Румянцев С.И. и др. Ремонт автомобилей
Подождите немного. Документ загружается.

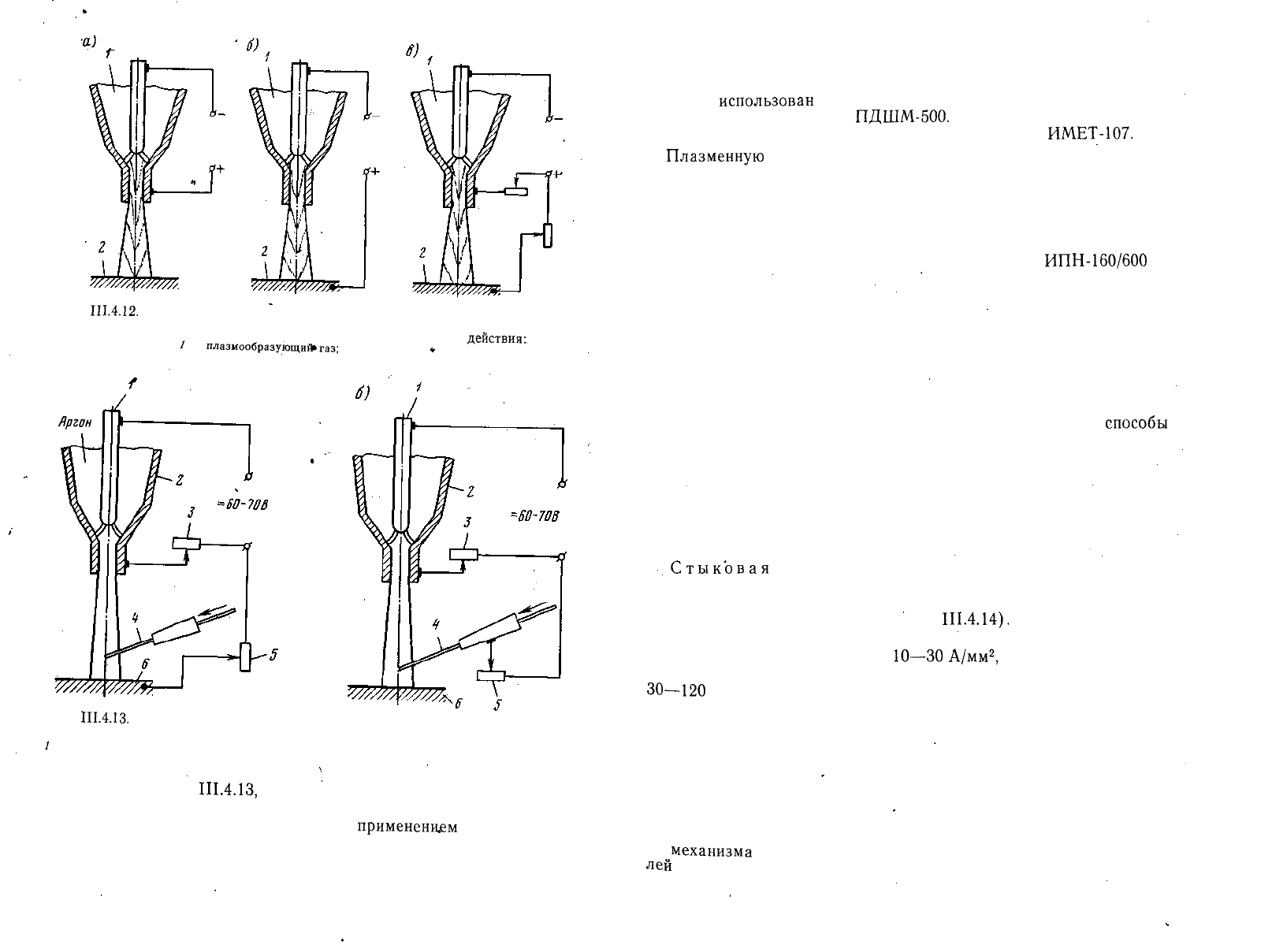
косвенного (о), прямого (б) и комбинированного (в)
действия:
/
—
плазмообразующий»газ;
2 — деталь
»
Рис.
III.4.12.
Схемы включения плазмотрона при получении плазменной струи
а)
Дрган
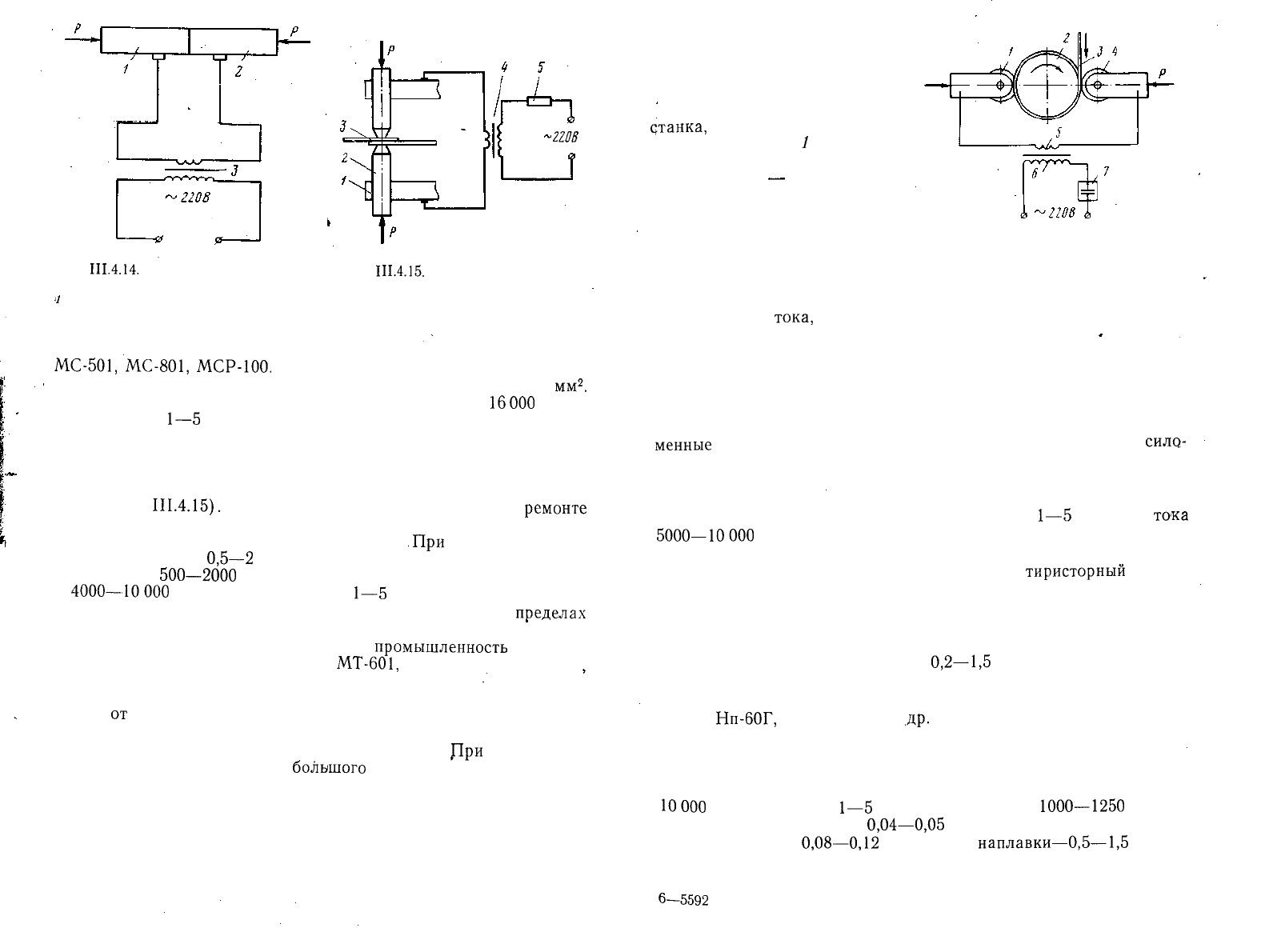
Рис.
III.4.13.
Принципиальные схемы наплавки плазменной струей комбиниро-
ванного (а) и косвенного (б) действия:
/
— катод; 2 — сопло (анод); 3 — реостат; 4 — электродная проволока; 5 — реостат;
6 — деталь
\
вом случае (рис.
III.4.13,
а) присадочная проволока вводится
в плазменную струю так же, как при газовой сварке. Наиболее
перспективной является наплавка с
применением
плазменной
струи косвенного действия токоведущей проволокой
(рис. III. 4.13, б). При этом методе наплавки нагрев детали до
требуемой температуры производится плазменной струей, а рас-
158
плавление присадочной проволоки — за счет дополнительной ду-
ги, горящей между катодом плазмотрона и проволокой.
