Smith G.T. Cutting Tool Technology: Industrial Handbook
Подождите немного. Документ загружается.


•
Natural diamond – has a hardness of 9,000 kg mm
–2
(ie diamond orientation and test conditions): Dia-
mond (111) surface, <110> direction, 500g load,
•
Cubic boron nitride (CBN) – has a hardness of
4,500 kg mm
–2
, (111) surface, <110> direction, 500g
load.
One of the main limitations of natural diamond is that
it has distinct cleavage planes (111)
16
. is consistent
cleavage plane makes it ideal for jewellery-makers to
cleave the beautiful facets demanded of diamond jew-
ellery, but this means that monolithic diamonds must
be mounted in their respective tool holders in exactly
the correct orientation/plane, so avoiding any poten-
tial cleavage in-cut.
SCD tool cost is a draw-back, because these tools
cost in the region of four times more than the equiva-
lent PCD tool. However, despite this very high cost
dierence, SCD can reduce the overall operating costs
and signicantly improve productivity, when applied
to the correct machining process. Expensive tooling
such as SCD, must be handled with care, because al-
though it is the hardest material known, it is also very
brittle and subject to thermal shock, the problem being
exacerbated with its very sharp tool edges. erefore,
it is essential that sudden impacts to the tool’s edge
must be avoided, through either inappropriate cutting
applications, or by rough handling.
References
Journal and Conference Papers
Boller, R. Crystal Clear – DLCoatings. Cutting Tool Engg.,
36–40, May 2002.
Craig, P. Behind the Carbide Curtain. Cutting Tool Engg.,
26–41, Aug., 1997.
Dzierwa, R. Slippery when Blue – Coatings. Cutting Tool
Engg., 36–41, Jan., 2003.
Eastman, M. Inserts Show their True Colors. Cutting Tool
Engg., 30–36, April 1999.
Feir, M. Post-treatment of PM Parts. Metal Powder Report,
28–30, Jan., 1981.
16 Miller indices determine the crystalline orientation for a plane
in an atomic structure and for natural diamond it is normally
on the (111) plane, although some cleavage has been observed
on the (110) plane.
Fretty, P. Grade Wise. Cutting Tool Engg., 46–50, Feb.,
2000.
Gough, P. Tool Life Boosted by Titanium Nitride Coat. Ma-
chinery and Prod. Engg., 52–53, Feb. 1983.
Gummeson, P.U. and Stosuy, A. Iron-carbon Behaviour dur-
ing Sintering. In: Source Book on Powder Metallurgy,
ASM Pub., 49–61, 1979.
Hanson, K. Lowering your Grades. Cutting Tool Engg.,
54–60, Jan., 2000.
Heath, P.J. Ultra-hard Materials. European J. of Engg. Ed.,
Vol. 12 (1), 5–20, 1987.
Israelsson, J. A Progress Report on Cutting Tool Materials.
American Machinist, 39–40, Dec., 1992.
Jindal, P.C. et al., PVD Coatings for Turning, Cutting Tool
Engg., 42–52, Feb., 1999.
Kennedy, B. Making the Grade – PCBN Applications. Cut-
ting Tool Engg., 22–30, June 2002.
Lewis, B. Fast Times in HSS. Cutting Tool Engg., 28–32,
July 2001.
Lewis, B. Condence Game – Grades and Geometries. Cut-
ting Tool Engg., 46–52, Dec., 2002.
Mielert, W. Coating for Speed. Cutting Tool Engg., 40–44,
Feb., 1996.
Mirchandani, P.K. Making a Better Grade – Composite Car-
bide Substrates. Cutting Tool Engg., 58–61, Jan., 2005.
Mitoraj, L. e Coating Edge. Cutting Tool Engg., 51–55,
Feb., 2000.
Novak, D. Single Minded – Single Crystal Diamond. Cutting
Tool Engg., 38–41, June 2002.
Raymond, M.K. Ceramics Ease Up the Machining of High-
hardness Parts, American Machinist, May 1996.
Raymond, M.K. Coatings Keep Cutting Tools Sharp. Ameri-
can Machinist, 40–42, May 1996.
