Smith G.T. Cutting Tool Technology: Industrial Handbook
Подождите немного. Документ загружается.


valve-driven hydraulically-servo controlled ‘computer’
called ‘Whirlwind’.
In the late 1970’s, with the advent of microproces-
sor technology, these later NC machine tools were
converted to Computer Numerical Control (CNC),
oering a signicant stride forward in operator-us-
ability, via on-board editing – without the costly and
timely re-punching of NC paper tapes each time a
minor modication occurred to the NC program.
Today, CNC machine tools have fast multiple-proces-
sor controls, with on-line computer graphics, enabling
new programs to be written and ‘prove-out’ while the
machine tool cuts other components, or the programs
can be automatically down-loaded by a Direct Nu-
merical Control (DNC) data-link from the CAD/CAM
workstation, or via remote satellite-linkage from other
sites either locally, or internationally. e design and
development of some of today’s and the future machine
tools, utilise ultra-fast CNC microprocessors, coupled
to orthogonal multi-axes linear-induction motor-
driven slideways, that can be precisely monitored via
laser-controlled positional encoders, with ultra-fast
co-axial spindles. Moreover, non-orthogonal-axes
controlled machine tools are under development, us-
ing simultaneous mulitple-axes slideway control, with
hybrids having tool spindles that incorporate multiple
angular orientation together with their linear slideways
for truly sculptured free-form surface machining capa-
bilities. Even today, operations carried out by several
machine tools are now being incorporated into one
hybid machine tool, with such as: turning, milling and
grinding at one set-up. In the near future, the machine
tools will have slideway acceleration/decelerations of
faster >5g’s, with these machines having the ability to:
rough-turn, mill, heat-treat, grind critical features, all
remotely-controlled via satellite from the CAD/CAM
designer, signicantly speeding-up the product devel-
opment process time-to-market.
2.2.2 Pioneering Work in Metal
Cutting – a Brief Resumé
Basic research into metal cutting did not commence
until approximately 70 years aer the rst machine tool
was introduced. In 1851, early research by Cocquilhat
was into the work required to machine a given volume
of material by drilling. By 1870, the terms ‘chip’ and
‘swarf’ were introduced by the Russian engineer Time,
where he attempted to explain how chips were formed.
In 1873, Hartig tabulated research into metal cutting
in a book, which was the rst authoritative work on
the subject. A more practical metal cutting description
was given by Tresca (1878), ustilising visio-plasticity
models
15
. In 1881, a presentation at the Royal Society
of London by Lord Rayleigh of Mallock’s metal cut-
ting research ndings was given. Mallock’s scientic
study of carefully etched specimens of the workpiece
and attached chip for both ferrous and non-ferrous
metals, where he observed them using a microscope
(magnication: x5). Mallock correctly surmised from
his investigation of his ‘models’ that the cutting pro-
cess was basically one involving shearing and, that
friction occurred in forming the chip, emphasizing
the importance of this friction along the cutting tool’s
face – between the chip and the tool. e sharpness
of the cutting edge was also mentioned and the rea-
sons for instability of the cutting process, leading to
unwanted vibrations, or ‘chatter’. Moreover, Mallock
employed basic lubricants in this work, noting that
the application of lubrication reduced chip/tool inter-
face friction. ese general observations by Mallock
mentined above, oer a surprisingly close approxi-
mation to today’s theories on the ‘mechanics of metal
c
utting’ , although his equations for the work done in
internal shearing and chip and tool friction were in-
correct, surprisingly, he was unaware of the ‘plasticity
models’ by Tresca and his theory of ‘plastic heating’.
To compound the metal cutting problems still further,
in 1900, an unfortunate ‘step backward’ in the under-
standing of the metal cutting process was taken by
Reuleaux. He suggested that a crack occurred ahead of
the tool’s point and likened the cutting action to that
of splitting wood, regrettably having popular support
for some years.
In 1907, a seminal paper by the now-famous Amer-
ican researcher Taylor, who published his 26 years of
15 Tresca’s visio-plasticity models, involved scoring a grid of
accurate closely-spaced lines onto the edge of a specimen
of metal to be machined, then partially cutting it at a preset
depth of cut and leaving the chip attached. He then investi-
gated the plastic deformation that had taken place as these
grids were distorted and buckled by the action of machining.
Both lighter and deeper cut depths were investigated in this
manner, across a range of metal specimens. Tresca noted that
ner depths of cut introduced greater plastic deformation than
larger cut depths, stating that stier and more powerful ma-
chine tools were needed to benet from these recommended
greater depths of cut (i.e. undeformed chip thickness).