Для подачи электродной проволоки в плазменную струю мо-
жет быть
использован
механизм подачи проволоки от сварочного
полуавтомата ПШ-54 или
ПДШМ-500.
Для получения плазмен-
ной струи можно применить плазменную горелку
ИМЕТ-107.
Плазменную
наплавку производят обычно на переоборудован-
ном токарном станке. Деталь при этом устанавливается в патро-
не или в центрах станка, а плазменная горелка и механизм по-
дачи проволоки — на его суппорте.
Для управления работой плазменной горелки используют
универсальную плазменную установку УПУ-3, в состав которой
входят пульт управления, источник питания
ИПН-160/600
и
плазменная горелка.
Высокая концентрация тепловой энергии в плазменной струе,
стабильность дугового разряда, возможность раздельного регули-
рования степени нагрева основного и присадочного материалов
обусловливают преимущества применения плазмы при наплавке
деталей.
Плазменная наплавка обеспечивает высокое качество наплав-
ленного металла и по своим технико-экономическим показателям
не уступает, а в ряде случаев даже превосходит другие
способы
механизированной наплавки.
8. Электроконтактная сварка и наплавка
Электроконтактная сварка. Существуют три разновидности
электрической контактной сварки: стыковая, точечная и шов-
ная (роликовая).
Стыковая
сварка деталей производится путем местного
нагрева соединяемых кромок за счет тока, проходящего через
место контакта и одновременного пластического деформирования
разогретых кромок деталей (рис.
III.4.14).
В зависимости от материала свариваемых деталей плотность
тока при сварке должна быть
10—30
А/мм
2
,
а удельное давление
между поверхностями соединяемых деталей — в пределах
30—120 МПа.
В авторемонтном производстве этот метод применяют при
восстановлении карданных валов, полуосей и других деталей спо-
собом замены части детали.
Достоинством этого способа сварки является то, что он позво-
ляет соединять детали, изготовленные из различных металлов и
сплавов.
Для осуществления стыковой сварки применяют специальные
машины, которые состоят из зажимного устройства, осаживающе-
го
^механизма
и силового трансформатора. При ремонте автомоби-
лей
нашли применение следующие машины для стыковой сварки:
159
2108
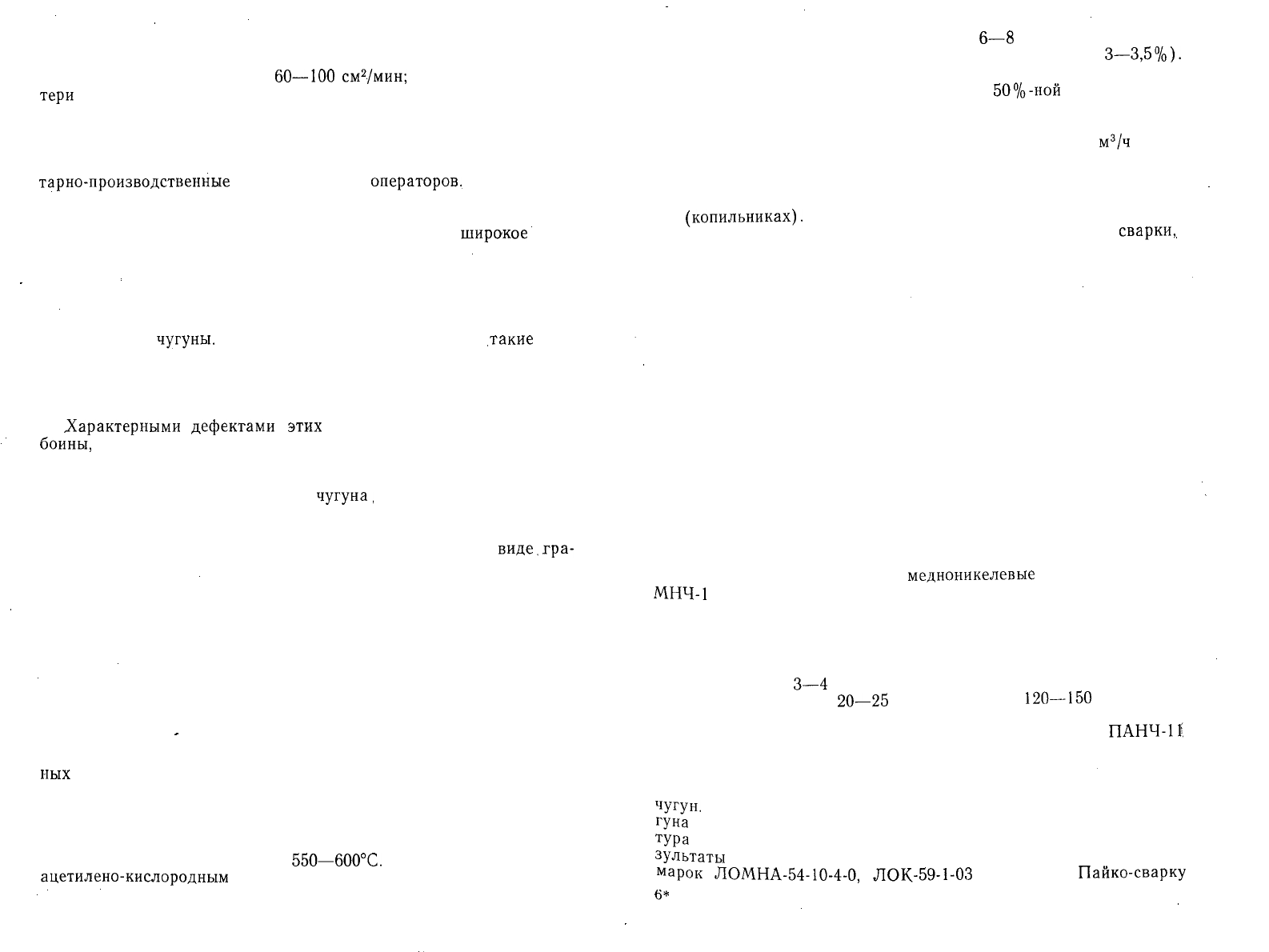
Рис.
III.4.14.
Принципиальная схема
стыковой сварки:
^
и 2 — свариваемые детали; 3 — пони-
жающий трансформатор; Р — усилие
сжатия свариваемых деталей
Рис.
III.4.15.
Схемы точечной сварки:
. / — электрододержатель; 2 — электроды;
3 — свариваемые детали; 4 — трансфор-
матор понижающий; 5 — прерыватель
тока
МС-501,
МС-801,
МСР-100.
Эти машины обеспечивают сварку де-
талей с площадью поперечного сечения шва от 60 до 1000
мм
2
.
Максимальный ток при сварке составляет от 3200 до
16
000
А при
напряжении
1—5
В. Машины имеют высокую производитель-
ность — от 30 до 100 сварок в час.
. При точечной сварке соединяемые детали зажимают
между двумя электродами, изготовленными из меди или специ-
альной бронзы, и через место контакта пропускают ток большой
силы (рис.
III.4.15).
Точечную сварку применяют при
ремонте
кузовов и кабин, т. е. для соединения деталей, изготовленных
из листовой стали небольшой толщины.
.При
сварке стальных
листов толщиной
0,5—2
мм их зажимают между электродами
с усилием в
500—2000
Н и через место контакта пропускают ток
в
4000—10000
А при напряжении
1—5
В. Продолжительность
сварки зависит от толщины листов и изменяется в
пределах
0,2-1,5
с.
Для осуществления точечной сварки
промышленность
выпуска-
ет специальные машины типа
МТ-601,
МТПР-25, МТПР-50
МТПР-75.
Роликовая сварка имеет много общего с точечной и отли-
чается
от
нее тем, что электроды имеют форму дисков. При этом
способе сварки точки образуются с частичным перекрытием, бла-
годаря чему образуется сплошной плотный шов.
Дри
ремонте ав-
томобилей роликовая сварка
большого
применения не нашла. Ее
можно применять при ремонте кабин, кузовов, баков в тех случаях,
когда требуется получить герметичный шов.
Электроконтактная наплавка. При этом способе наплавки ме-
таллопокрытие на поверхности восстанавливаемой детали образу-
ется путем навивки проволоки и контактной приварки ее за счет
импульсов тока большой силы. В процессе наплавки происходит
деформация проволоки до требуемой толщины слоя покрытия.