Richter, A. Raising Al – AlTiN Coatings. Cutting Tool Engg.,
42–46, Jan., 2003.
Richter, A. Top Coat. Cutting Tool Engg., 36–41, Dec.,
2003.
Sanders, E.H. Understanding Coated Carbides. Cutting Tool
Engg. 3–7, Sept./Oct., 1977.
Sprout, W. PVD Today. Cutting Tool Engg., 52–4057, Feb.,
1994.
Taylor, F.W. On the Art of Cutting Metals. Trans. of ASME
28, 31–350, 1907.
almann, R. Cracking the Code – Carbide Classications.
Cutting Tool Engg., 34–43, June 1995.
Vasilash, G.S. e Superfard Coatings: More than Meets the
Eye. 52–54, Production, Dec., 1995.
Weiner, M. Coatings Move Forward. Cutting Tool Engg.,
22–29, Feb., 1999.
Woods, S. Coat, Please. Cutting Tool Engg., 50–56, Oct.,
2004.
0 Chapter 1

Books, Booklets and Guides
Balshin, M.Y. and Kiparisov, S.S. General Principles of Pow-
der Metallurgy. MIR (Moscow) Pub., 1980.
Chin, G.Y. Advances in Powder Metallurgy. ASM Pub.,
1982.
Dieter, G.E. Mechanical Metallurgy. McGraw-Hill Kogaku-
sha 2
nd
Ed., 1976.
Dowson, G. Powder Metallurgy – e Processes and its
Products. Adam Hilger (Bristol) Pub., 1990.
Kalpakjian, S. Manufacturing Processes for Engineering Ma-
terials (3
rd
Ed.). Addison Wesley, 1997.
Lenel, F.V. Powder Metallurgy, Principles and Applications.
Metal Powder Inds. Princetown (NJ), April 1980.
Metals Handbook – Powder Metallurgy. ASM Pub. 8
th
Ed.,
Vol. 3, 1967.
Modern Metal Cutting – A Practical Handbook. AB Sandvik
Coromant Pub., 1994.
Reed-Hill, R.E. Physical Metallurgy Principles. Van Nos-
trand Reinhold (NY) Pub., 1973.
Trent, E.M. Metal Cutting. Oxford: Butterworth Heine-
mann (3
rd
Ed.), 1991.
Cutting Tool Materials 1
2
Turning and Chip-breaking
Technology
‘Machines are the produce of the mind of Man;
and their existence distinguishes the
civilized man from the savage.’
WILLIAM COBBETT
(1762–1835)
[Letter to the Luddites of Nottingham]

2.1 Cutting Tool Technology
In the following sections a review of a range of Turn-
ing-related technologies and the importance of chip-
breaking technology will be discussed.
2.1.1 Turning – Basic Operations
Turning can be broken-down into a number of basic
cutting operations and in eect, there are basically
four such operations, these are:
1. L
ongitudinal turning (Fig. 16a),
2. Facing (Fig. 16b),
3. T
aper turning – not shown,
4. Proling – not shown.
N
B ese turning operations will now be very
briey reviewed.
In its most simple form, turning generates cylindrical
forms using a single-point tool (Fig. 1.16a). Here, a tool
is fed along the Z-axis slideway of the lathe (CNC), or
a turning centre, while the headstock rotates the work-
piece (i.e. the part is held in either: a chuck, on a man-
drel, face-plate, or between centres – when overhang
is too long), machining the component and thereby
generating a circular and cylindrical form of consistent
diameter to the turned part
1
. Facing is another basic
machining operation that is undertaken (Fig. 16b) and
in this case, the tool is fed across the X-axis slideway
while the part rotates, again, generating a at face to
the part, or a sharp corner at a shoulder, alternatively it
can be cutting the partial, or nished part to length (i.e
facing-o)
2
. Taper turning can be utilised to produce
short, or long tapers having either a fast taper (i.e. with
a large included angle), or slow taper (i.e. having a
s
mall included angle – oen a ‘self-holding taper’ , such
as a Morse taper). ere are many dierent operations
that can be achieved on a CNC lathe/turning centre,
1 e range of turning operations is vast, feedrates can be var-
ied, as can rotational speeds.
