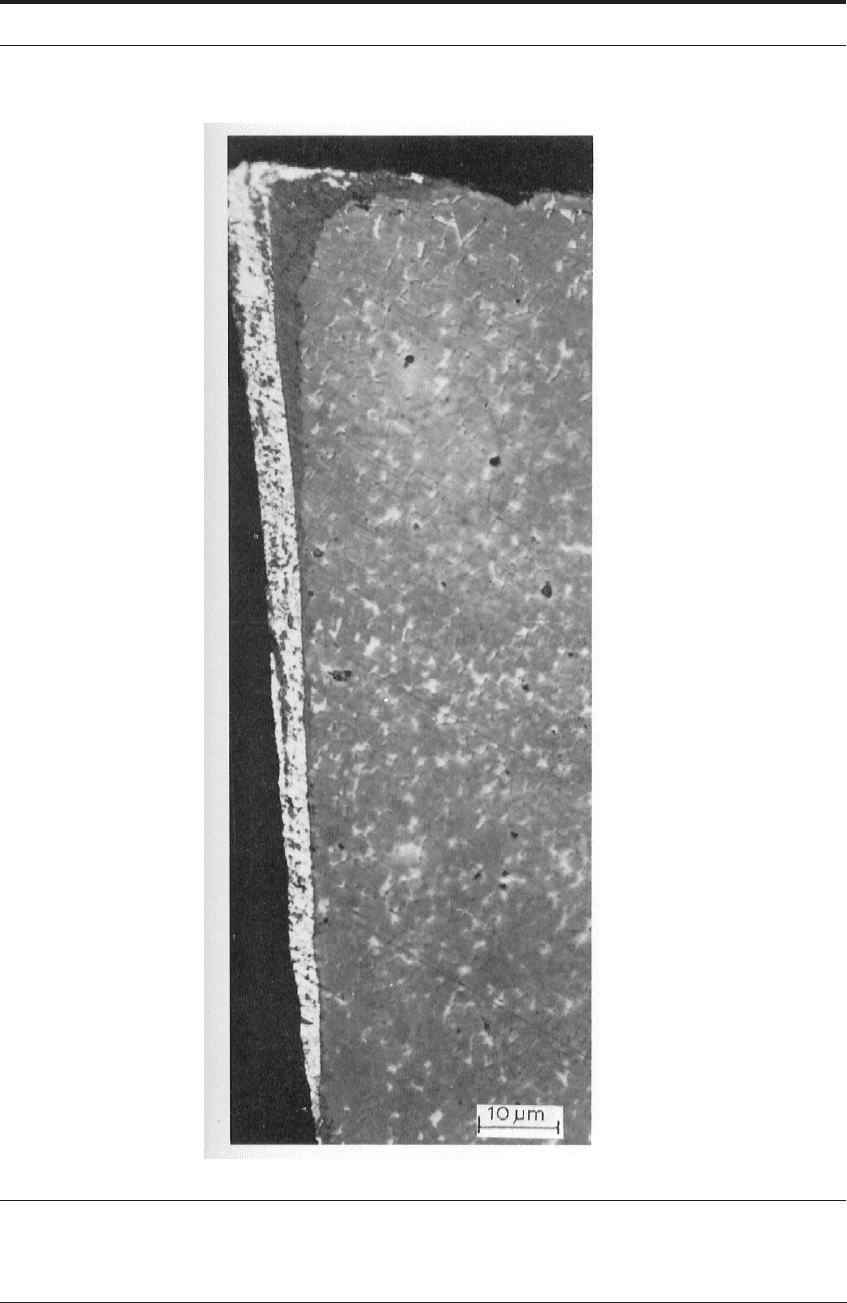
FIGURE 9.3 Built-up edge when cutting an aluminum alloy at 38 m min
-1
(125 ft/min)

ALUMINUM AND ALUMINUM ALLOYS 257
A built-up edge is not present when cutting commercially pure aluminum. However, the surface
finish tends to be poor except at very high cutting speed. Most aluminum alloys have structures
containing more than one phase, and with these a built-up edge is formed at low cutting speeds,
Figure 9.3. At higher speeds, e.g. above 60-90 m min
-1
(200-300 ft/min), the built-up edge may
not occur. Tool forces are low where a built-up edge is present, and the chip is thin, but the sur-
face finish tends to be poor. The built-up edge may be reduced or even eliminated by use of dia-
mond tools.
