Smith G.T. Cutting Tool Technology: Industrial Handbook
Подождите немного. Документ загружается.

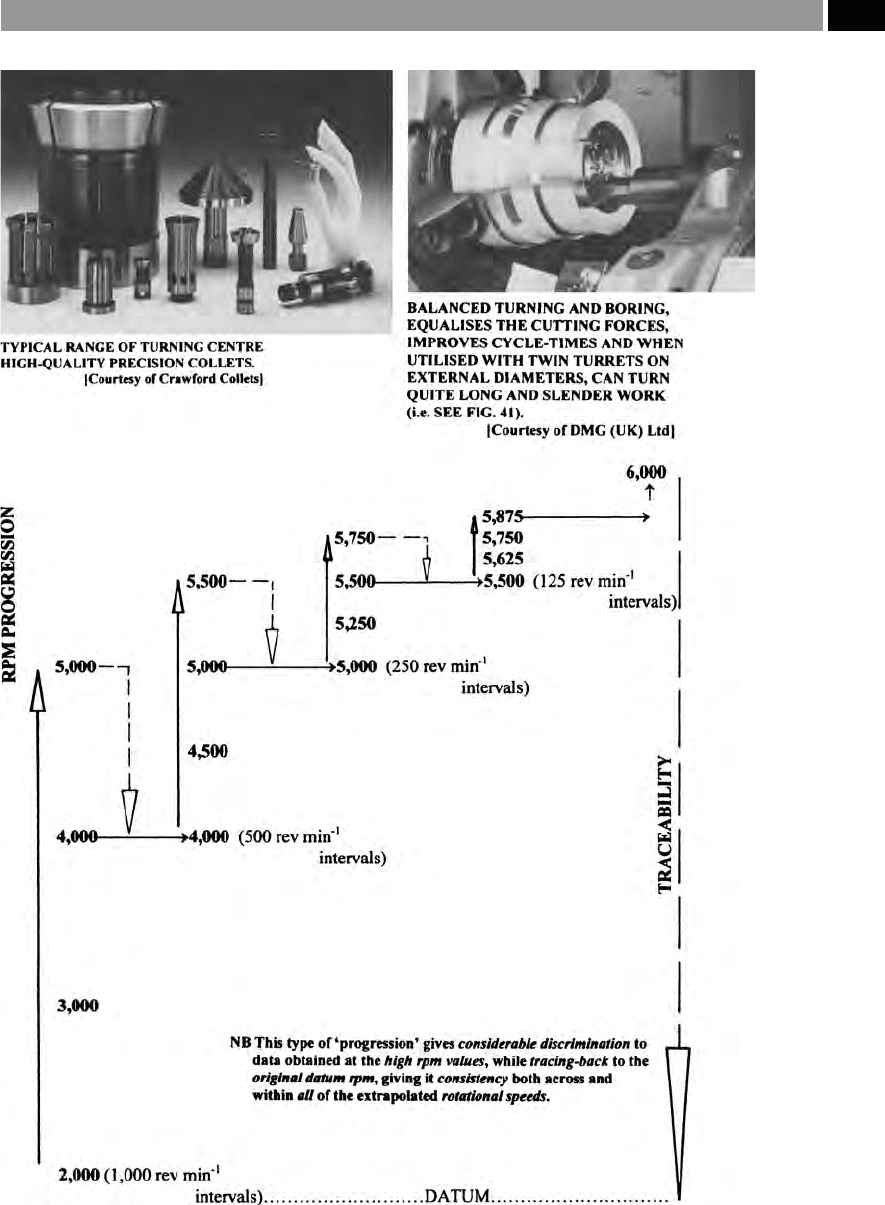
Figure 238. A ‘variable quasi-pilgrim stepped arithmetic progression’ – being utilised for UHSM (turning).
[Source: Smith, Littlefair, Wyatt & Berry, 2003]
.
Machining and Monitoring Strategies 483

situ. ese pre-shaped testpiece disks were: φ300 mm
by 6 mm thick, made from aluminium 2017F. e tool
with various cemented carbide tooling insert grades,
was held on a platform dynamometer (Kistler model:
9257B) – having complemntary charge ampliers
c
oupled to suitable data analysis soware. A range of
D
OC
’s were utilised: 0.5, 1.0 and 1.5 mm, with a con-
stant and rapid feedrate of 30 m min
–1
. Apart from cut-
ting force analysis, turned surface texture, harmonic
roundness and micro-hardness results were obtained,
together with metallographical inspection of the sub-
surface regions. Hence, from this testpiece setup and
utilising the ‘progression’ for peripheral workpiece
speed strategy described above, the speeds ranged
from the conventional, through to UHSM.
UHSM: Turning Trends
Unlike the previous ndings of Youse and Ichida
(2000), where they suggested that the cutting forces
remained relatively constant across a broad spectrum
of UHSM – for turning operations. is UHSM turn-
ing work indicated that there was a decrease in mean
c
utting forces between 2,000 to 6,000 m min
–1
, with a
corresponding improvement in turned surface texture
(i.e. ‘Ra’) across this range. e harmonic departures-
from-roundness were inuenced by the sinusoidal ef-
fect of the uctuating tangential force as it progressed
around and along the turned surface’s periphery. is
harmonic behaviour was evident in the cutting force
data, where the analysis soware showed both a rising
and falling relationship, as the turning insert passed
over the rotating workpiece’s surface at great peripheral
speed. Such cutting force traces occur in high-speed
interpolation by the milling process, where there is a
general undulating increase/decrease in force genera-
tion, this being related to the axis transition cross-over
during cutter interpolation around the workpiece (i.e.
see Fig. 159). is cutting force undulation is the result
of the machine tool’s servo-motors reversing direc-
tion at these transitions, albeit, at signicantly slower
speeds than utilised for this UHSM turning work.
