Руководство по программированию Siemens. Расширенное программирование SINUMERIK 840D/840Di/810D
Подождите немного. Документ загружается.

8
09.01 Коррекция инструмента
8
840D
NCU 572
NCU 573
840Di
ООО Siemens 2001 Все права защищены.
SINUMERIK 840D/840Di/810D Руководство по программированию. Расширенное программирование (PGA) - Выпуск 09.01 8-291
Прочие указания
1. Если коррекция радиуса инструмента не
активна (G40), то CUTCONON не действует.
Тревога не осуществляется.
Но G-код остается активным. Это имеет
значение в том случае, если в последующем
кадре должна быть включена коррекция
радиуса инструмента с помощью G41 или
G42.
2. Смена G-кода в 7-ой группе G-кода (коррекция
радиуса инструмента; G40 / G41 / G42) при
активном CUTCONON допускается.
Изменение после G40 начинает действовать
сразу же.
Смещение, с помощью которого
перемещались предыдущие кадры, при этом
выводится.
3. Если CUTCONON или CUTCONOF
программируется в кадре без движения
перемещения в активной плоскости
коррекции, то включение задерживается до
следующего кадра с таким движением
перемещения.
Прочая информация: /FB/, W1 Коррекция
инструмента
8
Коррекция инструмента 09.01
8
840D
NCU 572
NCU 573
840Di
ООО Siemens 2001 Все права защищены.
8-292 SINUMERIK 840D/840Di/810D Руководство по программированию. Расширенное программирование (PGA) - Выпуск 09.01
8.5 Активизация 3D-коррекции инструмента
Объяснение
CUT3DC
Активизация 3D-коррекции радиуса для периферийного
фрезерования
CUT3DFS
3D-коррекция инструмента для торцевого фрезерования с
постоянной ориентацией. Ориентация инструмента определена
через G17 - G19 и не подвергается влиянию фреймов.
CUT3DFF
3D-коррекция инструмента для торцевого фрезерования с
постоянной ориентацией. Ориентацией инструмента является
определенное через G17 - G19 и возможно повернутое фреймом
направление.
CUT3DF
3D-коррекция инструмента для торцевого фрезерования с
изменением ориентации (только при активной 5-ти осевой
трансформации).
G40 X Y Z
Для выключения: линейный кадр G0/G1 с геометрическими осями
ISD=Wert
Глубина врезания