160
Рис. III.4.16. Принципиальная схема
электроконтактной наплавки
Принципиальная схема элект-
роконтактной наплавки показана
на рис. III. 4.16. При наплавке р
деталь 2 устанавливают в патро-
не или • в центрах токарного
цтанка,
а наплавочное устройст-
во с контактным
/
и наплавоч-
ным 4 роликами и нагрузочным
механизмом
•—
на суппорте
станка. Наплавочный ролик при-
жимает проволоку 3 к детали и
деформирует ее. Подвод тока к
контактному и наплавочному ро-
ликам производится от вторич-
ной обмотки 5 трансформа-
тора. В цепь первичной обмотки 6 трансформатора включен
прерыватель 7
тока,
обеспечивающий требуемую длительность им-
пульсов тока и пауз между ними.
Наплавочный и контактный ролики конструктивно ничем не от-
личаются от сварочных роликов контактных сварочных машин.
Они изготавливаются из хромистой бронзы или из сплава МЦ-55.
Механизмами нагружения могут служить гидравлические цилинд-
ры с максимальным усилием 1500 Н, пневматические диафраг-,
менные
камеры, а также механизмы, состоящие из пружин и
сило-
вого винта для изменения величины нажимного усилия.
В качестве источника тока может быть использован тран-
сформатор от контактной сварочной машины, обеспечивающий
во вторичной обмотке напряжения в пределах
1—5
В и силу
то-ка
5000—10000 А.
В установке может быть использован стандартный игнитрон-
ный шовный прерыватель типа ПИШ-50 или
тиристорный
преры-
ватель.
Электроконтактной наплавкой восстанавливают детали диамет-
ром от 20 до 150 мм. Толщина слоя наплавленного металла зави-
сит от диаметра электродной проволоки и режима наплавки и
может быть получена в пределах
0,2—1,5
мм.
В зависимости от требуемых свойств наплавленного металла
рекомендуется применять при наплавке проволоку Нп-50, Нп-60,
Нп-80,
Нп-бОГ,
Нп-ЗОХГСА и
.др.
Во избежание перегрева детали
при наплавке применяют охлаждение струей воды. Подача ох-
лаждающей жидкости производится на некотором удалении от
зоны наплавки.
Рекомендуется следующий режим наплавки: сила тока 6000—
10000
А, напряжение
1—5
В, давление ролика
1000—1250
Н, дли-
тельность импульса тока
0,04—0,05
с, длительность паузы между
импульсами тока
0,08—0,12
с, скорость
наплавки—0,5—1,5
м/мин.
Большие значения параметров режима следует применять при на-
плавке деталей диаметром свыше 50 мм.
6—5592 161
Отличительными особенностями электроконтактной наплавки
являются: высокая производительность процесса, которая при тол-
щине слоя в 1 мм достигает
60—100
см
2
/мин;
незначительные по-
тери
присадочного металла; небольшая зона термического влия-
ния (менее 0,5 мм), возможность получения наплавленного метал-
ла с любыми свойствами; незначительное снижение усталостной
прочности детали вследствие пластического деформирования на-
плавляемого металла в горячем состоянии; благоприятные сани-
тарно-производственные
условия работы
операторов.
. После промышленного освоения выпуска установок для элек-
троконтактной наплавки этот способ нанесения металлопокрытий
на изношенные поверхности деталей найдет самое
широкое
при-
менение в авторемонтном производстве.
9. Особенности сварки чугунных деталей
При изготовлении многих деталей автомобилей применяют се-
рый и ковкий
чугуны.
Из серого чугуна изготавливают
.такие
кор-
пусные детали, как блок цилиндров, картер сцепления, картер ко-
робки передач и др. Ковкий чугун применяют при изготовлении
ступиц задних колес, картеров редукторов задних мостов и других
деталей.
.Характерными
дефектами
этих
деталей являются трещины, про-
боины,
отколы фланцев, повреждения резьбы в отверстиях и т. п.
Наиболее распространенным способом устранения этих дефектов
является сварка.
Основной трудностью сварки
чугуна,
является возможность
отбеливания шва, которое происходит в результате быстрого ох-
лаждения наплавленного металла и выгорания кремния. При бы-
стром охлаждении углерод не успевает выделиться в
виде.гра-
фита и остается в химически связанном состоянии в виде це-
ментита. Сварочный шов получается очень твердым, хрупким и
не поддается обработке.
При сварке в результате местного нагрева деталей и большой
усадки чугуна при охлаждении из расплавленного состояния в де-
талях возникают значительные внутренние напряжения. Образую-
щиеся при сварке чугуна тугоплавкие окислы с температурой плав-
ления около 1400°С создают на поверхности сварочной ванночки
твердую пленку, которая препятствует свободному выходу газов
из расплавленного металла и, таким образом, способствует возник-
новению пор и раковин. '
При восстановлении чугунных деталей применяют два основ-
ных
способа сварки: «горячую» (с подогревом детали) и «хо-
лодную» (без подогрева).
При горячем способе сварки сначала производят механиче-
скую подготовку детали к сварке (засверливание концов тре-
щин, разделку кромок и т. п.), а затем в специальных печах ее
подогревают до температуры
550—600°С.
Сварку производят
ацетилено-кислородным
пламенем. В качестве присадочного ма-
162
териала используют стержни диаметром
6—8
мм, отлитые из се-
рого чугуна с повышенным содержанием кремния (до
3—3,5%).
Для защиты наплавленного металла от окисления и удаления
окислов используют флюс, состоящий из
50%-ной
смеси буры и
двууглекислого натрия.
Режим сварки рекомендуется следующий: мощность свароч-
ной горелки выбирают из расчета расхода 0,10—0,12
м
3
/ч
аце-
тилена на 1 мм толщины свариваемого металла; сварочное пла-
мя должно быть нейтральным или с небольшим избытком аце-
тилена. После сварки детали медленно охлаждают в термоста-
тах
(копильниках).
Горячий способ обеспечивает высокое качество
сварки,
однако в технологическом отношении он очень сложен и поэтому
применяется сравнительно редко, главным образом при восста-
новлении сложных корпусных деталей.
Холодный способ сварки чугуна в технологическом отноше-
нии проще и поэтому в авторемонтном производстве нашел ши-
рокое применение. "Наиболее часто при этом применяют ручную
и полуавтоматическую электродуговую сварку стальными элек-
тродами и электродами из цветных металлов и сплавов.
Сварка чугуна стальными электродами является наиболее
простым и экономичным способом сварки, однако при этом воз-
можно науглероживание и закалка шва, что ухудшает его обра-
батываемость. При этом способе сварки рекомендуется применять
электроды марки ЦЧ-4, изготовленные из сварочной проволоки
св. 08 с толстым покрытием, содержащим титан.
Сварка чугуна электродами из цветных металлов менее эко-
номична, но дает хорошие показатели с точки зрения прочности,
пластичности и плотности шва. Наиболее широкое применение
получили медные электроды марки ОЗЧ-1 с покрытием, содер-
жащим железный порошок и
медноникелевые
электроды марки
МНЧ-1
с покрытием типа УОНИ-55. Наилучшие результаты
дает сварка электродами МНЧ-1. Сварочный шов при этом со-
стоит из железоникелевого сплава и обладает высокой прочно-
стью и пластичностью.
Холодную сварку чугуна рекомендуется производить электро-
дами диаметром
3—4
мм на постоянном токе обратной полярно-
сти при напряжении
20—25
В и силе тока
120—150
А.
Полуавтоматическую сварку серого и ковкого чугуна можно
производить самозащитной электродной проволокой
ПАНЧ-Hi
на основе никеля. При сварке чугунных деталей этой проволо-
кой применяют сварочный полуавтомат А-547-У.
Наибольшей склонностью к отбеливанию обладает ковкий
ч
У
г
ун.
Для предохранения от отбеливания сварку ковкого чу-
г
уна
следует вести при более низкой температуре, чем темпера-
тура
распада углерода отжига (950°С). Наиболее хорошие ре-
зультаты
дает применение пайко-сварки латунными электродами
марок
ЛОМНА-54-10-4-0,
ЛОК-59-1-03
и Л-62.
Пайко-сварку
6
*
163
чугунных деталей производят
ацетилено
:
кислородным
пламенем
с использованием флюса марки ФПСН-2, содержащего 50%
борной кислоты, 25% углекислого лития и 25% углекислого
натрия.
При
пайко-сварке
кромки деталей нагревают до
700—750°С.
10. Особенности сварки деталей из алюминиевых сплавов
Многие детали автомобилей в настоящее время изготавлива-
ют из алюминиевых сплавов типа АЛ4 и АЛ9. Это головки ци-
линдров, картеры сцепления, корпуса водяных насосов и
другие
детали.
Характерными
дефектами этих деталей являются тре-
щины, отколы и другие механические повреждения, которые
устраняют сваркой.
Основной особенностью сварки алюминиевых сплавов явля-
ется интенсивное их окисление с образованием тугоплавких
окислов с температурой плавления
2050°С,
которая более чем в
3 раза превышает температуру плавления
алюминия.