At such high turning speeds, chip-streaming was
a
pparent at peripheral speeds >4,000 m min
–1
. Chip-
streaming in UHSM by turning is the preferred chip-
form, as it exhausts the work-hardened swarf away
from the cutting vicinity, thereby minimising entan-
glement around the newly-formed turned workpiece
surface. At such high turning peripheral velocities,
the chip-streamed swarf is directed radially-away
from the work surface. Conversely, at lower rotational
workpiece-to-insert velocities, there was a marked
tendency for ‘chip-curling’. As a result of the inuence
of the insert’s geometry: nose radius and D
OC
relation-
ship, the so-called ‘theta-eect’ in conjunction with the
feed-per-revolution occurs (i.e see Figs. 34c and d).
ere is a direct and predictable relationship to chip-
curl tendency when certain conditions arise at the
lower peripheral turning speeds, which is not apparent
at the UHSM turning range.
is UHSM turning applied research work, has
shown that it is feasible to employ ultra-fast turning
practices to the relevant components if the correct
tooling, workpiece and machine tool relationships can
be met.
9.6.3 Ultra-High Speed:
Trepanning Operations
Intoduction
Trepanning has been a well-recognised production
process for many years, it is principally utilised to pro-
duce large hole diameters, since this technique does
not require as much spindle power as solid drilling.
Moreover, in the ‘conventional’ approach to trepan-
ning, it is undertaken in one operation, but instead of
all the workpiece material being removed in the form of
a large volume of swarf, a cylindrically-shaped core is
le behind at the centre of the hole. us, this method
must be utilised for through-hole applications, assum-
ing that the internal feature – hole manufactured is the
scrap material. Conversely, in the UHSM trepanning
work shortly to be discussed, the two cutting edges are
externally set against the workpiece’s periphery, mak-
ing the ‘slug’ the product of the machining operations
(Fig. 239c).
UHSM – Trepanning Fix ture Design
As in the case of vertical turning, UHSM by trepan-
ning was undertaken on a vertical machining centre
utilising the same workholding arrangement (Fig.
239). Here, a special-purpose trepanning xture -
6
00 mm in overall length, was designed and manufac-
tured with twin-opposing tools (Fig. 239a). e tool-
ing was conventional TiN-coated cemented carbide
turning inserts – having straight toolholders these
being positioned on their sides in opposing directions
484 Chapter 9
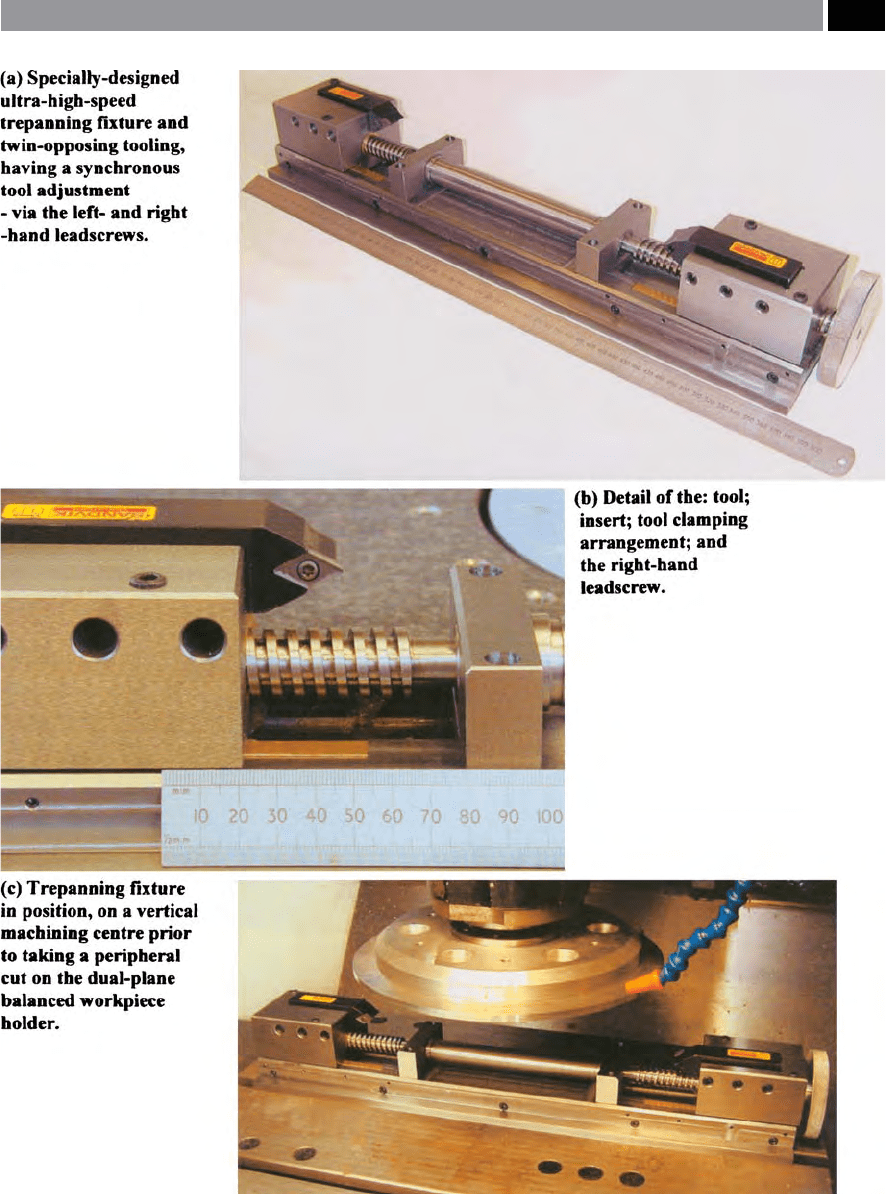
Figure 239. An ultra-high-speed trepanning xture and dual-plane balanced workpiece holder: utilised for an UHSM research
programme of work. [Source: Smith, Hills & Littlefair, 2005]
.
