Smith G.T. Cutting Tool Technology: Industrial Handbook
Подождите немного. Документ загружается.

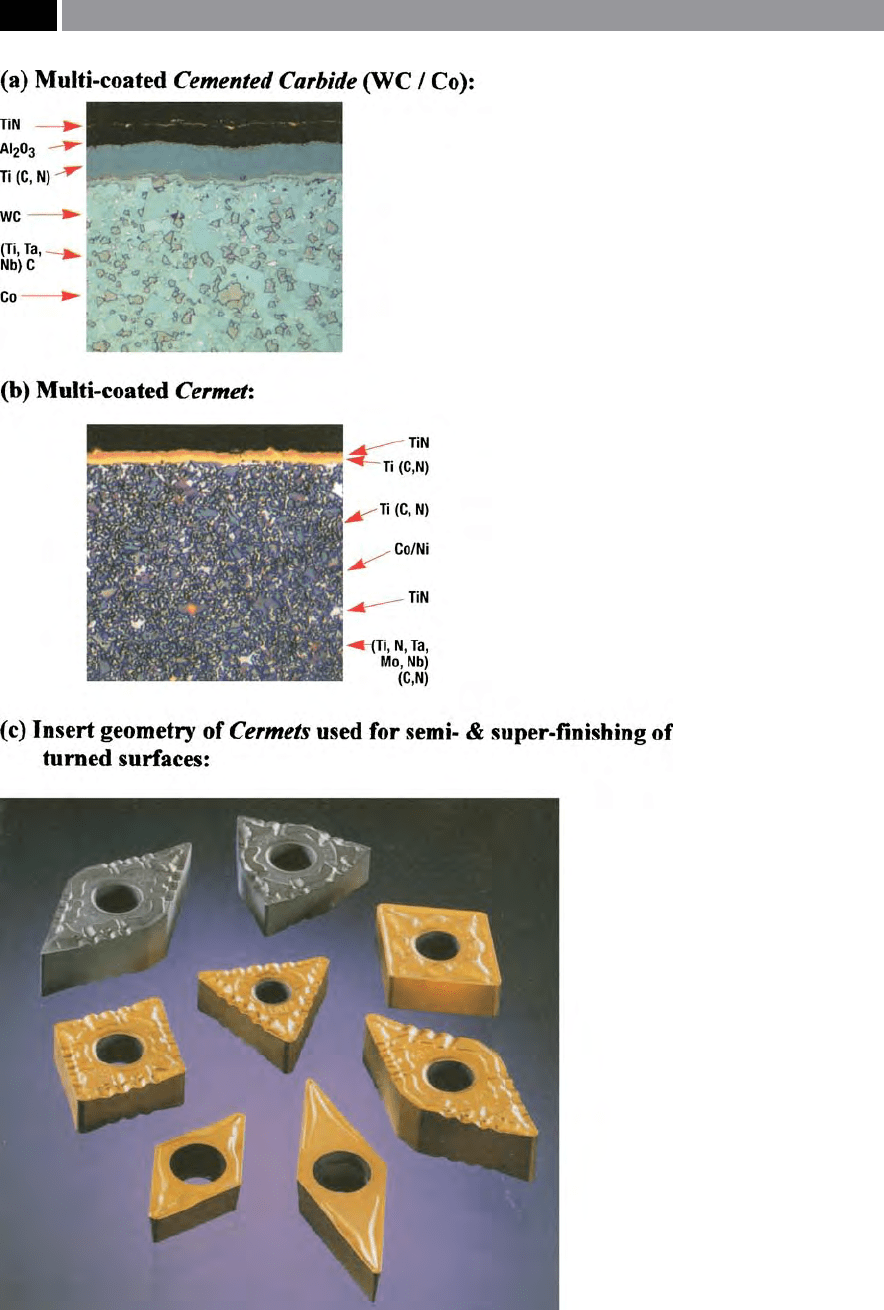
Figure 10. Multi-coatings applied to
cemented carbides and cermets, together
with tool geometries of cermet cutting
inserts. [Courtesy of Sandvik Coromant]
.
0 Chapter 1
Moreover, ceramic tools at this juncture, were only re-
ally employed for turning operations and in particular,
i
n ‘stable machining’ , where interrupted/intermittent
cutting operations did not occur.
With the recent advances in powerful and very
rigid CNC machine tools, this has opened-up the pos-
sibility of utilising ceramic tooling, either in a purely
sintered monolithic tooling insert, or more recently as
a multi-coated variant – more will be said on this topic
shortly. Returning to the monolithic ceramic cutting
tool materials, they have normally been available in
three distinct grades, which will now be mentioned.
ese cutting inserts consist of:
•
‘Pure’ ceramic – this is the traditional tooling in-
sert material, consisting of aluminium oxide. e
alumina is white in colour and is produced by cold
pressing powder in the desired insert geometry
dies
8
, with subsequent sintering, the fused alumina
particulates are sintered together, thereby signi-
cantly decreasing porosity. ese ceramics, have
b
een known in the past as ‘pure oxide’ , or ‘cold-
pressed’ ceramics. e major disadvantage of such
ceramics is their low thermal conductivity, making
them highly susceptible to thermal shock (i.e. the
hot and cold thermal cycles that can occur when in-
terrupted cutting takes place). ese thermal shock
8 ese consolidated cutting inserts produced in compound,
or ‘oating’ die sets from the admixed powders, are termed
‘green compacts’ and are friable, that is having very limited
mechanical strength and must be gently handled, prior to sin-
tering – thereaer the desired mechanical strength occurs.
