Smith G.T. Cutting Tool Technology: Industrial Handbook
Подождите немного. Документ загружается.

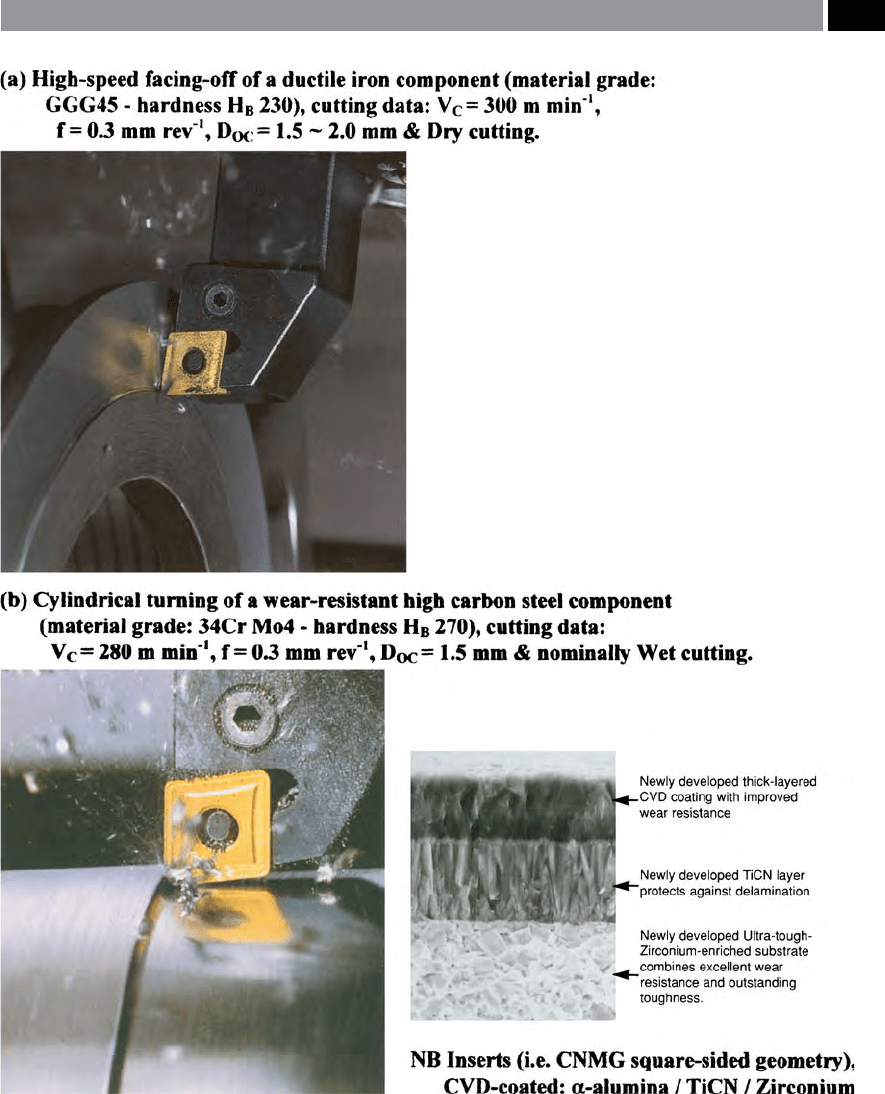
Figure 29. Discontinuous chip formation. [Courtesy of Sumitomo Electric Hardmetal Ltd.].
Turning and Chip-breaking Technology 61
consistent manner (3). It was found with this work-
piece material in an experimental cutting proce-
dure, that the tangential cutting force component,
was closer to the actual cutting edge than when
similar machining was undertaken on unalloyed
steel specimens.