Окислы
алюминия имеют большой удельный вес и поэтому остаются в
наплавленном металле в виде включений и снижают его проч-
ность. Из-за большого сродства алюминия с кислородом восста-
новить окислы невозможно, поэтому для удаления их приме-
няют флюсы — физические растворители типа АФ-4А, в состав
которых входят: хлористый натрий — 28%, хлористый
калий—
50%, хлористый
литий—14%
и фтористый натрий
—8%.
Флю-
сы образуют с окислами легкоплавкие с небольшим удельным
весом растворы, которые всплывают на поверхность сварочной
ванны в виде шлака.
Алюминиевые сплавы в расплавленном состоянии активно
растворяют водород, который при быстром охлаждении металла
не успевает покинуть сварочную ванну и образует в наплавлен-
ном металле поры и раковины. Основным источником
появле-
ния водорода в наплавленном металле является влага, поэтому
перед сваркой детали рекомендуется прогреть, а гигроскопичный
флюс просушить.
При сварке деталей из алюминиевых сплавов в них возни-
кают значительные внутренние напряжения, которые вызывают
деформации. Причинами внутренних напряжений являются боль-
шая литейная усадка при охлаждении сплава из расплавленного
состояния и высокий коэффициент его линейного расширения.
Для снижения внутренних напряжений рекомендуется подогреть
детали перед сваркой до температуры
250—300°С
и медленно
охладить после сварки.
Наиболее широкое применение при восстановлении деталей
из алюминиевых сплавов нашли
ацетилено-кислородная
газовая
сварка и аргоно-дуговая сварка. Применяется также электроду-
говая сварка.
Перед сваркой деталей производят разделку кромок и очи-
стку свариваемых поверхностей от загрязнений и окислов. Ре-
164
комендуется
также обезжирить свариваемые поверхности раство-
рителями. "
В качестве присадочного материала при сварке применяют
прутки диаметром
6—8
мм, отлитые из сплава алюминия с со-
держанием
5—6%
кремния.
А цети л ено-ки с л о р о д н а я"
ев
а р к а алюминиевых спла-
вов производится строго нейтральным пламенем, горелкой, обес-
печивающей расход ацетилена
0,075—0,10
м
3
/ч
на 1 мм толщи-
ны свариваемого металла. После сварки деталь медленно ох-
лаждают, сварочный шов освобождают от шлака и промывают
горячей водой от остатков неиспользованного флюса.
Хорошие результаты дает также сварка деталей из алюми-
ниевых сплавов неплавящимся вольфрамовым электродом в
среде инертного газа аргона (аргоно-дуговая сварка). Приса-
дочный материал при этом вводят в электрическую дугу, горя-
щую между деталью и вольфрамовым электродом, как при га-
зовой сварке. Сварка производится без флюса, так как аргон
надежно защищает расплавленный металл от окисления и спо-
собствует получению сварочного шва с высокой прочностью без
пор и окислов. Для аргоно-дуговой сварки промышленность вы-
пускает специальные установки типа УДАР-300, УДАР-500,
УДГ-301
и
УДГ-501.
Электродуговую сварку алюминиевых сплавов реко-
мендуется проводить постоянным током при обратной полярности
электродом ОЗА-2. Этот электрод изготавливают из сварочной
проволоки
св.
АКЗ
или св.
АКЮ
по ГОСТ
7871—75.
На элект-
родную проволоку наносят
покрытие,
состоящее из 65% флюса
АФ-4А, 25% криолита, 9% хлористого калия и 1% губчатого
титана.'Этот
состав замешивают на растворе карбоксиметилцел-
люлозы
в количестве
12—14%
от массы сухих компонентов. Это
покрытие очень гигроскопично, поэтому электроды перед упот-
реблением необходимо тщательно просушить при температуре
200—230°С
в течение 1 — 1,5 ч.
Режим сварки определяется диаметром электрода, силой тока
и скоростью сварки. Диаметр электрода выбирают
в
зависимо-
сти от толщины свариваемой детали: при толщине
детали-
4—9
мм электрод применяют диаметром 5 мм, а при толщине
детали
10—13
мм диаметр электрода должен быть 6 мм. Сила
тока при диаметре электрода 5 мм должна быть
150—180
А, а
при электроде диаметром 6 мм —
200—250
А, при этом скорость
сварки
4—6
м/мин. Детали с толщиной стенок менее 4 мм вос-
станавливать электродуговой сваркой не рекомендуется.
11. Организация рабочего места и техника безопасности
при выполнении сварочных и наплавочных работ
Организация
рабочего
места при выполнении работ по вос-
становлению деталей сваркой и наплавкой зависит от применяе-
мого метода сварки.
165
При ручной электродуговой сварке на рабочем месте уста-
навливается следующее оборудование: стол сварщика, поворот-
•ный
стул, стеллажи для деталей, шкаф для хранения электро-
дов и инструмента, кантователь для установки деталей при
сварке и необходимые подъемные устройства.
При механизированной наплавке деталей на рабочем месте
устанавливают переоборудованный токарный станок,
негодный
для использования по прямому назначению. На суппорте стан-
ка монтируется наплавочный автомат.
В качестве источников питания используют сварочные
маши-
ны, трансформаторы и выпрямители.
Сварочные
машины реко-
мендуется устанавливать в отдельном помещении, а на рабочем
месте в этом случае должен находиться щиток для дистанцион-
ного управления.
На рабочем месте газосварщика устанавливают сварочный
стол с подставкой для газосварочной горелки. На расстоянии
3—4
м от сварочного стола монтируют рампу с кислородным и
ацетиленовым редукторами и шкаф для хранения шлангов
и^го-
релок. Ацетиленовый генератор, а также баллоны с кисло-
родом и ацетиленом хранятся в отдельных помеще-
ниях.
При выполнении сварочных и наплавочных работ необходимо
обеспечить безопасные условия труда. К выполнению сварочных
работ допускаются лица не моложе
18
лет, прошедшие медицин-
скую комиссию и специальный курс обучения в учебных комби-
натах или ПТУ. Рабочий пост сварщика должен быть оборудо-
ван местной вытяжной вентиляцией для отсоса вредных паров,
газов и аэрозолей, состоящих из окислов металлов и продуктов
сгорания обмазок и флюсов.
При выполнении электросварочных работ все оборудование,
находящееся под напряжением, должно быть надежно заземле-
но. Для защиты сварщиков от ультрафиолетовых и тепловых
излучений на рабочем месте должны быть защитные маски со
светофильтрами, рукавицы и фартуки из несгораемой ткани.
Защита окружающих от ультрафиолетовых излучений обеспечи-
вается установкой на рабочем месте сварщика специальной
кабины.
Выполнение работ по газовой сварке требует строгого соб-
людения правил обращения с кислородными баллонами и аце-
тиленовыми генераторами. Кислородные баллоны нельзя
под-
вергать
ударам.
Хранить баллоны необходимо в специальном
помещении, а кислород на рабочие места сварки подавать по
трубопроводам. Во избежание взрыва кислородные редукторы и
вентили необходимо тщательно предохранять от загрязнения
маслами и жирами.
Ацетилен с воздухом образует взрывоопасные смеси, поэтому
нужно следить, чтобы не было утечки газа и перед началом ра-
боты тщательно проветривать рабочее помещение.
166
Глава
5
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ВЫСОКОТЕМПЕРАТУРНЫМ
НАПЫЛЕНИЕМ
1. Сущность процесса и способы напыления
Напыление является одним из способов нанесения металли-
ческих покрытий на изношенные поверхности восстанавливаемых
деталей. Сущность процесса состоит в напылении предваритель-
но расплавленного металла на специально подготовленную по-
верхность детали струей сжатого газа (воздуха). Мелкие части-
цы распыленного металла достигают поверхности детали в
пластическом состоянии, имея большую скорость полета. При
ударе о поверхность детали они деформируются и, внедряясь в
ее поры и неровности, образуют покрытие. Соединение металли-
ческих частичек с поверхностью детали и между собой носит в
основном механический характер, и только в отдельных точках
имеет место сваривание присадочного металла с подложкой.
Основными достоинствами напыления, как способа нанесения
покрытий при восстановлении деталей, являются: высокая про-
изводительность процесса, небольшой нагрев деталей
(120—
180°С), высокая износостойкость покрытия, простота техноло-
гического процесса и применяемого оборудования, возможность
нанесения покрытий толщиной от 0,1 до 10 мм и более из лю-
бых металлов и сплавов. К недостаткам процесса следует отне-
сти пониженную механическую прочность покрытия и сравни-
тельно невысокую прочность сцепления его с подложкой.
В зависимости от вида тепловой энергии, используемой в
металлизационных
аппаратах для плавления металла, различа-
ют четыре основных способа
напыления:
газопламенное, элект-
родуговое, высокочастотное и плазменное.