Команды действуют модально и находятся в той
же группе, что CUT2D и CUT2DF.
Отключение осуществляется только при
следующем движении в актуальной плоскости.
Это всегда действует для G40 и не зависит от
CUT-команды.
Функция
При коррекции радиуса инструмента для
цилиндрических инструментов учитывается
изменяемая ориентация инструмента.
Для выбора 3D-коррекции радиуса инструмента
действуют те же программные команды, как и для
2D-коррекции радиуса инструмента. С помощью
G41/G42 коррекция указывается влево/вправо в
направлении движения. Пусковая характеристика
всегда NORM.
8
09.01 Коррекция инструмента
8
840D
NCU 572
NCU 573
840Di
ООО Siemens 2001 Все права защищены.
SINUMERIK 840D/840Di/810D Руководство по программированию. Расширенное программирование (PGA) - Выпуск 09.01 8-293
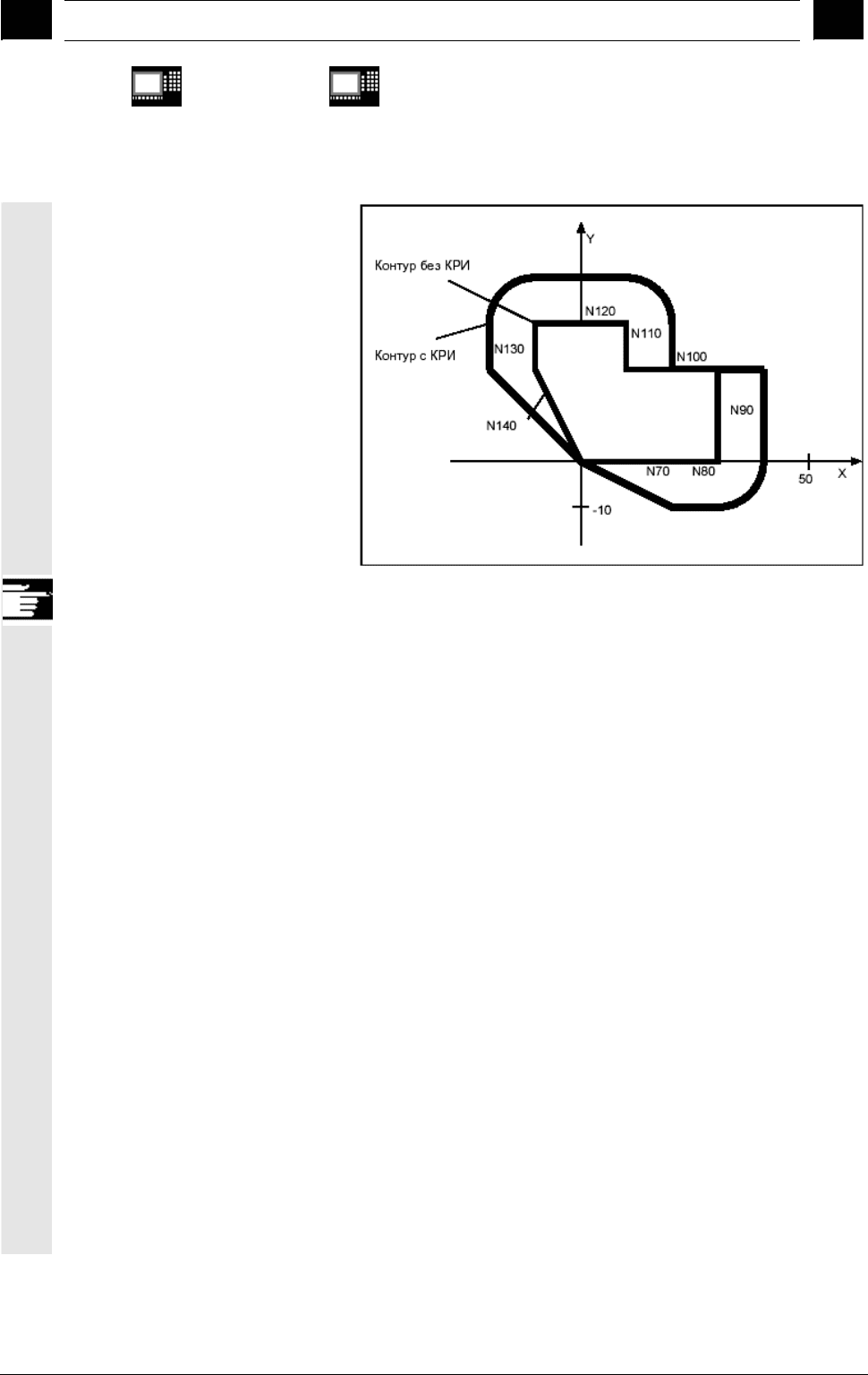
Пример
N10 A0 B0 X0 Y0 Z0 F5000
N20 T1 D1
Вызов инструмента, вызов величин
коррекции инструмента
N30 TRAORI(1)
Выбор трансформации
N40 CUT3DC
Выбор 3D-коррекции радиуса
инструмента
N50 G42 X10 Y10
Выбор коррекции радиуса инструмента
N60 X60
N70 …
Прочие указания
Промежуточные кадры при активной 3D-
коррекции радиуса инструмента разрешены.
Действуют определения
2 1/2D- коррекции радиуса инструмента.
3D- коррекция радиуса инструмента действует
только при выбранной 5-ти осевой
трансформации.
На внешних углах всегда вставляется круговой
кадр. G450/G451 не имеют значения.
Команда DISC не обрабатывается.
8
Коррекция инструмента 09.01
8
840D
NCU 572
NCU 573
840Di
ООО Siemens 2001 Все права защищены.
8-294 SINUMERIK 840D/840Di/810D Руководство по программированию. Расширенное программирование (PGA) - Выпуск 09.01
Различие между 2 1/2D- и 3D-коррекцией
радиуса инструмента
При 3D-коррекции радиуса инструмента
ориентация инструмента является переменной.
При 2 1/2D- коррекции радиуса инструмента
вычисление осуществляется только с одним
инструментом с постоянной ориентацией.
3D- коррекции радиуса инструмента называется
также 5D-коррекцией, так как в этом случае
имеется 5 степеней свободы для положения
инструмента в пространстве.