9.3.4 Some industrial/practical constraints
One of the main machinability problems with aluminum is in controlling the chips. Extensive
plastic deformation before fracture occurs with aluminum alloys. This is because aluminum has
a face-centered cubic structure, rather than the hexagonal structure of magnesium.
When cutting aluminum and some of its alloys, the chips are continuous, rather thick, strong
and not readily broken. The actual form of the chip varies greatly, but it may entangle the tool-
ing. It often requires interruption of the operation to clear the chips. In drills, taps and cutters of
many types, it may clog the flutes or spaces between the teeth. Thus, modified designs of tools
are often required for cutting aluminum. The cutting action can be improved by modifications to
rake and approach angles. The introduction of chip breakers, or curlers, which deflect the chips
into a tight spiral is also useful. Another approach is to modify the composition of the alloys to
produce chips which are fragmented or more easily broken. “Free machining” aluminum is dis-
cussed in the next sub-section. Further on in this chapter, the role of “free machining” additions
in brasses and steels is also described.
9.3.5 Free machining aluminum alloys
The standard aluminum specifications now include “free machining” alloys containing addi-
tions of lead, or of {lead + bismuth}, or tin, or antimony in proportions up to about 0.5%. How
these additions function is not completely certain, but the chips are more readily broken into
small segments.
The low melting point metals do not go into solid solution in aluminum. Therefore, they are
present in the structure as dispersed fine globules. They act to reduce the ductility of the alumi-
num as it passes through the primary shear plane to form the chip. There is also evidence that the
“free machining additions” are drawn out in the secondary shear zone. This provides a form of
“internal lubrication”. The main purpose of the “free-cutting” additives in aluminum and its
alloys is improvement in the chip form for CNC and automatic machines. Better tool life and an
increase in the metal removal rate are an additional bonus.
9.3.6 Summary on aluminum alloys
The excellent machinability of aluminum alloys makes them ideal work materials to be
shaped in CNC or multi-spindle automated machine tools - provided the chips can be broken up
for continuous operation. Completely automatic production of certain classes of shapes can be
introduced with confidence because long tool life and consistent performance can be guaranteed
even at high rates of metal removal. This is still true even when using multi-spindle automatic
258 MACHINABILITY
machines where a great variety of operations is involved, such as turning, milling, drilling, tap-
ping and reaming.
Attempts to use such unattended automated methods on other classes of work material, have
not been as successful as when machining aluminum alloys. As a result, consumer products and
automobile products that need to be of reasonably high strength, but produced cheaply and in
quantity, are often designed and made from aluminum alloys.
9.4 COPPER, BRASS AND OTHER COPPER ALLOYS
9.4.1 Introduction
Copper is another highly ductile metal with a face-centered cubic structure, like aluminum, but
it has a higher melting point (1,083°C). In general, copper-based alloys also have good machin-
ability for the same reason as aluminum alloys.
4
Although the melting point is higher, it is not
high enough for the temperatures generated by shear in the flow-zone to have a very serious
effect on the life or performance of cutting tools. Both high speed steel and cemented carbide
tools are employed. Good tool life is obtained, the wear on the tools being in the form of flank
wear or cratering or both.
The most important field of machining operations on copper-based alloys is in the mass pro-
duction of electrical and water fittings using high speed automatic machines. These are mostly
very high speed lathes, but fed with brass wire of relatively small diameter, so that the maximum
cutting speed is limited to 140 - 220 m min
-1
(450 - 700 ft/min), although the tooling is capable
of good performance at much higher speeds if required.