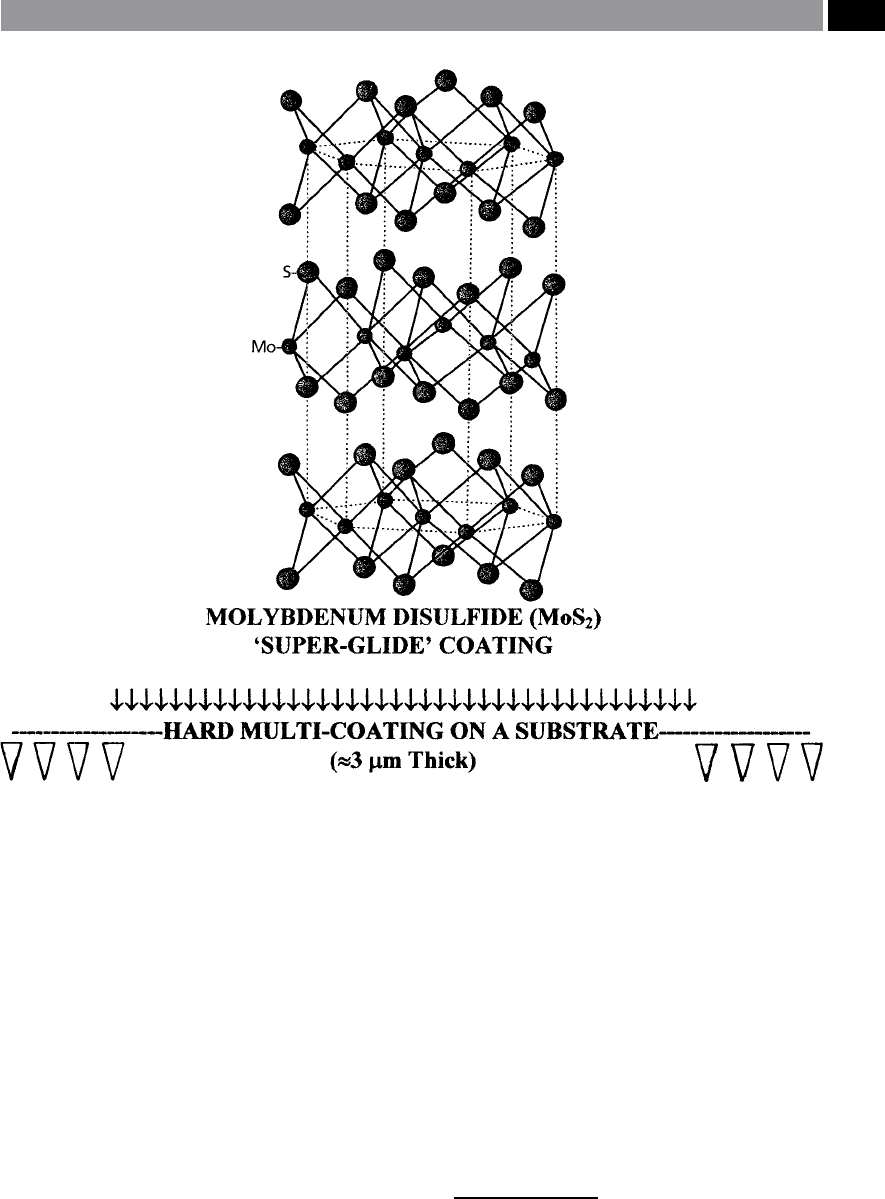
Figure 11. A typical ‘super-glide’ coating of molybdenum disulde (MoS
2
) applied to a hard-coating on a tool’s sub-
strate – weak bonds between crystal layers allow easy movement of the planes. [Courtesy of Guhring]
.
Cutting Tool Materials 1
problems are exacerbated by short machining cycle
times, variable depths of cut and higher machining
speeds. ‘Pure’ alumina inserts can be improved by
additions of zirconia (Zr) to greatly increase the
toughness somewhat, but such cutting tool material,
has been widely superseded today, by ‘mixed grade’
ceramics, or cermets – to shortly be discussed,
•
Black, or mixed ceramics – tend to minimise the
eects of thermal shock on the cutting insert, by
having additions of titanium carbide added to the
alumina, this causes the insert to turn black. A
problem with these earlier ‘black ceramics’ was that
they did not sinter as readily as the former ‘pure’
ceramic inserts. erefore they usually had an ad-
ditional ‘hot pressing’ operation to achieve the de-
sired densities, which tended to limit the geomet-
ric shapes for such inserts. A later development
of these cutting tool materials was termed ‘mixed
c
eramics’ , these had additions of titanium nitride,
which improved thermal shock still further, with
the sintered inserts tending to be brown, or choco-
late in colour – the term ‘black’ for these later in-
serts, became irrelevant. ese ‘mixed ceramics’
had good hot hardness, enabling them to machine
harder steel components, or chilled cast irons and
at greater temperatures, where the combinations of
higher cutting forces and greater chip/tool interface
temperatures would have induced cutting insert
plastic deformation in their previous counterparts.