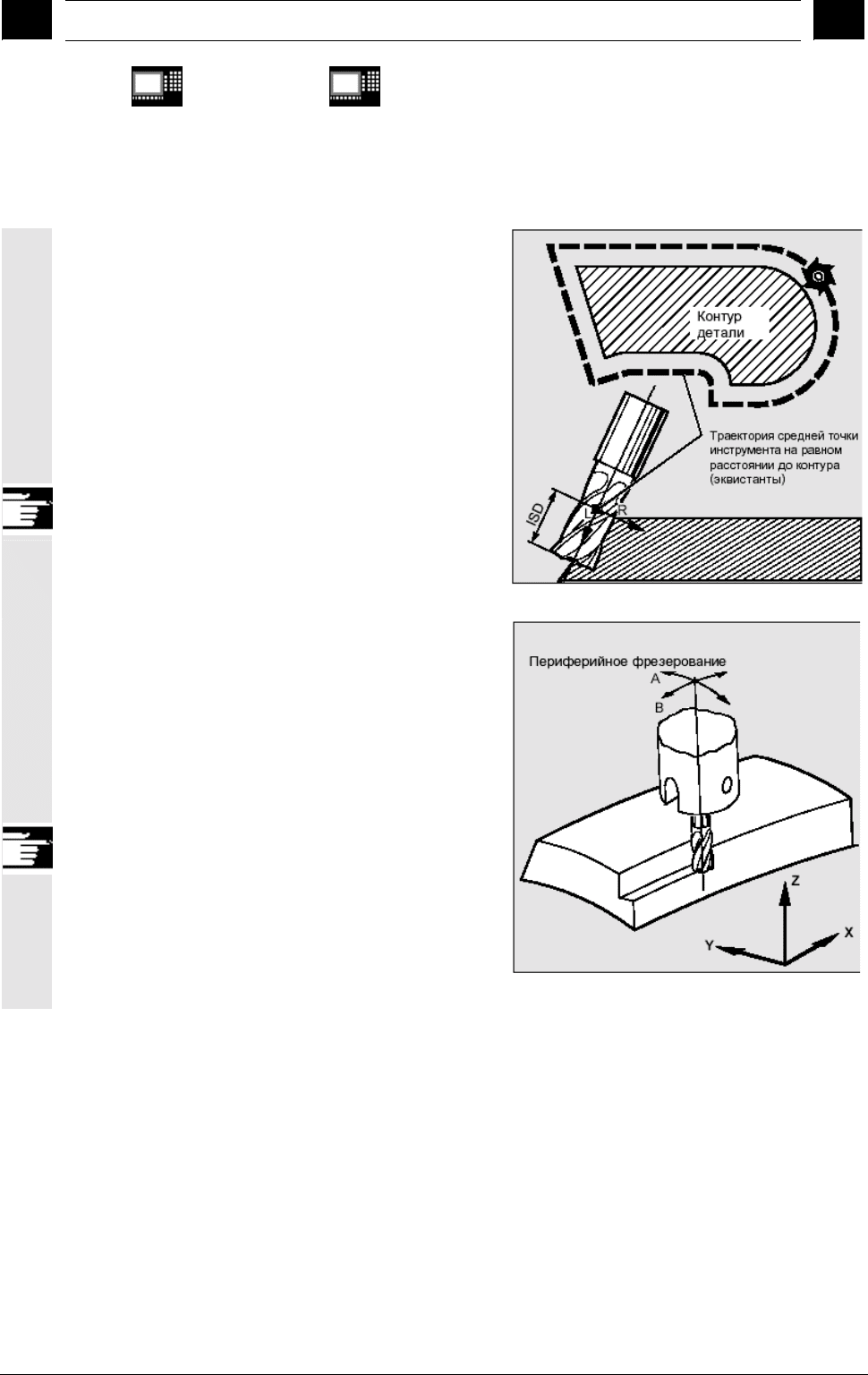
Периферийное фрезерование
Используемый здесь вариант периферийного
фрезерования реализуется через задачу
траектории (директрисы) и соответствующей
ориентации. При этом виде обработки форма
инструмента не влияет на траекторию. Основным
является только радиус в точке касания.
Функция 3D-КРИ ограничивается только
цилиндрическими инструментами.
8
09.01 Коррекция инструмента
8
840D
NCU 572
NCU 573
840Di
ООО Siemens 2001 Все права защищены.
SINUMERIK 840D/840Di/810D Руководство по программированию. Расширенное программирование (PGA) - Выпуск 09.01 8-295
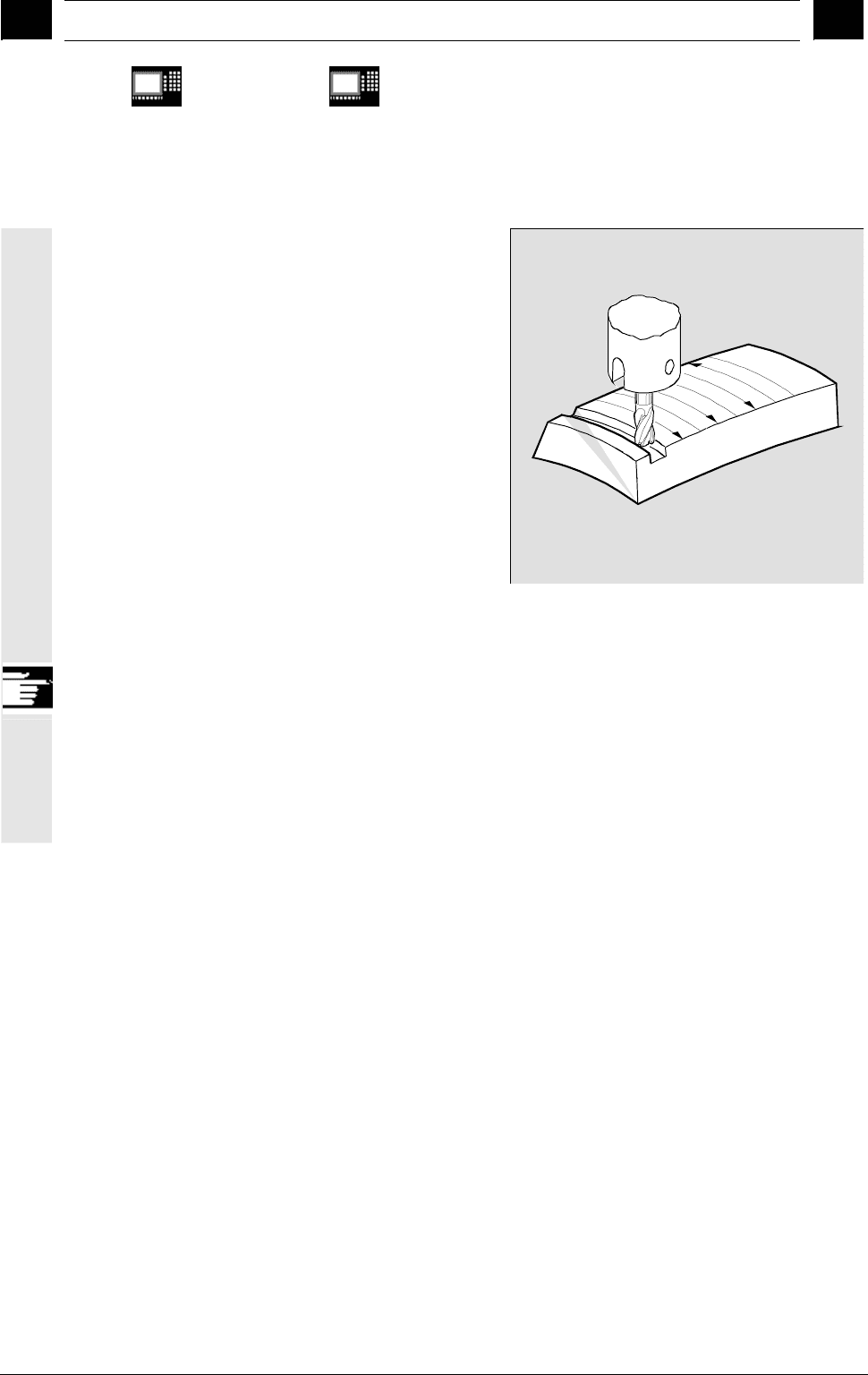
Торцевое фрезерование
Для этого вида 3D-фрезерования необходимо
построчное описание 3D-траекторий на
поверхности детали.
Вычисления осуществляются с учетом формы
инструмента и размеров инструмента – обычно в
CAM.
Постпроцессор записывает в программу
обработки деталей – наряду с NC-кадрами –
ориентации инструмента (при активной 5-ти
осевой трансформации) и G-код для желаемой
3D-коррекции радиуса инструмента.
Благодаря этому оператор станка имеет
возможность – отклоняясь от использованного