Газопламенное
напыление
осуществляется при помощи специ-
альных аппаратов, в которых плавление напыляемого металла
производится
ацетилено-кислородным
пламенем, а его распыле-
ние струей сжатого воздуха (рис. III. 5.1). Напыляемый матери-
ал в виде проволоки подается через центральное отверстие го-
релки и, попадая в зону пламени с наиболее высокой темпера-
турой, расплавляется. Проволока подается
с
постоянной скоро-
стью роликами, приводимыми в движение встроенной в аппарат
воздушной
турбинкой
через червячный редуктор.
В качестве напыляемого материала при газопламенном на-
пылении применяют также металлические порошки (рис.
III.
5.2.),
которые поступают в горелку из бункера с помощью транспорти-
рующего
газа
(воздуха).
Наибольшее применение нашли аппараты для газопламенного
напыления проволокой типа
МГИ-1-57,
ГИМ-1
и др.
Преимуществами газопламенного напыления являются: не-
большое окисление металла, мелкий его распыл, достаточно
167
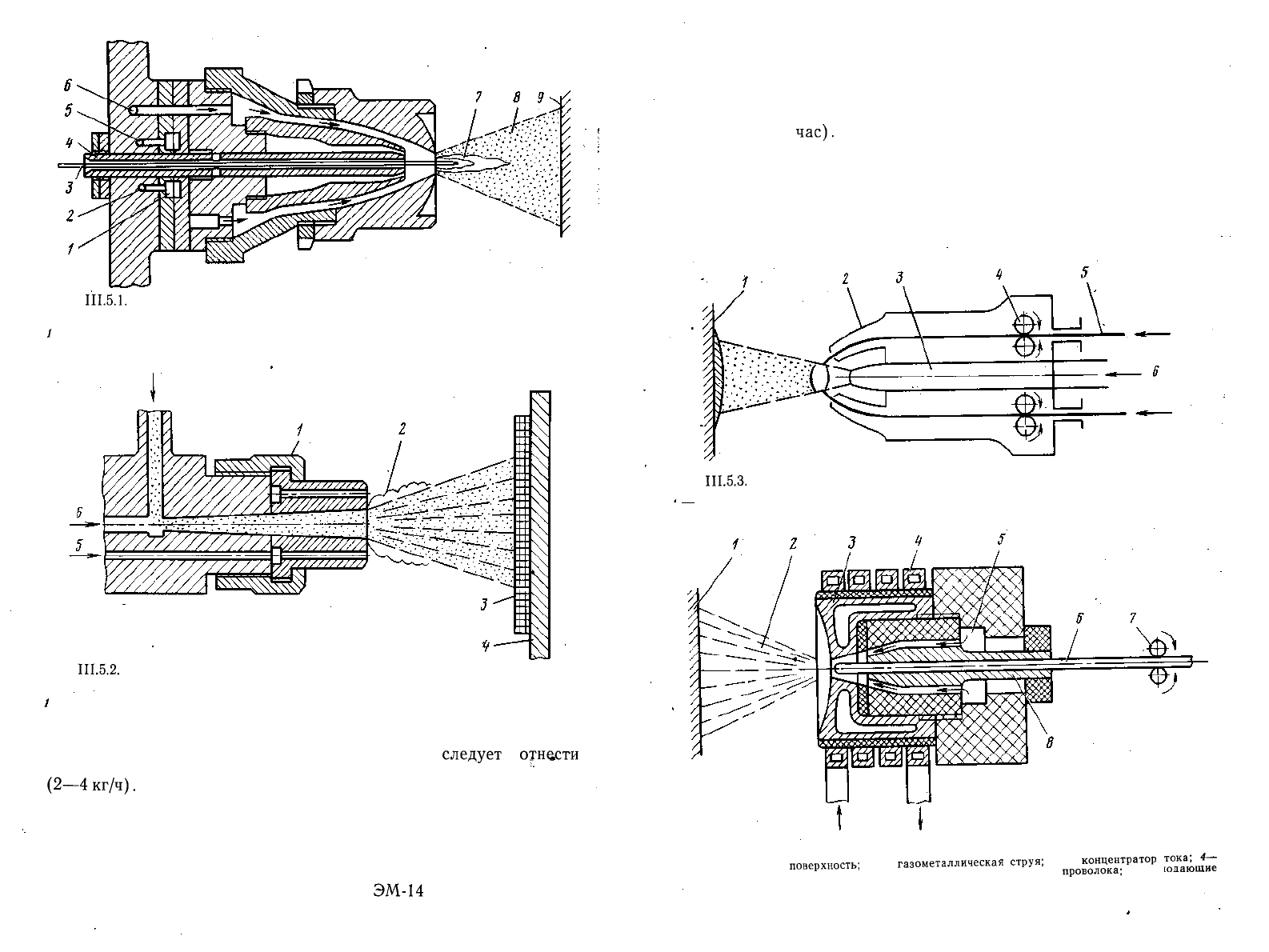
Рис.
III.5.1.
Распылительная головка газоплазменного проволочного аппарата
для напыления:
/
— смесительная камера; 2 — канал подвода кислорода; 3 — проволока; 4 — направля-
ющая втулка; 5 — канал подвода ацетилена; 6 — воздушный канал; 7 — ацетилено-
кислородное пламя; 8 — газометаллическая струя; 9 — металлизируемая поверхность
7
Рис.
III.5.2.
Распылительная головка газопламенного порошкового аппарата для
напыления:
/
— сопло; 2 — факел газового пламени; 3 — покрытие; 4 — подложка; 5 — кислород и
горючий газ; 6 — транспортирующий газ; 7 — напыляемый порошок
высокая прочность покрытия.
К
недостаткам
следует
срасти
сравнительно невысокую производительность процесса
(2—4
кг/ч).
Электродуговое напыление производится аппаратами, в кото-
рых плавление металла осуществляется электрической дугой, го-
рящей между двумя проволоками, а распыление — струей сжато-
го воздуха (рис. III. 5.3).
Для электродугового напыления отечественная промышлен-
ность выпускает аппараты ЭМ-3, ЭМ-9,
ЭМ-14
(ручные) и ЭМ-6,
168
МЭС-1, ЭМ-12 (станочные). Привод для подачи проволоки в зону
горения электрической дуги в ручных аппаратах осуществляется
от воздушной турбинки, в станочных — от электродвигателя.
Основным преимуществом электродугового напыления являет-
ся высокая производительность процесса (от 3 до 14 кг напыляе-
мого металла в
час).
Высокая температура электрической дуги
позволяет наносить покрытия из тугоплавких металлов. При ис-
пользовании в качестве электродов проволок из двух различных
металлов можно получить покрытие из их сплава. К преимущест-
вам электродугового напыления следует отнести сравнительную
простоту применяемого оборудования, а также небольшие эксплу-
атационные затраты. Недостатками электродугового напыления
Рис.
*
III.5.3.
Принципиальная схема электродугового аппарата для напыления:
напыляемая поверхность; 2 — направляющие наконечники; 3 — воздушное сопло; 4—
подающие ролики; 5 — проволока; 6 — сжатый газ
Рис. III 5.4 Распылительная головка высокочастотного аппарата для напыления:
/ -
напыляемая
поверхность;
2 -
газометаллическая
струя;
3 -
к°ВД
е
нтратор
™ка^4-
индуктор, охлаждаемый водой; 5 - воздушный канал; 6 -
проволока;
7 - подающие
ролики; 8 — направляющая втулка
169
являются повышенное окисление ме-
талла, значительное выгорание леги-
рующих элементов и пониженная
плотность покрытия.