2 Facing operations can also be used to produce either curved
convex, or concave surface features to the machined part –
here the surface is both generated and formed, requiring si-
multaneous programmed feeding motions to the Z- and X-
axes.
including: forming
3
, while others such as drilling, bor-
ing, screw-cutting, of internal features, and forming
and screw-cutting of external features, to name just a
few of the traditional operations undertaken.
With the advent of mill/turn centres, by hav-
ing CNC control of the headstock and rotational, or
‘driven-/live-tooling’ to the machine’s turret, this al-
lows prismatic features to be produced (i.e. ats, slots,
splines, keyways, etc.), as well as drilled and tapped
holes across and at angles to the major axis of the work-
piece, or o-axis. Even this explanation of mill/turn
centres is far from complete, with regard to today’s
sophisticated machine tools. As machine tool builders
today, can oer a vast array of machine congurations,
including: co-axial spindles (ie twin synchronised in-
line headstocks), tted with twin turrets with X- and
Y-axes simultaneous, but separate control, having pro-
grammable steadies (i.e. for supporting long slender
workpieces), plus part-catchers , or overhead gantries
for either component load/unload capacity, to multi-
axes robots feeding the machine tool. is type of ma-
chine tool exists and has multi-axes CNC controllers
to enable the machine’s down-time to be drastically
reduced and in this manner achieving high productive
output virtually continuously.
2.1.2 Turning – Rake and Clearance
Angles on Single-point Tools
In order for a turning tool to eectively cut and pro-
duce satisfactory chips, it must have both a rake and
clearance angle to the tool point (Fig. 17). Today’s sin-
gle-point cutting tools and inserts are based upon de-
cades of: past experience, research and development,
looking into all aspects of the tool’s micro-geometry
at the cutting edge. Other important aspects are an ef-
cient chip-breaking technology, in certain instances
critical control of the exure (i.e. elastic behaviour) of
the actual tool insert/toolholder combination for the
latest multi-functional tooling is essential – more will
be said on some of these topics later in the chapter.