для вычисления NC-траекторий инструмента –,
использовать немного более малый инструмент.
Пример:
NC-кадры были вычислены с фрезой 10 mm.
Здесь можно работать и с диаметром фрезы 9,9
mm, но при этом необходимо учитывать
измененный профиль шероховатости.
8
Коррекция инструмента 09.01
8
840D
NCU 572
NCU 573
840Di
ООО Siemens 2001 Все права защищены.
8-296 SINUMERIK 840D/840Di/810D Руководство по программированию. Расширенное программирование (PGA) - Выпуск 09.01
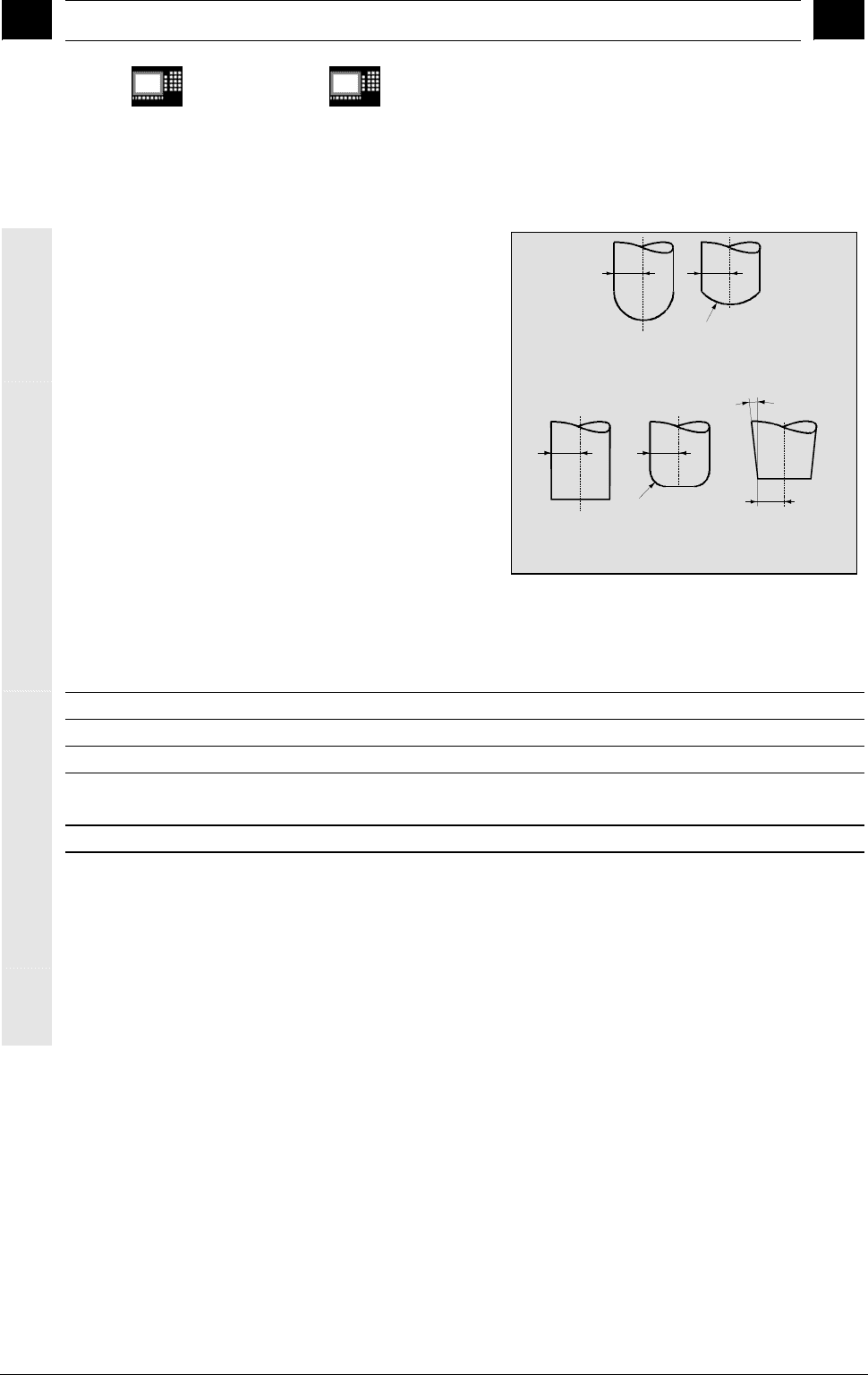
Формы фрезы, параметры инструмента
В этой таблице собраны формы инструмента и
предельные величины параметров инструмента,
возможные для торцевого фрезерования.
Форма тела инструмента не учитывается – типы
инструмента 120 и 155 идентичны по действию.
Если в NC-программе указывается номер типа,
отличный от приведенных в таблице, то система
автоматически использует тип инструмента 110
«Цилиндрическая копировальная фреза». При
нарушении предельных величин для параметров
инструмента подается тревога.
Zylindr. Gesenk-
fräser
(Typ 110)
R
Kugelkopf-
fräser
(Typ 111)
R
r
Schaftfräser
(Typ 120, 130)