Turning and Chip-breaking Technology 51
practical experience into investigation and research
ndings in metal cutting. Taylor, was fascinated by
the application of time-and-motion studies that could
be applied within the machine shop and in particular,
‘piece-work systems’
16
. In order to enable the progres-
sion through optimisation of these time-and-motion
studies, new cutting tool materials were employed,
in particular high-speed steels (HSS). Taylor investi-
gated the eect that tool materials and in particular,
cutting conditions had, on tool life during roughing
operations, in order to assist in the application of these
time-and-motion studies. His principal objective was
to establish empirical laws that would enable optimum
16 Piece-work systems are where a set time allowance is given for
a particular job, or a batch and, a bonus is agreed if the worker
performs this task within the allotted time.
cutting conditions to be attained. By establishing op-
timum cutting data for metal cutting operations and
employing ‘piece-work systems’ at the company, Taylor
was able to increase the Bethlehem Steel Company’s
output by 500%. Of particular note, was the fact that
the empirical law governing the cutting tool and its
anticipated tool life
17
is still used today, in the study
of machining economics – more will be said on this
topic later in Chapter 7 (Machinability and Surface
Integrity).
Notable in the years prior to World War Two, were
the contributions made into the generation of data on
cutting forces and tool life, initially by Boston (1926)
17 Taylor’s machinability work produced a fundamental dis-
covery, namely, that the interface temperature existing at the
tool’s cutting edge controlled the tool-wear rate.
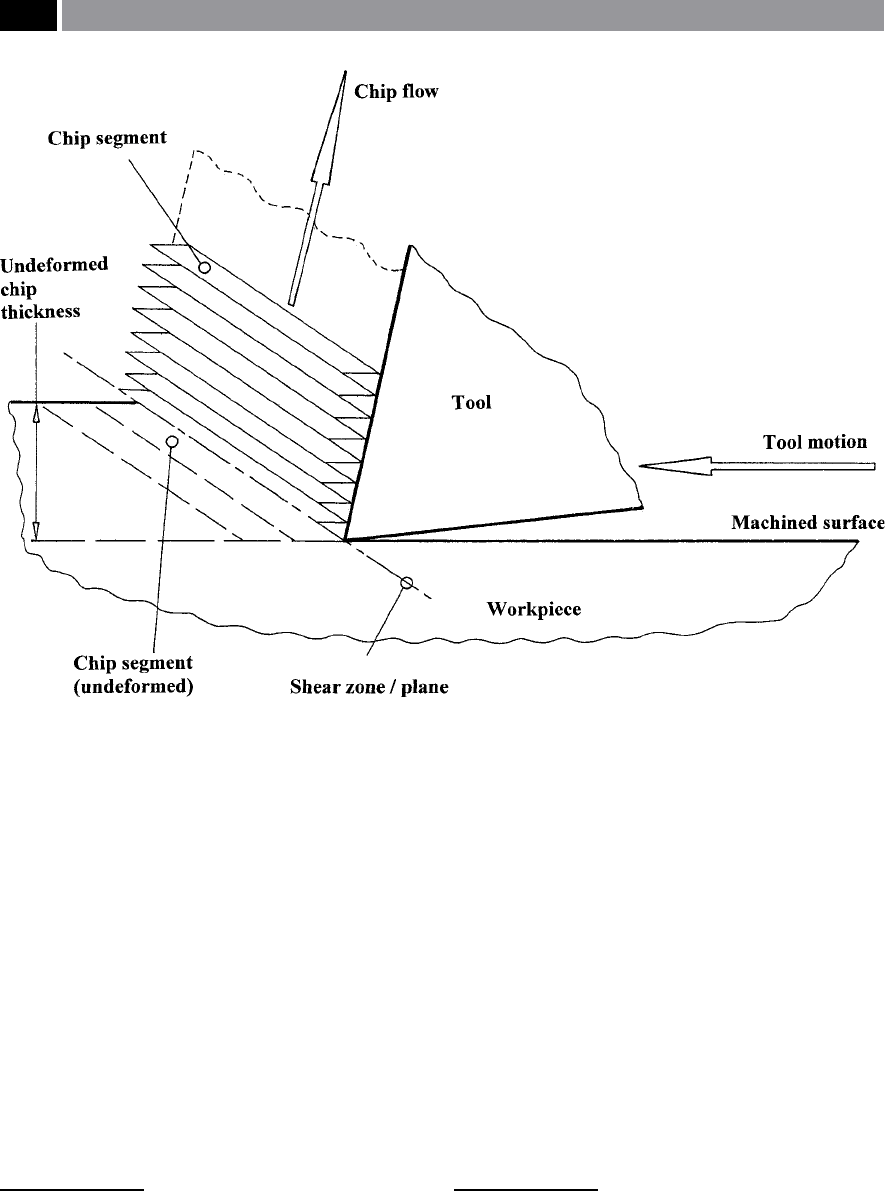
Figure 24. The formation of a continuous chip, based upon the ‘deck of cards’ principle. [After: Piispanen, 1937].
52 Chapter 2
and later, by Herbert (1928). Around this time, the cut-
ting speeds were steadily improving with the arrival of
new cutting tool materials, such as cemented carbide.
