Румянцев С.И. и др. Ремонт автомобилей
Подождите немного. Документ загружается.

Шариковые и роликовые подшипники качения за последнее
время получили особенно широкое применение в машинострое-
нии. Надежная работа таких подшипников может быть обеспе-
чена при условии строгого соблюдения правил их сборки.
При запрессовке подшипника качения размер его колец из-
меняется: внутреннее кольцо увеличивается, а наружное —
уменьшается. Эти изменения вызывают уменьшение диаметраль-
ного зазора между рабочими поверхностями колец и шариков.
Внутреннее кольцо подшипника, сопряженное с цапфой вала,
должно иметь посадку с натягом, а наружное — с небольшим
зазором так, чтобы кольцо имело возможность во время работы
незначительно'
провертываться.
При установке в узле двух или нескольких подшипников не-
обходимо обеспечить самоцентрирование, неподвижных колец в
радиальном и осевом направлениях. Это позволит компенсиро-
вать возможные неточности обработки, сборки и температурных
деформаций базовых деталей.
Несоблюдение этого правила может привести к перекосам
подшипников и заклиниванию шариков.
При
запрессовке
подшипников качения с помощью оправок
необходимо, чтобы усилие запрессовки передавалось непосред-
ственно на торец соответствующего кольца: внутреннего — при
напрессовке
на вал, наружного — при запрессовке в корпус и
на оба торца колец, если подшипники одновременно напрессовы-
ваются на вал и входят в корпус.
При
установке
подшипника на коротком валу запрессовку
можно производить, прикладывая осевое усилие к валу.
Регулировка радиального зазора в коническом роликовом
подшипнике производится смещением наружного или внутреннего
кольца в осевом направлении регулировочным винтом или гай-
кой или путем подбора соответствующего комплекса прокладок.
Срок службы подшипников качения зависит в значительной ме-
ре от степени предохранения их от грязи и пыли. Поэтому после
сборки устанавливают прокладки, задерживающие смазку и
предохраняющие подшипник от попадания в рабочую зону пыли
и влаги.
Неправильно установленный зазор в коническом роликовом
подшипнике может вызывать преждевременный его износ.
Широкое распространение в авторемонтном производстве на-
ходят сварные, паяные и заклепочные соединения. Они применя-
ются в основном, когда
необходимо
упростить сборку, особенно
в тех случаях, когда затруднен доступ к одной из соединяемых
деталей. Чаще всего из этих соединений встречаются
закле-
почные соединения. Материалом для заклепок чаще
всего
служит проволока из стали 1.0 и из алюминиевых сплавов
Д18
и
В65. Прочность клепаного соединения зависит в основном от ма-
териала, из которого изготовлены заклепки, их термической обра-
ботки, способа посадки стержня заклепки и диаметра отверстия
под заклепку. Для получения прочного соединения размер от-
98
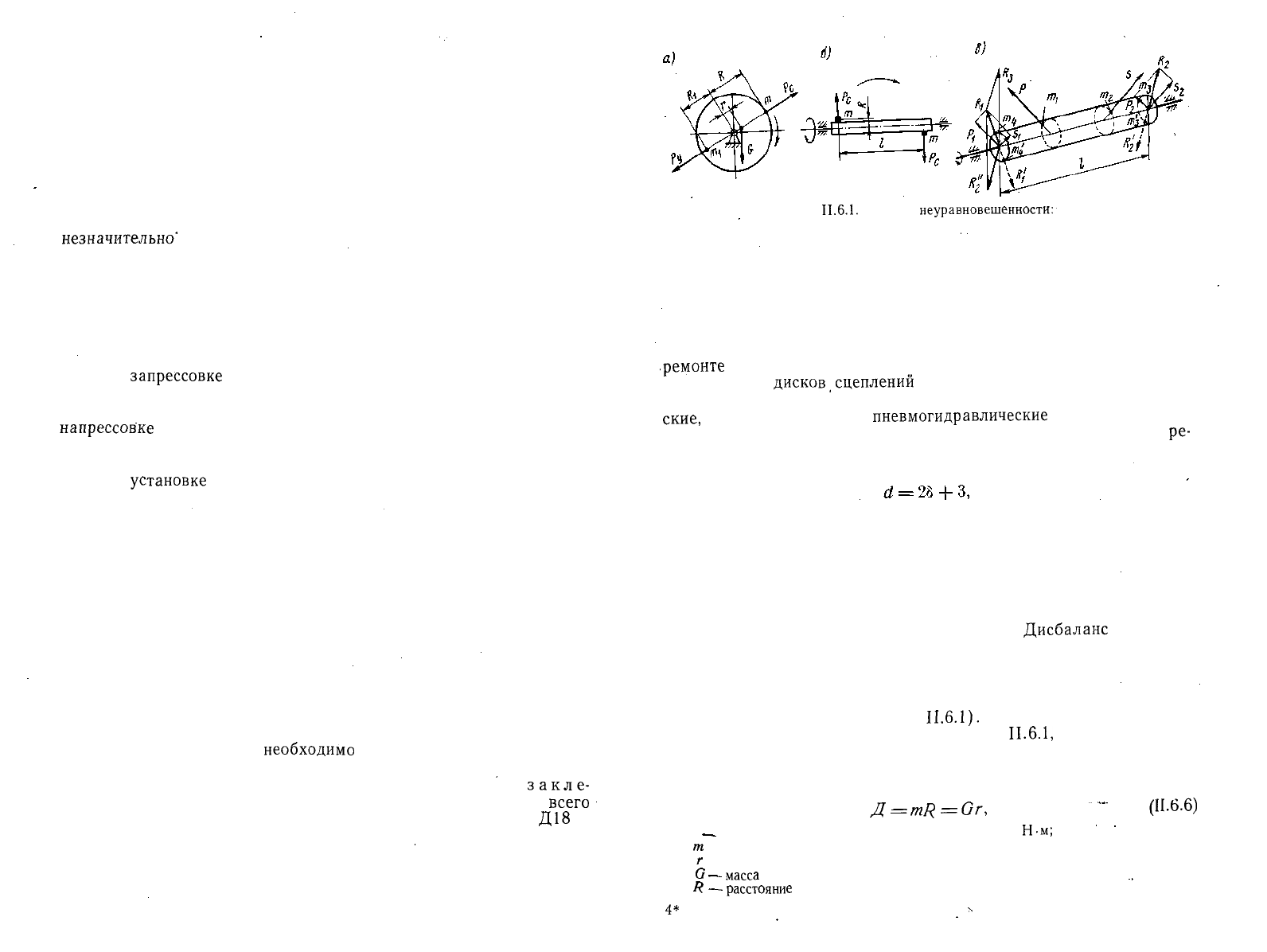
Рис.
П.
6.1.
Виды
неуравновешенности:
а — статическая; б — динамическая; в — смешанная
верстия под заклепку диаметром до 4 мм должен быть на 0,1 мм
больше диаметра заклепки, для заклепок диаметром от 5 до
8 мм — на 0,2 мм.
По способу образования замыкающей головки различают
ударную клепку и клепку давлением (последняя обеспечивает
лучшее качество ремонта). Клепальные работы производятся при
.ремонте
рам автомобилей, кожухов полуосей задних мостов, диф-
ференциалов,
дисков,
сцеплений
и т. д. Клепальные работы весьма
трудоемки, поэтому для их проведения используются пневматиче-
ские,
гидравлические и
пневмогидравлические
установки.
Точечную электросварку широко применяют при
ре-
монте кузовов и кабин. Диаметр рабочей части электрода при
точечной сварке подбирают по формуле
где 8 — толщина более тонкого из свариваемых листов, мм.
2. Балансировка деталей и узлов при сборке
Одним из факторов, определяющих надежность и долговеч-
ность отремонтированных автомобилей в эксплуатации, является
дисбаланс деталей и узлов, который создает дополнительную на-
грузку на опоры и повышенную вибрацию.
Дисбаланс
возникает
вследствие погрешностей обработки деталей, неточностей сборки
узлов, появления износов и деформаций в процессе эксплуата-
ции автомобилей.
Известны три вида неуравновешенности: статическая, дина-
мическая и смешанная (рис.
II.
6.1).
Статическая неуравновешенность (рис.
П.
6.1,
а) имеет место,
когда центр тяжести детали или узла не расположен на оси
вращения. В этом случае дисбаланс обнаруживается в статиче-
ском состоянии, а его величина определяется по формуле
Д
=
mR
=
Gr,
""
(Н.6.6)
где Д
—
дисбаланс, измеряемый статическим моментом,
Н-м;
т
— величина неуравновешенной массы, кг;
г
— смещение центра тяжести от оси вращения, м;
G
—
масса
детали, кг; .
Я
—
расстояние
от оси вращения до центра тяжести неуравновешенной массы, м.