A built-up edge does not occur when cutting high-conductivity copper. There is a flow-zone at
the tool work interface over a wide range of cutting speed. The tool forces are very high, partic-
ularly at low cutting speed (Figure 9.4). As with aluminum, this is essentially due to the large
contact area on the rake face, resulting in a small shear plane angle and thick chips.
For this reason, high conductivity copper is regarded as one of the most difficult materials to
machine. In drilling deep holes, for example, the forces are often high enough to fracture the
drill. Additional problems in the machining of pure copper are poor surface finish, particularly at
low speeds. At higher speeds, cutting forces are lower and surface finish improves, but tangled
coils of continuous chips are difficult to clear.
9.4.2 Machinability of brasses
The machining qualities of copper are somewhat better after cold working and are greatly
improved by alloying. Figure 9.4 shows the reduction in cutting force (F
c
) as a result of cold
working. This reduces the contact area, giving a larger shear plane angle and a thinner chip.
The tool forces are lower for the 70/30 brass, which is single-phased. There is an even greater
reduction when cutting the two-phased 60/40 brasses. The forces are low over the whole speed
range, with thin chips and small areas of contact on the tool rake face.
The forces are lowest in alloys of high zinc content where the proportion of the β phase is
greater. These low tool forces and power consumption with the α-β brasses, together with low
rates of tool wear, are a major reason for classifying them as of high machinability.
COPPER, BRASS AND OTHER COPPER ALLOYS 259
FIGURE 9.4 Tool forces vs cutting speed-copper and brass (From data of Williams, Smart and Milner
1
)
Figure 9.5 shows the temperature distribution in tools used to cut high conductivity copper at
three speeds, using carbon steel tools. The temperatures were much lower than those measured
when cutting steel (see Chapter 5). Temperature gradients were much smaller. Even at 530 m