In 1937, Piispanen introduced his so-called ‘Deck of
Cards’ principle as an explanation of the cutting pro-
cess (see Fig. 24 for Piispanen’s idealised model, with
Fig. 25 depicting sheared chips at a range of cutting
speeds). Here, Piispanen’s model depicts the workpiece
material being cut in a somewhat similar manner to
that of a pack of cards sliding over one another, with
the free surface an angle, which corresponded to the
shear angle (ϕ). So, as the tool’s rake face moves rela-
tive to that of the workpiece, it ‘engages’ one card at
a time, causing it to slide over its adjacent neighbour,
this process then repeats itself ‘ad nitum’ – during
the remainder of the cutting process. Some important
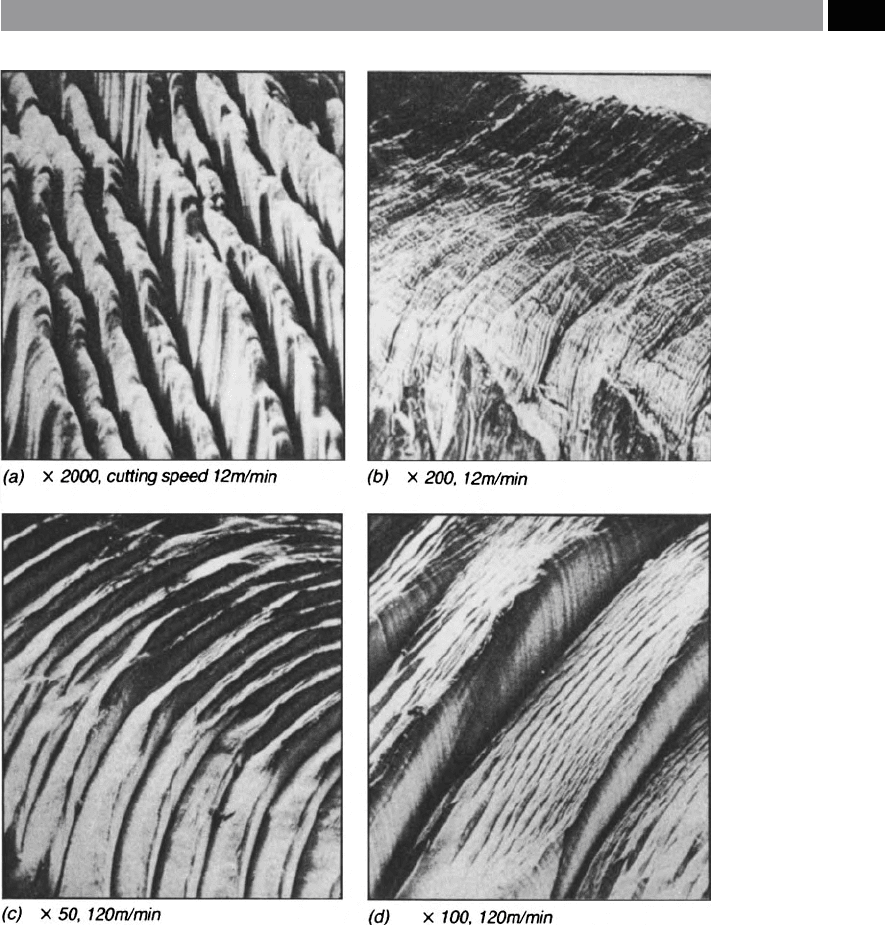
Figure 25. Variations in chip morphological surfaces at dierent cutting speeds, giving an indication
of the various shearing mechanisms. [Source: Watson & Murphy, 1979]
.
Turning and Chip-breaking Technology 53

limitations are present with Piispanen’s model, namely
that it:
•
exaggerates strain in homogeneity,
•
shows tool face friction as elastic rather than plastic
in nature,
•
considers shearing takes place on a completely at
plane,
•
assumes that BUE does not occur,
•
takes an subjectively assumed shear angle,
•
takes no account of either chip curling, or predic-
tion of chip/tool length.
NB P
iispanen’s model is easily understood and does
contain the major concepts in the chip-forming
process – admittedly for simple shear in the main.
By way of further information concerning chip mor-
phology: the micrographs of chip surfaces illustrated
in Fig. 26 show in these cases, that the morphology
indicates a semi-continuous chip form. ese chip
forms point towards the fact that noticeable periodic
variations have occurred, perhaps as the result of the
stress becoming unstable, rather than resulting from
any vibrational eects produced by the machine tool.
Any such instability, has the eect of causing minute
oscillations (i.e. backward and forward motion) in
the shear zone, while the machining takes place. e
dierences in segment shapes shown and their fre-
quency occurring at diering cutting data in these
micrographs, are thought to be dependent upon the
frequency of the shear plane’s oscillation relative to the
cutting speed.
A considerable volume of fundamental work on
machining research has been undertaken over the
last few years, but during World War Two (i.e. from
a European perspective), Ernst and Merchant (1941)
produced another signicant paper dealing with the
mechanics of the machining process – some of these
research ndings will be briey dealt with in the chap-
ter on Machinability and Surface Integrity, along with
other contributions to this subject.