•
Cermets – the original cermet was developed by
Lucas under the trade name ‘Sialon’ which was a
silicon nitride based material, having a very low co-
ecient of thermal expansion. is low expansion
rate when in-cut, tends to reduce the stresses be-
tween the hotter and cooler isothermal zones of the
insert, giving very high thermal shock resistance.
Originally, it was dicult to sinter these inserts to
full density, although by substituting some of the
silicon and nitrogen with aluminium and oxygen,
the new material ‘Sialon’
9
it had the added benets
of: ease of pressing and sintering, with equally as
good thermal shock resistance. A notable later el-
emental addition was that of yttria (Y
2
O
3
), which
aided sintering performance and during sintering.
e silica (SiO
2
) on the surface of the silicon nitride
9 Sialon, this name was coined for the insert, as it represented
the chemical symbols for the constituent elements: Si, Al, O
and N.
particles will react with the yttria forming a liquid.
is chemical reaction forms a ‘glass’ on cooling,
so depending upon the relative proportions of the
reactants, the resultant ‘Sialon’ formed may have
either of the following atomic arrangements: beta
silicon nitride, or alpha silicon nitride. It is possible
to produce a very complex cutting insert material,
having both ‘beta-’ and ‘alpha-Sialons’ in atten-
dance.
A typical ‘beta-Sialon’ might be composed of:
Si
6.Z
Al
Z
O
Z
N
8.Z
Where: ‘Z’ represents the degree of substitution of sili-
con and nitrogen by aluminium and oxygen.
Conversely, an ‘alpha-Sialon’ can consist of:
Mx(Si, Al)
12
(O,N)
16
Where: ‘M’ is the metal atom, such as yttrium.
All this sounds quite confusing, but basically the ‘Si-
alon’ microstructure consists of a crystalline nitride
phase, held in a glassy, or partially crystallised matrix.
ese crystalline grains can be either ‘beta-Sialon’ , or
a mixture of ‘alpha’ and ‘beta’ , but generally it can be
said that as the ‘alpha’ phase increases, the hardness
of the ‘Sialon’ becomes greater. ese chemical and
mechanical changes, result in a higher ‘hot-hardness’
for the cutting insert when in-cut. An additional and
probably greater benet is gained by the signicant
improvement in insert toughness, which can rival that
of cemented carbide of equal hardness. One limitation
in the past to such cermets, was that they could not
satisfactorily machine steels, owing to their poor per-
formance in resisting solution wear. However, these
earlier cermets when machining nickel-based alloys,
or cast irons they performed very well, but even the
‘mixed’ ceramics based on alumina, having 25% addi-
tions of carbide (i.e. ‘whisker-reinforcement’) within
the insert’s substrate are a direct competitor to such
cermets.
Chapter 1

Today, with the more complex material technology
cermet
10
insert grades (Fig. 10b), they can easily ma-
chine ferrous-based workpieces at high cutting speeds,
tool lives and excellent surface nishes. Complex pow-
der particulates are utilised for the current turning
inserts, such powders may have a large core of TiCN,
surrounded by TiN – for superior hardness, adjacent
particulates having a small core of niobium (Nb), sur-
rounded by tungsten (W) and titanium (Ti) – for supe-
rior toughness. e sintered cutting insert product has
a very complex substrate, which is further enhanced
by subsequent multi-coating.
Typical turning data for a high-performance steel
product that can be rough-to-nish turned using the
same insert on a 34CrMo4 grade workpiece has been
shown to be:
Cutting data: cutting speed (V
c
) 140 m min
–1
, feed
(f) 0.2 mm rev
–1
, depth of cut (D
OC
) 1.0 mm and with
ood coolant.
In interrupted cutting trials with the cutting data
mentioned on this workpiece material (i.e. having
4 e
qually-spaced splines around its periphery), the
cermet insert’s edge withstood over 7,000 impacts per
edge. is can be considered as a ‘true’ testament to
the hardness, shock resistance and life of the latest
such cermet tooling materials.
1.. Cermets – Coated
To enable a wider range of machining applications
while improving still further the original cermet
grades available, tool coatings were introduced and
with sophisticated high-technology cutting insert ge-
ometries (see Fig. 10b and c). e latest multi-coatings
for indexable cutting inserts have individual ‘nano-
coatings’
11
and are extremely hard, approaching 4000
10 Cermet is derived from the two words ceramic and metallic
and, the clear distinction between this and other cutting tool
materials, such as cemented carbide and ceramic tooling has
become somewhat ‘blurred’ , with one tooling manufacturer
claiming it was developed in 1929, which is ‘at odds’ with the
patented ‘Sialon’ product developed by the Lucas company
– previously discussed.
11 O
ne nanometre is equal to 10
–9
m, or one millionth of a mm.