e rake angle is the inclination of the top face of
the cutting edge and can vary according to the work-
3 Forming can be achieved in a number of ways, ranging from
complex free-form features (externally/internally) on the ma-
chined part, to simply plunging a form tool to the required
depth.
34 Chapter 2
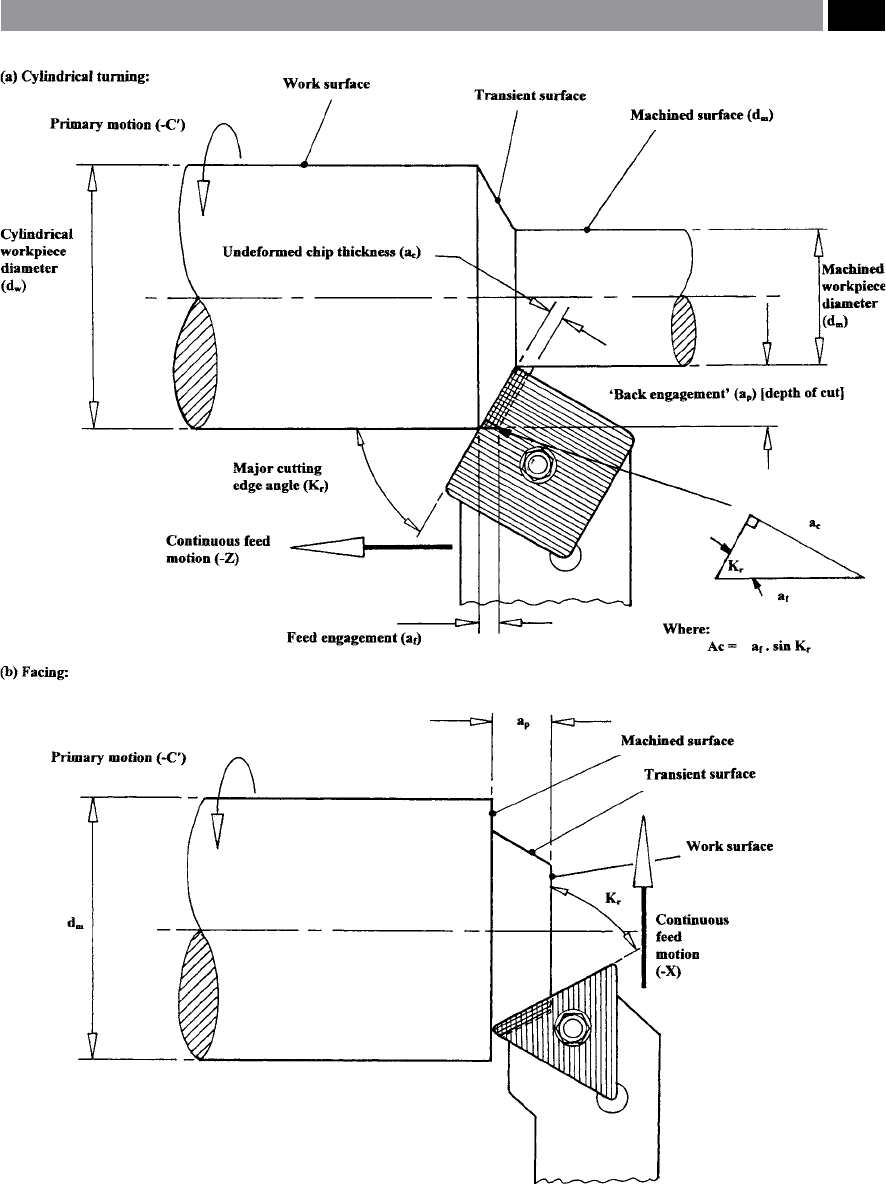
Figure 16. Typical turning operations with the workpiece orientation shown in relation to the cutting insert, for either: (a) cylin-
drical turning, (b) facing. [Source: Boothroyd 1975]
.
Turning and Chip-breaking Technology 35
piece material being machined. In general, for ductile
materials, the rake inclination is a positive angle, as
the shearing characteristics of these materials tends
to be low, so a weaker wedge angle (i.e. the angle be-
tween the top face and the clearance angle) will suce.
For less ductile, or brittle workpiece materials, the top
rake inclination will tend toward neutral geometry,
whereas for high-strength materials the inclination
will be negative (see Fig. 17), thereby increasing the
wedge angle and creating a stronger cutting edge. is
stronger cutting edge has the disadvantage of requir-
ing greater power consumption and needing a robust
tool-workpiece set-up. Machining high-strength mate-
rials requires considerable power to separate the chip
from the workpiece, with a direct relationship existing
between the power required for the cutting operation
and the cutting forces involved. Cutting forces can
be calculated theoretically, or measured with a dyna-
mometer – more will be said on this subject later in
the text. Both side and front clearances are provided
to the cutting edge, to ensure that it does not rub on
the workpiece surface (see Fig. 17). If the tool’s clear-
ance is too large it will weaken the wedge angle of the
tool, whereas if too small, it will tend to rub on the
machined surface. Most tools, or inserts have a nose
radius incorporated between the major and minor cut-
ting edges to create strength here, while reducing the
height of machined cusps
4
, with some inserts having a
‘wiper’ designed-in to improve the machined surface
nish still further – more will be mentioned on these
insert integrated features later.