min
-1
(1,750 ft/min), the highest measured temperature was in the range 500-550°C. The tem-
perature at the cutting edge was not measurably (+/-25°C) lower than the highest on the rake
face.

260 MACHINABILITY
FIGURE 9.5 Temperature distribution in tools used to cut high-conductivity copper at a feed of 0.22 mm/
rev at (a) 120 m min
-1
(400ft/min); (b) 240 m min
-1
(800ft/min); and (c) 530 m min
-1
(1,750 ft/min)
COPPER, BRASS AND OTHER COPPER ALLOYS 261
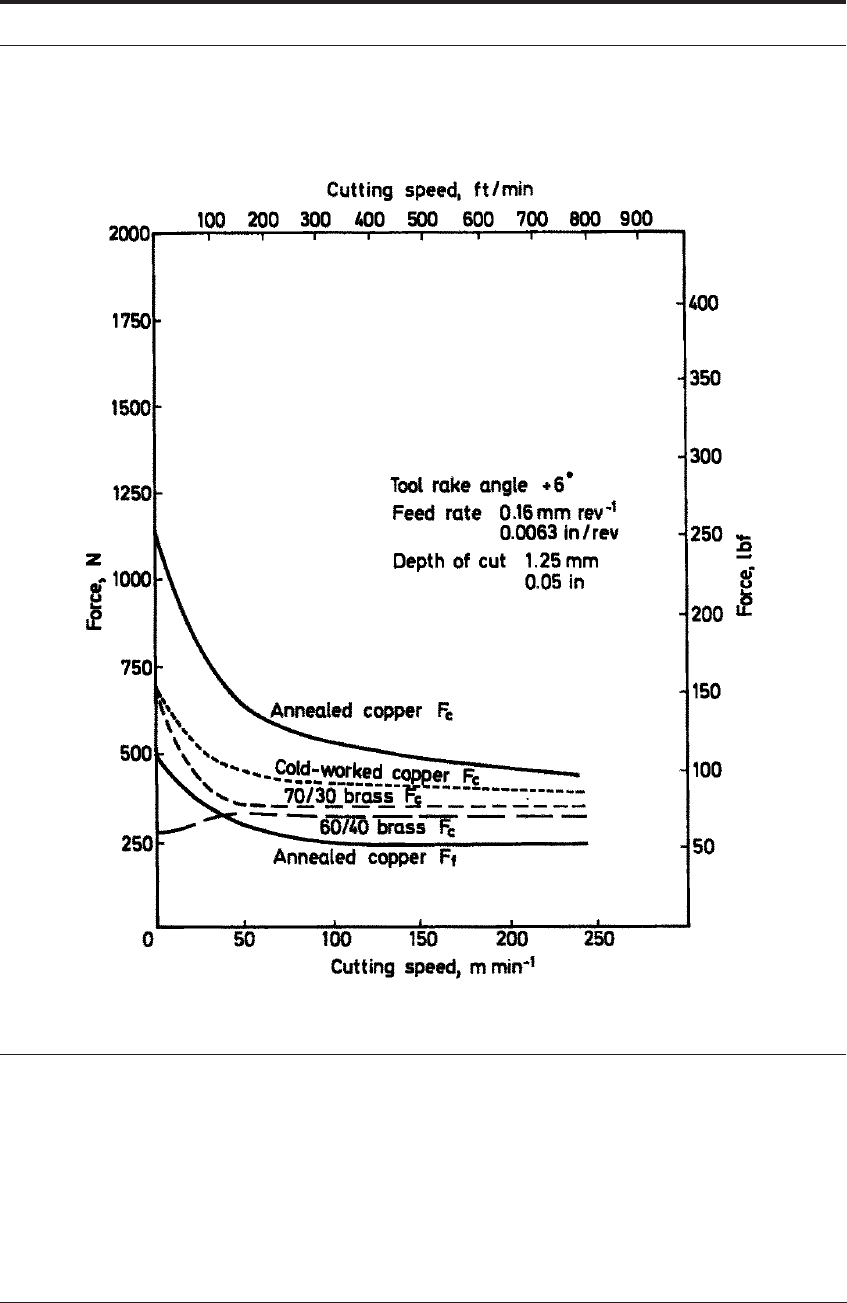
FIGURE 9.6 Maximum interface temperature vs cutting speed
Figure 9.6 shows the maximum interface temperature for copper and a number of its alloys as
a function of cutting speed. For convenience the speed is plotted on a logarithmic basis. With
high conductivity copper the maximum temperature was 300°C at a cutting speed of 70 m min
-1
(230 ft/min), rising to 560°C at 700 m min
-1
(2,300 ft/min).
The effect of alloying with zinc was to raise the temperature for any speed. Temperatures were
higher for 70/30 brass than for 60/40 brass, particularly at speeds over 200 m min
-1
(650 ft/min)
and reached 800°C at 700 m min
-1
(2,300 ft/min). With copper and 60/40 brass, the temperature
was nearly uniform (within +/- 25°C) over the contact area.
However, with 70/30 brass there was a higher temperature region about 1 mm from the tool
edge, as when cutting steel. With copper and brass the heat source is a flow-zone as shown for
60/40 brass in Figure 9.7a. Thus, with copper and brass, very high speeds can be used when cut-
ting with high speed steel tools. It is probably only with 70/30 brass that high temperatures, and
consequent high wear rates, limit the rate of metal removal with high speed steel tools.
9.4.3 Free machining brass
A more important limitation on speed is the problem of clearing the continuous chips from the
working area. This problem is most acute with automatic tooling. To deal with it, “free-machin-
ing brass” was developed many years ago. It can be made by addition of lead in the proportion of
2 to 3%, and sometimes higher.