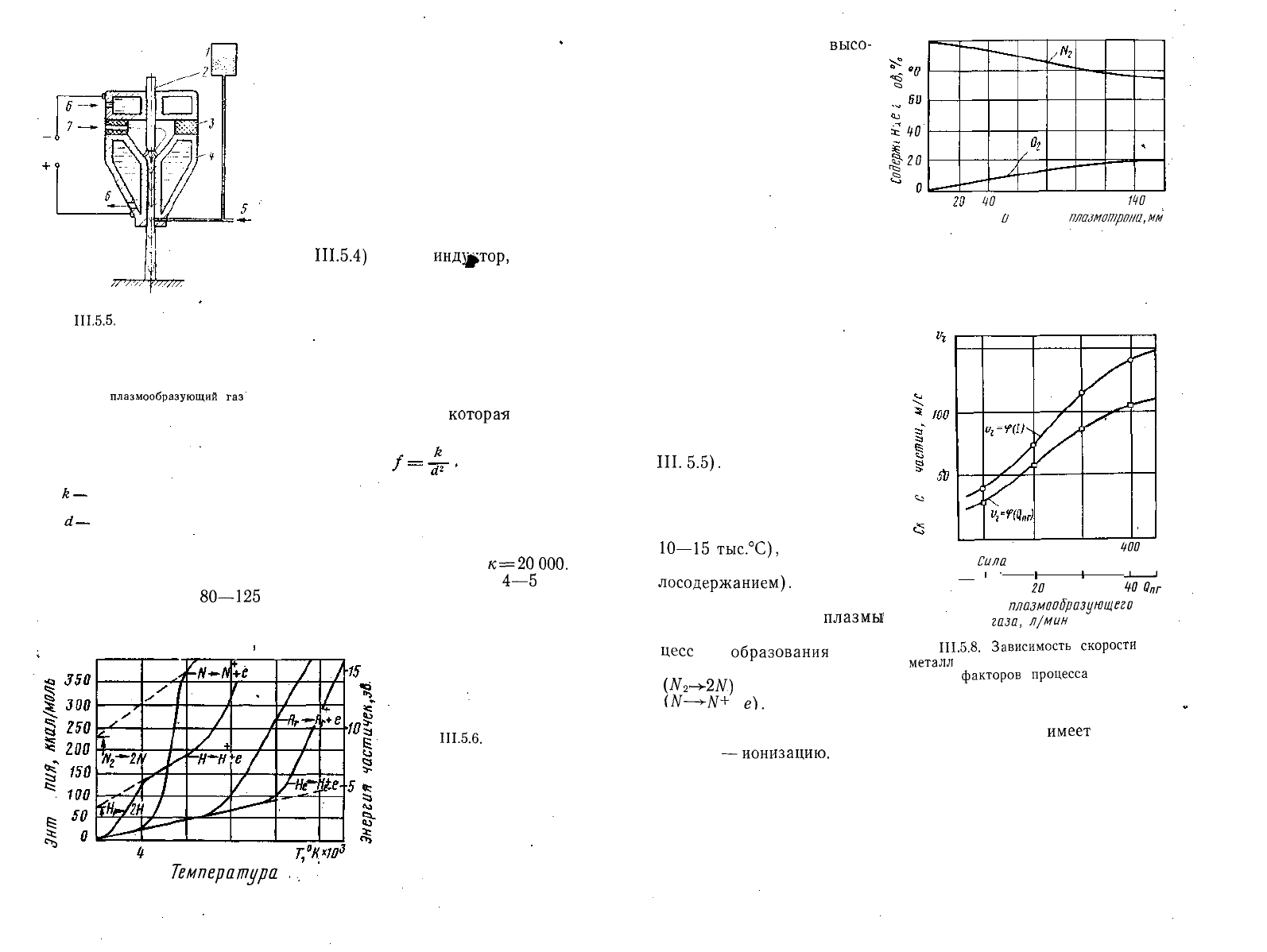
Высокочастотное напыление осно-
вано на использовании принципа ин-
дукционного нагрева при плавлении
исходного материала покрытия (про-
волоки) . Распыление расплавленного
металла производится струей сжато-
го воздуха. Головка высокочастот-
ного аппарата для • напыления
(рис.
III.5.4)
имеет
инджтор,
пита-
емый от генератора тока высокой
частоты, и концентратор тока, кото-
рый обеспечивает плавление прово-
локи на небольшом участке дли-
ны проволоки.
Нагрев проволоки до температуры
плавления в короткое время Может
быть обеспечен только при опреде-
ленной частоте тока,
которая
опре-
деляется по формуле.
k
где
k
—
коэффициент, зависящий от материала проволоки и температуры ее плавле-
ния;
d
—
диаметр проволоки, см.
При высокочастотном напылении автомобильных деталей при-
меняют стальную проволоку, для которой коэффициент
к=20000.
Следовательно, при применении проволоки диаметром
4—5
мм
частота тока будет
80—125
кГц. Учитывая большую частоту то-
ка при высокочастотном напылении, применяют ламповые генера-
торы токов высокой частоты типа ЛГПЗ-30, ГЗ-46, ЛГПЗ-60 и др.
г.
О
U
•
Рис.
III.5.5.
Схема горелки для
плазменного напыления:
1 — порошковый дозатор; 2 — ка-
тод; 3 — изоляционная прокладка;
4 — анод (сопло); 5 — транспор-
тирующий газ; 6 — охлаждающая
вода: 7 —
плазмообразующий
газ
*ч
23
«5
I
Е;
S
170
Рис.
II
1.5.6.
Зависимость
энтальпии плазмообра-
зующих газов от темпе-
ратуры
8 1Z 1В
Температура
Преимуществами
высо-
wo
кочастотного напыления
г.
являются небольшое окис-
•§
ление металла благодаря 3
возможности регулирова- .
<^
ния температуры его нагре-
*
to
ва и достаточно высокая
механическая прочность по-
г|
крытая. К числу недостат-
ков следует отнести срав-
нительно невысокую произ-
водительность процесса, а
также сложность и высо-
кую стоимость применяе-
мого оборудования.
Плазменное напыление
это новый способ нанесе-
ния металлических покры-
тий, при котором для рас-
плавления и переноса ме-
талла на поверхность дета-
ли используются тепловые
и динамические свойства
плазменной струи (рис.
III.
5.5).
В качестве плаз-
мообразующего газа приме-
няют азот. Азотная плазма
имеет сравнительно невы-
сокую температуру (до
10—15
тыс.°С),
но обладает
высокой энтальпией (теп-
лосодержанием).
Повышен-
ная энтальпия (рис.
III. 5.6) азотной
плазмы
1
объясняется тем, что про-
20
>40
60 80 100 120
140
150
Расстояние
и
т сопла
плазмотрона,мм
Рис. III.5.7. Изменение содержания кисло-
рода и азота по длине плазменной струи
(ток дуги 300 А, расход плазмообразую-
щего газа 30 л/мин)
150
I
Со
I
WO 200 300
<tOO
I
Сила
тона дуги, Я
'
*
•
\ \
J-—<
10
20
30
tO
0
ЛГ
Расход
плазмаоВразующего
газа,
л/мин
цесс
ее
образования
имеет Рис.
П1.5.8.
Зависимость
скорости
полета
металлических частиц в плазменной струе
Две
стадии: диссоциацию
MeTa
™
факторов
процесса
напыления
(jV2-v2M)
и ионизацию
(N—*N+
+
e).
Обе стадии
процесса получения плазмы протекают с поглощением тепловой
энергии. Процесс получения аргонной плазмы
имеет
только одну
стадию
—ионизацию.
Таким образом, азотная плазма становится
носителем большего количества тепловой энергии, чем аргонная.
Высокая энтальпия азотной плазменной струи и низкая стоимость
азота и обусловили его широкое применение в качестве плазмо-
образующего газа при плазменном напылении.
Азотная плазменная струя надежно защищает напыляемый
металл от окисления. Несмотря на то, что вследствие турбулент-
ного характера истечения плазменная струя смешивается с
171
воздухом, содержание кислорода в ней достигает концентрации
его в атмосфере только на расстоянии
120—150
мм от сопла
плазмотрона (рис. III. 5.7), т. е. на расстоянии дистанции напы-
ления.
Исходный материал покрытия вводится в сопло плазмотрона
в виде проволоки или гранулированного порошка. Проволока в
качестве напыляемого материала используется реже, так как при
ее применении структура покрытия получается крупнозернистой и,
кроме того, не все материалы для напыления могут быть приго-
товлены в виде проволоки. Поэтому при плазменном напылении
в качестве присадочного материала применяют гранулированные
порошки с размером частиц от 50 до 150 мкм.
Порошок в сопло плазмотрона подается из дозатора при помо-
щи транспортирующего газа (азота). Дозатор определяет расход
порошка и, следовательно, производительность процесса напыле-
ния. Расход порошка можно плавно регулировать в пределах от
3 до
12
кг/ч.
Попадая в плазменную струю, металлический порошок рас-
плавляется и, увлекаемый плазменной струей, наносится на по-
верхность детали, образуя покрытие.
Свойства покрытия зависят от температуры нагрева частиц и
скорости их полета при встрече с поверхностью детали. Скорость
полета металлических частиц определяется в основном двумя фак-
торами — силой тока
дуги
и расходом плазмообразующего газа:
В зависимости от значений этих факторов она может достигать
150—200
м/с (рис. III. 5.8). Наибольшей скорости
расплавленные
частицы металла достигают на расстоянии
50—80
мм от сопла
плазмотрона.
Большая скорость полета частиц порошка и высокая темпера-
тура их нагрева в момент встречи с подложкой обеспечивают бо-
лее высокие, чем при других
способах
напыления, механические
свойства покрытия и более прочное его соединение с поверхно-
стью детали.