NB
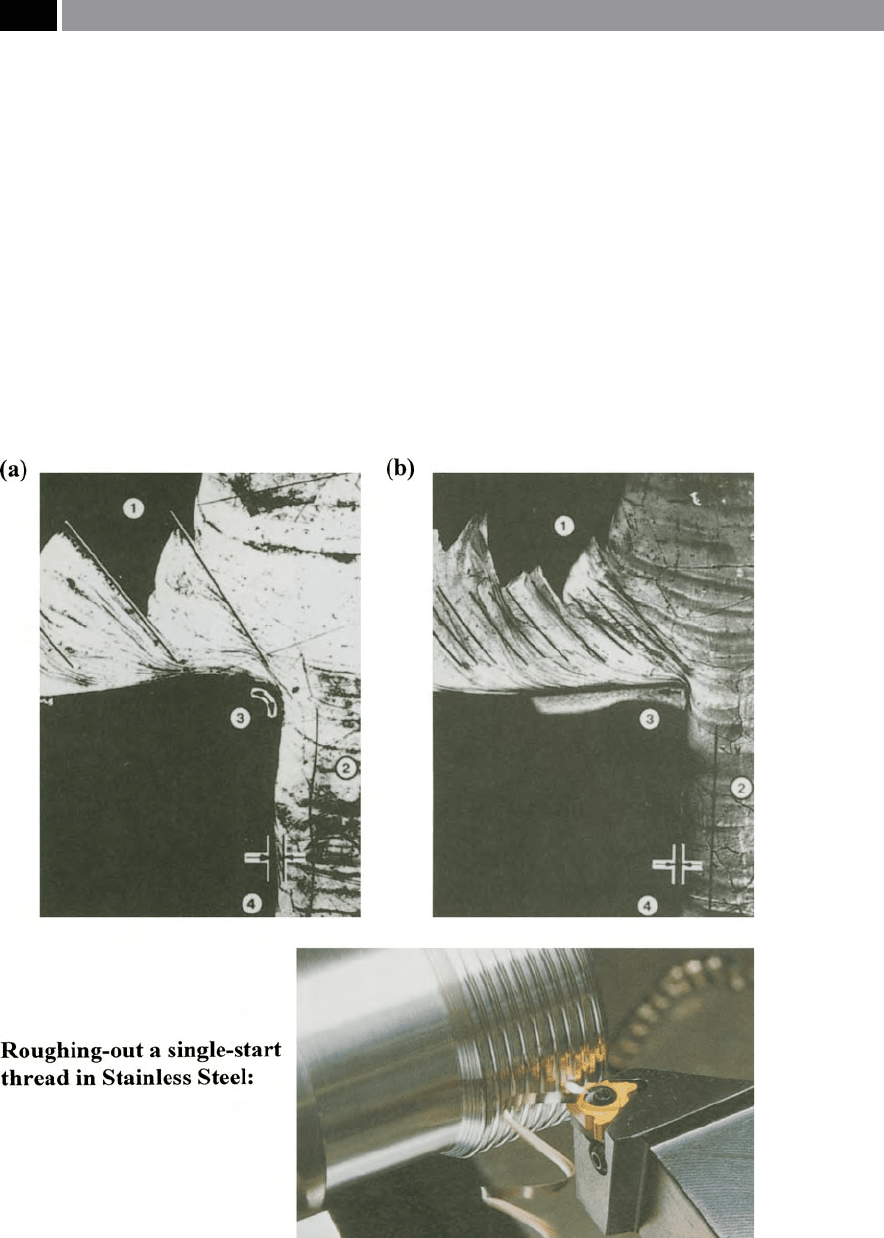
e cutting data for machining the stain-
less steel specimens in Figs. 30 a and b, were:
1
80 m min
–1
cutting speed, 0.3 mm rev
–1
feedrate,
3 mm D
OC
.
2.4 Tool Nose Radius
e insert’s nose radius has been previously mentioned
in Section 2.1.6, concerning: Cutting Tool holder/In-
sert Selection. Moreover, the top rake geometry of the
cutting insert will signicantly aect the chip forma-
tion process, particularly when prole turning. In Fig.
31a, a spherically-shaped component is being ‘prole
machined’ using a large nose-radiused turning insert.
Here, as the component nears its true geometric cur-
vature, the cutting insert forces will uctuate continu-
Figure 30. Segmented chip formation, resulting from machining stainless steel and the work-hardening zone
– which is aected by the sharpness of the insert’s edge. [Courtesy of Sandvik Coromant]
.
62 Chapter 2
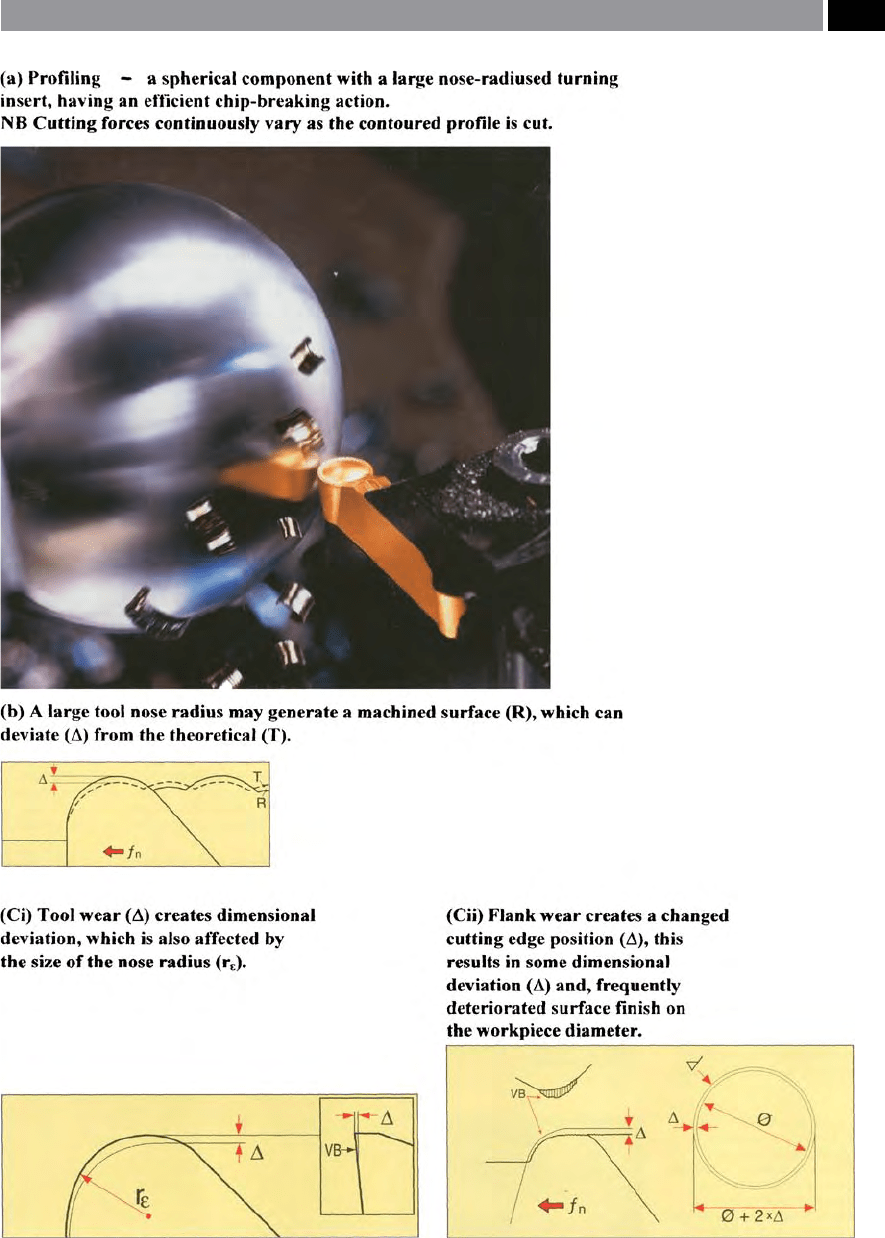
Figure 31. The cutting insert’s tool nose radius when either proling, or general turning, will modify both the prole and
diameter as ank wear occurs. [Courtesy of Sandvik Coromant]
.
Turning and Chip-breaking Technology 63
ously as the insert progresses (i.e circular interpolates
with the X- and Z-axes of the machine tool) around
the curved prole. If the geometry of the tool was not
itself of round geometry, then the ‘point-contact’ could
not be maintained, leading to signicant variations in
chip formation. If this lack of tool-work contact were
not to occur, then the machined prole would be
compromised and due to insucient chip control, the
actual cut surface prole would not have a consistent
and accurate surface texture.
e machined surface texture generated by the pas-
sage of the cutting insert’s geometry, is to a large extent
the product of the relationship, between the nose ra-
dius and the feedrate and, to a lesser degree the cutting
speed and its tool wear pattern. e size of the tool
nose radius will have quite an eect on the surface tex-
ture produced, if the feedrate is set, then a small nose
radius will create a dierent workpiece surface texture