4
Lead is soluble in molten brass but is rejected during solidifica-
tion, precipitating particles usually between 1 and 10 microns in diameter, which should be uni-
formly dispersed to achieve good machinability. Environmental issues now prevent the use of
leaded brass. However, there has been much research on understanding how the lead additions
help machinability (Figure 9.7b). Since engineers must now search for other materials to take
the place of lead, it makes sense to analyze its beneficial function in machinability.
262 MACHINABILITY
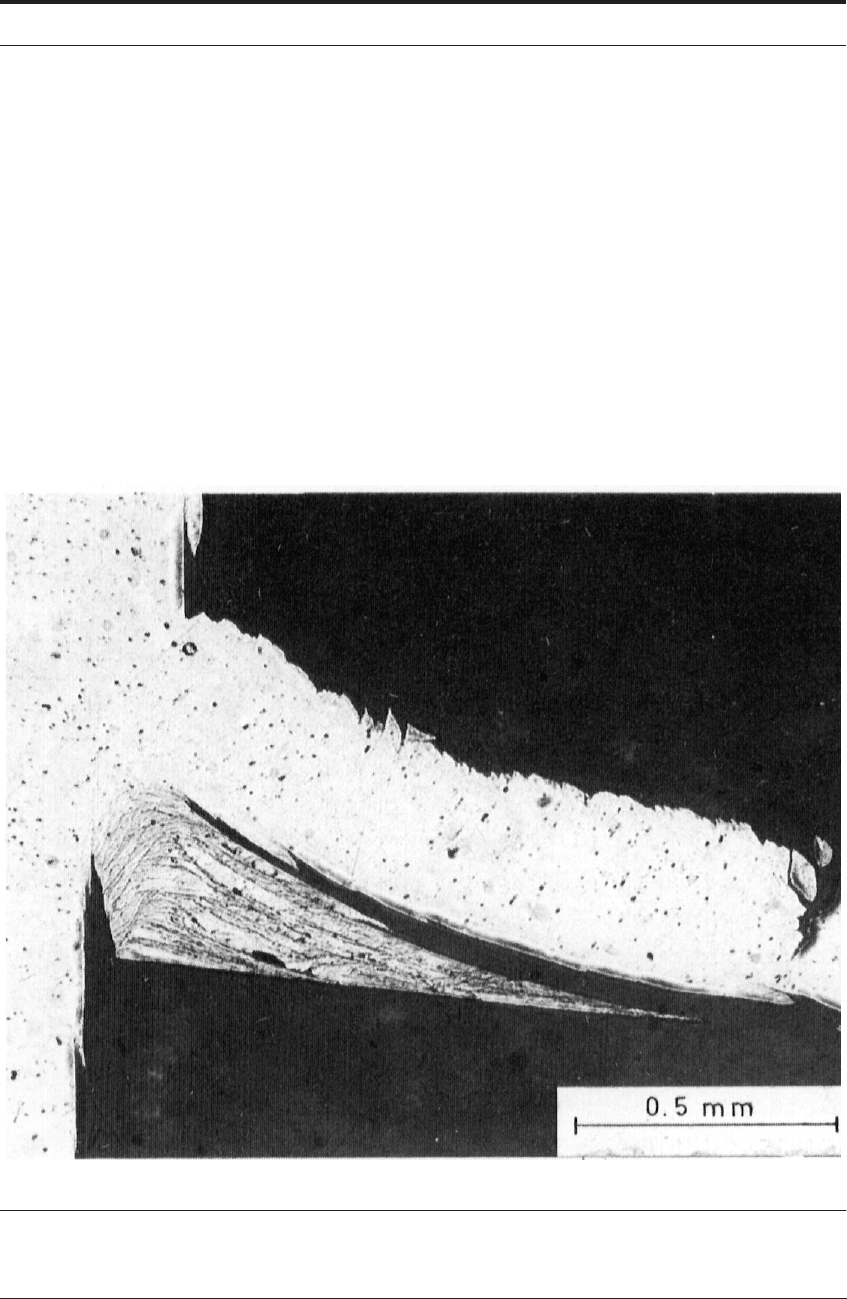