R
Schaftfräser m.
Eckenverrund.
(Typ 121, 131)
R
r
Kegelstumpffräser
(Typ 155)
R
a
Тип фрезы Тип-Nr. R r a
Цилиндрическая копировальная фреза 110 >0 X X
Сферическая фреза 111 >0 >R X
Концевая фреза, угловая фреза 120, 130 >0 X X
Концевая фреза, угловая фреза с закруглением
углов
121, 131 >r >0 X
Коническая фреза 155 >0 X >0
X=не обрабатывается
Коррекция длины инструмента
Опорной точкой для коррекции длины является
острие инструмента (точка пересечения
продольная ось/поверхность)).
8
09.01 Коррекция инструмента
8
840D
NCU 572
NCU 573
840Di
ООО Siemens 2001 Все права защищены.
SINUMERIK 840D/840Di/810D Руководство по программированию. Расширенное программирование (PGA) - Выпуск 09.01 8-297
3D-коррекция инструмента, смена
инструмента
Новый инструмент с измененным размерами (R,
r, a) или другой формой может указываться
только с помощью программирования G41 или
G42 (переход G40 в G41 или G42, повторное
программирование G41 или G42).
Все другие параметры инструмента, к примеру,
длина инструмента, не учитываются этим
правилом, таким образом, такие инструменты
могут заменяться и без повторного G41 или G42.