2.3 Chip-Development
Most metallic materials can be considered as rela-
tively hard to machine and this is evident from all of
the reported literature on the subject of metal cutting,
indicating that shearing occurs in a concentrated re-
gion between the chip and tool, this eect being de-
picted schematically in Fig. 26. e overall machining
process is well concealed behind a amalgamation of:
workpiece material, high speeds and feeds, elevated
temperatures and enormous pressures
18
. e actual
cutting dynamics in contemporary machining opera-
tions, utilises just a few millimetres of physical contact
between the tool and the chip of a precisely-shaped
cutting edge geometry in an exotic mixture of tool ma-
terial to eciently machine the workpiece – this being
an impressive occurrence worthy of note.
In the early work on machining, it was thought that
the chip was formed by deformation along a shear
plane, elastically in the rst instance, then plastically
as the evolving chip passed through a stress concentra-
tion. e Piispanen model (i.e. Fig. 24) illustrates this
point, where workpiece material is being cut by pro-
gressive slip relative to the tool point, an angle which
corresponded to that of the shear plane. Here (i.e. Fig.
24), it shows how each chip segment forms a small, but
very thin parallelogram, with slippage occurring along
its shear plane.
In an orthogonal cutting process
19
, as the workpiece
material approaches this ‘shear plane’ it will not be-
gin to deform until it reaches the ‘shear plane’. Here,
it is transformed from that of simple shear, as it moves
across a thin shear zone, with the minute amount of
secondary shear being virtually ignored, as is the case
for tertiary shear – this being the equivalent of a slid-
ing friction but having a constant coecient of fric-
tion. Chip deformation in reality, is produced over a
zone of nite width, usually termed the ‘primary shear
zone’ (see Fig. 26). As the chip evolves, the back of the
chip tends to be roughened, due to the plastic strain
being inhomogeneous in nature (see Fig. 25). is
shearing action creates a particular chip morphology
as a result of the either, stress concentrations, or by
presence of points of weakness in the workpiece be-
18 Interface pressures between the chip and the tool are nor-
mally exceedingly high, typically of the order of 1,000 to 2,000
N mm
–1
, with temperatures in certain instances at the tool’s
face reaching approximately 1100°C.
19 Orthogonal machining, is when the cutting tool’s edge (i.e. rake
face – see Fig. 19b) is presented ‘normal’ to the evolving chip and
thus, to the workpiece, at 90° to the relative cutting motion. at
is, little if any, side shearing action occurs, while the chip is be-
ing formed as it progresses up the tool’s rake face – eectively
created by two distinct cutting forces: tangential and axial.
54 Chapter 2
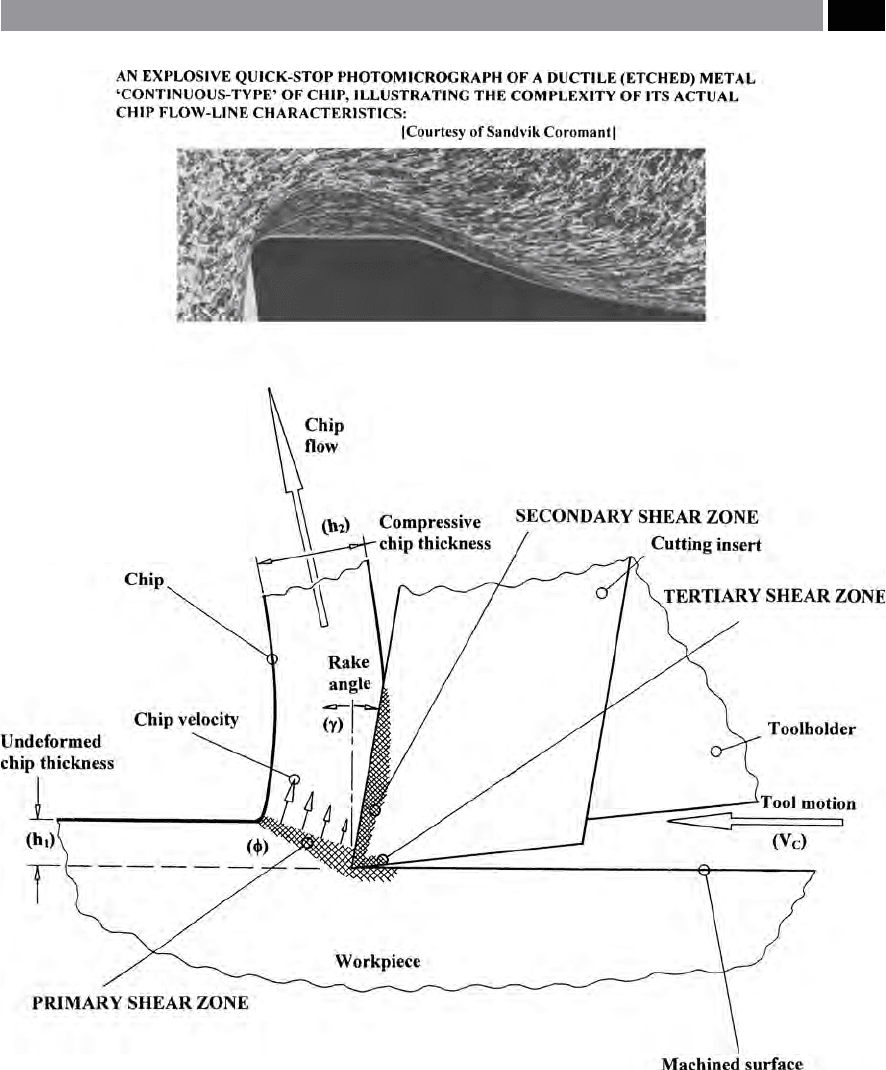
Figure 26. Schematic representation of a sing-point stock removal process, during the continuous cutting of ductile metals.