Экономическая эффективность и производительность процесса
напыления зависят от того, какая часть исходного материала по-
падает на деталь и закрепляется на ее поверхности, т. е. от ко-
эффициента напыления.
Величина коэффициента напыления при плазменном напыле-
нии выше, чем при других способах напыления, и зависит от ма-
териала порошка, от диаметра напыляемой детали и от основных
параметров режима. Так, при напылении порошка ПГ-УЗОХ28Н4С4
(сормайт-1)
на деталь диаметром 26 мм в условиях оптимально-
го режима коэффициент напыления не превышает
65—70%.
При
напылении хромоникелевого порошка на деталь диаметром более
50 мм коэффициент напыления достигает
90—95%.
Из других достоинств процесса плазменного напыления сле-
дует
отметить
его высокую производительность, возможность на-
несения покрытий из любых материалов, полную автоматизацию
управления процессом.
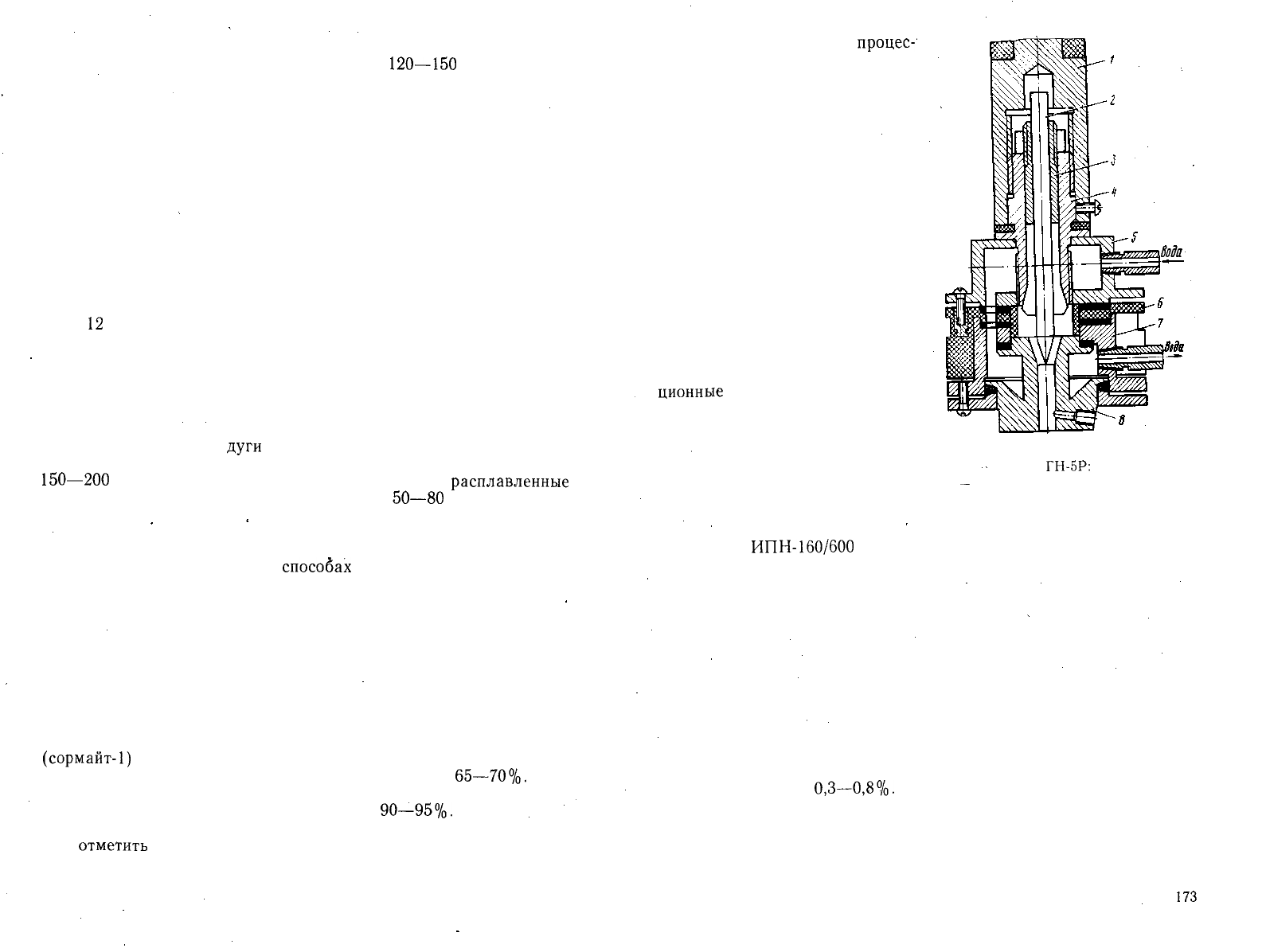
172
йаЗа-
Рис. III.5.9.
горелка
Все эти достоинства
процес-
са плазменного напыления по-
зволяют сделать вывод о воз-
можности его широкого приме-
нения при восстановлении авто-
мобильных деталей.
При плазменном напылении
применяются специальные уста-
новки, включающие в себя:
плазменную горелку (плазмо-
трон), пульт управления, порош-
ковый питатель (дозатор) и ис-
точник питания.
Промышленность выпускает
два типа установок для плаз-
менного напыления: универсаль-
ные плазменные установки типа
УПУ-3 производства Ржевского
механического завода и универ-
сальные плазменно-металлиза-
ционные
установки УМП-4,
УМП-5, выпускаемые Барнауль-
ским аппаратно-механическим
заводом. Установки УМП-4 и
УМП-5 конструкции ВНИИАВ-
ТОГЕНМАШ выпускаются без
источника питания. В качестве
источника питания для этих ус-
тановок можно использовать вы-
прямитель
ИПН-160/600
или два
последовательно соединенных сварочных машинных преобразова-
теля ПСО-500.
В указанных установках применены плазменные горелки
ГН-5Р (рис. III. 5.9).
2. Напыляемые материалы
В качестве напыляемых материалов при восстановлении авто-
мобильных деталей применяют проволоку или порошковые
сплавы.
При газопламенном, электродуговом и высокочастотном напы-
лении обычно используется проволока. При восстановлении сталь-
ных и чугунных деталей применяют стальную проволоку с содер-
жанием углерода
0,3—0,8%.
Среднеуглеродистую проволоку ис-
пользуют при восстановлении посадочных поверхностей на сталь-
ных и чугунных деталях. Для деталей, работающих в условиях
трения, рекомендуется применять стальную проволоку с повышен-
ным содержанием углерода. При плазменном напылении приме-
няют порошковые сплавы.
173
Плазменная
ГН-5Р:
/
—
державка; 2 — катодный стержень;
3 — цанга; 4 — втулка; 5 — водяная ру-
башка охлаждения катода; 6 — изоля-
ционная прокладка; 7 — корпус анода;
8 — сопло
Для восстановления деталей, работающих в условиях трения,
рекомендуется
применять
износостойкие порошковые сплавы на
основе никеля или более дешевые сплавы на основе железа с
высоким содержанием углерода. Эти сплавы обладают высокими
технологическими и эксплуатационными свойствами. Наличие в
их структуре твердых составляющих (карбидов и боридов) и
сравнительно мягкой основы (твердого раствора) позволяет полу-
чать
покрытия с высокими служебными свойствами.
Порошковые сплавы на основе никеля марок ПГ-ХН80СР2,
ПГ-ХН80СРЗ и ПГ-ХН80СР4 обладают рядом ценных свойств:
низкой температурой плавления
(950—1050°С),
твердостью
HRC
35—60
в зависимости от содержания бора, жидкотекучестью,
вы-
сокой износостойкостью и свойством самофлюсования благодаря
наличию в составе бора (Р) и кремния (С), которые активно от-
нимают кислород от окислов.
Основной их недостаток — высокая стоимость, которая
сни-
жает эффективность применения этих сплавов при восстановле-
нии деталей.
Сплавы на основе железа с высоким содержанием углерода
типа
ПГ-УЗОХ28Н4С4,
ФБХ-6-2, КБХ имеют высокую твердость
HRC
56—63,
высокую износостойкость, недефицитны, но более
тугоплавки (температура плавления
1250—1300°С)
и не обладают
свойством самофлюсования.
На практике получили применение композиционные смеси
этих порошков с порошками сплавов на основе никеля. Порошко-
вая смесь, состоящая из 50% ПГ-ХН80СРЗ и 50%
ПГ-УЗОХ28Н4С4, имеет высокую износостойкость, невысокую
температуру плавления
(1100—1150°С),
обладает свойством са-
мофлюсования и стоит в 2 раза дешевле порошковых сплавов на
основе никеля.