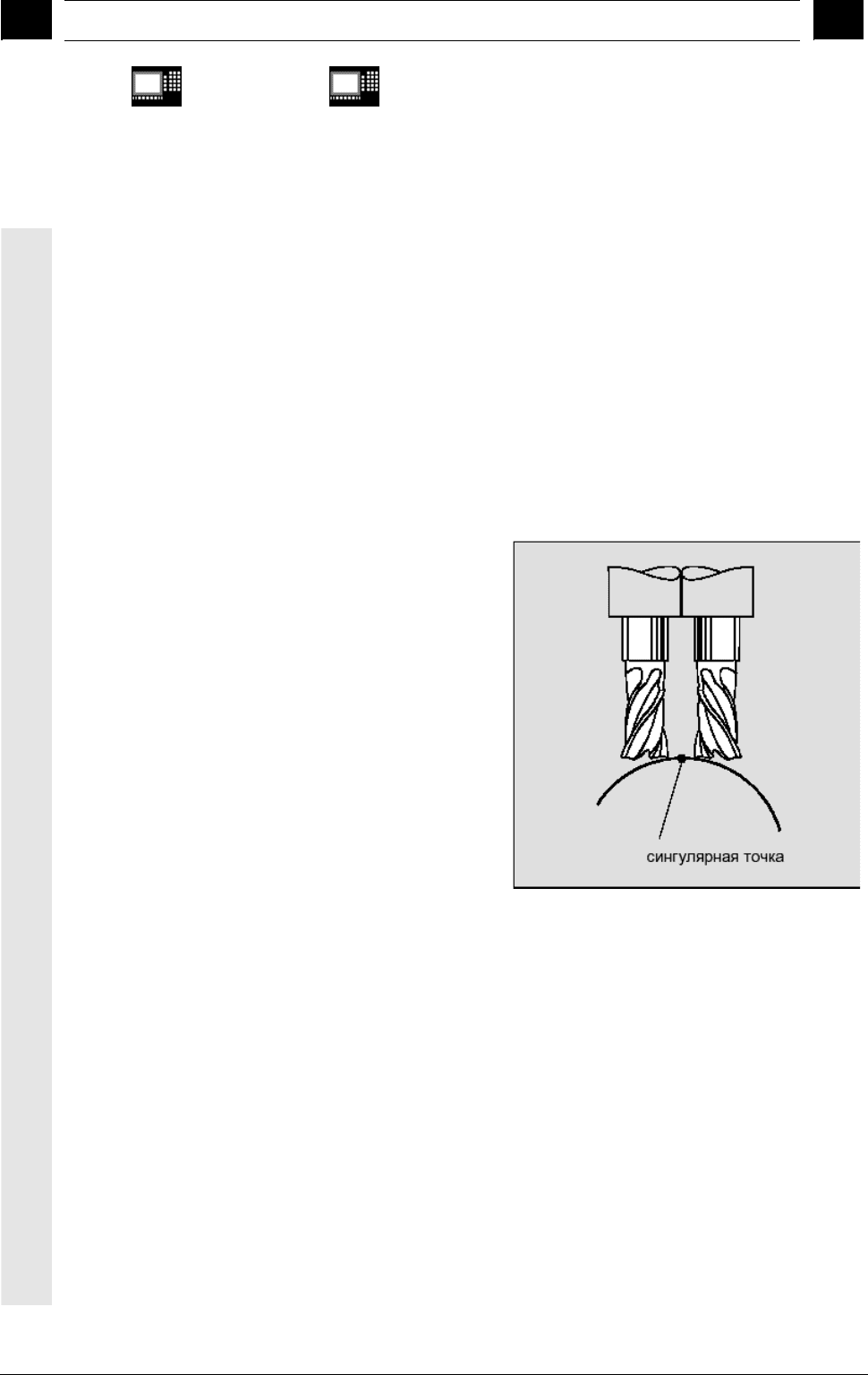
Коррекция на траектории
При торцевом фрезеровании необходимо
рассмотреть случай, когда точка касания на
поверхности инструмента прыгает. Как на этом
примере при обработке выпуклой поверхности с
помощью вертикально расположенного
инструмента.
Всегда рекомендуется согласовать как форму
инструмента, так и ориентацию инструмента с
изготовлением требуемой формы поверхности.
Поэтому представленный на рисунке случай
должен рассматриваться как граничный.
Этот граничный случай контролируется СЧПУ,
при этом на основе углов установки между
инструментом и векторами нормалей плоскостей
распознаются скачкообразные изменения точки
обработки. В этих местах СЧПУ вставляет
линейные кадры, чтобы движение могло быть
выполнено.
Для вычисления линейных кадров в машинных
данных имеются допустимые угловые диапазоны
для боковых углов.
Если происходит превышение определенных в
машинных данных предельных величин для
допустимых угловых диапазонов, то система
сигнализирует тревогу.
8
Коррекция инструмента 09.01
8
840D
NCU 572
NCU 573
840Di
ООО Siemens 2001 Все права защищены.
8-298 SINUMERIK 840D/840Di/810D Руководство по программированию. Расширенное программирование (PGA) - Выпуск 09.01
Изгиб траектории
Изгиб траектории не контролируется. Здесь
также рекомендуется использовать только такие
инструменты, которые не повреждают контур.