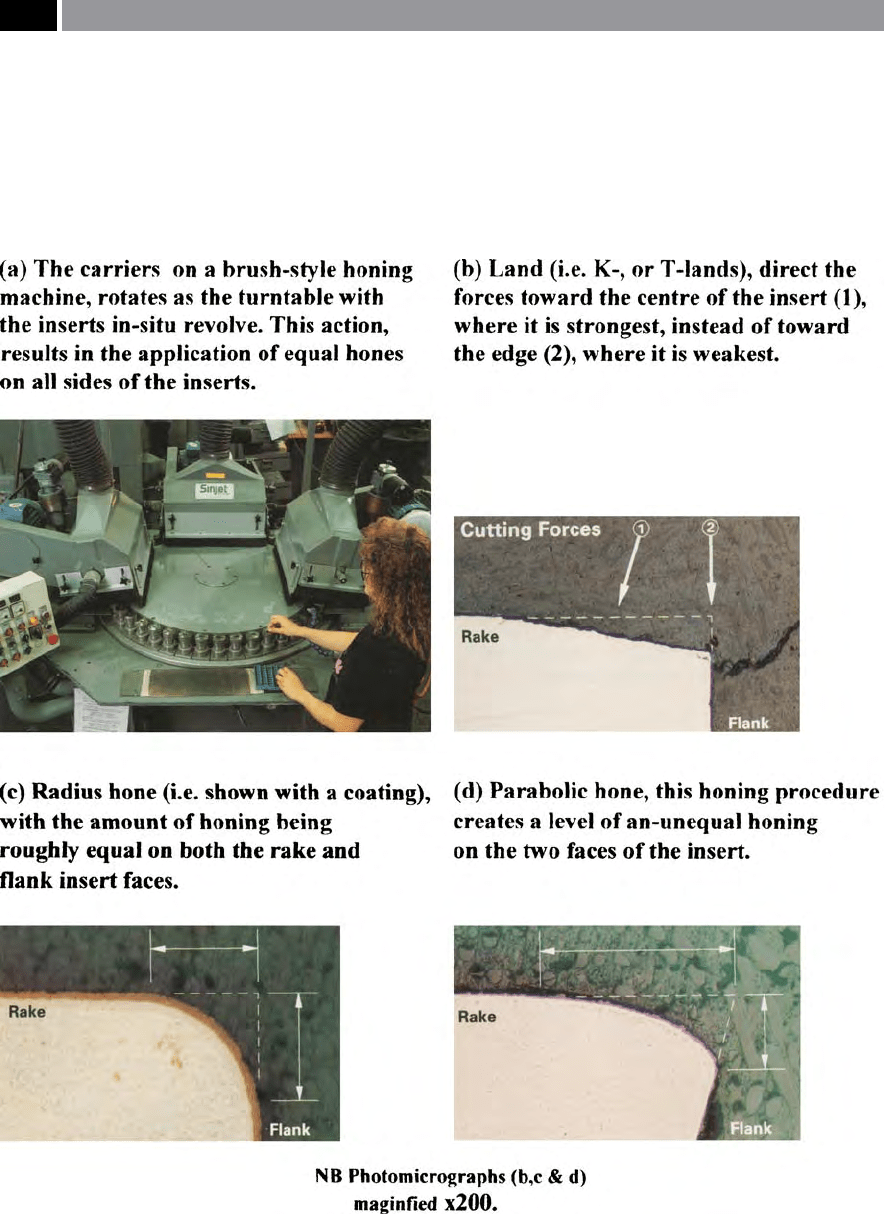
2.1.3 Cutting Insert Edge Preparations
Oen, a minute edge preparation (see Figs. 17 and
18b, c and d) is created onto the sharp cutting edge of
the insert, this imparts additional strength to the out-
ermost corners of the cutting edge, where the rake and
clearance faces coincide. ere are four basic manners
in which the honed edge preparation is fashioned,
these are:
4 Machined cusps result from a combination of the feedrate and
the nosed radius of the tool. If a large feedrate occurs with a
small nose radius then the resultant cusp height will be high
and well-dened, conversely, if a small feedrate is utilised in
conjunction with a large nose radius, then cusp height is mini-
mised, hence the surface texture is improved.
1. Chamfer – which simply breaks the corner – not
illustrated,
2
. Land – stretching back negatively from the clear-
ance side to various lengths on the rake face (see
Fig. 18b),
3. R
adius – around the actual corner (see Fig. 18c)
5
,
4. P
arabolic – has unequal levels of honing on two
faces (see Fig. 18d).
Even here, more oen than not, certain combinations
of these four edge preparations are utilised, so that the
cutting forces are redirected onto the body of the rake’s
face, rather than directed down against the more frag-
ile cross-section of the edge. e T-lands and hones
are oen actually incorporated into the insert geom-
etry of the contoured surface. Typical T-lands range in
s
ize from 0.07 to 0.50 mm, having angles varying from
5 to 25° o of the rake face (Fig. 18b).