4*
N
99
Вращение неуравновешенной массы создает центробежную
силу инерции, постоянную по величине, но переменную по
на*
правлению и определению по формуле:
(П.6.7)
Таблица
П.6.1
Допустимый дисбаланс деталей и узлов,
Н-м
"900"
где
о>
— угловая скорость
вращения,
рад/с;
п
— частота вращения
детали,
об/мин.
Для уравновешивания детали необходимо укрепить груз мас-
сой
mi,
чтобы выполнялось условие
Р
У
=
Р
С
или
где
R
l
— расстояние массы
m
v
от оси вращения, м;
Р
у
— сила инерции от уравновешивающей массы
m
l
Другим способом уравновешивания является удаление с утя-
желенного участка детали массы, вызвавшей смещение центра
тяжести, и появление центробежной силы инерции.
Динамическая неуравновешенность (рис.
1
1.6.1,
б) возникает
в том случае, когда центр тяжести, детали лежит на оси враще-
ния, а статические моменты
от
двух равных неуравновешенных
масс т равны по величине и направлены в противоположные
стороны.
Этот вид неуравновешенности проявляется только при вра-
щении детали.
При вращении детали пара центробежных сил
Р
с
на плече
/
создает статический момент в плоскости оси вращения, который
вызывает дополнительные нагрузки и вибрации.
Единицей динамической неуравновешенности является
Н-м
2
.
Для устранения динамической неуравновешенности поступают
следующим образом: добавляют две равные массы на таком рас-
стоянии от оси вращения детали, чтобы и статический момент
этой пары сил был равен по
величине
и направлен противопо-
ложно неуравновешенному моменту центробежных сил, или уда-
ляют с утяжеленных мест две равные массы деталей, вызвавшие
появление дисбаланса.
Смешанная неуравновешенность (рис.
II.
6.1,
в) наиболее ча-
то встречается в реальных условиях, когда имеет место стати-
ческий момент от неуравновешенной массы и статический момент
центробежных сил.
Силы Р и S от неуравновешенных масс
т\
и
тг
заменим пу-
тем разложения силами
PI
и
Р
2
.
S\
и
Sz
приложенными на плече
/ в произвольно выбранных плоскостях. Сложив силы
PI
и
Si,
a
также силы
Р
2
и
Sg
(по правилу
параллелограмма),
получим ре-
зультирующие неуравновешенные центробежные силы
R\
и
R
2
.
Разложив силу
R
{
на составляющие
R"
2
и
Rz,
получим смешан-
ную неуравновешенность от пары центробежных сил инерции
/?
2
и
R"*
и центробежную силу
R
3
.
Для
.уравновешивания
дета-
лей, имеющих смешанную неуравновешенность, надо добавить
100
Наименование деталей и узлов
Коленчатый вал
То
же,
в сборе с маховиком и сцеплением
Маховичок
Диск сцепления
Карданный вал
Колесо
Легковые автомобили
0,10—0,15
0,2—0,5
0,3—0,4
0,10—0,25
0,15—0,25
3,0—5,0
Грузо.вые
автомобили
и автобусы
0,2—0,3
0,5—0,7
0,35—0,6
0,3—0,5
0,5—0,75
массы
т
3
и
т
4
р выбранных плоскостях коррекции, чтобы создан-
ные ими центробежные силы
R'i
и
R'
2
были равны и противо-
положно направлены результирующим неуравновешенным силам
Ri
и
^2,
или удалить массы
т
3
и
т
4
.
Плоскости коррекции выбираются таким образом, чтобы бы-
ло удобно производить балансировку. Единицей измерения тако-
го вида неуравновешенности является
Н-м.
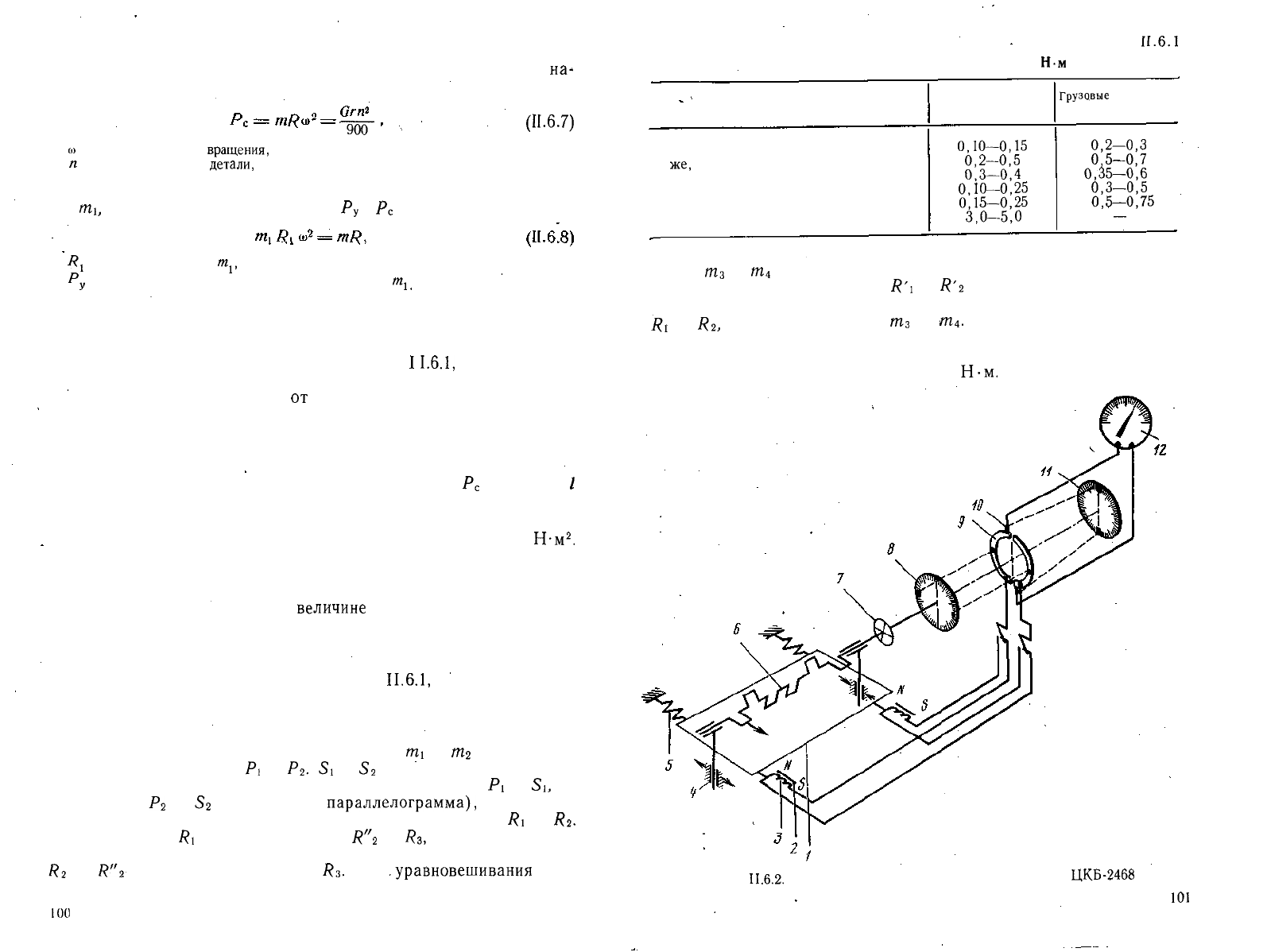
Рис.
П.6.2.
Схема балансировочного станка модели
ЦКБ-2468
101
Величины допустимых при ремонте значений дисбаланса де-
талей и узлов приведены в табл.
П.6.1.
При ремонте автомобилей для динамической балансировки •
коленчатых валов в сборе применяют станки:
ЦКБ-2468,
БМ-74,
4274 и др.
Станок модели ЦКБ-2468 наиболее отвечает условиям авто-
ремонтного производства. Принцип работы станка (рис.
II.6.2)
состоит в том, что неуравновешенная масса узла 6 вызывает
ко-
лебание'
маятниковой рамы
/,
имеющей пружинную подвеску 5,
в горизонтальной плоскости. При балансировке левого конца
правый конец запирают фиксатором 4. Чем больше неуравнове-
шенная масса, тем больше амплитуда колебаний рамы и тем
больше индуктируется ток в катушке 3 индукционного датчика
(имеющего линейную
характеристику).
Катушка, жестко связан-
ная с рамой станка, колеблется в поле неподвижного постоянно-
го магнита 2. Ток через полукольца 9 выпрямительного устрой-
ства и щетки 10 подается на милливольтметр 12. Для исключения
влияния привода на балансируемый узел применяют шарнирное
соединение 7.