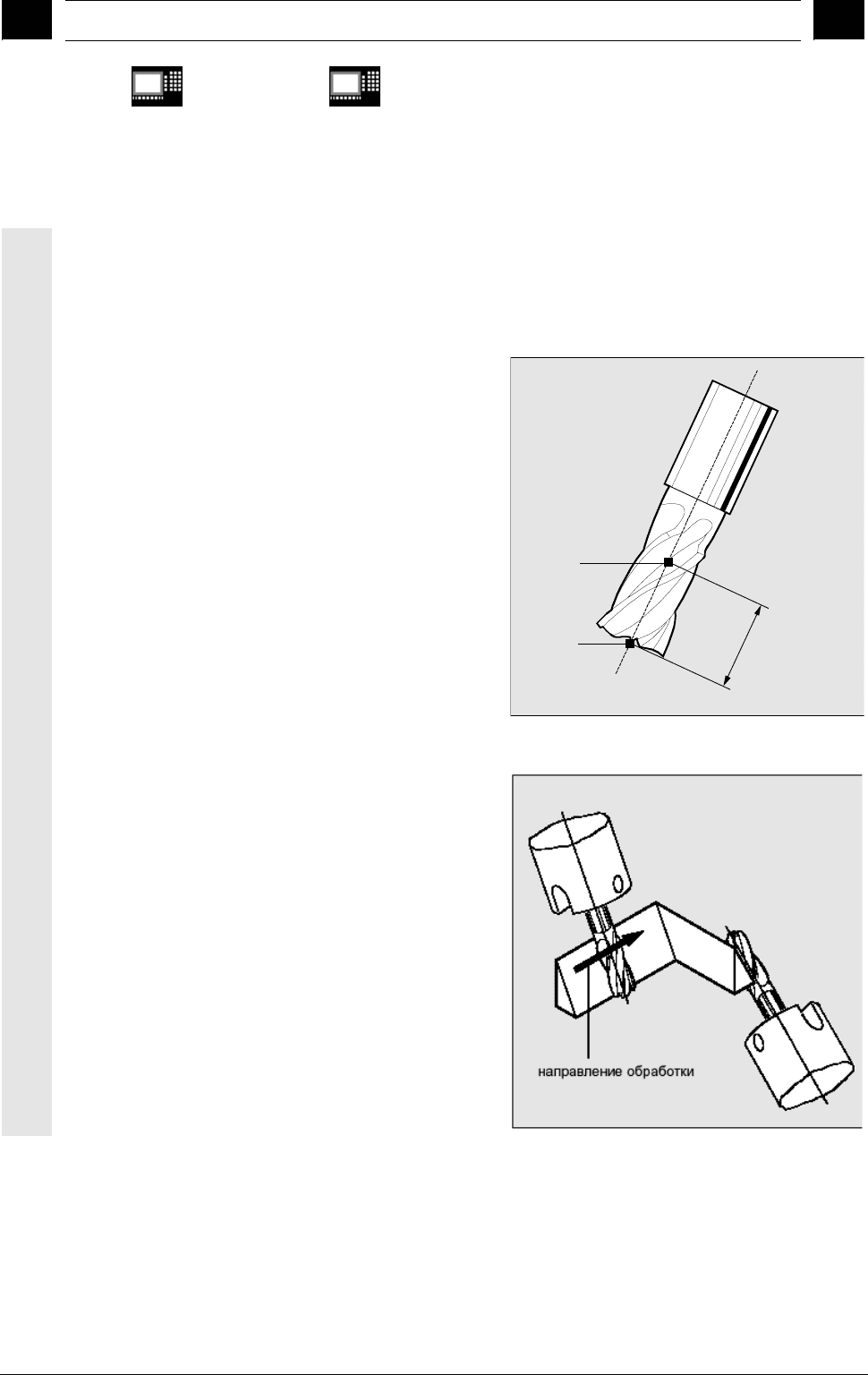
Глубина врезания ISD
С помощью программной команды ISD (Insertion
Depth) программируется глубина врезания
инструмента при периферийном фрезеровании.
Таким образом возможно изменять позицию
точки обработки на боковой поверхности
инструмента.
ISD указывает расстояние между острием фрезы
(FS) и вспомогательной точкой фрезы (FH). Точка
FH возникает через проекцию
запрограммированной точки обработки на ось
инструмента. ISD обрабатывается только при
активной 3D-коррекции радиуса инструмента.
I
S
D
FH
FS
Внутренние углы/внешние углы
Внешние и внутренние углы обрабатываются
раздельно. Обозначение внутреннего или
внешнего угла зависит от ориентации
инструмента.
При изменениях ориентации на одном из углов
может возникнуть ситуация, что тип угла
изменится при обработке. Если эта ошибка
возникает, то обработка прерывается
сигнализацией ошибки.
8
09.01 Коррекция инструмента
8
840D
NCU 572
NCU 573
840Di
ООО Siemens 2001 Все права защищены.
SINUMERIK 840D/840Di/810D Руководство по программированию. Расширенное программирование (PGA) - Выпуск 09.01 8-299
Метод точки пересечения для 3D-коррекции:
(от ПО5)
Здесь при 3D-периферийном фрезеровании на
внешних углах обрабатывается G-код
G450/G451, т.е. может быть осуществлено
перемещение к точке пересечения кривых
смещения. В ПО 4 во внешних углах всегда
вставлялся круг.
Особые преимущества новая функциональность
демонстрирует в типичных 3D-программа,
созданных с помощью CAD. Они часто состоят из
коротких кадров прямых (для аппроксимации
гладких кривых), у которых переходы между
соседними кадрами являются почти
тангенциальными.