Machining and Monitoring Strategies 485

(Fig. 239b). So, by the simple action of turning a hand
wheel at its end, the tools could be simultaneously
opened and closed – for the required trepanned diam-
eter. is simultaneous tooling action was achieved,
by the singular rotating action of both the φ20mm by
4 m
m pitch le- and right-hand (i.e. M 20 × 4) square-
threaded leadscrews (Fig. 239c).
One of the major advantages of an UHSM trepan-
ning operation over its equivalent turning counterpart,
i
s that the cutting forces are virtually ‘cancelled-out’ , in
a similar fashion to a conventional ‘balanced turning’
o
peration (Figs. 41 and 238 – top right). Here in this
instance, one tool is set and positioned slightly ahead
of the other, thereby not only reducing the overall D
OC
,
but allowing the ‘trailing tool edge’ to eectively act as
a ‘nishing tool’. is tooling positioning strategy pro-
duced an improved trepanned surface texture, while it
signicantly reduced the harmonic departures-from-
roundness, as metrologically assessed later on the
roundness testing machine. Moreover, by eectively
‘halving’ the D
OC
, this allowed for an improvement in
the chip-streaming behaviour to be attained.
In a later modication to the trepanning xture (i.e.
not shown), a large micrometer drum with its inte-
grated vernier scale was tted in place of the knurled
adjustable hand-wheel (i.e see Fig. 239a), allowing for
some considerable discretion over the linear tooling’s
diametral adjustment. With such a large trepanning
xture – having the opposing tooling widely-spaced, it
is vital that these tools are centralised directly beneath
the machine’s spindle. Otherwise, there is a possibility
of both sine and cosine errors being present, creating
‘
Abbé-type errors’ , when adjusting and setting these
tools for their diametral in-feed.
UHSM – Trepanning Operation
is preliminary work on UHSM by trepanning, has
shown that with a suitably robust tooling xturing and
allowing a large (indirect) range of tooling diameter
adjustment – via the twin leadscrews, then not only is
the process feasible, but it oers considerably improved
machining performance and an inherent improvement
in trepanned surface and roundness characteristics,
over vertical turning processes. Possibly in a later
modication to a heavily-revised tooling adjustment
system, it might be possible to employ twin coaxial
ballscrews, with CNC servo-control, allowing auto-
matic control for machining tapers and proling to the
workpiece – by utilising the supplementary rotary axis
control in the machine’s CNC controller. Moreover,
one limitation to this UHSM trepanning technique is
the length of longitudinal cut that can be taken, prior
to the Z-axis motion causing the rotating part to foul
on the central portion of the trepanning xture. is
problem can be mitigated against, by increasing the
relative stand-o height of the twin-tooling from the
top of the xture by mounting each toolholder in an
extended tool block, so allowing greater Z-axis feeding
to be undertaken. Moreover by rearranging the tools
in relation to the workpiece, it would be possible to
‘turn’ shallow, depth internal trepanned features.
UHSM by trepanning oers signicant advantages
over ‘conventional’ vertical turning, in that, in this cur-
rent work, if was found that the trepanned workpiece
surface and roundness were signicantly improved
from the previously discussed UHSM by vertical turn-
ing, described in Section 9.6.2.