to that of a larger one (see Fig. 31b). Moreover, if a
large nose radius is selected for a lighter D
OC
, or if the
feed is equal to the nose radius, then this larger nose
geometry will be superior to that of a smaller tool nose
radius. is is because the ‘larger nose’ oers a smaller
plan approach angle, having the pressure of the cut
distributed across a longer cut length, creating an en-
hanced surface texture. ere are several disadvan-
tages to utilising a larger tool nose radius geometry,
these are that the:
•
Chip formed becomes more dicult to bend and
eectively break,
•
Radial cutting forces are greater,
•
Power consumption increases,
•
Rigidity of the set-up is necessary – leading to pos-
sible vibrational tendencies on either weaker, or
unstable workpieces.
Tool wear (i.e. denoted by ‘∆’ in Figs. 31ci and cii) and
in particular ank wear
25
, can signicantly inuence
the resulting machined component dimensional accu-
racy (Fig. 31cii), which on a batch of components cut
with the same insert, will result in some level of ‘tool
25 Flank wear is normally denoted by specic ‘zones’ – more will
be said on this topic later – but, in this example, the tool’s in-
sert wear ‘V
B
’ is shown in both Figs. 31ci and cii.
dri’ which could aect the process capability
26
of the
overall parts produced. is ank wear ‘V
B
’ can be cal-
culated and utilised to determine the anticipated tool’s
life (ie, in-cut), this important factor in production
machining operational procedure, will be discussed in
due course.
Wiper blades (Fig. 32) are not a new insert geom-
etry concept, they have been used for face milling op-
erations for quiet a long time, but only in recent years
are they being utilised for component nish turning.
e principle underlying a wiper insert for turning op-
erations, concerns the application of a modied ‘tool
nose radius’ (see Fig. 32 – bottom le and right dia-
grams). When a ‘standard’ tool nose geometry insert
is used (i.e. Fig. 32 – bottom le), it creates a series of
peaks and valleys (i.e. termed ‘cusps’
27
) aer the pas-
sage of the ‘insert nose’ over the machined surface.