HV
12
and the surfaces of such coatings tend to be very
smooth and having a total thickness of less than 3 µm
thick – allowing around 2,000 durable layers. One of
the key factors in successfully applying these com-
plex metallurgy multiple coatings, has been the de-
velopment of ‘super-lattice technologies’ at medium
temperatures, which do not compromise the thermal
properties of the substrate.
e unit cost of the cermet substrate tends to be
lower than its equivalent cemented carbide grade, this
accounts for the fact that at present, in turning opera-
tions in Japan 35% of all the inserts utilised for a range
machining steel grades tend to be cermets, whereas, in
Europe less than 5% of cermets are employed. Cermets
are considerably more wear and heat resistant than
tungsten carbide-based cutting materials. By way of il-
lustration for the reason for edge failure of tungsten
carbide inserts, is the heat generated at the tool/chip
interface – at high cutting speeds. For example, if one
considers the pre-sintering temperature for a typical
tungsten carbide material it is in the region of 1,150°C
and, if turning a: 0.48% C, 0.8% Mn medium carbon
steel workpiece at 200 m min
–1
, this equates to the
highest isothermal edge temperature of 1,000°C – cre-
ating the potential for localised thermal soening and
edge failure. While an equivalent multi-coated Cermet,
can readily turn alloy carbon steels at a depth of cut
(D
OC
) of up to 3 mm, with cutting speeds of between
200 to 300 m min
–1
, with feedrates ranging from 0.1 to
0.3 mm rev
–1
. Moreover, as less ank wear takes place,
the dimensional size of subsequent components in a
b
atch will not signicantly ‘statistically-dri’ , produc-
ing much less tolerance variation (i.e. reliable size-for-
size consistency) in the completed turned parts. is
increased multi-coated cermet tool life, allows for an
excellent surface nish and dimensional consistency,
whether cut wet, or dry.
In general, the multi-coated cermet cutting tool
materials, can be consolidated (i.e. pressed) in com-
pound die-sets with very complex tool geometries and
have integrated chip-breakers present – as illustrated
in Fig. 10c. Such inserts, have seen a slow take-up in
Europe and oer considerable economical advantages
when in particular, turning hardened steel parts.
12 A comparison of the hardness of dierent popular coatings
may be applicable here, as TiCN coating has a hardness of
around 2,700 HV and TiAlN coating has a hardness of ap-
proximately 3,200 HV.
Cutting Tool Materials
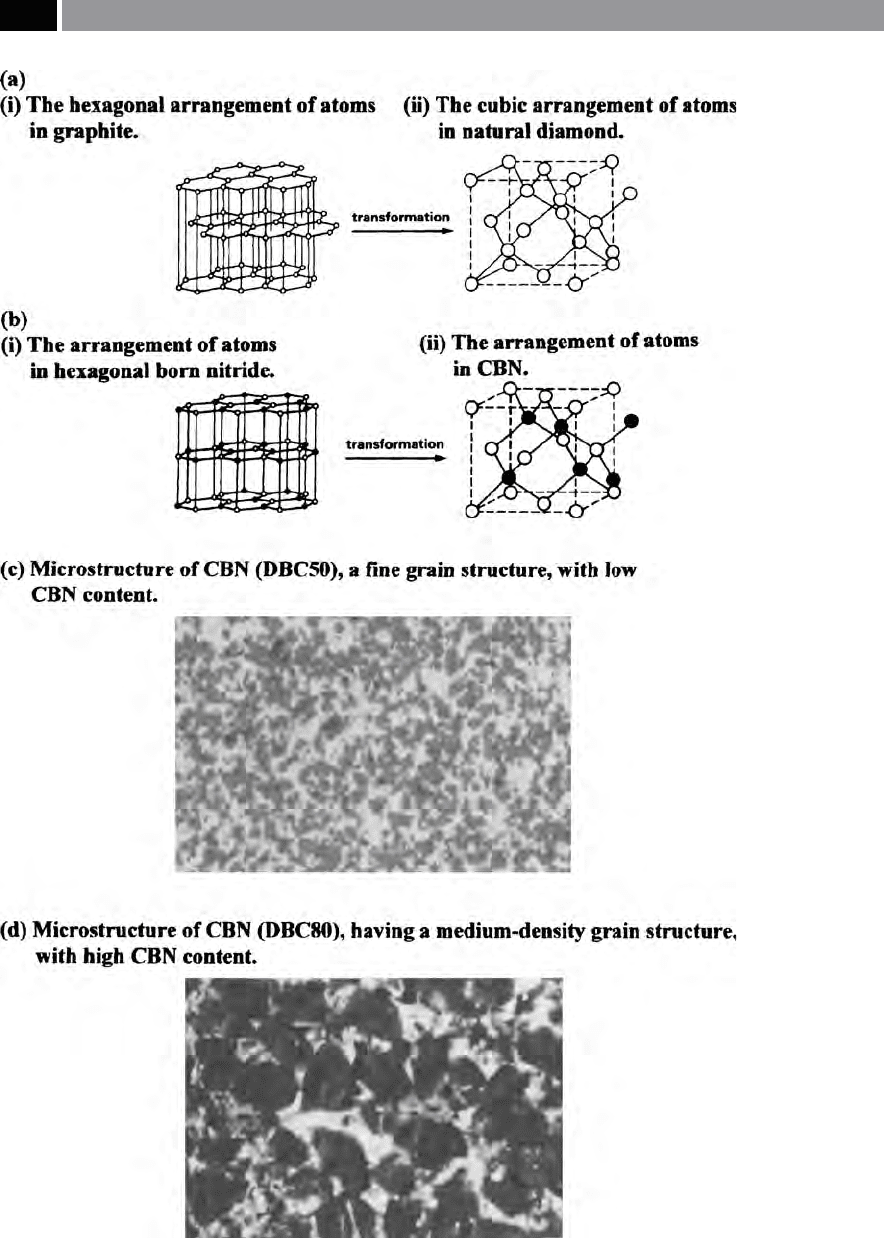
Figure 12. Ultra-hard cutting tool materials – cubic boron nitride (CBN). [Courtesy of DeBeers – element 6].