Turning and Chip-breaking Technology 55
ing machined
20
. Once the chip deformation begins, it
will continue within this ‘zone’ , as though here in this
vicinity, the workpiece material is exhibiting a form of
negative strain-hardening.
e oblique cutting process
21
presents a dierent
and much more complex analytical problem, which has
been the subject of a lot of academic interest over the
years. Even here, the whole cutting dynamics change,
when the tool’s top rake surface is not at, which is the
normal status today, with the complex contoured chip-
breaker geometries nowadays employed (typically il-
lustrated in Figs. 4, 10 and 27a).
Actual chips are normally severely work-hardened,
in particular with any strain-hardening materials (for
example: high-strength exotic alloys employed for
heat-resistance/aerospace applications) as they evolve,
by the combined action of: elevated interface tempera-
tures, great pressures and high frictional eects. Such
machined action of the combined eects of mechanical
and physical work, produce a ‘compressive chip thick-
n
ess’
22
, which is on average, dimensionally wider than
the original undeformed chip thickness (see Fig. 26).
e rake angle depicted in Fig. 26 is shown as posi-
tive, but its geometry can tend to the neutral, right
through to the negative in its inclination. As the rake
angle changes, so will the complete dynamic cutting
behaviour also change, modifying the mechanical and
20 As the shear plane passes through a particular stress concen-
tration point, it will deform more readily and at a lower stress
value, than when one of these ‘points’ is not present.
21 Oblique machining, is when the rake face has a compound an-
gle, that is it is inclined in two planes relative to the workpiece,
having both a top and side rake to the face, creating a three-
force model (see Fig. 19a), where the cutting force mathemati-
cal dynamics are extremely complex and are oen produced
by either highly involved equations, or by cutting simulations.
is latter simulated treatment is only briey mentioned later
and is outside the remit of this current book. However, this
information on dynamic oblique cutting behaviour can be
gleaned, from some of the more academic treatment given in
some of the selected books and papers listed at the end of this
chapter.
22 Compressive chip thickness is sometimes known as the: chip
thickness ratio (r)* – being the dierence between the unde-
formed chip thickness (h
1
)
and the width/chip thickness of the
chip (h
2
).
*Chip thickness ratio (r) = h
1
/h
2
** (i.e. illustrated in Fig. 26).
** h
2
= W/ρwl
Where: W = weight of chip, ρ = density of (original) work-
piece material – prior to machining, w = chip width (i.e D
OC
),
l = length of chip specimen.
physical properties within the chip/tool region, as the
various deformation zones are distinctly altered. In ef-
fect, due to rake angle modication (i.e. changing the
rake’s inclination), this can have a profound aect on
the: cutting forces, frictional eects, power require-
ments and machined surface texture/integrity.
e chips formed during machining operations can
vary enormously in their size and shape (see Fig. 35a).
Chip formation involves workpiece material shearing,
from the vicinity of the shear zone extending from the
tool point across the ‘shear plane’ to the ‘free surface’
at the angle (ϕ) – see Fig. 26. In this region a consider-
able amount of strain occurs in a very short time in-
terval, with some materials being unable to withstand
this strain without fracture. For example, grey cast
iron being somewhat brittle, produces machined chips
that are fragmented (i.e. termed ‘discontinuous’), con-
versely, more ductile workpiece materials and alloys
such as steels and aluminium grades, tend to produce
c
hips that do not fracture along the ‘shear plane’ , as
a result they are continuous. A continuous chip form
may adopt many shapes, either: straight, tangled, or
with dierent types of curvature (i.e. helices – see Fig.
35a). As such, continuous chips have been signicantly
worked, they now have considerable mechanical
strength, therefore eciently controlling and dealing
with these chips is a problem that must be overcome
(see the section on Chip-breaking Technology). Chip
formation can be classied in a number of distinct
ways
23
, these chip froms will now be briey reviewed:
•
Continuous chips – are normally the result of high
cutting speeds and/or, large rake angles (see Figs.
26 and 27b). e deformation of workpiece mate-
rial occurs along a relatively narrow primary shear
zone, with the probability that these chips may de-
velop a secondary shear zone at the tool/chip inter-
face, caused in the main, by frictional eects. is
secondary zone is likely to deepen, as the tool/chip
friction increases in magnitude. Deformation can
also occur across a wide primary shear zone with
23 One of the major cutting tool manufacturer classies chips in
seven basic types of material-related chip formations, these
are: Continuous, long-chipping – mostly steel derivatives, La-
mellar chipping – typically most stainless steels, Short-chip-
ping – such as many cast irons, Varying, high-force chipping
– many super alloys, So, low-force chipping – such as alu-
minium grades, High pressure/temperture chipping – typied
by hardened materials, Segmental chipping – mostly titanium
and titanium-based alloys.