Conversely, a cutting insert with wiper blade geom-
etry (i.e. Fig. 32 – bottom right), has trailing radii that
blends – beyond the tangency point – with the tool
nose radius which remains in contact with the work-
piece, allowing it to wipe (i.e. smooth) the peaks, leav-
ing a superior machined surface texture.
In the past, wiper insert geometries were only em-
ployed for surface improvement in nishing opera-
26 Process capability denoted by ‘C
P
’ , is a measure of the quality
of the parts produced, which is normally found by the follow-
ing simple relationship:
*C
P
= Drawing specication tolerance/6 σ
Where: σ = a statistical measure, termed the ‘standard devia-
tion’ for the particular production process. *C
P
values of <1.0
denote low process capability, C
P
values of between 1.0 and
1.33 are moderate process capability, C
P
values of >1.33 are
termed as high process capability.
NB Today, process capabilities of 2.0 are oen demanded for
high-quality machined parts for the automotive/aerospace
sectors of industrial production, reducing likelihood of part
scrappage.
27 Cusps are the product of the partial geometry of the tool nose
radius geometry, positioned at regular intervals related to the
selected feedrate. e cusp height (i.e. the dierence in height
between the peak and valley), will inuence the machined
surface texture of the component, in the following relation-
ship:
R
max
= f
n
2
× 250/r
ε
(µm)
Where: R
max
= maximum peak-to-valley height within the sam-
pling length. f
n
= feedrate (m min
–1
) r
ε
= tool nose radius (mm).
64 Chapter 2
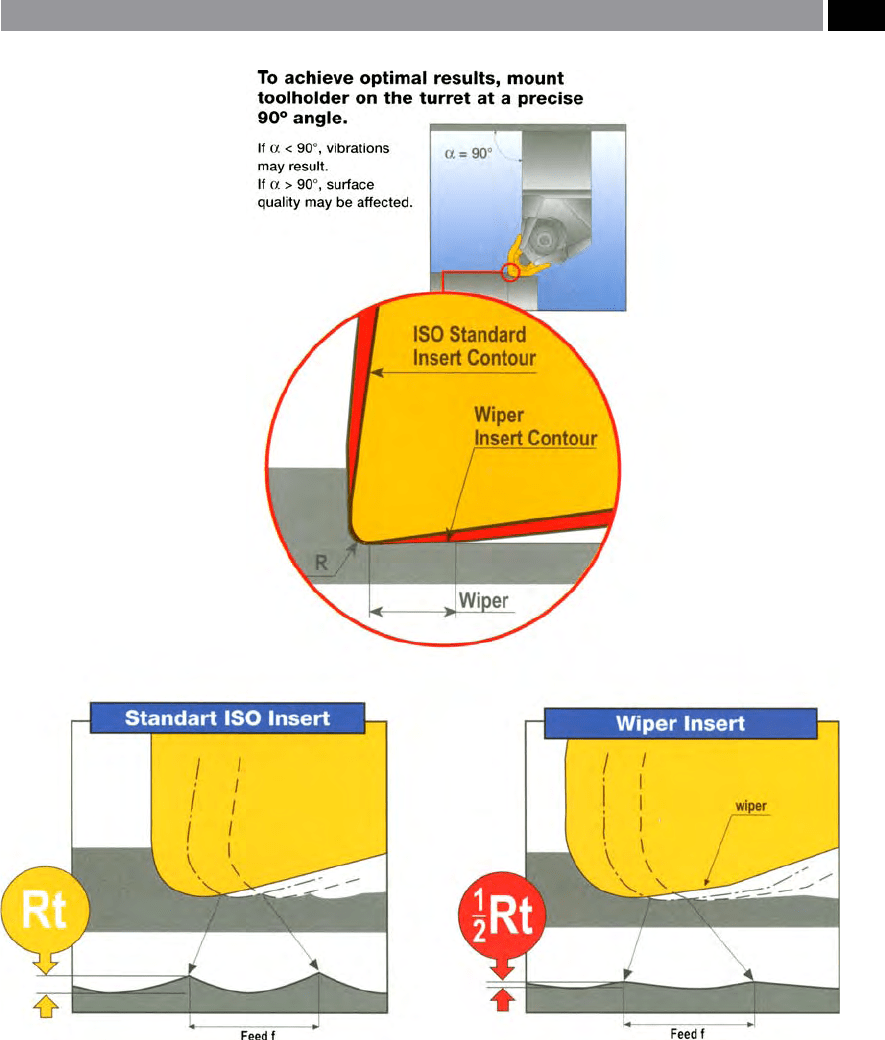
Figure 32. The application of wiper insert geometry on the resulting surface texture when ne turning. [Courtesy of Iscar
Tools]
.
Turning and Chip-breaking Technology 65
tions. With recent advancement in wiper
28
geometry,
this has allowed them to be used at double the previ-
ous feedrates for semi-nishing/roughing operations,
without degrading the surface texture. e wiper ge-
ometry being in contact with the workpiece’s surface
for longer than equivalent standard insert nose radius
tends to wipe – hence its name, or burnish the ma-
chined surface, producing a smoother surface texture.