Чем больше дисбаланс узла, тем больше показание милли-
вольтметра. С помощью лимба 11 вала выпрямительного устрой-
ства и лимба 8 вала привода определяют положение неуравно-
вешенной массы.
3. Сборка агрегатов
Сборка агрегатов на авторемонтных заводах производится
аналогично сборке этих агрегатов на автомобиле-строительных
заводах.
Сборка двигателя. На специальных постах собирают следу-
ющие узлы: поршень с шатуном, головку цилиндров, коленчатый
вал с маховиком и сцеплением, масляный насос, масляный и во-
дяной насосы и т. д.
На автомобиле-строительных заводах некоторые сопряжен-
ные детали двигателя (блок цилиндров — крышки коренных под-
шипников, блок цилиндров
—,
картер сцепления, стержень шату-
на — крышка, некоторые сопряженные пары гидроусилителя ру-
левого привода и др.) обработаны совместно, поэтому в процессе
ремонта их нужно сохранять комплектно.
Для обеспечения качественной сборки двигателей рекоменду-
ется все детали перед сборкой продуть сжатым воздухом, тру-
щиеся поверхности тщательно протереть, промыть, а также сма-
зать маслом.
Окончательную затяжку резьбовых соединений; (крепление
головки цилиндров, крышек шатунов и коренных подшипников и
т. п.) выполняют с требуемым моментом и в соответствующей по-
следовательности. После окончательной затяжки гаек коренных
подшипников коленчатый вал должен свободно проворачи-
ваться.
102
Если вал туго проворачивается за маховик, то это свидетель-
ствует о малых зазорах, несоосности постелей, изгибе вала или
дефектах сборки. После сборки двигатель направляют на прира-
ботку и испытания.
Сборка
шатунно-поршневой
группы производится с учетом то-
го обстоятельства, что сопряжения кривошипно-шатунного меха-
низма работают в тяжелых условиях, подвергаются нагреву,
должны обеспечивать
необходимую
герметичность
и имеют весь-
ма жесткие допуски посадок. Ввиду этого сборке этих сопряже-
ний уделяется особое внимание. Высокая точность посадок мо-
жет быть обеспечена методом групповой взаимозаменяемости.
Для обеспечения качественной сборки шатунно-поршневой
группы целесообразно организовать на линии сборки двигателей
два рабочих поста:
первый
—
для подбора поршней по цилинд-
рам, второй — для сборки группы.
Цилиндры блока после механической обработки, мойки и тща-
тельной очистки сортируют на размерные группы и маркируют.
Поршни (одной массовой группы) подбирают по цилиндрам,
согласовывая размерную группу поршня с размерной группой
каждого цилиндра. На посту сборки группы по подобранному
комплекту поршней подбирают комплект поршневых пальцев по
размерным группам отверстий в бобышках и затем по поршне-
вым пальцам подбирают комплект шатунов (одной массовой
группы) соответствующих размерных групп отверстия в малой
головке. После сборки группы рекомендуется проверить правиль-
ность взаимного положения образующей поверхности юбки порш-
ня и отверстия в малой головке шатуна, используя для этого
приспособление, аналогичное для проверки шатуна. Поршневые
кольца перед установкой на поршень подвергают сначала про-
верке их посадки в канавках,
а
затем подгонке по цилиндрам по
величине зазора в стыке (замке). Надевают и снимают
порш-
невые кольца при помощи съемника. Разница в массе поршней
в сборе с шатунами, устанавливаемых на один двигатель, для
ЗИЛ-130
не
должна
превышать 16 г.
Сборка коробки передач. Технологический процесс сборки ко-
робки передач состоит из сборки отдельных узлов, выполняемой
на специальных постах, и общей сборки, осуществляемой по-
точным методом.
На специально оборудованных рабочих местах вне линии об-
щей сборки собирают следующие основные узлы: ведущий вал,
промежуточный вал, ведомый вал, крышку коробки передач, ме-
ханизм управления. При установке узлов в картер обращают
особое
взимание
на правильность монтажа подшипников, поса-
док в сопряжениях, служащих для переключения передач, а
также на обеспечение требуемого бокового зазора между зубь-
ями шестерен и осевые зазоры блока шестерен промежуточного
вала, шестерен ведомого вала и блокирующих колец синхрониза-
торов. Передвижные шестерни ведомого вала и синхронизаторы
должны перемещаться вдоль шлицев свободно, без заеданий.
103
Собранные коробки передач направляют на испытания.
Сборка заднего моста включает сборку узлов: картера зад-
него моста с трубами полуосей, сальниками и пробками, веду-
щей конической шестерни с картером подшипников,
'дифферен-
циала с ведомой цилиндрической (конической) шестерней, ведо-
мой конической шестерни с валом ведущей цилиндрической (ко-
нической) шестерни, редуктора, ступицы с тормозным барабаном,
опорного диска заднего тормоза, регулировочного рычага и ко-
лесного цилиндра.
Особое внимание при сборке уделяется коническим шестер-
ням гипоидной передачи. Качество зацепления этих шестерен оп-
ределяется величиной бокового зазора между зубьями, уровнем
шума, величиной и расположением пятна контакта. Низкое ка-
чество сборки резко снижает работоспособность этой передачи
вследствие появления задиров и усиливает шум.
Величина бокового зазора гипоидной пары должна находить-
ся в пределах
0,12—0,35
мм. Зазор между зубьями
замеряют
щу-
пом у широкой части зуба
не
менее чем для трех зубьев ведомой
шестерни.
Для нормальной установки зубьев по пятну контакта надо
закрепить стакан в сборе
.с
ведущей конической шестерней на
картере редуктора и нанести тонким слоем масляную краску на
рабочие поверхности зубьев ведомой конической шестерни, после
чего необходимо повернуть вал ведущей конической шестерни
в одну и другую сторону, притормаживая ведомую шестерню.
Если положение пятна контакта неправильное, необходимо про-
извести регулировку
.зацепления
перемещением ведущей и ведо-
мой шестерен в осевом направлении, используя соответствующие
наборы прокладок. Перемещение ведущей конической шестерни
осуществляется изменением толщины прокладок, установленных
между фланцами картера вала ведущей
шестерни
и картером ре-
дуктора. Ведомая шестерня перемещается за счет перекладыва-
ния прокладок из-под фланцев одной крышки картера редукто-
ра под фланец другой крышки без изменения их общей толщи-
ны, чтобы не нарушить регулировку подшипников вала ведущей
цилиндрической шестерни. Уровень шума должен быть в пределах
допустимых норм: для легковых автомобилей не более 50, а для
грузовых автомобилей не более 80 дБ. Для создания предвари-
тельного натяга конических подшипников вала ведущей кони-
ческой шестерни применяют набор регулировочных шайб, уста-
навливаемых между торцами внутреннего кольца подшипника и
распорной втулки. Для ускорения процедуры подбора комплекта
шайб (прокладок) необходимых размеров применяется индика-
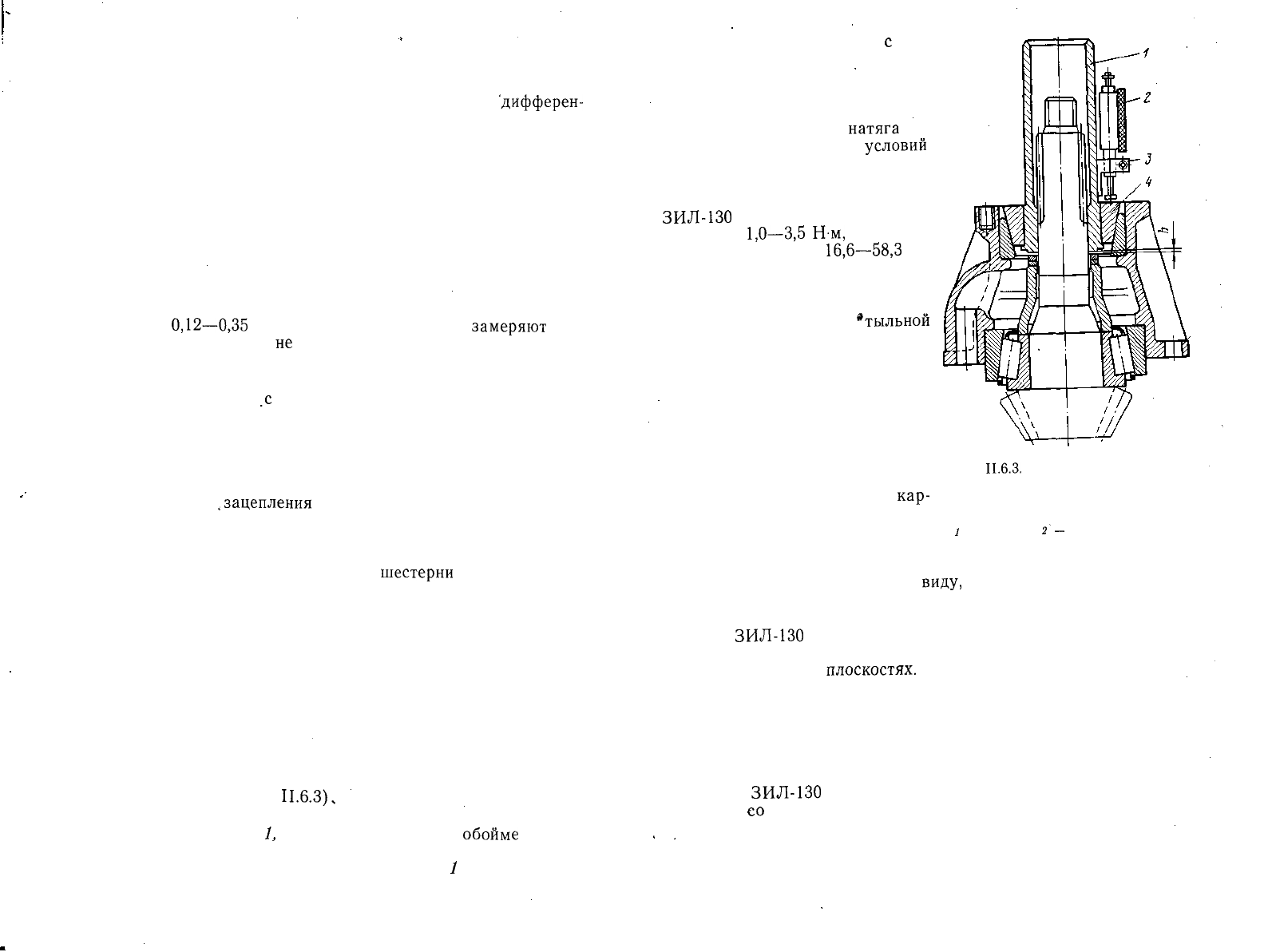
торное приспособление (рис.