Chapter 1
1..10 Cubic Boron Nitride (CBN) and
Poly-crystalline Diamond (PCD)
Cubic Boron Nitride (CBN)/Synthetic Diamond –
Ex traction and Sintering
Cubic boron nitride (CBN) is one of the hardest ma-
terials available and for machining operations it can
be considered as a ultra-hard cutting tool, it was rst
synthesised in the late 1950’s. In many ways, CBN and
natural diamond are very similar materials, as they
both share the same atomic cubic crystallographic
structure (see Fig. 12a and b). Both materials exhibit
a high thermal conductivity, although they have pro-
foundly dierent properties. For example, diamond is
prone to graphitisation and will readily oxidise in air,
reacting to ferrous workpieces at high temperatures,
conversely, CBN is stable to higher temperatures and
can eortlessly machine ferrous components. CBN
can therefore machine ferrous materials, such as: tool
steels, hard white irons, surface hardened steels, grey
cast irons, (some) austempered ductile irons and hard-
facing alloys. Normally, CBN tools should be used on
workpiece materials with hardnesses greater than 48
HR
C
, because if workpieces are less hard than this, the
cutting edge will result in excessive tool wear.
In graphite, the carbon atoms are arranged in a hex-
agonal layered structure (Fig. 12ai) and, by the appli-
cation of very high temperatures and pressures
13
, it can
be transformed into the cubic structure of diamond
(Fig. 12aii) – this transformation does not occur easily.
As boron and nitrogen are two elements on either side
of carbon in the Periodic Table, it is possible to form a
compound of boron nitride, that exhibit’s a hexagonal
boron nitride (HBN) as depicted in Fig. 12bi, having
the characteristics of being both slippery and friable.
HBN can be transformed in a similar fashion to that
of CBN (Fig. 12 bii). In practice, to facilitate the rate
of transformation in the reaction chamber, additions
of solvents/catalysts are utilised for synthesis at more
easily obtainable levels: pressures of approximately
6
0 GPa and temperatures 1,500°C. As this transforma-
tion proceeds in the reaction volume of a high pres-
sure system, the CBN/synthetic diamond grows, being
embedded in a portion of reaction mass and extracted
aerward from this special-purpose press. By dissolv-
ing away the unwanted matrix, the CBN/synthetic dia-
mond can be liberated and recovered for subsequent
processing. Grain sizes vary from large dimensions
o
f approximately 8 µm, down to sub-micron sizes, for
ne-grain tooling.
Once the synthesised CBN/diamond has been ex-
tracted, it is possible to sinter together these crystals
of CBN, or diamond, with the aid of a ceramic binder,
to produce polycrystalline masses. Commercially, in
13 To transform hexagonal graphite into the cubic diamond
structure, requires exceedingly high temperatures > 2000°C
and applied pressures > 60 GPa, to enable the conversion to
take place.
Table 1. Cutting tool materials – with some important physical properties
Cutting tool material:
Black ceramic
(Al
2
O
3
+ TiC)
Cemented carbide
(ISO K10 grade)
CBN
(DBC50)
CBN
(DBC80)
Physical properties:
Density [g cm
–3
] 4.28 14.7 4.28 3.52
Knoop hardness [GPa] 1
7 17 27.5 30
Young’s modulus [GPa] 3
90 593 587 649
Fracture toughness [MPam
½
] 2.94 10.48 3.7 5.90
Thermal expansion [10
–6
K
–1
] 7.8 5.4 4.7 4.6
Thermal conductivity [Wm
–1
K
–1
] 9.0 100 44 85
.
Cutting Tool Materials
order to speed-up the rate of sintering, additions of a
solvent/catalyst are utilised (i.e. normally metals, or
metal nitrides), but during sintering the whole mass
must be held in the ‘cubic region’ of the respective pres-
sure/phase diagram – to prevent these hard crystals
reverting back to their original so hexagonal form.
By sintering these hard particles together, it is possible
to form a conglomerate of CBN/diamond, in which
randomly orientated crystals are combined to produce
a large isotropic
14
mass. A very wide range of poly-
crystalline products can be produced, utilising either
CBN, or synthetic diamond as a base. For example, by
changing the: grain size (see Figs. 12 c and d), solvent/
catalyst employed, degree of sintering and particle size
distribution and, the presence/absence of inert llers,
this will have a profound eect on the mechanical and
physical properties of the nal product – Table 1 lists
14 Isotropic materials can be considered to have the same prop-
erties in dierent directions.
the physical properties of various comparable cutting
tool materials.