Due to the fact that a ‘wiper’ has an extended edge, the
cutting forces are distributed across a longer tool/chip
contact region. e wiper portion of the insert, being
somewhat protected, enables these wiper inserts to in-
crease tool life by up to 20% more than when using
conventional tool nose geometries.
Wiper blades have their clearance lengths care-
fully designed, if they are too long, the insert gener-
ates too much heat, on the contrary, they need to be
long enough to cope with relatively large feeds, while
still smoothing over the surface cusps. Wipers with
positive turning insert geometries, they can cope with
f
eedrates of 0.6 mm rev
–1
at D
OC
’s of up to 4 mm. For
example, with steel component hardnesses of 65HR
c
,
this oen negates the need for any successive precision
grinding operations. By designing wiper geometries
with the cutting edge and nose radii to improve ma-
chined surface nish, while increasing tool life, can be
considered as outstanding tool design.
2.5 Chip-Breaking
Technology
2.5.1 Introduction to Chip-Breaking
e technology of both chip-forming and chip-break-
ing has been one of the major areas of advancement
in recent years. A whole host of novel toolholders and
cutting inserts has been developed to enable the cut-
ting process to be under total chip control, allowing
some toolholder/inserts combinations to machine
multiple component features with just one tool, re-
moving at a ‘stroke’ the non-productive aspects of
28 Some tooling manufacturers have re-named wiper inserts as
high-feed inserts, as they have demonstrated in production
conditions to promote higher component output, without the
recourse to expensive capital outlay.
tool-changing and setting, signicantly increasing ma-
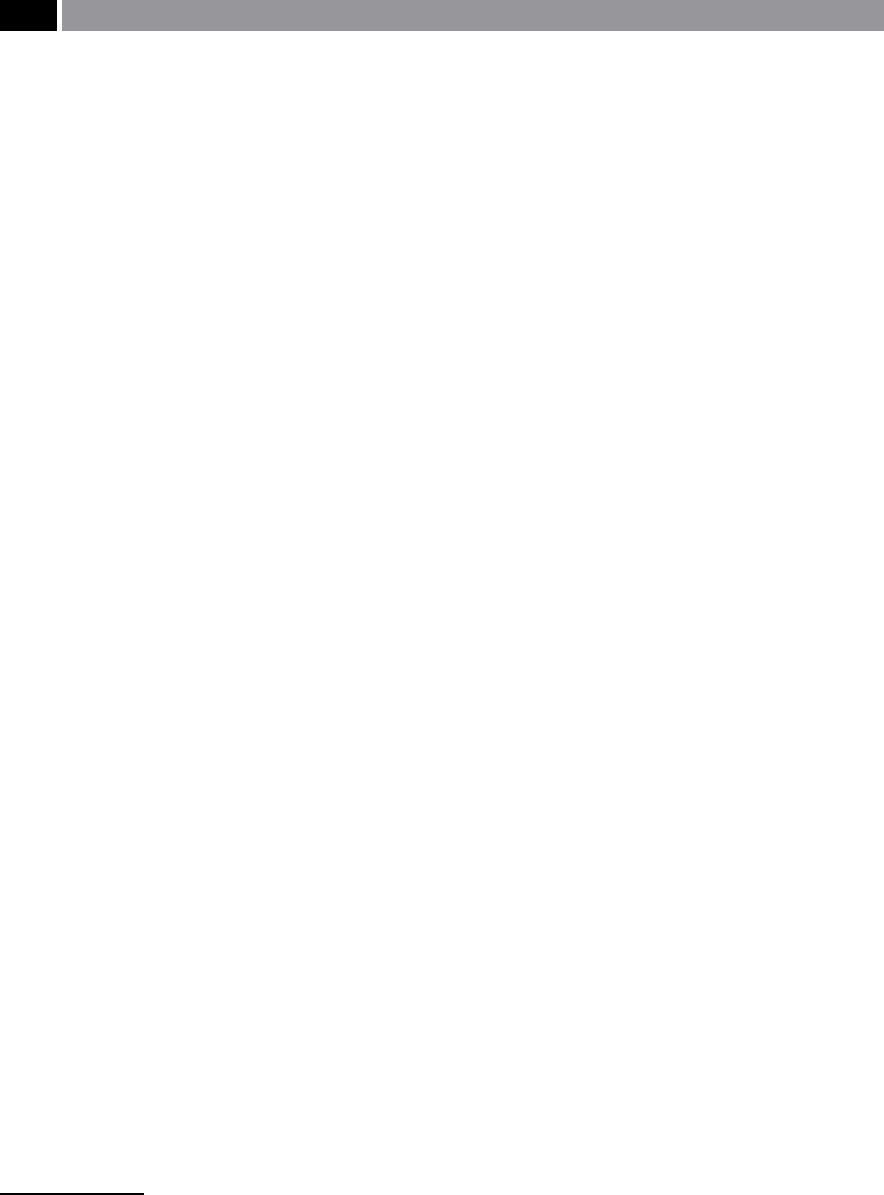
chine tool utilisation rates. Even when conventional
turning inserts are employed, for heavy roughing cuts
(Fig. 33a), where feedrates are high as are the large
D
OC
’s, ecient control of the chip must be achieved. To
enable excellent control of chip-breaking with rough-
ing cuts (Fig. 33b), a similar overall insert geometry
is shown to that in the previous example, but here the
rake face embossed dimples/chip-breakers dier sig-
nicantly. Finally, for light nishing cuts (Fig. 33c),
chips are broken in a totally dierent manner to that of
the previous examples. Hence, with all of these dier-
ing types of turning operations on workpieces, control
of the chip is vital, as it can drastically impair the over-
all production rates and aect part quality, if not given
due consideration.