II.6.3)
v
Приспособление обоймой 4 устанавливают на наружное коль-
цо подшипника. Рукоятка
/,
свободно опускаясь в
обойме
4, упи-
рается в торец распорной втулки, при этом индикатор показыва-
ет величину расстояния между торцом рукоятки
/
в ее крайне
верхнем положении и торцом распорной втулки. В зависимости
104
от показания индикатора
с
по-
мощью специальной таблицы
подбирают комплект шайб, ко-
торый обеспечивает необходи-
мый натяг подшипников.
Для обеспечения
натяга
в
пределах технических
условий
момент сопротивления вращению
вала ведущей шестерни в под-
шипниках для автомобиля
ЗИЛ-130
должен находиться в
пределах
1,0—3,5
Н-м,
что соот-
ветствует усилию
16,6—58,3
Н.
При сборке дифференциала
коробки сателлитов ориентиру-
ют относительно друг друга,
контролируют биение
*тыльной
части ведомой конической ше-
стерни, боковой зазор в зацеп-
лении зубьев шестерен полуосей
и сателлитов и плавность вра-
щения шестерен полуосей.
Сборка карданной передачи
осуществляется из предвари-
тельно собранных узлов — кар-
данных валов, промежуточной
опоры, шарниров. Детали
кар-
данной передачи перед сборкой
должны быть промыты и обду-
ты сжатым воздухом, а игольча-
тые подшипники смазаны жид-
кой смазкой. Следует иметь в
виду,
что смазочные каналы кре-
стовин должны быть прочищены и в их отверстия ввернуты пре-
дохранительные клапаны. При сборке карданной передачи авто-
мобиля
ЗИЛ-130
необходимо следить за тем, чтобы фланцы-вил-
ки у коробки передач и заднего моста находились во взаимно
перпендикулярных
плоскостях.
При . сборке карданных передач контролируют осевой люфт
крестовин, легкость вращения подшипника опоры, перемещение
скользящей вилки и суммарный окружной люфт карданных валов.
Проверяют прогиб трубы вала. Собранные карданные валы под-
вергают балансировке. При наличии необходимого оборудования
рекомендуется проводить балансировку карданной передачи ав-
томобиля
ЗИЛ-130
в сборе. При этом карданная передача балан-
сируется
со
стороны переднего и заднего шарниров, а также со
стороны промежуточной опоры и среднего шарнира.
Сборка рулевого управления с гидроусилителем включает
сборку следующих узлов: рулевого механизма с гидроусилителем,
насоса гидроусилителя, карданного вала, колонки. Перед сбор-
105
Рис.
II.6.3.
Приспособление для под-
бора комплекта регулировочных шайб
подшипников вала ведущей коничес-
кой шестерни:
/
_ рукоятка;
2'—
индикатор; 3 — крон-
штейн; 4 — обойма
кои все детали необходимо тщательно промыть и просушить
При сборке необходимо смазывать детали маслом,
применяемым
для гидроусилителя. После сборки рулевого механизма контро-
лируют момент вращения рулевого винта (он должен быть не
более 500
Н-м),
эффективность и величину усилия реактивных
пружин на всем пути перемещения поршня-рейки. Момент вра-
щения вала рулевого управления должен быть равен
03—08
Н-м
что соответствует усилию 1,2 — 3,2 Н, приложенному на ради-
усе рулевого колеса 240 мм. .
р
При сборке насоса гидроусилителя предварительно подбира-
ют лопасти насоса по пазам ротора, золотник по отверстию в
крышке, испытывают и регулируют клапаны.
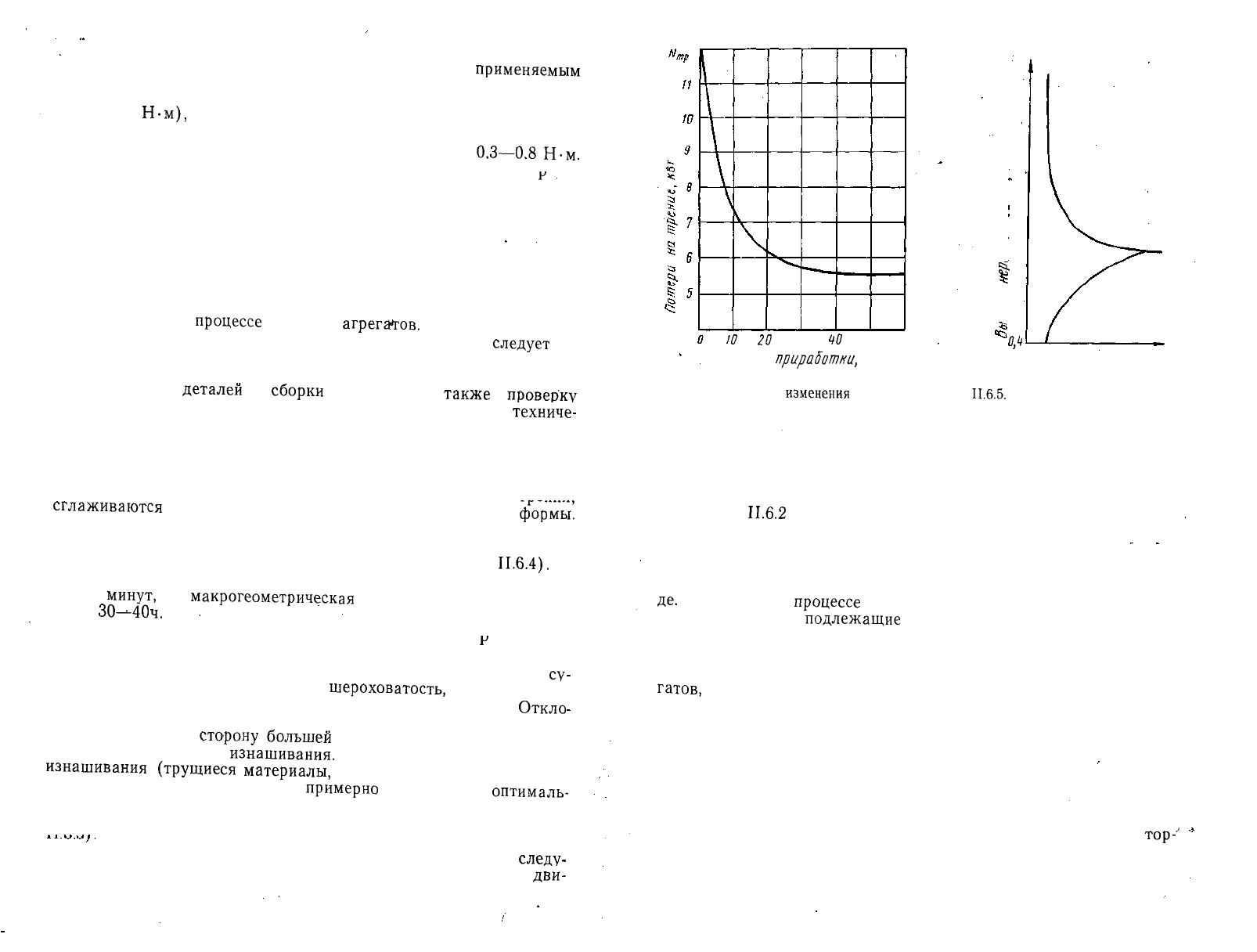
4. Приработка и испытание агрегатов
Приработка и испытание являются завершающей операцией в
технологическом
процессе
ремонта
агрегатов.