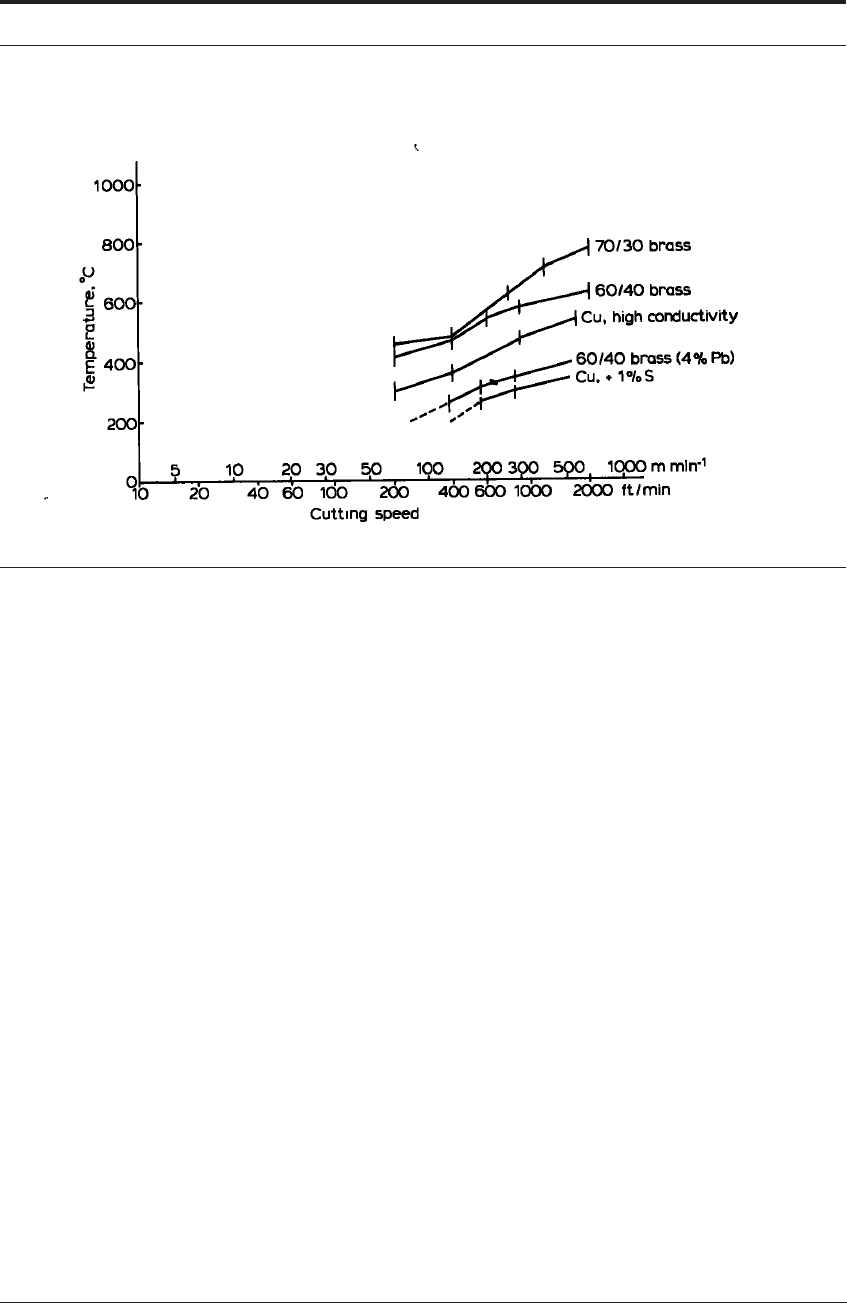
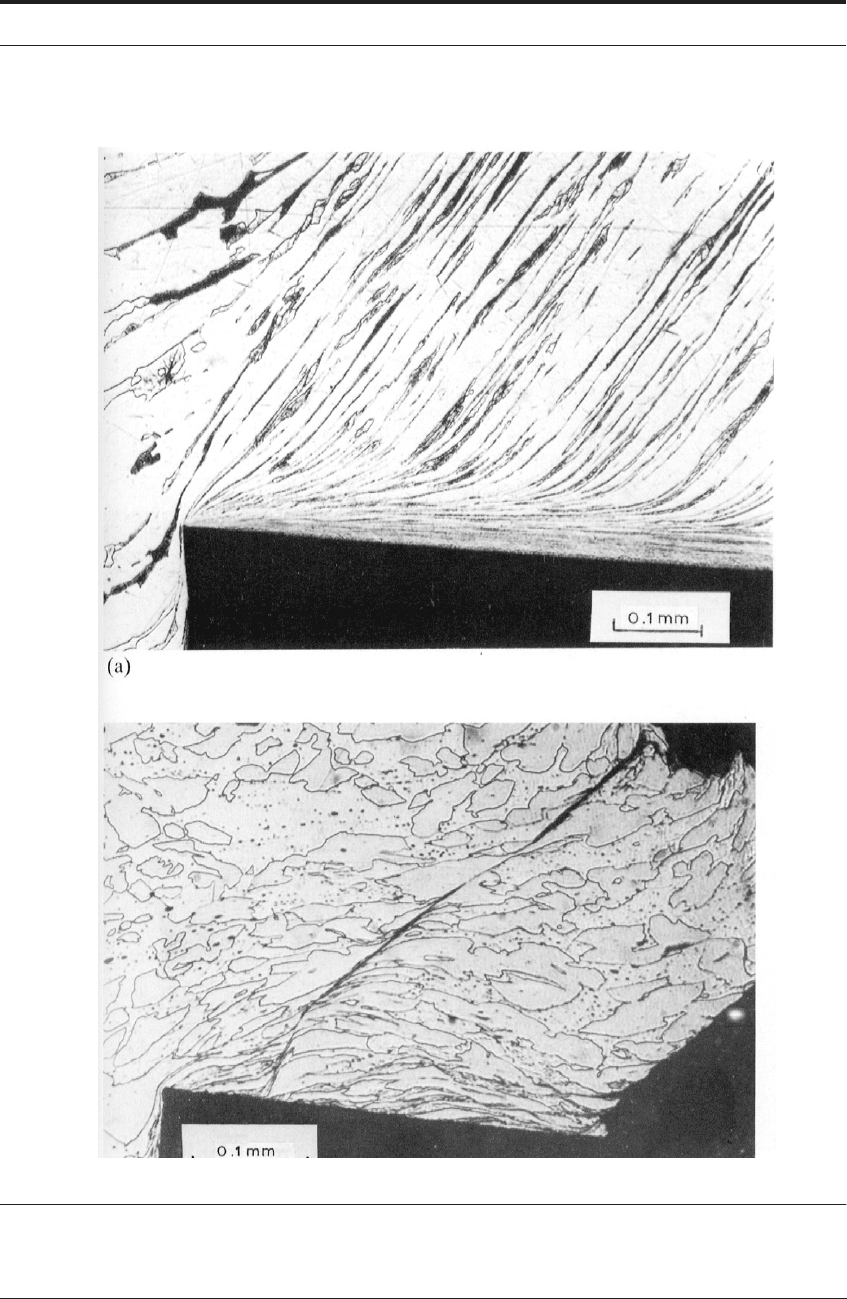
FIGURE 9.7 Quick-stop (a) Continuous chip with flow-zone after cutting 60/40 brass at 120 m min
-1
(400 ft/min); (b) segmented chip without flow-zone after cutting leaded 60/40 brass at 120 m min
-1
(400 ft/
min)