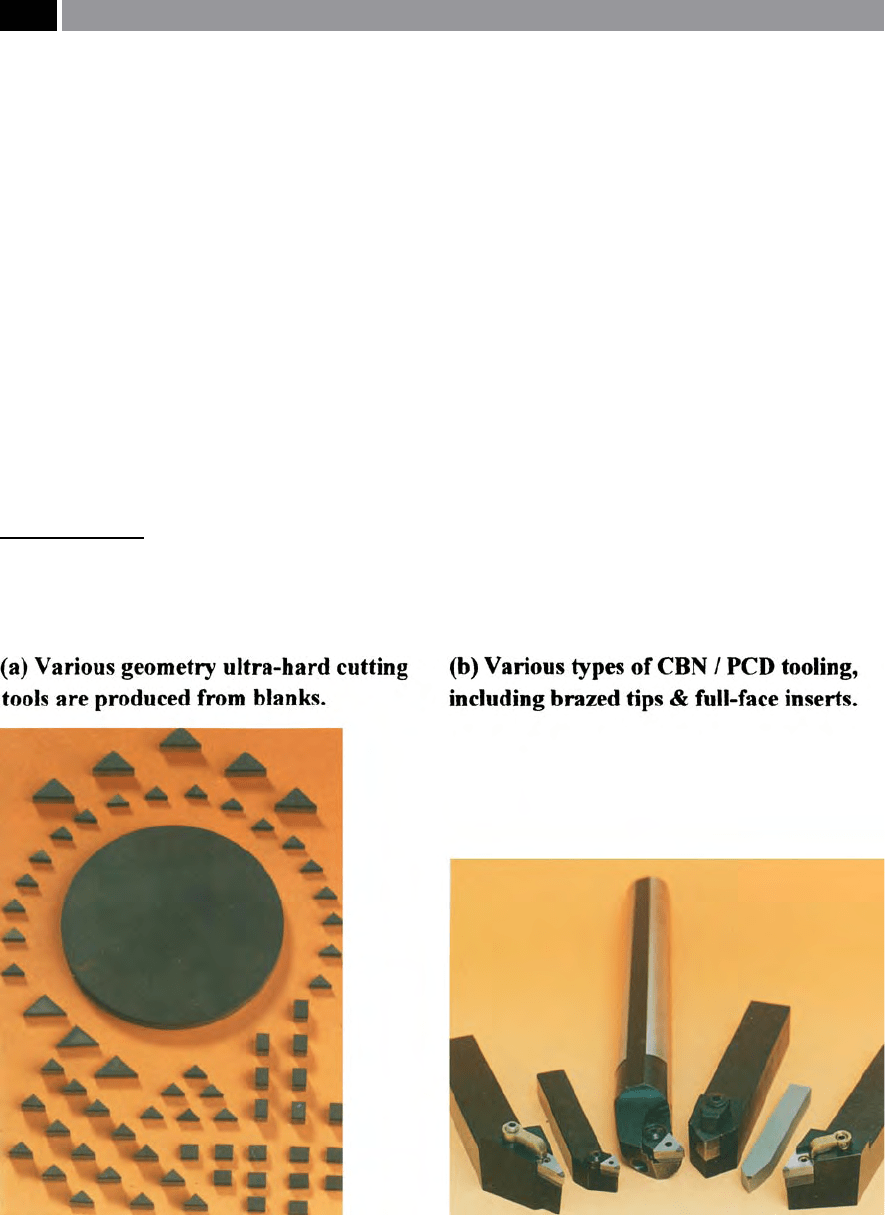
In order to produce the required tool geometries,
both the polycrystalline layer of CBN and polycrystal-
line diamond (PCD) are bonded to a thick tungsten
carbide backing layer, then cutting inserts are wire-
cut out of this large blank – obtaining the maximum
number of insert shapes per blank (see Fig. 13a). ese
CBN/PCD inserts are either full-size, or smaller tips
that are then brazed onto suitably-shaped blanks, to t
the desired tool holder (as illustrated in Fig. 13b).
Both CBN and PCD cutting tools can successfully
machine: super-alloys (ie with low iron content), grey
cast iron and non-ferrous metals, but show distinct
dierences when other workpiece materials are to be
productively machined – as depicted in Fig. 14.
Polycrystalline diamond cutting tools are not
utilised for machining ferrous workpieces, this is be-
cause when machining under the high temperatures
and sustained pressures that occur during cutting, the
diamond has a tendency to revert back to graphite,
aer only a few seconds in-cut. is reversion, does
Figure 13. Cutting tool materials: Cubic Boron Nitride (CBN) and Polycrystalline Diamond (PCD) . [Courtesy of DeBeers – ele-
ment 6]
.