К основным зада-
чам, решаемым в процессе приработки и испытаний
следует
от-
нести: подготовку агрегата к восприятию эксплуатационных на-
грузок, выявление возможных дефектов, связанных с качеством
восстановления
деталей
и
сборки
агрегатов, а
также
проверку
характеристик агрегатов в соответствии с требованиями
техниче-
ских условий или другой нормативной документации Под прира-
боткой понимается совокупность мероприятий, направленных на
изменение состояния сопряженных поверхностей трения с целью
повышения их износостойкости. В процессе приработки изменя-
ется микрогеометрия и микротвердость поверхностей трения
сглаживаются
отклонения от правильной геометрической
формы'
Установлено, что в первый период приработки происходит интен-
сивное выравнивание шероховатостей, объясняющее интенсивное
изнашивание и резкое падение потерь на трение (рис.
П.6.4).
Процесс снятия микронеровностей обычно продолжается де-
сятки
минут,
а
макрогеометрическая
приработка заканчивается
через
30^-40
ч.
При этом двигатель автомобиля должен быть собран по тех-
ническим условиям.
v
Для определенных условий работы той или иной детали
су-
ществует некоторая оптимальная
шероховатость,
при которой
интенсивность изнашивания имеет наименьшее значение
Откло
нение состояния поверхности от оптимального как в сторону
меньшей, так и в
сторону
большей
шероховатости ведет к увели-
чению интенсивности
изнашивания.
При одинаковых условиях
изнашивания
(трущиеся
материалы,
режим работы, смазка) пос-
ле приработки устанавливается
примерно
одинаковая
оптималь-
ная, с точки зрения износа, шероховатость, не зависящая от
первоначальной, полученной при механической обработке (рис.
Приработка и испытание двигателей обычно включает
следу-
ющие стадии: холодная приработка, когда коленчатый вал
дви-
106
W
20
30
40
50
Время
приработки,
ч
60
I
а?
1
5*.
I
0,4
Время, ч
Рис. II.6.4. График
изменения
потерь
на трение в период приработки дви-
гателей
Рис.
11.6.5.
График изменения шерохо-
ватости деталей в период приработки
гателя принудительно приводится во вращение от постороннего
источника энергии; горячая приработка без нагрузки, горячая
приработка под нагрузкой.
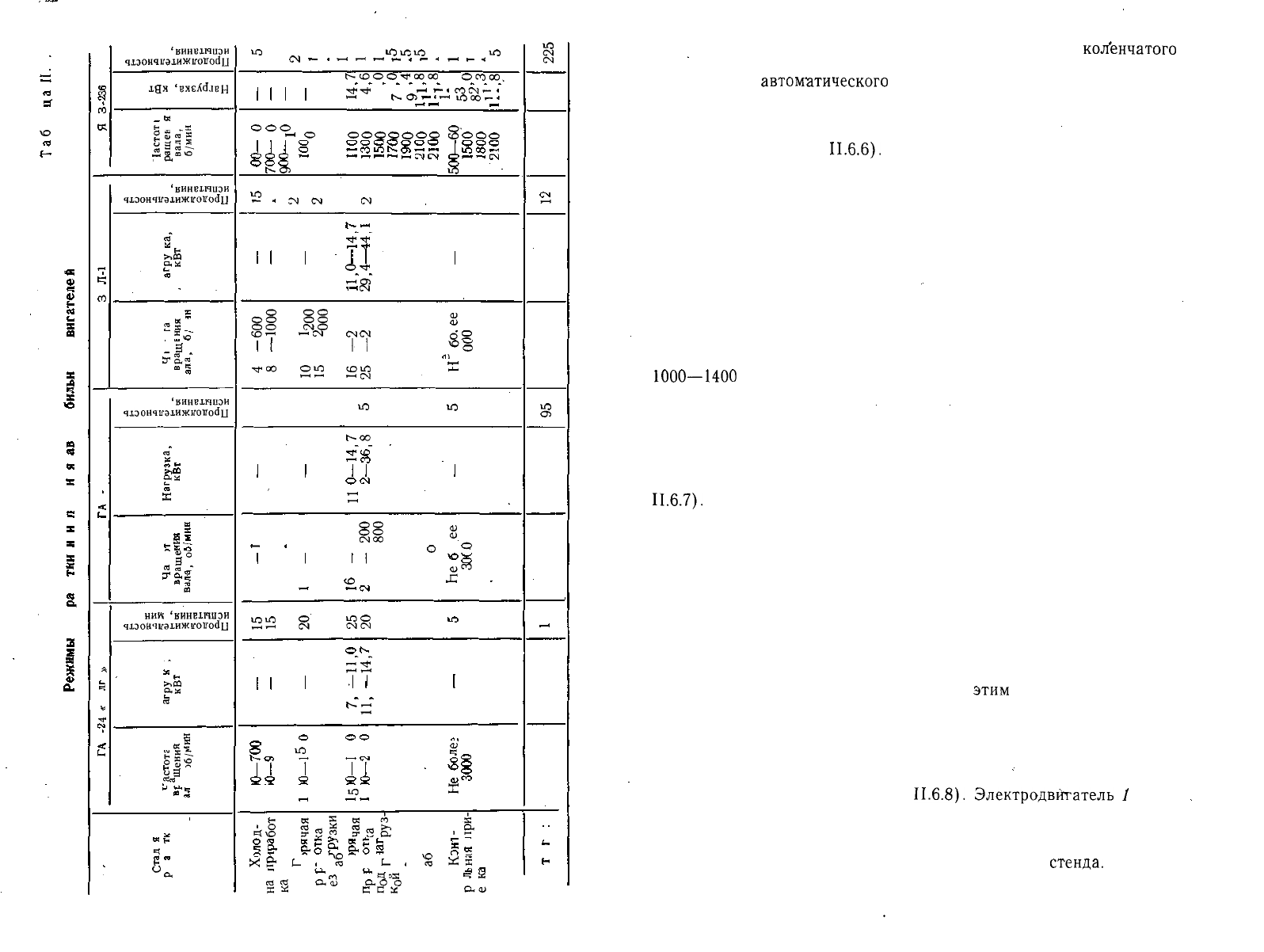
В табл.
II.6.2
приведены режимы приработки и испытаний
после капитального ремонта автомобильных двигателей разра-
ботанные НИИАТом.
Завершают приработку снятием контрольной точки характе-
ристики двигателя по эффективной мощности на тормозном стен-
де.
При этом в
процессе
испытания на стенде выявляются де-
фекты двигателя,
подлежащие
устранению. Приработка на стен-
де является завершающим этапом капитального ремонта двига-
теля.
Полная приработка двигателя так же, как и остальных агре-
гатов,
состоит из двух этапов: микро- и макрогеометрической
приработок. Окончание приработки характеризуется стабилиза-
цией интенсивности изнашивания деталей. Режимы приработки и
испытания двигателей обусловливают следующие требования к
оборудованию испытательных станций:
испытательные стенды должны иметь приводные и. нагрузоч-
ные устройства;
испытательные стенды должны быть оснащены измерительны-
ми устройствами и приборами для определения величины
тор-
/
мозного момента и частоты вращения коленчатого вала, а также
аппаратурой для соблюдения режимов смазки и охлаждения
прирабатываемых двигателей.
107
см
со
S
ч
\о
ч
X
2
о
I
s
я
н
3
и
О
о
I
м
s
CR
8
с;
S
m
S
т
*
га
ч
о
Ш
^
т
U
нии
'винеичиои
Ч1ЭОНЧ1/Э.ШЖ1Г01ГойЦ
igs
'BMeXdjBH
(Я
ь
S
„a:
illi
™
Он
О
m
нин
'винехгшэи
Ч100НЧ!ГЭ1ИЖ1ГОГГО<1и
<я
т
t-
>iCQ
tT
M
X
«5
я
О
^
>гГ
о
g
°
У
0,™"
ю
нии 'винвичтаи
Ч1ЭОНЧ1ГЭ1ИЖ1ГО¥0<1Ц
я"
ам
Е
Я
S
«
!°-
m
нин
'винвичиэи
Ч1ЭОИЧ1ГЭ1ИЖ1ГО¥оди
то
т
н
&S
м
X
а:
«
1
Si?