9.6.4 Artefact Stereometry:
for Dynamic Machine Tool
Comparative Assessments
Introduction
e use of machinable artefacts for the assessment of
machine tools such as machining centres, has been
utilised for some of years (i.e typically: NAS Stan-
dard 979: 1969; ISO Standard: 10791-7: 1997; Knapp,
1997), being developed just for this purpose. Both the
NAS and ISO Standard testpieces incorporated nota-
ble prismatic and rotational characteristics, manu-
factured to specic geometric and dimensional toler-
a
nces, such as: at the top, an φ110 mm circular feature;
6 mm below this round shape, an 110 mm diagonal
feature is cut; a central φ30 mm though-running hole
is produced; with a series of counter-bored holes at
four equi-spaced quadrants are generated these be-
i
ng situated 6 mm below the diagonal shape. Taken in
cross-section, the geometry of the machinable arte-
facts resembles a stepped component, having an over-
a
ll height of 50 mm. In fact, this type of artefact has
long been employed by industry to establish the over-
all machining performance capabilities of a particu-
lar machine tool under test. However, although this
prismatic and rotational featured machinable artefact
achieves some measure of conformance and indicates
the likely operational performance of the machine
tool, it does tend to have several signicant limita-
tions, such as the:
•
Overall dimensional size of the artefact is quite
small – when compared to that of the volumetric
envelope of typical industrial machining centres,
486 Chapter 9
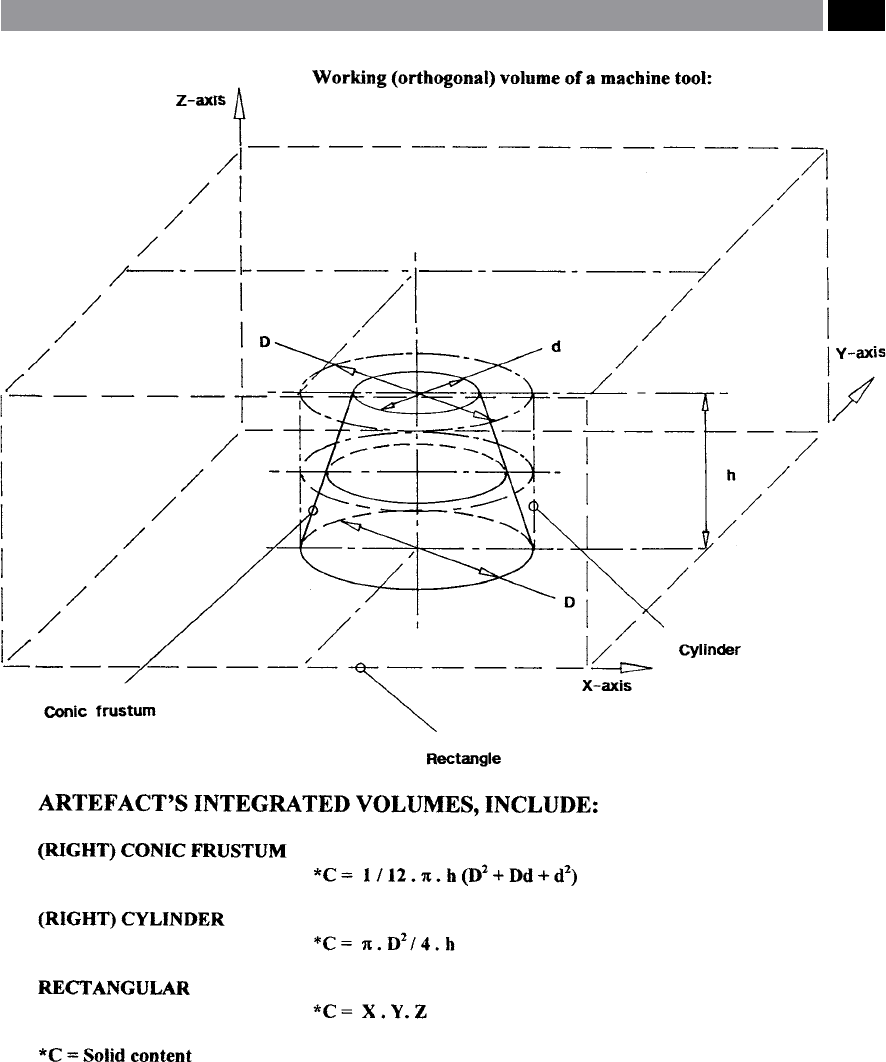
Figure 240. Artefact stereometry, illustrating its integrated volume geometries, for a:
1. (right) conic frustum,
2. (right) cylinder,
3. rectangular volume of machine tool’s axes.
[Source: Smith, Sims, Hope & Gull, 2001]
.
Machining and Monitoring Strategies 487
•
Circular feature cannot be directly compared to
that of diagnostic instrumentation – such as the
Ballbar, as the diameter of this rotational feature
diers from that of the standard Ballbar sizes,
•
Weight of the artefact does not realistically com-
pare to any workspaces normally placed on the ma-
c
hine tool in its ‘loaded-state’ , meaning that ‘true’
machine tool loading-conditions are not directly
comparable.
With these machinable testpiece limitations in mind,
it was thought worthwhile developing a new calibra-
tion strategy for such machine tools, but here, under
m
ore realistic ‘loaded conditions’ , also this new arte-
fact being more directly comparable to diagnostic
instrumentation (i.e. such as the Ballbar), but having
considerably larger volumetric size and weight, with
the capacity for reuse of the expensively-produced
precision part of the machinable artefact’s assembly.
Stereometric Artefact – Conceptual Design
Stereometry has been a concept that has oen been
over-looked, but it deals with the volumetric content of
a range of geometric shapes. However, if this ‘volumet-
ric concept’ is carefully integrated into a single artefact,
it could be employed for calibration work on machine
tools such as machining centres (i.e see Fig. 240). Here,
the cylinder was represented by three machinable aero-
space aluminium disks (grade: 2017F – produced from
6 m
m sheet, to nominally slightly >φ3
00 mm) each one
being set 100 mm apart in height (i.e. disks: 1, 2 and 3)
and aer machining, the disks were exactly φ3
00 mm
(i.e see Fig. 241). e conic frustum included angle
was 22.5°, this being the result of producing 4 equi-
spaced holes in each disk. Starting on the bottom (disk
1), then stopping the machine and tting the middle
disk (disk 2) and drilling the 4 holes and likewise up-
w
ard to the top disk (disk 3), while simultaneously
producing a 3-dimensional Isosceles triangle
33
(Fig.