Honing which is the ‘rounding’ of the cutting edge,
can be performed in one of several ways. Probably
the oldest technique for honing, utilises mechanical
means, which employs a vibrating tub lled with an
abrasive media, such as aluminium oxide – to ‘break’
the corner on these inserts. A variation in this de-
sign, uses an identical abrasive, except here the inserts
are held by centrifugal force to the inside of a rotat-
ing tank. While yet another method of honing using
an abrasive media, involves spraying the inserts with
ne abrasive particles – to hone the edges of the in-
serts. Probably the most popular method for obtaining
cutting insert honed edges, uses brushes made from
extruded nylon impregnated with diamond (see Fig.
18a). e inserts to be honed pass by these brushes in
individual carriers and rotate as they all revolve under
the brushes, thereby applying equal hones to all insert
edges. Depending upon the amount of desired honing,
these brushes can be either raised, or lowered, or alter-
natively, the inserts can make multiple passes through
the machine. All of the above honing techniques pro-
duce a hone that is roughly equal on both the ank
and rake faces – what is termed a ‘round hone’ (Fig.
18c). Yet another honing prole termed the parabolic
hone (i.e. sometimes this honed edge is known as:
5 e radius is sometimes termed ‘edge rounding’ (i.e. denoted
by the letters ‘ER’) – oen applied to most edge preparations,
enabling the cutting forces to be directed on to the stronger
part of the insert.
36 Chapter 2
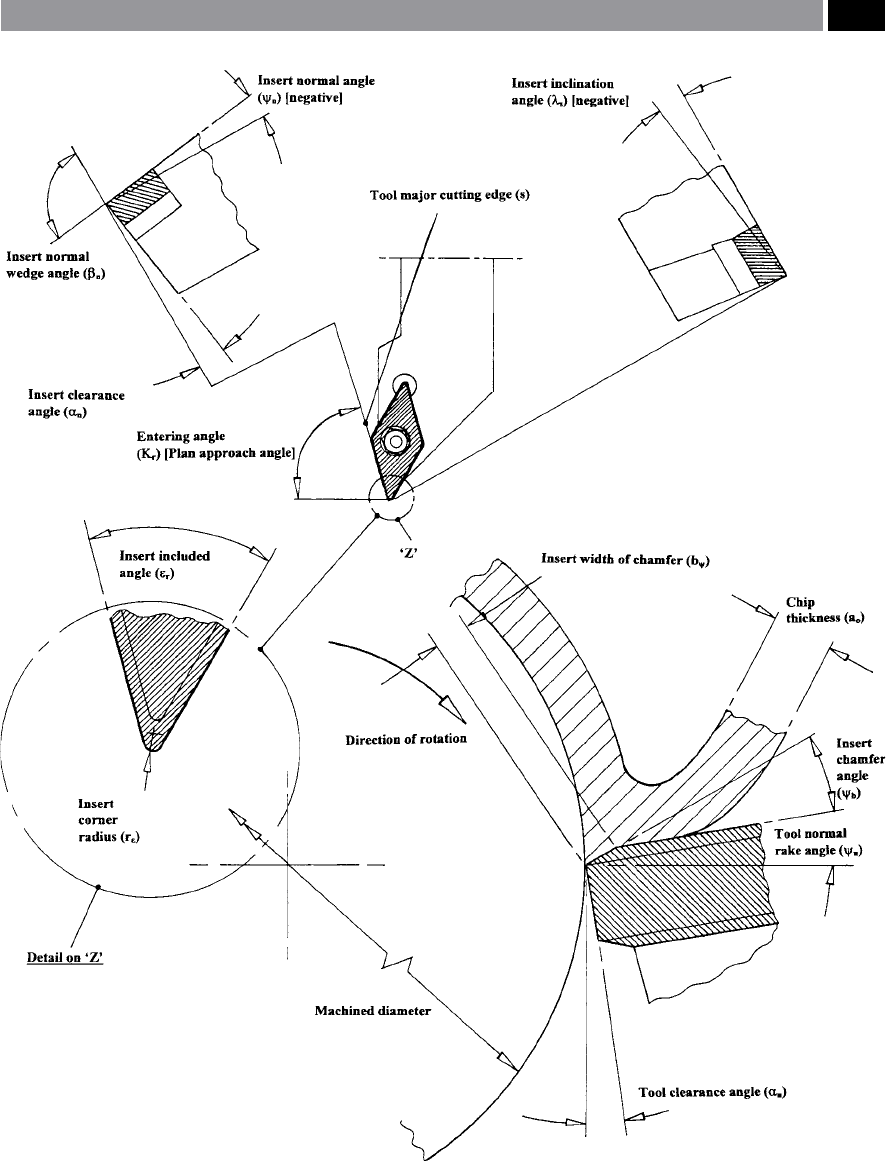
Figure 17. Typical turning ‘nishing’ insert/toolholder geometry and the insert’s edge chamfering, in relation to the workpiece.