56 Chapter 2
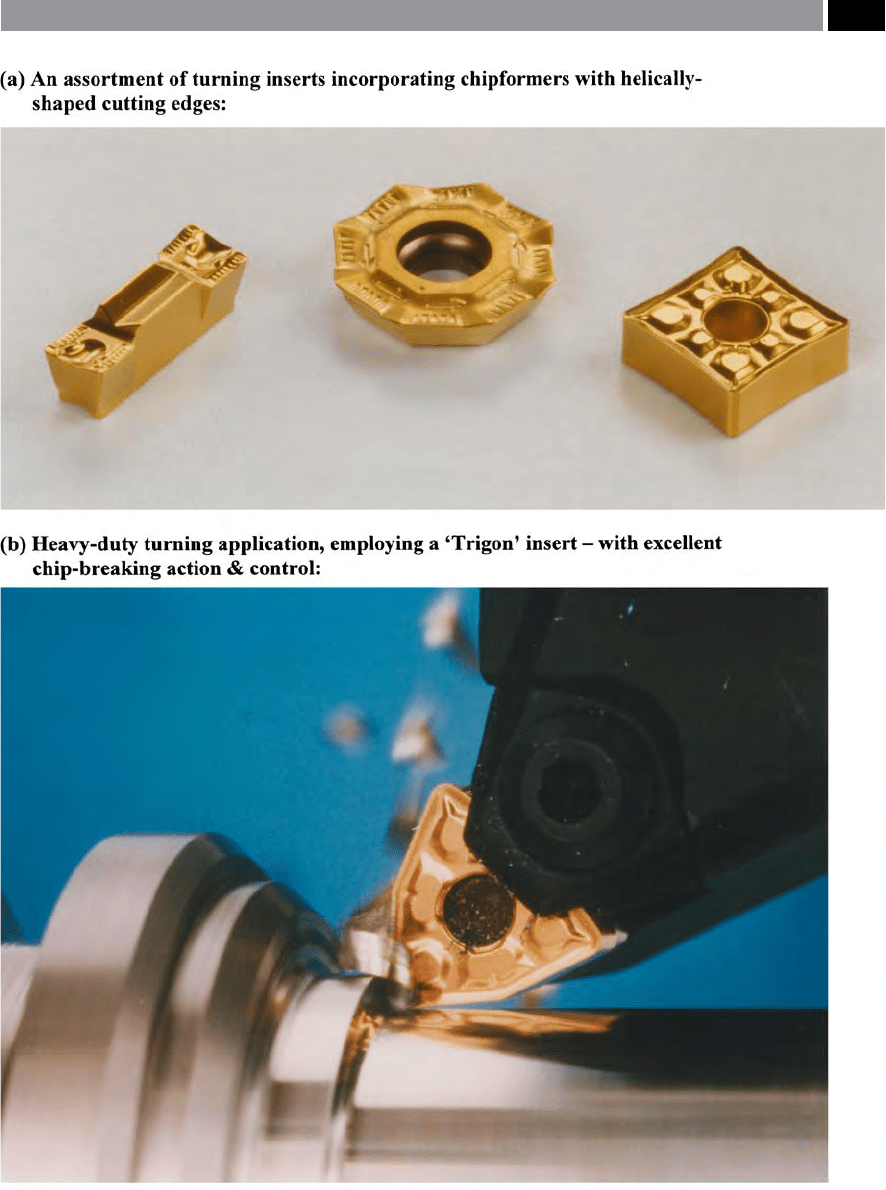
Figure 27. Chip-breaking inserts and chip control whilst turning – in action. [Courtesy of Iscar Tools].
Turning and Chip-breaking Technology 57
curved boundaries, with the lower boundary being
below the machined surface (Fig. 26), which may
distort a soer workpiece’s machined surface – par-
ticularly with small rake angles and at low speeds.
Strain-hardening of this type of chip, results in it
becoming harder than the bulk hardness of the
original workpiece material (see Fig. 28c, where the
bulk workpiece hardness is 230 H
K
and the work-
hardened chip is ≈350 H
K
). is increase in the
chip’s strength and hardness will depend upon the
shear strain (see Table 4 for details of the Rheololog-
ical
24
status, related to the inclination of the tool’s
rake angle). erefore as the rake angle decreases,
the shear strain will increase, causing this con-
tinuous chip to become both harder and stronger
– behaving in a similar manner to that of a rigid,
perfectly plastic body. In order to satisfactorily deal
with long continuous work-hardened chips, that
could either wrap around the machined workpiece,
potentially spoiling the surface texture, or become
ensnarled around tooling, or even, reduce ecient
coolant delivery to the cutting edge, with integrated
tool chip-breakers having been designed and devel-
oped – see Fig. 27b.
24 Rheology is a branch of science dealing with both the ow
and deformation of materials, with the shear strain rate, oen
termed just the shear rate. (i.e usually quoted in Pascals-sec-
onds ‘Pa-s’).