н
Si о
"
3
я
w
то"
ш
s
w
ь
S О
cj
о
н
а
и
о.
с
1О
О Ю Ю Ю Ю Ю
LO
1C 1C
Ю Ю Ю О
1О
СО СО
OJ
*—
'
^^
г-4
Г-4
t—
*
"—
Н
1—1
1—
Ч
t^CDOO-^OOOO
OCOOO,
^f
-^
СО О) О
^
>-"
'
ГОСМ—
•
*-н
СО Ю
t--
Ol
1—
"-•
ЮОО—
<
оо8 о
с
^^ ^^
^Э'
СО ОО
|
~~
(
^^
^2
^2
^Э
^р
^5
*О
^3
tO
CD
Ci
СЭ
Ю
t
4
-
Cl
iO
to
о о ю ю ю
1—
«
CN
С^
СМ
О)
i
l
1
О
4
*
*-ГоГ
1
—
i
CN
о|
8|
||
S
СО'—'
«—«CM
CN
СМ
0
е
-
5
1
II
^о
ОО ОО ОО
т
ГО
о о о о о о
«-
^°°
S2
2Й
о о ю
vo
ю
см см см см
r-
oo
-CM
^
| 8
8|
s
t—
i
CM CM CM
Q
Q
8 8 88
«a™
00 Ю
<О
Ю
J-,
-
sa
8"
as
--*-
77
i
'1
1
1
CO
О
~
••
^m
S
O О О О
QJ
О
iO
ОО О
ч
Ю ОО CM
iO
ОО
3-
il
|«1
|«|
Д
X
04
[—
,
^
S
I—
'
^
Ь^л
К S
м
S
^
^S
^
i£l
сзга
о,си
0,00
OS
ЕМ
СЮ
ССЖ
O.OJ
1
ю
1—1
S
8
о
о
н
s
108
С целью плавного повышения частоты вращения
коленчатого
вала двигателя и нагрузки стенд может быть автоматизирован.
При помощи
автоматического
устройства можно управлять жид-
костным реостатом и дросселем двигателя.
Автоматическое устройство включает электропривод с плане-
тарным и червячным редукторами, переключателями и сигналь-
ными лампами (рис.
П.6.6).
Работа оператора при этом сводит-
ся к пуску стенда, установке автоматического устройства в ис-
ходное положение холодной приработки и по сигналу ее оконча-
ния к переключению устройства на горячую приработку под
нагрузкой. Автоматизация стенда обеспечивает оптимальные ус-
ловия для приработки отремонтированного двигателя.
Приработка и испытание коробок передач. Коробки передач
после сборки подвергают испытанию. Целью этих испытаний яв-
ляется проверка работы шестерен на всех передачах, легкости
включения и отсутствия самопроизвольного выключения шестерен.
Допускается равномерный шум без стуков и ударов. Испытание
проводят на всех передачах без нагрузки, а потом при постоян-
ной нагрузке при частоте вращения ведущего вала в пределах
1000—1400
об/мин.
Для испытания коробок передач под нагрузкой применяют
стенды различной конструкции: электромагнитные, стенды с
асинхронным двигателем, стенды с нагрузкой внутренними сила-
ми (по замкнутому контуру) и с гидравлическим тормозом.
Для приработки и испытания применяют стенды, представля-
ющие собой установки с замкнутым силовым контуром (рис.
II.6.7).
Мощность электродвигателя при работе на этих стендах
используется только на преодоление сил трения в зацеплении
шестерен и в подшипниках. В результате этого мощность элект-
родвигателя может быть меньше, чем на стенде с разомкнутым
контуром. Нагружение коробок осуществляется за счет использо-
вания внутренних сил системы. В этом случае имеет место цирку-
ляция мощности. На этом стенде отсутствуют громоздкие тормоз-
ные устройства. Недостатком их является большая сложность из-
готовления. Нагрузочный крутящий момент создается в результате
закручивания на определенный угол торсионного вала, располо-
женного между фланцами редукторов. Торсион стремится раскру-
титься за счет действия упругих сил и
этим
самым создает пару
сил, противоположных по направлению. При испытании коробок
передач другие силы, возникающие внутри замкнутого контура,
создают момент, под действием которого находятся шестерни ко-
робки передач.
Для испытания коробок передач используют также стенды с
асинхронным двигателем (рис.
II.6.8).
Электродвигатель
/
через
муфту 2 и вал с промежуточной опорой приводит во вращение
ведущий вал испытуемой коробки передач 3. Ведомый вал ис-
пытуемой коробки через промежуточный вал и двойной кардан
соединяют с ведомым валом коробки передач 4
стенда.
Коробка
передач стенда служит для повышения частоты вращения вала
109

10
Рис.
П.6.6.
Автоматический стенд для приработки двигателей:
/
— электрод реостата; 2 — тяга переключения зубчатой передачи; 3 — планетарный
редуктор; 4 — зубчатая передача; 5 и 12 — конечные выключатели; 6 — воздушная за-
слонка; 7 — тяга к рейке топливного насоса; 8 и 15 — червячные передачи; 9
—.элект-
родвигатель; 10 — ременная передача; 11 — кулачковая муфта; 13 — тяга выключения
кулачковой муфты; 14 — ручка реостата
Рис.
П.6.8.
Универсальный стенд для испытания коробок передач с
электродви-.
гателем-тормозом
2=58
Рис.
П.6.7.
Стенд для
испытания
коробок передач по замкнутому контуру:
/
— испытуемая коробка; 2 — стендовая коробка; 3 — правый редуктор; 4 — торсион;
5 — указатель величины закручивания
торсиона;
6 — рукоятка; 7 — нагружающее (за-
кручивающее) устройство; 8 — левый редуктор
110
испытуемой коробки выше синхронной и обеспечения тем самым
нагрузки на испытуемую коробку.
>
У этой коробки снимают
крышку подшипника со стороны ведущего вала и на ее место ста-
вят
крышку,
которая выполняет роль дополнительной опоры ве-
дущего вала. Электродвигатель 5,
выполняющий
роль тормоза,
установлен балансирно на двух опорах и соединен рычагом с ве-
совым механизмом.
Таблица
II.6.3
Режимы приработки и испытаний коробок передач
Условия приработки и испытания
Тормозной момент на ведо-
мом валу,
Н-м:
на 1-й передаче
» 2-й »
» 3-й
»
»
4-й »
»
5-й >
На передаче заднего хода
ГА
3-24
«г
Волга»
132
75
43,5
—
—
159
ГАЗ-51
330
160
90
50
—
400
ГАЗ-53
480
280
130
75
—
510
ЗИЛ-130
740
410
230
150
100
700
МАЗ
-560
1040
590
310
170
120
1090
111
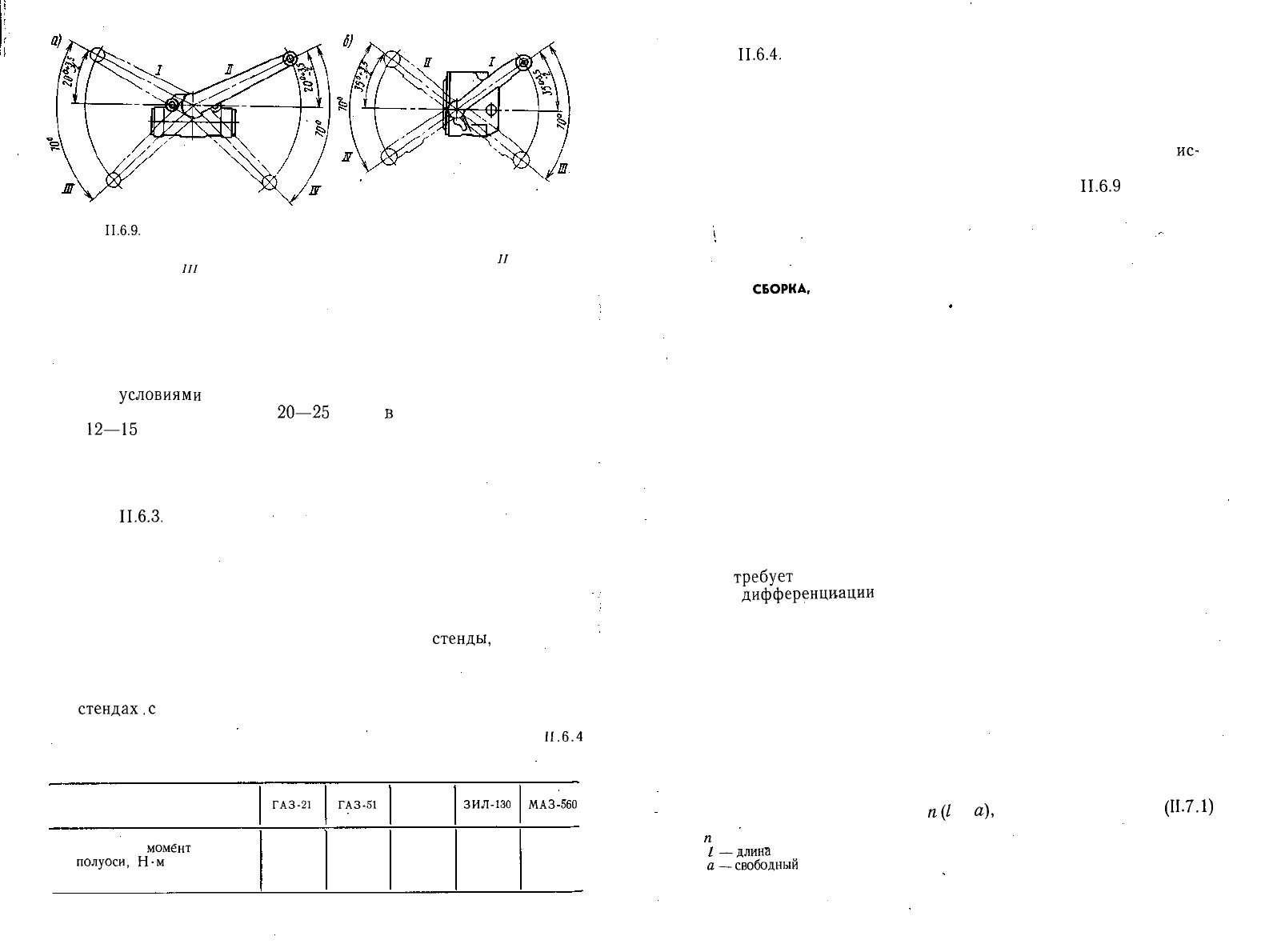
Рис.