241). Each disk had these individual holes being set
at an angular relationship of 90° equi-spaced apart, so,
w
hen they are taken as a ‘volume’ , a conic frustum is
produced (Fig. 242b). ese geometric and volumet-
33 ‘Isosceles triangle’ , has two sides with two angles being equal,
but in this case, with the geometry of a right-angled triangle.
NB ese side lengths and associated angles can be varied,
so long as they both (i.e lengths, or angles) remain of identical
proportions.
ric relationships were intrinsically set and datumed to
a centrally-machined slot in the base of the precision
mandrel. is fact, meant that the exact angular and
volumetric relationships remained in-situ, when the
stereometric artefact was then taken o the machine
tool for subsequent analyses.
Stereometric Artefact – Machining Trials
Prior to the stereometric artefact having its machin-
able disks milled, the initial test machine tool (i.e. in
the initial trials on a Cincinnati Milacron Sabre 500
equipped with a Fanuc OM CNC controller) was fully
diagnostically calibrated by: Laser interferometry;
long-term dynamic thermal monitioring of its duty-
cycles in both a loaded and unloaded condition; to-
gether with Ballbar assessment. Prior to discussing
the actual machining of the disks, it is worth taking a
few moments to consider the precision mandrel that
accurately and precisely locates each disk in the de-
sired orientation, with respect to each other and the
machine tool’s axes. is mandrel body was produced
from a eutectic steel
34
(0.83% carbon), which aer
through-hardening to 54 HR
C
, was precision cylindri-
34 ‘Eutectic steel’ or ‘Silver-steel’ as it is generally known, due to
its almost ‘shiny appearance’ when compared to other grades
of plain carbon steels. In brief, this 0.83% carbon content steel
is so-called a eutectic* steel as it relates to the eutectic com-
position derived from the iron-carbon thermal equilibrium
diagram. Producing an 100% pearlitic structure (i.e. hence its
‘metallographic-brilliance’ , or its ‘irridescence’) when viewed
under a microscope, exhibiting ne alternate layers of: Fe
3
C
and Fe. To harden eutectic steel, its temperature is raised
slightly above the ‘arrest point’ (i.e. arrest point here, equals
723°C, so hardening could be undertaken at ≈765°C) into
‘γ-solid solution’ (i.e. austenitic region), then rapidly quenched
and agitated in water to prevent carbon atomic diusion (i.e
undertaken at greater than the ‘critical cooling velocity’), with
the carbon atoms now being eectively ‘xed’ – though not
intrinsically part – of the atomic lattice structure. is carbon
entrapment, creates intense local strains that block dislocation
movement. Hence, the resulting structure is both hard and ex-
tremely strong, but also very brittle. Microscopically, the hard-
ened structure appears as an array of random needles, being
completely dierent from the original pearlitic structure. is
needle-like structure formed by trapped carbon atoms in an
iron crystal lattice is termed, ‘martensite’. us, the degree of
hardness – aer quenching, being proportional to its lattice
strain. Aer hardening, the mandrel needed to be tempered.
Tempering is a controlled heat-treatment process to allow
some of the trapped carbon to escape from the interstitial
spaces between the iron atoms distorted lattice structure,
where they eventually form particles of cementite.
488 Chapter 9

cally-ground on the three register diameters, with the
top and bottom faces being surface ground. Previous to
this heat-treatment and the grinding processes, dow-
elling datums (i.e. φ6 m
m) were drilled and reamed,
then 3 equi-spaced tapped clamping holes were pro-
duced for each disk, along with a ground tenon groove
in the base – all these features being orientated to the
geometry of the machines axes (Fig. 241).
Several unique features are introduced within the
machinable portions of the disks, such as:
•
ese aerospace-grade aluminium disks were
milled to φ3
00 mm diameter, which directly cor-
responded to the radial path of the Ballbar (i.e see
Fig. 242a) – used previously for diagnostic machine
tool assessment, ensuring that some degree of cor-
relation occurred between them,
•
e three Z-plane disk heights of: 70, 170 and
270 mm (i.e. modied from the original design Fig.
241), coincided with both the X-Y plane table po-
sition and vertical heights utilised for the Ballbar
plots, creating a reasonably large cylindrical volu-
metric envelope (Fig. 242b). Moreover, the stereo-
metric artefact was both designed and orientated to
coincide with the start and nish positions of the
Ballbar’s polar traces,
•
e 4 circular interpolated holes (φ10 mm) on each
disk (i.e see Fig. 241), were geometrically posi-
tioned to form a three-dimensional Isosceles tri-
angle at the three Z-axis heights for each quadrant
of these disks – with the 1
st
an 3
rd
holes relating to
the axes transition points in the X-Y planes. us,
each of the interpolated milled holes in the face of
separate disk’s, produced the geometric stereom-
etry of a conic frustum, having an included angle of
22.5° – when the angular orientation of the middle
disk is ‘soware-realigned’ to produce a straight-
line relationship (i.e see Fig. 242b),
NB e temperature at which tempering is undertaken is
critical, thus between 200–300°C, atomic diusion rates are
slow with only a small amount of carbon being released,
thereby the component retains most of the hardness. So if
higher ‘soaking-temperatures’ are employed (i.e between
300–500°C), then this creates greater carbon diusion form-
ing cementite, with a corresponding drop in the component’s
bulk hardness.