•
Continuous chips with a built-up edge (BUE) – when
machining ductile workpiece materials, a built-up
edge (BUE) can form on the tool’s tip. is BUE con-
sists of gradually deposited material layers from the
workpiece, hence the term ‘built-up’ (see Fig. 28).
As cutting continues, the BUE becomes larger and
more unstable, eventually partially breaking away,
with some fragments being removed by the under-
side of the chip, while the remainder is randomly
deposited on the workpiece’s surface (Fig. 28a).
is process of BUE formation, shortly followed by
its destruction, is continuously repeated during the
whole cutting operation. e BUE deposited on the
workpiece will adversely aect the machined sur-
face texture. e BUE modies the cutting geom-
etry, creating a large cutting tip radius (Fig. 28a and
b). Due to the BUE being severely work-hardened
by the action of successive deposits of workpiece
material, the BUE’s hardness signicantly increases
by around 300% over the bulk component hardness
(Fig. 28c). At this severely work-hardened level, the
BUE becomes in eect a modied cutting tool. Nor-
mally, an unstable BUE is undesirable, conversely, a
thin stable BUE is as a rule, regarded as desirable,
as it protects the top rake surface. e formation
mechanism for the BUE is thought to be one of ad-
hesion of workpiece material to the tool’s rake face,
with the bond strength being a function of the af-
nity of the workpiece to that of the tool material.
is adhesion, is followed by the successive build-
up of adhered layers forming the BUE. Yet another
factor that contributes to the formation of a BUE,
Table 4. Strength and hardness of chips when turning mild steel.
Rake angle (γ°): 45 35 27 10 10 10
Feed (f - mm rev
–1
) 0.30 0.30 0.20 0.20 0.20 0.20
Cutting speed ( V
C
- m min
–1
) 50 50 168 168 168 76
Cutting uid: Soluble oil None None Soluble oil None None
T
ensile strength (UTS – kg mm
–2
) 75 84 91 92 93 95
Vickers hardness number (Hv) 272 289 302 320 314 325
H
V
/UTS 3.6 3.4 3.3 3.5 3.4 3.4
Shear strain (Pa-s) 1.1 1.7 2.1 2.9 3.1 4.0
[Source: Nakayama and Kalpakjian 1997]
.
58 Chapter 2
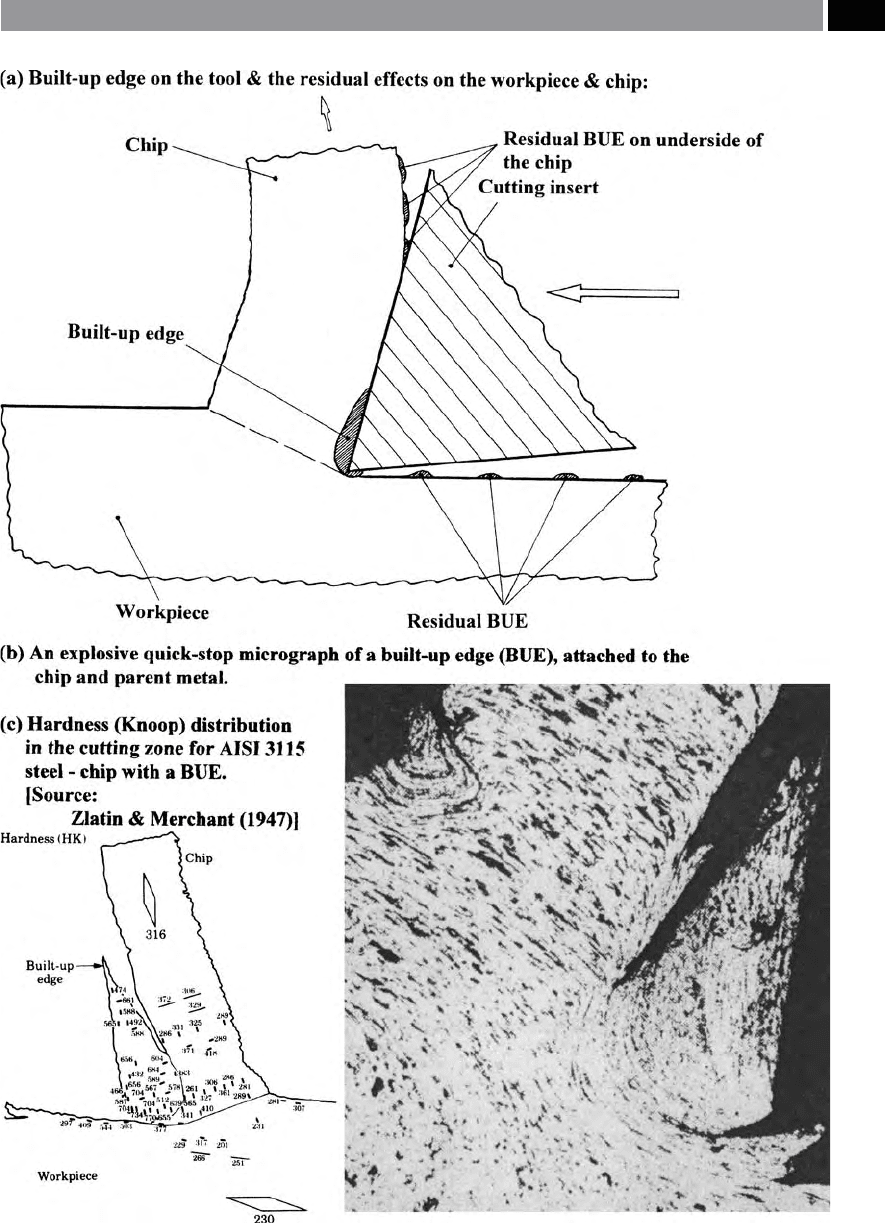
Figure 28. The development of a continuous chip with Built-Up Edge (BUE), its typical hardness distribution and its aect
on the machined surface
.