П.6.9.
Схема предельных углов отклонений рычагов амортизаторов:
а — амортизатор задней подвески левый (правый); б — амортизатор передней подвески
левый (правый); / — верхнее крайнее положение левого амортизатора;
//
— то же,
правого амортизатора;
///
— ход рычага левого амортизатора; IV — ход рычага право-
го амортизатора '
Величину тормозного момента регулируют жидкостным реос-
татом, включенным в цепь ротора электродвигателя-тормоза.
Приработку и испытание производят при постоянной частоте
вращения ведущего вала. Продолжительность испытания техни-
ческими
условиями
не регламентируется, на большинстве ремонт-
ных заводов она составляет
20—25
мин,
в
том числе под нагруз-
кой
12—15
мин. Приработку и испытания рекомендуется произ-
водить на маслах пониженной вязкости для лучшего удаления
из картера механических примесей при выпуске масла по окон-
чании испытаний.
Режимы приработки и испытания коробок передач приведены
в табл.
II.6.3.
Задние мосты после сборки подвергают испытаниям на стен-
де и приработке как без нагрузки, так и под нагрузкой. При ис-
пытании и приработке задних мостов необходимо выявить де-
фекты и обнаружить шумы высокого тона. Допускается лишь
равномерный шум шестерен. При испытании регулируют тормоз-
ные механизмы и проверяют работу главной передачи и диффе-
ренциала. Для этого применяют различные
стенды,
имеющие
тормозные устройства, например универсальные стенды с асин-
хронным электродвигателем.
Приработку и испытание задних мостов можно выполнять и
на
стендах.с
нагрузкой внутренними силами — по замкнутому
Таблица
II.6.4
Режим испытаний задних мостов
Условия испытаний
Тормозной
момент
на каж-
дой
полуоси,
Н-м
ГАЗ-21
100
ГАЗ-51
165
ГАЗ-53
230
ЗИЛ-130
320
МАЗ-560
550
контуру. Режим испытаний задних мостов автомобилей приведен
в табл.
II.6.4.
После капитального ремонта амортизаторы испытывают на
преждевременный нагрев, а также снимают диаграммы (харак-
теристики) для контроля и регулировки.
Определить условия на конце рычага амортизатора в любой
точке его движения можно по эталонной диаграмме при сравне-
нии с ней диаграммы, записанной при испытании. Годность
ис-
пытуемого амортизатора определяют наложением эталонной ди-
аграммы на полученную при испытании. На рис.
II.6.9
показана
схема предельных углов отклонений рычагов амортизатора.
Г л а в а 7
ОБЩАЯ
СБОРКА,
ИСПЫТАНИЕ И СДАЧА АВТОМОБИЛЕЙ ИЗ РЕМОНТА
1. Организация сборки автомобилей
В зависимости от типа производства, трудоемкости процесса
сборки и характерных особенностей автомобиля различают две
организационные формы сборки — стационарную и подвиж-
'ную.
Стационарная сборка характеризуется выполнением сбороч-
ных операций на постоянном рабочем месте, к которому подаются
все детали и узлы собираемого автомобиля. Стационарная сбор-
ка может выполняться по принципу концентрации и дифференци-
ации операций.
При концентрации сборочных операций автомобиль собирает-
ся на одном рабочем (сборочном) месте. При такой организации
сборки необходимо иметь сборщиков высокой квалификации и
сборка
требует
продолжительного времени.
При
дифференциации
операций сборка выполняется парал-
лельно на нескольких рабочих местах.
Подвижная сборка осуществляется при принудительном пере-
движении собираемого автомобиля. Автомобиль перемещается
конвейером, на котором производится процесс сборки.
Движение конвейера (непрерывное или периодическое) при-
нимается в зависимости от размера производственной програм-
мы, такта выпуска, сложности сборочных операций и других тех-
нологических факторов. .
Отрезок времени между выходом со сборки двух готовых ав-.
томобилей называется темпом сборки.
Длина рабочей части конвейера сборочной линии
L =
n(l
+
a),
(IIJ.1)
где
п
— число постов на линии сборки;
-
/
—длина
собираемого автомобиля, м:
а—свободный
промежуток между двумя собираемыми автомобилями, обеспечи-
вающий удобство сборки, м.
113
112
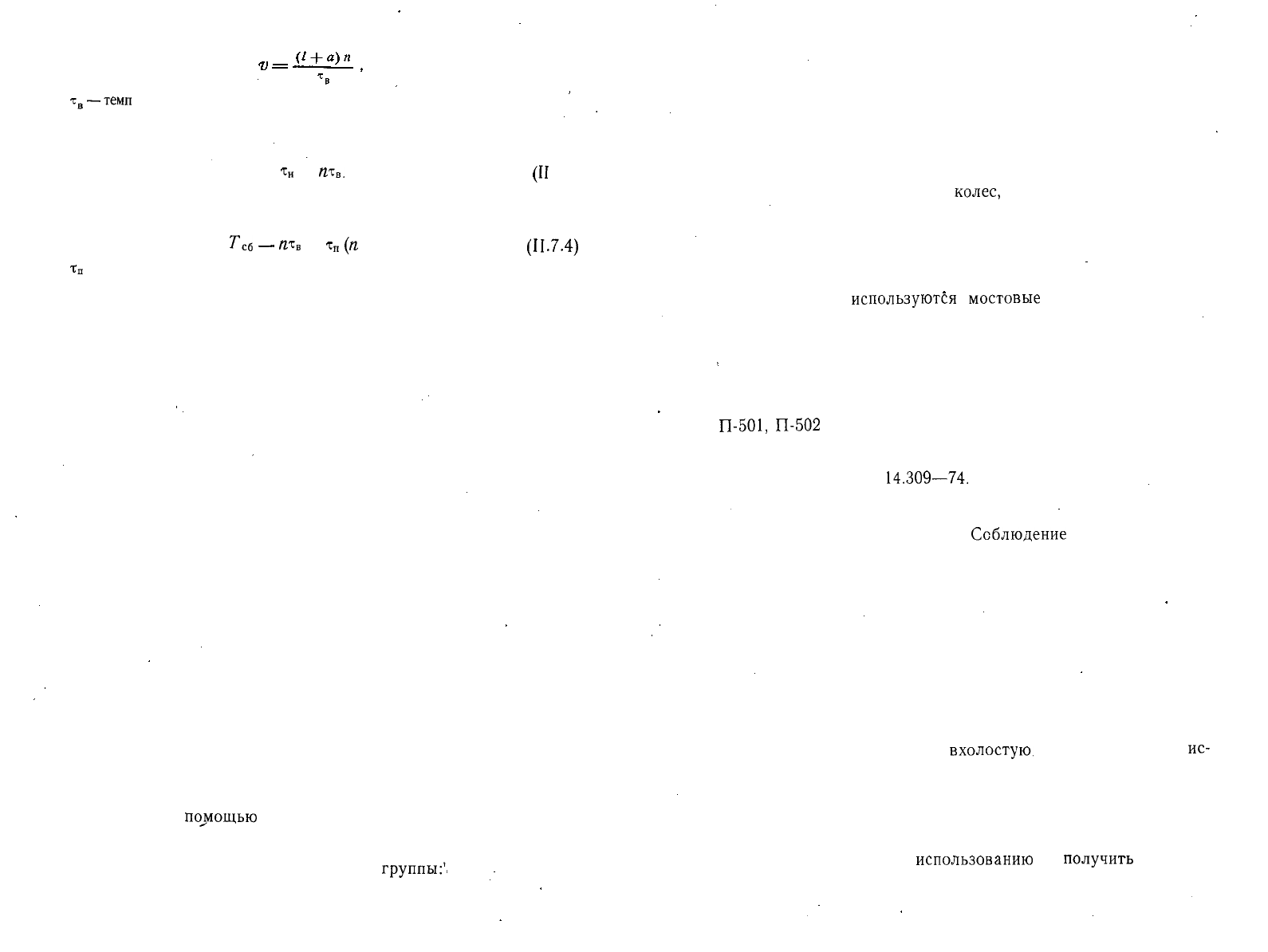
Скорость движения конвейера:
(II.7.2)
где
т
в
—темп
сборки, мин. •
Время на выполнение сборки при непрерывно движущемся
конвейере
%
=
ит
в
.