* A eutectic structure is a two-phase microstructure resulting
from the solidication of a liquid having the eutectic compo-
sition: the phases exist as ne lamellae that alternate with one
another. (Sources: elning, 1981, Alexander et al., 1985; Cal-
lister, Jr. et al., 2003)
•
Overall weight of the mandrel and three disk as-
sembly was 38 kg, consequently, this could be
considered as a realistic ‘loaded condition’ for the
machine tool to operate under, from a practical
sense.
In order to minimise the milling forces on the ma-
chinable disks, HSM was employed using a spindle-
mounted ‘Speed-increaser’
35
(Fig. 243a) equipped with
a φ6 m
m slot drill. e HSM speed-increaser was oper-
ated under the following conditions: 18,000 rev min
–1
;
at a circular interpolation feed of 750 mm min
–1
; with
the disks having 1 mm of excess stock for each ma-
chinable disk – to be milled by circular interpolation.
In Fig. 243a, the last machinable disk has been located
and clamped and the whole mandrel-and-disk assem-
bly was nearing completion, having previously had its
φ1
0 mm quadrant-positioned holes for each disk ma-
chined by small circular interpolated motions by the
slot drill (i.e. see the sectional details of the φ1
0 mm
hole geometry in each disk’s quadrant co-ordinates, as
illustrated in Fig. 241).
Stereometric Artefact – HSM Results
Aer HSM by milled interpolation on the vertical
machining centre, the complete artefact with its ma-
chinable disks in-situ, was carefully removed from
the machine tool, then automatically-inspected for
its quadrant hole positions and disk diameters, on an