Chip formation is chiey inuenced by the follow-
ing factors:
•
Workpiece material composition – its heat treat-
ment (i.e. if any), which aects the chip’s strength,
•
Insert’s cutting geometry – rake and clearances, as
well as any chip-formers present, the geometry be-
ing associated with the work piece material,
•
Plan approach angle – depending upon whether
roughing, or nishing cuts are to be taken,
•
Nose radius – this being linked to the feedrate and
here, to a lesser extent, the surface texture require-
ments,
•
Undeformed chip thickness (i.e. D
OC
) – this will af-
fect the chip curling aspect of the chip’s formation –
more will be said on this topic in the following sec-
tion.
N
ote: Another important factor that can also play a
signicant role in chip formation, is the application of
coolant and its supply velocity.
e shear angle has some eect on the contact length
between workpiece and the rake face and, it is in this
vicinity that cutting forces and machining-induced
temperatures predominantly aect the cutting insert.
Moreover, the insert’s rake is signicant, in that as the
rake angle increases the contact length decreases, the
more positive the rake, the shorter the contact length.
Actual chip formation is primarily dependent upon
several factors: D
OC
, feedrate, rake angle, together with
the workpiece’s mechanical strength, noting that the
chip starts forming in the primary deformation zone
(see Fig. 26). us, the chip is subsequently formed
by the bending force of the cutting action, eectively
‘
pivoting’ from the chip’s roughen ‘free top surface’ ,
66 Chapter 2
Figure 33. Turning cuts and associated insert geometries for forming and shearing of a chip.
[Courtesy of Sandvik Coromant]
.
Turning and Chip-breaking Technology 67

this being a somewhat shorter length than that of the
‘shiny’ underside at the tool/chip interface.
Many theories have been given for the actual ‘cause
and eect’ of preliminary chip formation which is
schematically illustrated Fig. 33d – ‘A’- one such, be-
ing that any formation is related to the cutting speed.
A large insert rake angle normally means that there is
less tendency for chip curling through a larger radius,
b
ut it will have lower cutting forces. In Fig. 33d – ‘B’ ,
is depicted a somewhat ‘idealised’ view of the actual
cutting process, which can be expressed via the simple
relationship of ‘λ’ and ∆X/∆Y.
N
B: In this schematic representation: ‘h
1
’ represents
D
OC
and, ‘ϕ’ is the ‘shear plane angle’.
When utilising CNC machine tools and in particu-
lar turning centres, a major problem is the variety of
continuous chip forms created and the large quantity
and volume of swarf
29
produced. e manner to which
swarf aects machining operations depends upon the
operating conditions, but fundamentally there are sev-
eral requirements in any form of swarf control, these
are:
•
e swarf must ow freely away from the cutting
zone, without impairing the cutting action’s e-
ciency,
•
Swarf must be of convenient size and shape to fa-
cilitate handling manually, or in swarf conveyors
(i.e. if tted), together with any future large-volume
storage, then transportation and subsequent dis-
posal,
•
Any swarf should drop away into the machine’s
swarf tray, without snarling around, the workpiece,
tool, or interfering with other functions such as:
automatic tool-changing magazine/turret, in-situ
touch-trigger inspection probes, component load-
29 Individual chips when in any great volume are generally
termed swarf. It is important to be able to manage this swarf
volume and, satisfactory chip control can be determined by
‘Lang’s chip-packing ratio’ , this being denoted by the letter
‘R’ , in the following manner:
R = Chip volume (mm
3
)/Equivalent volume of uncut work-
piece material (mm
3
)
NB: ‘R’ ranges from values of 3-to-10, where an R-value of
4 gives satisfactory chip-breaking control, producing neatly
curled ‘6 and 9-shaped’ chips.
ing equipment, such as overhead gantries, or dedi-
cated robotic loading devices.
In terms of priority for these swarf control factors, pos-
sibly the most important one is that the swarf should
ow smoothly away from the cutting area, as with the
latest chip-breakers tted to today’s cutting inserts,
chips can be readily broken and controlled
30
, this will
be theme of the following section.