Chapter 1
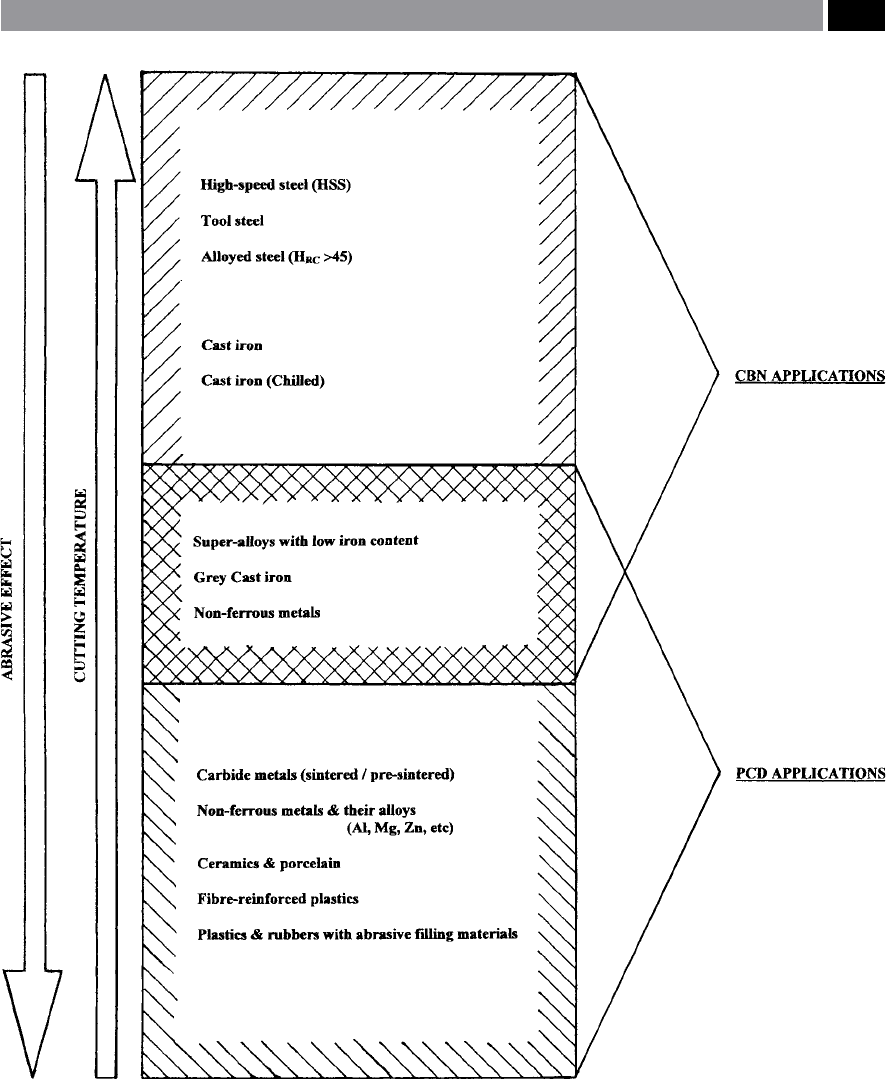
Figure 14. A diagram illustrating how Cubin Boron Nitride
(CBN) and Polycrystalline Diamond (PCD) applications are
grouped, by workpiece materials. Their eectiveness when ei-
. ther machining highly abrasive components, or high tempera-
tures in the cutting vicinity
Cutting Tool Materials
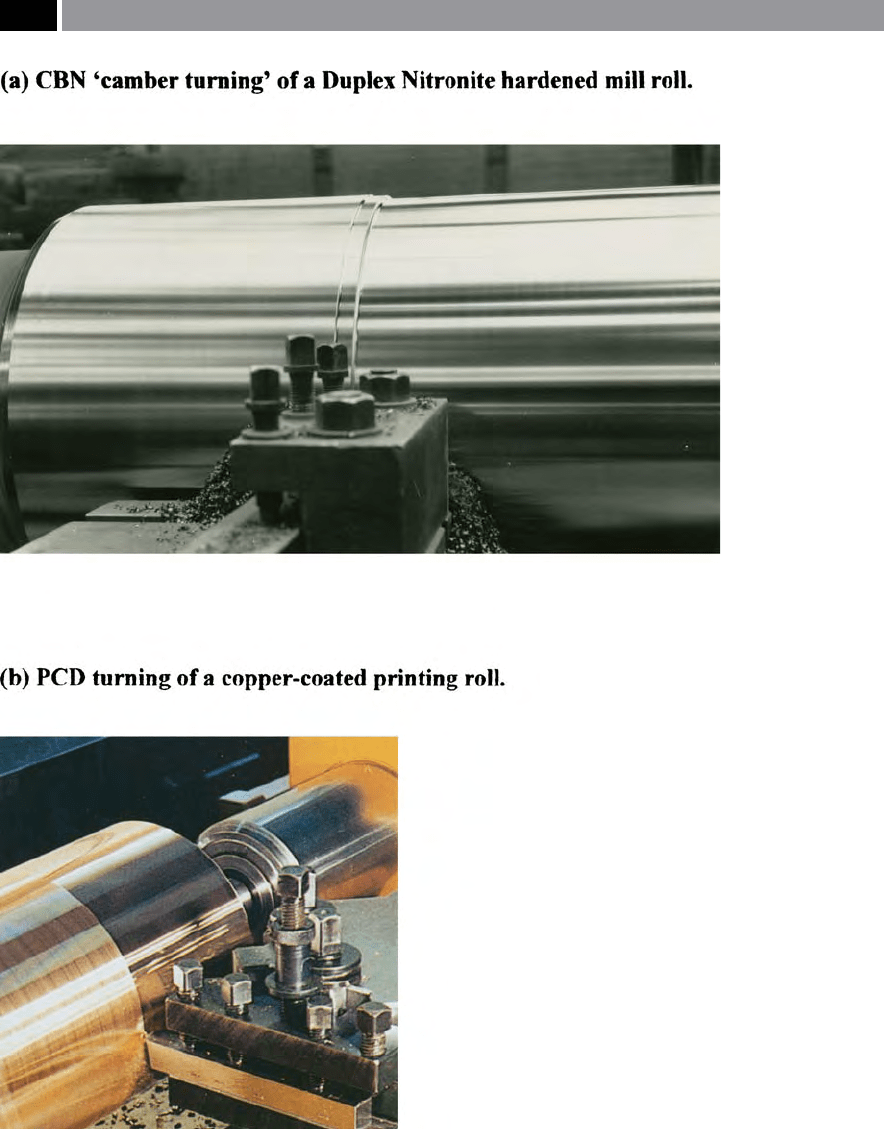
Figure 15. Turning operations with Cubic Boron Nitride (CBN) and Polycrystalline Diamond (PCD).