Eastman bridge-type Co-ordinate Measuring Machine
(CMM). is CMM having previously been thermally
error-mapped, then checked with a ‘Machine Check-
i
ng Gauge’
36
(MCG) – prior to artefact inspection.
e CMM utilised a specially-made and calibrated
35 ‘Speed-increasers’ , are a means of multiplying the rotational
speed of the machine’s spindle, by utilising a xed relationship
geared head. Here, this actual speed-increaser had a 3:1 gear-
ing ratio, equating to a top speed of 18,000 rev min
–1
, when it
is operating at the top speed for this particular machine tool
(i.e. 6,000 rev min
–1
).
NB Normally, these HSM milling/drilling geared heads are
limited to a certain proportion of running time per hour at
its top speed, as they could over-heat and thereby damage the
bearing/gearing mechanism.
36 ‘Machine Checking Gauge’ (MCG), is utilised to check a
CMM’s repeatability and accuracy and to detect for any po-
tential ‘lobing-type errors’ from the ‘triggering-positioning’
mechanism of the touch-trigger probe, these being invariably
used on such machines.
Machining and Monitoring Strategies 489
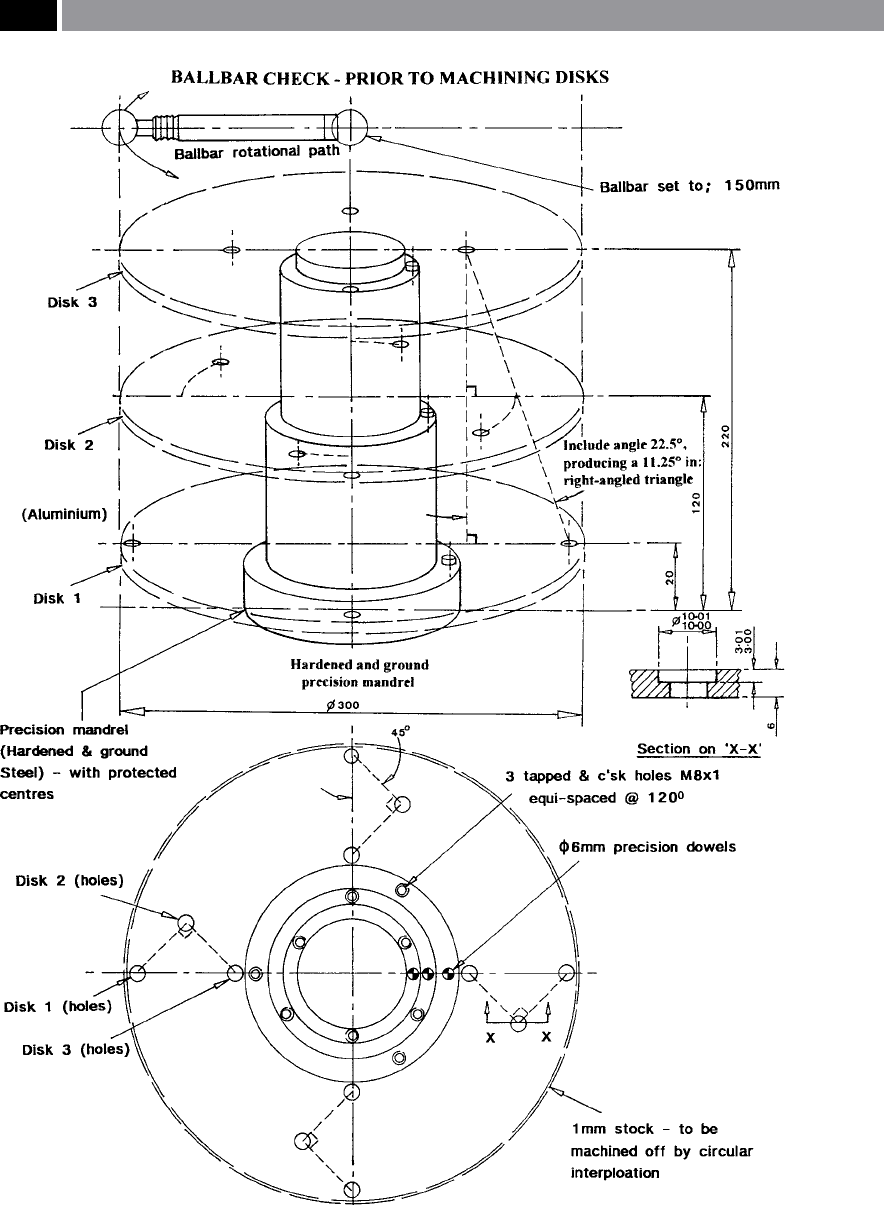
Figure 241. Artefact stereometry was designed for the volumetric and positional uncertainites on machining
centres, by: HSM interpolation of machinable disks. [Source: Smith, Sims, Hope & Gull, 2001]
.
490 Chapter 9
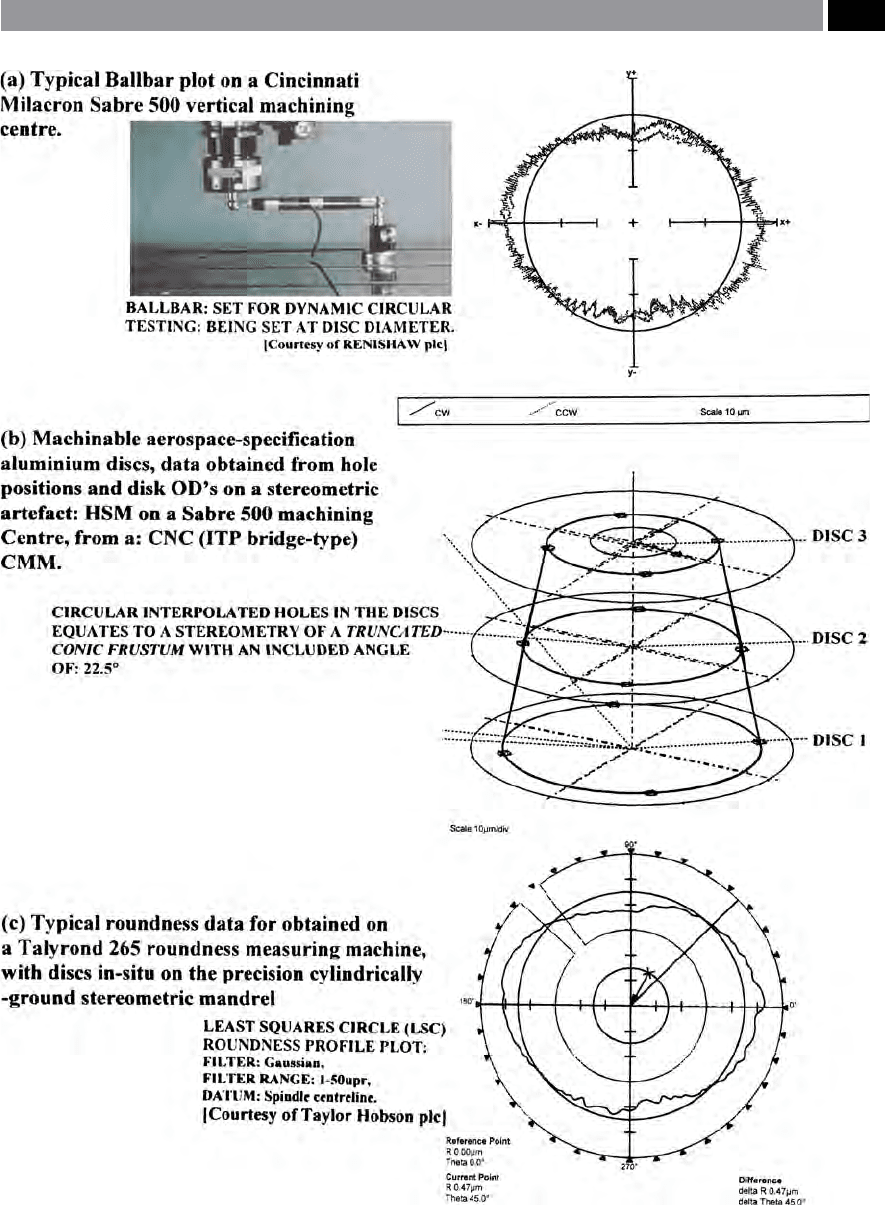
Figure 242. HSM (milling) of three machinable disks in-situ on a stereometric artefact, on a vertical machining centre. [Source:
Smith, Sims, Hope & Gull, 2001]
.