Turning and Chip-breaking Technology 37
P-hone, oval, or waterfall), is produced by a machine
with a so, diamond-charged rotating rubber wheel.
erefore, as the abrasive material rubs across the in-
serts, it tends to extend slightly over the inserts sides,
producing a hone of uneven proportions between the
two insert faces (Fig. 18d). As in the case of the T-land
cutting insert edge preparation, the P-hone directs the
cutting forces into the body of the insert.
Honing can be specied in a number of sizes, usu-
ally being determined by the amount of time these
insert spend in the honing device. e original Stan-
dard for honing was established in the United States by
Figure 18. A honing machine (i.e. brush-style) and several types of honing edge preparations. [Courtesy of Ingersoll].
38 Chapter 2

the American National Standards Institute (ANSI) in
1981, which included dimensions and expected toler-
ances for these three basic hones. Today, many cutting
tool manufacturers have expanded upon this Stan-
dard, or adopted their own – specifying hone manu-
facturing and identication methods. Hones must be
applied prior to the application of coatings. Inserts
that are destined to receive a CVD coating, must have
a minimum hone to strengthen the edge, in order to
counteract the eects of this high temperature coating
process. Conversely, PVD coatings, can be equally ap-
plied either over fully-honed insert edges, or on an un-
honed cutting edge. In recent years, the cutting tool
manufacturers have an emphasis toward providing
honed edges of greater consistency and repeatability.
2.1.4 Tool Forces – Orthogonal
and Oblique
e cutting forces are largely the result of chip separa-
tion, its removal and chip-breaking actions, with the
immense pressure and friction in this process produc-
ing forces acting in various directions. Stresses at the
rake face tend to be mainly compressive in nature, al-
though some shear stress will be present (see Table 2,
by way of illustration of the machining shear stresses
for various materials), this is due to the fact that the
rake is rarely ‘normal’ to the main cutting direction.
is compressive stress tends to be at its greatest clos-
est to the cutting edge, with the area of contact between
the chip and rake face
6
being directly related to the ge-
ometry here, hence the need for tooling manufacturers
to optimise the geometry in this region.
ere are two distinct types of forces present in
machining operations concerning single-point cutting
tools/inserts (see Fig. 19), these are:
1. O
rthogonal cutting forces – two forces (ie tangen-
tial and axial – see Fig. 19b),
2. O
blique cutting forces – three forces (i.e. tangen-
tial, axial and radial – see Fig. 19a).
6 As well as the tool/chip interface temperatures being up to
1,000°C, the interface pressures can reach a maximum of
3,000 MPa, these being sterile smooth surfaces makes them
‘ideal’ conditions for the occurrence of ‘pressure-welding’/sei-
zure.
NB Both of these cutting force models are heav-
ily inuenced by the: cutting tool/insert orientation
to workpiece, tool’s direction of cut and its applied
feedrate
7
.
Oblique Cutting Forces
Fig.1.19a, can be seen a model of the three-dimen-
sional cutting force components in an oblique turn-
ing operation, when the principal cutting edge is at an
angle to the main workpiece axis (i.e. Z-axis). ese
component forces can be separated into the:
•
Tangential force (F
T
) – which is greatly inuenced
by the contact and friction between both the work-
piece and tool, as well as the contact conditions
between the chip and the rake face of the cutting
edge. e magnitude of the tangential cutting force
is the greatest of these three component forces and
contributes to the torque, which in turn, inuences
7 Feedrates play a major role in determining the axial force in
single-point cutting operations, in association with the tool’s
orientation to the part being machined.