[Courtesy of DeBeers – element 6]
.
Chapter 1

not take place when machining many non- ferrous and
non-metallic workpiece materials. Although CBN is
synthesised in a similar fashion to that of PCD cutting
tool products, it is not as hard as PCD and is therefore
less reactive with ferrous metals, as long as the cut-
ting temperature is less than 1,000°C, it will not revert
to its soer hexagonal form and oxidise in air. is
means that CBN can machine many ferrous parts and
cast iron grades. e complementary nature of both
CBN and PCD is clearly depicted in Fig. 14, where the
‘cross-over’ between these ultra-hard cutting tool ma-
terials is shown.
In both CBN and PCD machining applications,
an excellent machined surface nish can be obtained
(see Figs. 15a and b). In the case of many PCD opera-
tions, the cutting tool must not only machine widely
diering materials that are situated adjacent to one
another in many passes over such a diverse material
workpiece, but produce an excellent machined surface
nish, which really ‘challenges’ the tool. Tool life can
be extended greatly by utilising either CBN, or PCD
tooling, oen tool lives can be increased by 50 to 200
times that of the previous cemented carbide alterna-
tives. is boost in output, makes their additional
purchase price irrelevant, when considered against the
massive productive gains that are to be made by their
adoption.
Today, both CBN and PCD can oen be found
as either thin-coated layers on tooling (see Fig. 3 for
their relative tool insert hardnesses/toughnesses), or
as a ‘sandwich’ between metallic backing layers. ese
‘sandwiched’ tool edges, permit brazing on both sides
of the hardened product, which are then accurately
positioned and held onto a tungsten carbide shank,
making them an ideal alternative for many micro-
drilling operations. Such compound drilling edge
technology, gives considerably improved edge reten-
tion and resistance to any abrasive particles present in
the workpiece and its severely work-hardened swarf,
typically found with the latest metal matrix composites
(MMC’s). Such ultra-hard tooling, can be readily used
on high-silicon aluminium alloys used in the automo-
tive industries, while not discounting the wide range
of workpiece composites employed by the aerospace
industries and the resin-based components utilised in
the furniture industry.
1..11 Natural Diamond
Monolithic, or single-crystal diamond (SCD), is the
hardest material available today. If such natural dia-
mond is used correctly in a very rigid machine-tool-
workpiece setup for materials that require the best
possible surface nish, then there is simply no alterna-
tive. By way of illustration of this fact, if production
turning high-silicon content aluminium pistons with
polycrystalline diamond (PCD) tooling, the best sur-
face nish that can be obtained will be in the region
o
f 0.4 µm, conversely using an SCD tool this will give
a surface nish of better than 0.15 µm. If one really
wants the ultimate surface nish currently obtainable
b
y machining – in the ‘nano-range’ , then a monolithic
diamond tool, mounted in a special-purpose diamond
turning lathe is the only manner in achieving such su-
perb ‘mirror-nish’ surfaces. SCD tool edges are pro-
duced as either razor sharp edges, or are made with
a perfect radius being chip-free, imparting machined
‘mirror-nishes’ of just a few angströms (i.e. 10
–10
m).
e optical industries in particular nd that the latest
blemish-free ultra-sharp cutting edges of SCD, means
that diamond (paste) polishing aer machining has
been virtually, if not completely eliminated, this fact in
particular being a very big production cost for the -
nal manufacture of large monolithic astronomical mir-
rors. A cautionary note, is that to use SCD tooling for
anything other than as a nishing cut is totally uneco-
nomic, as these precision components to be machined,
should have been roughly congured to the desired
shape, prior to diamond machining. erefore, SCD
tools should be employed for exceedingly light nish
cuts of no deeper than 0.0008 m.
Natural diamond is a truly remarkable material,
that exhibit’s a diverse range of mechanical and physi-
cal properties. For example diamond has the highest
known: bulk hardness, thermal conductivity, while
having a very low coecient of friction and will not
corrode, these properties make it an ideal tool material
for the highest precision and accuracy machined com-
ponents. Of these properties, hardness is probably the
most important characteristic in machining operations
and, when measured by the Knoop indentor
15
. By way
of comparison of ultra-hard cutting tool materials, the
following two examples may prove informative:
15 Knoop indentors produce a wedge-shaped indentation in the
form of a parallelogram, with one diagonal seven times lon-
ger than the adjacent one. e Knoop test method is generally
considered the optimum technique, for crystalline solids –
having crystallographic directionality (i.e. anisotropy).
Cutting Tool Materials