Machining and Monitoring Strategies 491
cranked-probe – with its calibration obtained from
the ‘reference measurement sphere’ being located on
the CMM’s table, utilised to inspect the φ1
0 mm hole
geometry and there respective co-ordinate positions.
is probe arrangement was swapped for a conven-
tional ‘touch-trigger probe assembly’ to measure the
machinable disk diameters – while holding the same
cartesian co-ordinate relationships as when it was
o
riginally UHM. Later – without ‘breaking-down’ ,
while still maintaining the same angular orientation,
this stereometric artefact assembly was inspected on a
roundness testing machine (Taylor Hobson: ‘Talyrond
265’) for individual disk parameters of roundness and
cylindricity
37
assessment – for the ‘three-disk relation-
ship’. e results of all of these ‘averaged’ roundness
measurements and Ballbar polar plots are graphically
depicted as histograms in Fig. 243c.
When a comparison is made of these results from
three individual and completely diering inspec-
tion procedures, namely: Ballbar; CMM; and Taly-
rond, they show some degree of measurement con-
sistency individually, but less so when each disk data
is grouped. For example, in the case of the Ballbar, it
i
ndicated a 1 µm variation (i.e. range) from the top-to-
bottom disks, while having a mean value of 17.5 µm.
e Talyrond polar plots (i.e. ‘Least Squares Reference
C
ircle’
38
: departures from roundness) also produced
consistent roundness results, ranging from <4 µm,
having a mean value of ≈14 µm. Conversely, the larg-
est variability occurred with the CMM, producing a
37 ‘Cylindricity’ , can be dened as: ‘e minimum radial separation
of 2 cylinders, coaxial with the tted reference axis, which totally
enclose the measured data’. (Source: Taylor Hobson, 2003)
NB A ‘working denition for cylindricity’ , might be: ‘If a
perfectly at plate is inclined at a shallow angle and a parallel
cylindrical component is rolled down this plate. If it is a truly
round cylinder then as the component rolls, there should be
no discernible radial/longitudinal motion apparent’. (Sources:
Dagnall, 1996; Smith, 2002)
38 ‘Least Squares Reference Circle’ (LSC1), can be dened as: ‘A
line, or gure tted to any data such that the sum of the squares
of the departure of the data from that line, or gure is a mini-
mum’. is is also the line that divides the prole into equal
minimum areas
NB
is LSC1 is the most commonly used ‘Reference Circle’.
e ‘out-of-roundness’ , or ‘departures-from-roundness’ as it
is now known, is then expressed in terms of the maximum
departure of the prole from the LSC1 (i.e. the highest peak
to lowest valley – on the ‘polar plot’). (Source: Taylor Hobson,
2003)
range of 15 µm, with a mean value of ≈23 µm. Prior to
discussing why the CMM results signicantly varied
from those obtained by both the Ballbar and Talyrond,
it is worth visually looking at a comparison between
the general proled shapes of typical ‘polar plots’ pro-
duced by both these techniques. In Fig. 242a, a rep-
resentative ‘polar plot’ from a Ballbar is shown and,
likewise in Fig. 242c, one from a Talyrond is depicted.
eir respective proled shape geometry in terms of
harmonics, is remarkably alike, illustrating the same
generally similar lobed-shape combined with its iden-
tical angular orientation.
Returning to the CMM results, only a few data
points are utilised to obtain a measured diameter,
while with the Ballbar and Talyrond alike, they liter-
ally take thousands of data points to obtain the polar
plotted proles. If, when the CMM touches each of
the machinable disk’s prole with the ‘touch-trigger
p
robe’ , this co-ordinate’s data could have been ob-
tained at the extremes of the elliptical shape, namely,
at its major and minor diameters, this may account for
such a variation in both the range and discrepancies,
when compared to the data obtained by the Ballbar
and Talyrond.
e four φ1
0 mm holes in each disk that were pro-
duced by HSM utilising circular interpolation at their
respective quadrant positions (Figs. 241 and 242b), are
given in the form of tabulated data in Table 16 – in
terms of their positional accuracy and radial change,
from their theoretical centres. From this φ1
0 mm hole
data, then the radial change for each disk, from the
t
op, middle and bottom disks, was: 46 µm: 45 µm: and
42 µm: respectively, giving a positional uncertainty
across these disks of 4 µm.
Conversely, if the dierence is considered for the
three stacked disks with respect to their angular rela-
tionships to each other, at: 0°; 90°; 180°; 270°; then their
a
ngular positional changes are: 46 µm; 26 µm; 32 µm;
and 49 µm; giving a positional uncertainty of 23 µm.
is positional uncertainty is still relatively small con-
sidering that in this case, each hole’s position is on a
dierent Z-axis plane – spanning 200mm in height.
Although if one considers the ‘Grand mean’ for both
cases then they have a positional uncertainty of just
1 µ
m, which for a machine tool that at this time was
around three years old is quite exceptional – having by
now, undertaken considerable industrial machinabil-
ity trials for the automotive and aerospace industries,
but admittedly, this vertical machining centre had pre-
viously been both Laser- and Ballbar-diagnostically
corrected – showing the ‘true’ relevance of calibration
to resolve and reduce any ‘errors’!
492 Chapter 9