Table 2. Typical in-cut shear strengths of various materials
Material: Shear yield strength in cutting
(N mm
–2
)
Iron 370
0.13% C. steel 480
Ni-Cr-V steel 690
Austenitic stainless steel 630
Nickel 420
Copper (annealed) 250
Copper (cold-worked) 270
Cartridge brass (70/30) 370
Aluminium (99.9% pure) 97
Magnesium 125
Lead 36
[Source: Trent ( 1984)]
.
Turning and Chip-breaking Technology 39
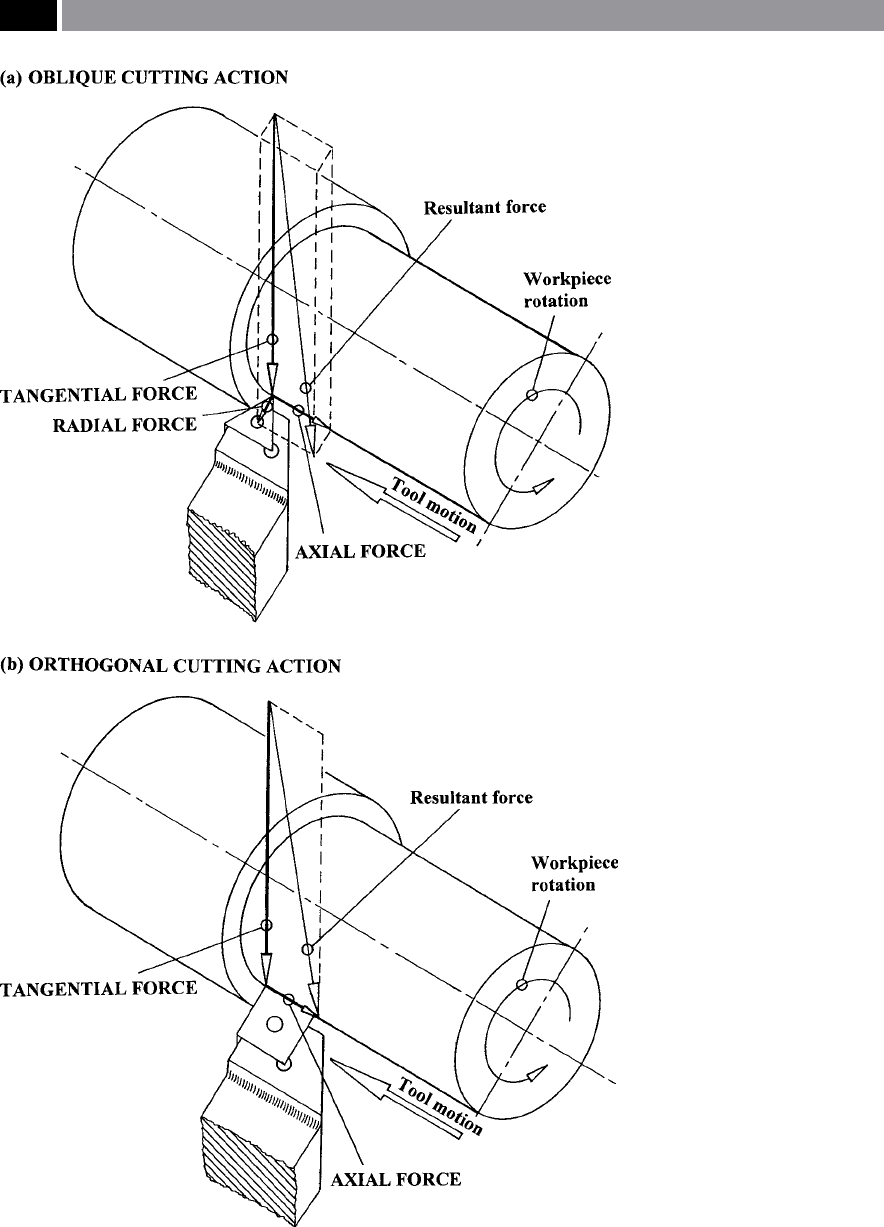
Figure 19. The two- and three-force models of orthogonal and oblique cutting actions,
with the component forces approximately scaled to give an indication of their respective
magnitudes
.
40 Chapter 2