2.5.2 The Principles of Chip-Breaking
In machining, the cutting edge’s primary function is
to remove stock from the workpiece. Whether this
is achieved by forming a continuous chip, or by the
ow of elemental chips will depend upon several fac-
tors, including the properties of the workpiece mate-
rial, cutting data employed and coolant type and its
delivery. e terms ‘long-chipping’ and ‘short-chipping’
are utilised when considering the materials to be ma-
chined. Short-chipping materials such as most brasses
and cast irons, do not present a chip-breaking problem
for swarf disposal, so this section will concentrate on
the long-chipping workpiece materials, with particu-
lar focus on ‘steel family’ grades. Steels are produced
in a wide variety of specications and this allows
their properties to be ‘tailored’ to the specic indus-
trial applications. In addition, these steels methods of
primary processing, such as: casting, forging, rolling,
forming and sintering, together with the type of subse-
quent heat treatment, creates still further metallurgical
variations that may have an even greater inuence on
the workpiece’s chip-breaking ability. e workpiece’s
strength and hardness values describe the individual
material’s character to some extent, but it should be
borne in mind that it is the chip’s mechanical strength
that determines whether it can be broken with ease.
No absolute correlation exists between a steel com-
30 Today, many high-volume manufacturing companies have re-
alised the benet of the value of clean and briquetted swarf,
as opposed to oily scrap swarf, which sells at just ‘fractions’
of this value. At present, briquetted and cleaned aluminium
swarf can be sold for approaching £1,000/tonne, moreover,
the coolant/oil can be reclaimed, further driving down the
overall machining costs. For other non-ferrous ‘pure’ metals
and others, such as copper alloys and brasses, the economic
savings are even greater.
68 Chapter 2
ponent’s strength and the mechanical strength of the
chip, illustrating that a complex metallurgical and cut-
ting tool geometric relationship exists whilst machin-
ing occurs.
In particular for turning operations, a convention-
ally-turned chip is a rather frail product of serrated
appearance (see Figs 25 and 34a and b). In order to
promote good chip-breaking tendencies, thus enabling
short elements to be formed, it is necessary to encour-
age this basic character by causing these serrations to
be as deep as possible and the chip sections in between
to be rigid. is chip occurrence causes the chip to be
inexible, which can then subsequently be broken.
ere are several distinct ways in which chips can then
be broken, these include:
•
Self-breaking – this is when the chip’s mechanical
strength is not great enough to hold the chip seg-
ments together and they consequently break upon
exiting the machining region (Fig. 31a),
•
Chip collision with the workpiece – as the chip is
steered towards an obstacle such as the workpiece’s
surface this provides the breaking force (see Figs.
33 and 34b),
•
Chip is stopped by the tool – here the chip-curling
behaviour comes into play, this being a function of
the: tool’s nose radius geometry, depth of cut and
feedrate employed (see Fig. 34 bottom le-hand
photograph), the latter two functions aecting the
chip cross-section, or chip thickness
31
.
31 Chip thickness is inuenced by the plan approach angle
utilised and the D
OC
, in association with the selected feedrate.
e chip thickness is measured across the cutting edge, per-
pendicular to the cut (i.e. along the main cutting edge). e
chip width and thickness are the dimensions that dene the
theoretical cut of the edge into the workpiece material. Hence,
the chip thickness will vary with the size of the plan approach
angle according to the relationships involving: feedrate, D
OC
and the eective cutting depth. e chip thickness is related to
the plan approach angle and this aects the amount of pressure
bearing upon the cutting edge. Hence, the thinner the chip,
the smaller the distributed pressure along the edge and the less
power consumed, conversely, the thicker the chip, the greater
will be the machine tool’s power consumption. A thicker chip
is generally advantageous for an increased tool life, because of
the improved contact between the chip and its cutting edge.
Furthermore, if the plan approach angle is too small and chip
thickness is thin, this will reduce tool life, however, this can
be compensated for by increasing the feedrate, to produce a
thicker chip.
NB e helical formation of this chip-curling behav-
iour will shortly be mentioned, but prior to this, chip-
breakers/formers will be discussed.
2.5.3 Chip-Breakers and Chip-Formers
Chip-breakers have been utilised on turning tools for
many years, initially introduced in the 1940’s in the
form of an abutment, or step, situated behind the rake
face of the tool. Hence, with this type of early chip-
breaker, as the continuous chip moves across the rake
face it collides with this step and breaks. is origi-
nal form of chip-breaker geomtery was relatively in-
ecient as the resultant force direction changed with
the programmed tool path, this meant that the step
would be approached by the chip from diering di-
rections making chip-breaking less controlled. Such
chip-breakers were superseded in the 1970’s by in-
built ‘wavy-shaped’ chip-breakers sintered into the in-
sert’s top face (Fig 34 bottom le-hand photograph).