Turning and Chip-breaking Technology 59

is the strain-hardening tendency of the workpiece
material. erefore, the greater the strain-harden-
ing exponent, the higher will be its BUE formation.
From experiments conducted on BUE formation, it
would seem that the higher the cutting speed, the
less is the tendency for BUE to form. Whether this
lack of BUE formation at higher cutting data is the
consequence of increased strain rate, or the result
of higher interface temperatures is somewhat open
to debate. However, it would seem that a paradox
exists, because as the speed increases, the tempera-
ture will also increase, but the BUE decreases. e
propensity for BUE formation can be lessened by:
I.
Changing the geometry of the cutting edge –
by either increasing the tool’s rake angle, or de-
creasing the D
OC
, or both,
II.
Utilising a smaller cutting tip radius,
III.
Using an eective cutting uid, or
IV.
Any combination of these factors.
•
Discontinuous chips – consist of adjacent work-
piece chip segments that are usually either loosely
attached to each other, or totally fragment as they
are cut (Fig. 29). e formation of discontinuous
chips usually occur under the following machining
conditions:
I
. Brittle workpiece materials – these materials
do not have the machining capability to un-
dergo the high shear strains,
I
I. Hard particles and impurities – materials with
these in their matrix, will act as ‘stress-raisers’
and actively encourage chip breakage,
I
II. Very high, or low cutting speeds – chip veloc-
ity at both ends of the cutting spectrum, will
result in lack of adherence/fragmentation of
the chip segments,
I
V. Low rake angles/large D
OC
’s – either small top
rakes and heavy D
OC
’s will decrease the adher-
ence of the adjacent chip segments,
V
. Ineective cutting uid – poor lubricity, com-
bined with a meagre wetting ability, will en-
courage discontinuity of chip segments,
V
I. Inadequate machine tool stiness – creating
vibrational tendencies and cutting instability,
leading to disruption of the machining dynam-
ics and loosening of chip segments.
As mentioned in ‘Roman II’ above, the hard particles
and impurities tend to act as crack nucleation sites,
therefore creating discontinuous chips. Large D
OC
’s
increase the probability that such defects occur in the
cutting zone, thereby aiding discontinuous chip for-
mation. While, faster cutting speeds result in higher
localised temperatures, causing greater ductility in the
chip, lessening the tendency for the formation of dis-
continuous chips. If the magnitude of the compressive
stresses in the both the primary and secondary shear
zones signicantly increase, the applied forces aid in
discontinuous chip formation, this is because of the
fact that the maximum shear strain will increase, due
to the presence of an increased compressive stress.
N
B Due to the nature of discontinuous chip forma-
tion, if the workpiece-tool-machine loop is not su-
ciently sti, this will generate vibrational and chatter
tendencies, which can result in an excessive tool wear
regime, or machined component surface damage.
•
Segmented chips – are sometimes termed: in-, or
non-homogeneous chips, or serrated chips. is
chip form has the characteristic saw-toothed pro-
le which is noted by zones of low and high shear
strain (Fig. 30). ese workpiece materials possess
low thermal conductivity, as such, when machined
their mechanical strength will drastically decrease
with higher temperatures. is continuous thermal
cycle of both fracture and rewelding in a very nar-
row region, creates the saw-toothed prole, being
particular relevant for titanium and its alloys and
certain stainless steel grades. For example, to ex-
plain what happens in realistic machining situation,
the specimen Fig. 30a is displayed, for an austenitic
stainless steel quick-stop micrograph. is micro-
graph being the result of a less than continuous ma-
chining process (1), utilising a 5° top rake-angled
turning insert. Here, variations in the cutting pro-
cess have created uctuations in the cutting forces,
resulting in waviness of the machined surface (2).
Prior to the material yielding, then the shearing
process occurring, the workpiece material has de-
formed against the cutting edge (3). To explain how
changing the top rake angle inuences the resul-
tant chip formation for an identical stainless steel
workpiece material, Fig. 30b is shown. Machining
has now been undertaken with a 15° top rake, pro-
moting a more continuous machining process than
was apparent with the 5° tool (i.e. illustrated in Fig.
30a). is more ecient cutting process, results in
smaller variations in the cutting forces (1 and 2).
e chip is seen to ow over the rake face in a more
60 Chapter 2