Порошковые сплавы на основе никеля и железа, а также их
смеси обеспечивают высокую износостойкость напыленных дета-
лей, но одновременно несколько повышают (на
15—20%)
износ
сопряженных деталей, изготовленных из мягких антифрикцион-
ных сплавов. Этот недостаток может быть устранен при примене-
нии порошковой смеси, состоящей из
80—85%
стального порош-
ка ПЖ-5М и
15—20%
порошка ПГ-ХН80СР4, которая при плаз-
менном напылении обеспечивает достаточно высокую износостой-
кость покрытия и в то же время не повышает износа сопряжен-
ных деталей из
мягких
антифрикционных сплавов.
При восстановлении посадочных поверхностей под подшипни-
ки качения в чугунных корпусных деталях следует применять
стальной порошок ПЖ-5М с добавкой
1—2%
порошка алюми-
ния
АКП.
Эта же порошковая смесь с добавкой
4—5%
медного
порошка ПМС-2 или
2—3%
никелевого порошка может быть
применена при восстановлении плазменным напылением опор под
вкладыши коренных подшипников в чугунных блоках цилиндров
дригателей.
174
3. Свойства напыленных покрытий
Напыленные покрытия по своим свойствам значительно отли-
чаются от литых металлов. Отличительной особенностью метал-
лизационных
покрытий, напыленных любым способом, является
их пористость. Пористость покрытия зависит от способа напыле-
ния, напыляемого материала, режима его нанесения и от других
факторов. При прочих равных условиях наибольшую пористость
(15—20%)
имеют покрытия, напыленные электродуговым спосо-
бом, а наименьшую
(5—10%)
— покрытия, полученные плазмен-
ным напылением. При плазменном напылении покрытия из по-
рошкового сплава на основе никеля (ПГ-ХН80СР2) было полу-
чено очень плотное покрытие с пористостью
2—5%.
Пористость-
.покрытия
при всех способах напыления возрастает с увеличением
дистанции напыления. Она будет тем ниже, чем более высокую
температуру нагрева и скорость полета будут иметь частицы ме-
талла при встрече с подложкой и чем меньше они будут окисле-
ны. Эти условия в наиболее благоприятном сочетании имеют ме-
сто при плазменном напылении. Пористость покрытия при жидко-
стном и граничном трении играет положительную роль, так как
поры хорошо удерживают смазку, что способствует повышению
износостойкости деталей. Однако пористое покрытие имеет пони-
женную механическую прочность.
Твердость покрытия является обобщенной характеристикой,
определяющей в известной
*мере
его износостойкость. Она зави-
сит от многих факторов и прежде всего от напыляемого материа-
ла и режима нанесения покрытия.
При газопламенном и электродуговом напылении твердость
покрытия увеличивается с увеличением содержания углерода в
стальной проволоке. При этом твердость покрытия при газопла-
менном напылении выше, чем
при'
электродуговом. Это можно
объяснить тем, что при электродуговом напылении имеет место
более интенсивное выгорание углерода.
Большое влияние на. твердость покрытия оказывает расстоя-
ние напыления (рис. III. 5.10). Наиболее твердое покрытие из
стали 40 получается при расстоянии напыления 120 мм для элек-
тродугового напыления и
150—160
мм для газопламенного. При
малом расстоянии напыления твердость покрытия снижается
вследствие повышенного нагрева покрытия, а при большом сни-
жается благодаря уменьшению скорости полета частичек метал-
ла и увеличению пористости покрытия.
При плазменном напылении на твердость покрытия,
кроме
со-
става напыляемого порошка, большое влияние оказывают пара-
метры режима и особенно сила
токд
дуги и р'асход плазмообра-
зующего газа (рис. III. 5.11).
Износостойкость напыленных покрытий в условиях трения со
смазкой значительно выше, чем износостойкость исходного мате-
риала. Это объясняется тем, что пористое покрытие хорошо удер-
живает смазку и поэтому снижает коэффициент трения.
175
WO 200 300
Расстояние
напыления,
мм
Рис.
III.5.10.
Зависимость твердости
Наибольшую износостой-
кость имеют покрытия, напылен-
ные износостойкими порошками-
сплавами на основе никеля
ПГ-ХН80СР2, а также сплавом
ПГ-УЗОХ28Н4С4. Износостой-
кость покрытия, полученного
плазменным напылением сплава
ПГ-УЗОХ28Н4С4, превышает в
1,5—2
раза износостойкость об-
разцов из стали 45, закаленной
до твердости
Я^С
58—62.
Механическая прочность по-
покрытия
из стали 40 от расстояния
крытия
значительно
ниже проч-
НЭПЫЛ6НИЯ.
7
- при
газопламенном
напылении
(по
НОСТИ
ИСХОДНЫХ
МЭТерИЗЛОВ,
А. Хасуй); 2 — при электродуговом на-
пылении
(по Н. В.
Катц)
400
применяемых при напылении.
При напылении
стальных
покры-
тий, предел прочности их на
растяжение составляет при раз-
личных способах металлизации
150—250
МПа. Наибольшую
прочность имеют покрытия, по-
лученные способом плазменного
напыления.
Прочность
сцепления покры-
тия с подложкой является од-
ним из основных параметров,
позволяющих определить воз-
можность применения напыле-
ния при восстановлении деталей.
В зависимости от метода подго-
товки поверхности детали к на-
200 300
Сила тока дуга, Я
'
70го
зо
•
- --
—-
Расход
плазме/образующего
газа,
пылению,
способа напыления и
л/мин состава напыляемого материала
прочность сцепления покрытия
Рис. III.5.11.
-Влияние
факторов ре- с подложкой на отрыв состав-
жима
плазменного напыления
на
ляет
15 50 МПа
твердость покрытия при напылении
тт
,
порошка ПГ-УЗОХ28Н4С4 Наибольшее влияние на
прочность сцепления оказывает
метод подготовки поверхности
детали к напылению. Чем более шероховатой будет поверхность
ремонтируемой детали, тем выше будет прочность сцепления
покрытия с подложкой.
Прочность сцепления покрытия с поверхностью детали в ос-
новном определяется температурой нагрева и скоростью полета
металлических частиц в момент удара их о подложку. Так, при
нанесении покрытия из стали 45 на стальной образец, подготов-
ленный к покрытию дробеструйной обработкой, прочность
сцегг-
ления
на отрыв составляет: при газопламенном напылении
176
15—16
МПа, при электродуговом — около 30 МПа. При плаз-
менном напылении прочность сцепления покрытия из порошково-
го сплава ПГ-УЗОХ28Н4С4, нанесенного на образец из стали 45,
подвергнутого дробеструйной подготовке, еще выше и составляет
40—45
МПа. Более прочное сцепление покрытия с подложкой при
электродуговом и плазменном напылении объясняется более вы-
сокой температурой нагрева частиц. При всех способах напыле-
ния отмечено снижение прочности сцепления покрытия с подлож-
кой при увеличении расстояния напыления свыше
80—100
мм,
когда температура металлических частиц и скорость их полета
значительно понижаются.
Прочность сцепления покрытия с поверхностью детали может
быть повышена путем напыления на деталь подслоя из тугоплав-
ких металлов, например, молибдена с температурой плавления
2620°С. Повысить прочность сцепления можно также при напыле-
нии в среде защитных газов или в вакууме.
Усталостная прочность деталей при их напылении почти не
снижается, если при подготовке деталей к напылению применять
методы создания шероховатости, не оказывающие влияния на
усталостную прочность деталей.
К таким методам относятся дробеструйная обработка и на-
катка поверхности деталей зубчатым роликом. Эти методы под-
готовки обеспечивают высокую прочность сцепления покрытия с
поверхностью детали и в то же время не снижают усталостной
прочности деталей.
Ранее применявшиеся методы подготовки поверхности деталей
к напылению нарезанием «рваной» резьбы и электроискровая об-
работка, как показали исследования, снижают предел выносли-
вости деталей и поэтому в настоящее время не применяются.
4. Процесс нанесения покрытий на детали
Напыление применяется в целях компенсации износа наруж-
ных и внутренних цилиндрических поверхностей деталей.
Процесс нанесения покрытий включает подготовку детали к
напылению, нанесение покрытия и обработку деталей после напы-
ления.
Подготовка детали к напылению служит для обеспечения
прочного сцепления покрытия с поверхностью детали. Она вклю-
чает в себя: обезжиривание и очистку детали от загрязнений,
механическую обработку и создание шероховатости на поверхно-
сти детали.
При механической обработке с поверхности детали снимают
такой слой металла, чтобы после окончательной обработки напы-
ленной детали на ее поверхности оставалось покрытие толщиной
не менее
0,5—0,8
мм.
Для получения на поверхности детали необходимой шерохо-
ватости ее подвергают дробеструйной обработке или накатывают
зубчатым роликом. Дробеструйную обработку производят в спе-
177