Recent developments in designing chip-breaker geom-
etries by computer-generated (i.e. CAD) techniques,
has shown a signicant step-forward in both chip-
former design enabling chip control and reduction in
frictional forces across the rake face at a range of cut-
ting data to be achieved. Such ‘automatic’ chip breaker
geometry forces the chip to deect at a narrower angle,
causing it to break o, either immediately, or just aer
the free end of the chip has hit either the tool’s ank or,
the workpiece before the rst coil has formed. If such
a collision does not take place, the result would be a
smaller diameter spiral chip and, it can be anticipated
that the chip would still break, but only when it be-
came slightly longer – this later chip breakage is due to
the increasing chip mass and the eect of gravity upon
it, with, or without any further collision.
Chip ow direction will depend upon several fac-
tors, such as the: chip-breaker prole, back rake and
setting angles, nose radius, D
OC
and feedrate – these
latter three factors require further discussion. e
relationship between the nose radius, D
OC
and feedrate
will oen change during vectored tool paths in any
machining operation. Even though the insert’s nose
radius is preset, its inuence on the chip direction
diers for dierent D
OC
’s, depending on how much
corner rounding is represented by the total engaged
edge length (Fig. 34c). Further, the feedrate also af-
fects the chip thickness: at dierent D
OC
’s and with a
constant feedrate, the form of chip cross-section (i.e.
Turning and Chip-breaking Technology 69
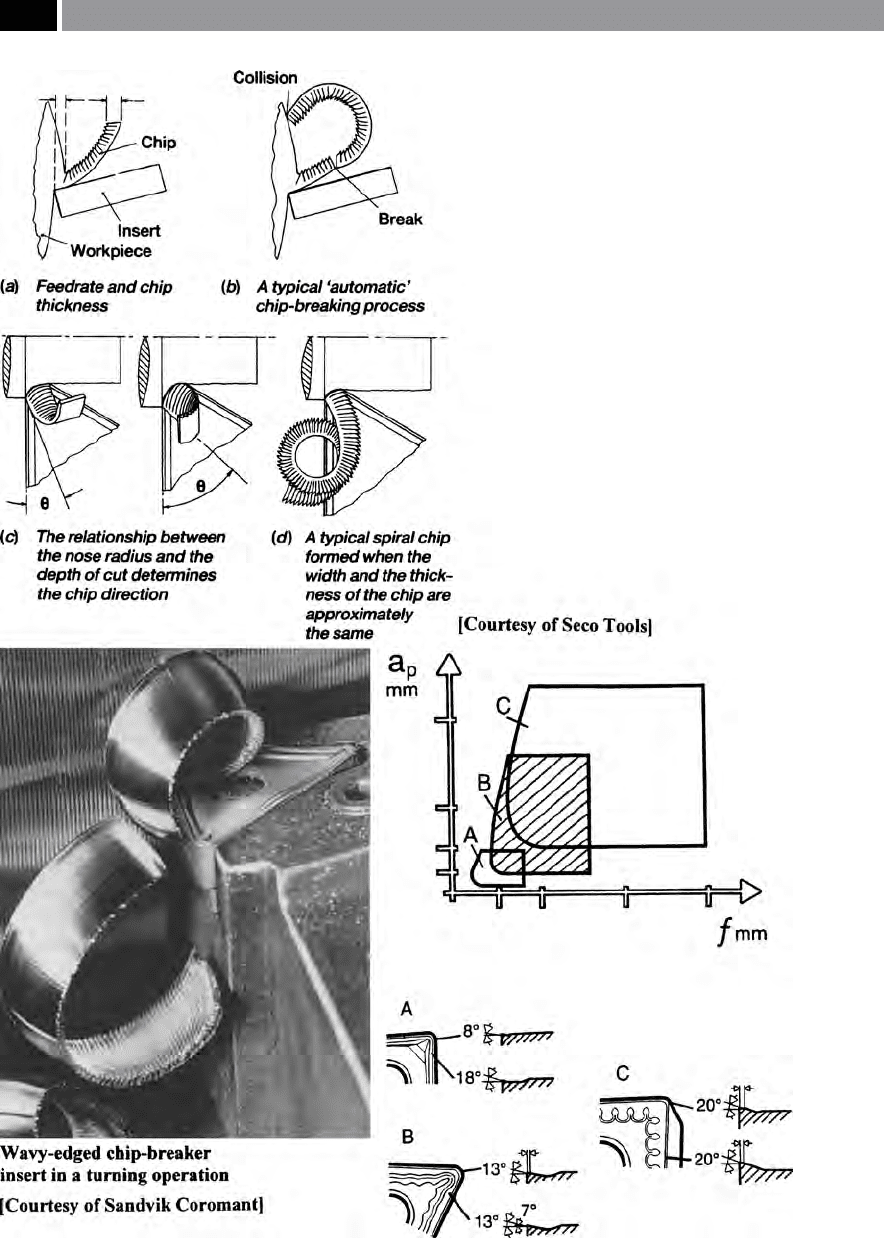
Figure 34. The principles of chip-breaking and chip-breaking envelopes for ‘coma-shaped swarf’ control and insert
edge preparations
.
70 Chapter 2