(П
.7.3)
При периодически движущемся конвейере время на сборку
автомобиля определяется по формуле
Т'сб
—
№в
+
т
п
(п
— 1),
(II.7.4)
где
т
п
— время передвижения автомобиля, мин.
Поточная подвижная сборка обеспечивает высокую произво-
дительность и является наиболее совершенной организационной
формой сборки автомобилей.
Характерными признаками поточной подвижной сборки явля-
ются:
за рабочим местом закреплена определенная сборочная опе-
рация;
собранный на предыдущем рабочем месте автомобиль пере-
дается на следующую операцию немедленно по окончании пре-
дыдущей;
на всех рабочих местах сборочной линии работа синхронизи-
рована и производится по выбранному темпу;
сборка механизирована.
Сборка грузового автомобиля осуществляется в определенной
последовательности и заключается в установке на базовую сбо-
рочную единицу (раму) собранных агрегатов и узлов: переднего
и заднего мостов, карданной передачи, рулевого управления,
двигателя в сборе с коробкой передач, радиатора, кабины, колес
и остальных узлов, механизмов и деталей. В процессе сборки вы-
полняются необходимые регулировочные работы.
2. Механизация сборочных работ
При сборке автомобилей для облегчения труда и повышения
производительности применяют различные средства механиза-
ции сборочных работ. '
Выбор этих средств зависит от количества собираемых авто-
мобилей, а также от требуемой точности размерных и кинемати-
ческих цепей автомобиля.
Наибольшая производительность и точность соединения дета-
лей достигается с
помощью
различных механизированных инст-
рументов и приспособлений. По принципу действия механизиро-
ванный инструмент с электрическим, пневматическим и гидрав-
лическим приводом делится на следующие
группы:
1
.
114
ударного действия — клепальные молотки, шиберы, кер-
неры;
вращательного действия — дрели, шлифовальные машины,
гайковерты, отвертки.
Приспособления, применяемые при сборке, подразделяются на
следующие виды:
для установки и соединения деталей — подставки с призма-
ми для сборки деталей на валу, поворотные столы для монтажа
деталей и др.;
для напрессовки зубчатых
колес,
шкивов, подшипников
и т. д.;
контрольные приспособления и стенды для проверки качества
сборки и определения действительных эксплуатационных харак-
теристик сборочного узла или автомобиля.
В качестве подъемно-транспортных средств для обеспечения
сборочного процесса
используются
мостовые
краны, электричес-
кие и гидравлические подъемники.
Подъемники устанавливают на кран-балках, поворотных и
передвижных консольных кранах.
Транспортировка деталей и узлов осуществляется с помощью
электрокар и рольгангов.
Для общей сборки автомобилей используются конвейеры мо-
дели
П-501,
П-502
и др.
Выбор средств механизации и автоматизации технологическо-
го процесса сборки автомобилей необходимо производить, с уче-
том рекомендаций ГОСТ
14.309—74.
Рабочие места сборщиков располагают у рольганга и других
транспортных средств в порядке последовательности операций
технологического процесса сборки.
Соблюдение
правил техники
безопасности и охраны труда — важнейшая обязанность каждо-
го рабочего, занятого ремонтом автомобиля. При выполнении
сборочных работ должны соблюдаться следующие основные пра-
вила техники безопасности.
Сборка должна производиться на специальных стендах или
приспособлениях, обеспечивающих устойчивое положение соби-
раемого изделия или сборочной единицы.
Инструмент, используемый для сборочных работ, должен на-
ходиться в исправном состоянии и соответствовать своему на-
значению.
Электрические и пневматические инструменты перед началом
работы необходимо опробовать
вхолостую,
для проверки их
ис-
правности. Электрические провода и шланги пневмоинструмента
не должны быть натянуты.
Пользоваться неисправным оборудованием и инструментом
запрещается.
При работе с незнакомым оборудованием сборщик обязан
изучить инструкцию по его
использованию
и
получить
дополни-
тельные указания у мастера участка или цеха.
115
3. Испытание и регулирование автомобиля
После сборки автомобиль поступает на пост контроля и ис-
пытания. Контроль
и
испытание автомобиля проводят для про-
верки комплектности, качества сборочных, регулировочных и
крепежных
работ,
проверки работы и технического состояния
всех агрегатов, механизмов и приборов, дополнительной регули-
ровки, а также для выявления соответствия технических пока-
зателей требуемым техническим условиям. Испытания проводят
на стенде с" беговыми барабанами. Стенд позволяет проверить
работу
двигателя,
агрегатов трансмиссии и ходовой части, а
также оценить основные эксплуатационно-технические качества
автомобиля, мощность двигателя, тяговое усилие на ведущих ко-
лесах, расход топлива на различных скоростных и нагрузочных
режимах, путь и время разгона до заданной скорости, потери
мощности на трение в агрегатах и ходовой
части,
наибольший
допустимый тормозной
путь
с определенной скоростью и одно-
временность и интенсивность действия тормозных механизмов,
проверить и отрегулировать установку углов управляемых колес
и т. д. Все выявленные при испытании неисправности необходимо
устранить.
В дополнение к стендовым испытаниям каждый автомобиль
после капитального ремонта должен пройти
испытание
пробегом
на определенное расстояние с заданной нагрузкой и со скоростью,
не превышающей установленной величины, для проверки на уп-
равляемость, а также для дополнительного определения соответ-
ствия
технического
состояния автомобиля требуемым техничес-
ким нормам на различных режимах работы и в различных до-
рожных условиях. При пробеге проверяют
также
исправность и
надежность работы всех систем, механизмов и соединений. Пос-
ле испытания пробегом автомобиль тщательно осматривают, все
выявленные пробегом и осмотром дефекты устраняют. При от-
сутствии дефектов (или после их устранения) автомобиль
по-
ступает на окончательную окраску, а затем на склад готовой
продукции.
Качество отремонтированных автомобилей должно соответст-
вовать техническим условиям на сдачу в капитальный ремонт и
выдачу из
капитального
ремонта автомобилей, их агрегатов и
узлов. На каждый выпускаемый из капитального ремонта авто-
мобиль авторемонтное предприятие выдает заказчику паспорт
этого автомобиля, в котором фиксирует комплектность, техниче-
ское состояние и соответствие отремонтированного автомобиля
техническим условиям на его капитальный ремонт. Технические
условия устанавливают гарантированную исправную работу ав-
томобиля в течение определенного времени и до определенного
пробега за
этот
период. Эти сроки службы и пробеги гарантиро-
ваны при условии эксплуатации автомобилей в соответствии с
«Положением о техническом обслуживании и ремонте
'подвиж-
ного состава автомобильного транспорта» и инструкциями заво-
115
дов-изготовителей
по
уходу
и эксплуатации автомобилей. В те-
£ение
гарантийного срока все
обнаруженные
заказчиком неис-
правности по вине авторемонтного предприятия должны быть
у?т
Р
ане1ы
безвозмездно в
течение
3
сут
со дня
предъявления
р^ламации.
Карбюраторные
двигатели.
от
Р
емонти
Р°"™
а
^
томобилей
в целях
ограничения
нагрузки на период обкатки
снабжают запломбированной ограничительной шайбой, снимать
которую
в
эксплуатации
нужно
в
строгом
соответствии с прави-
лам?
установленными
для
новых
двигателей.
Успешное выпол-
нение
требований
технических
условий
может быть обеспечено в
случае
доведения
их до каждого работника авторемонтного
пред-
приятия.