При коррекции радиуса инструмента на внешней
стороне контура раньше всегда вставлялись
круги для обхода внешних углов. Так как кадры
при почти тангенциальных переходах становятся
очень короткими, то возникают нежелательные
провалы скорости.
В этих случаях, аналогично 2 ½ D-коррекции
радиуса, обе участвующие кривые удлиняются,
осуществляется перемещение к точке
пересечения обеих удлиненных кривых.
Определение точки пересечения осуществляется
посредством удлинения кривых смещения обеих
участвующих кадров и их точка пересечения
определяется в плоскости вертикально к
ориентации инструмента на углу. Если такая
точка пересечения не существует, то угол
обрабатывается как раньше, т.е. вставляется
круг.
Прочую информацию по методу точек
пересечения см.
/FB/ W5, 3D-коррекция радиуса инструмента
8
Коррекция инструмента 09.01
8
840D
NCU 572
NCU 573
840Di
ООО Siemens 2001 Все права защищены.
8-300 SINUMERIK 840D/840Di/810D Руководство по программированию. Расширенное программирование (PGA) - Выпуск 09.01
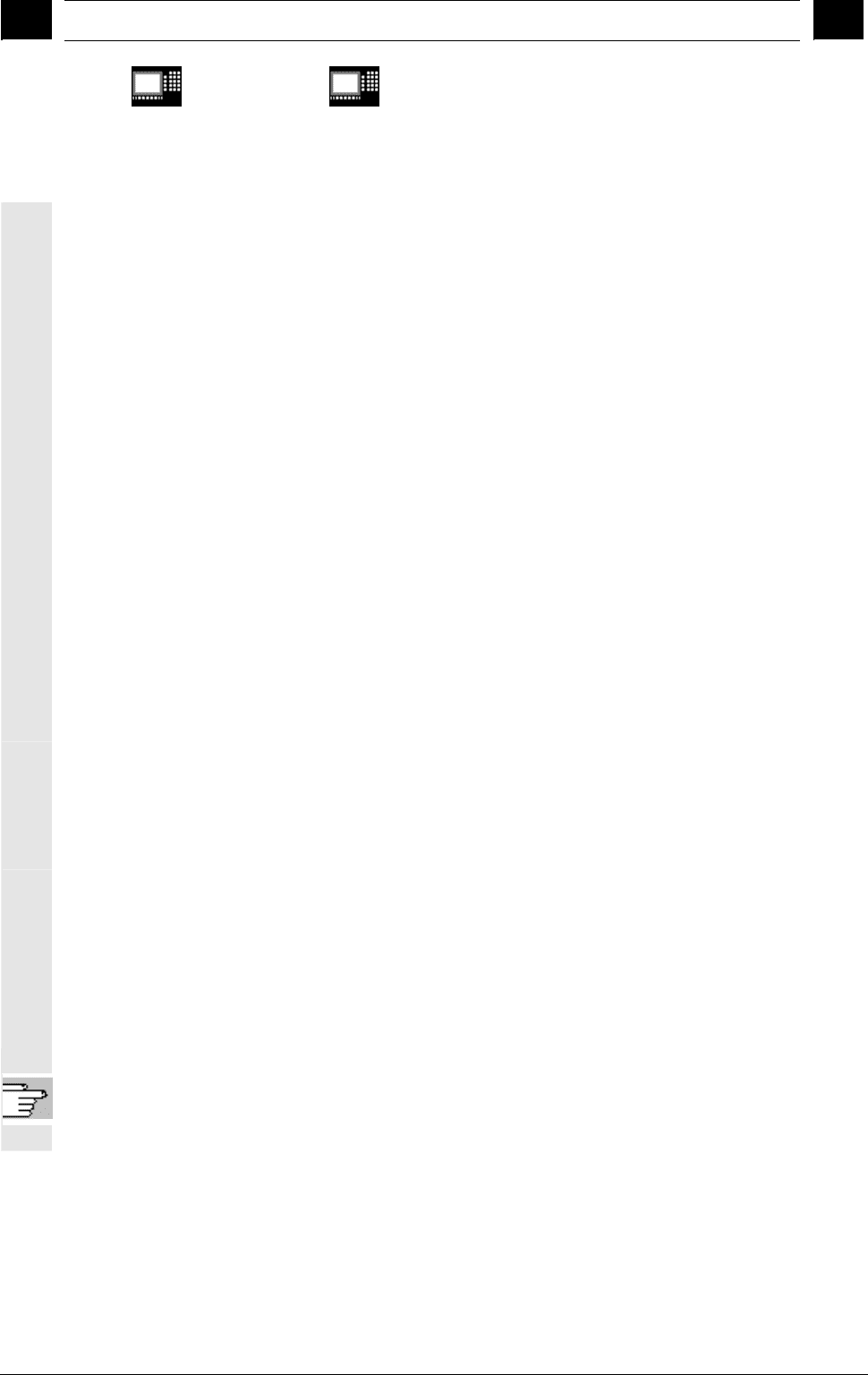
8.6 Ориентация инструмента
Под ориентацией инструмента понимается
геометрическое выравнивание инструмента в
пространстве.
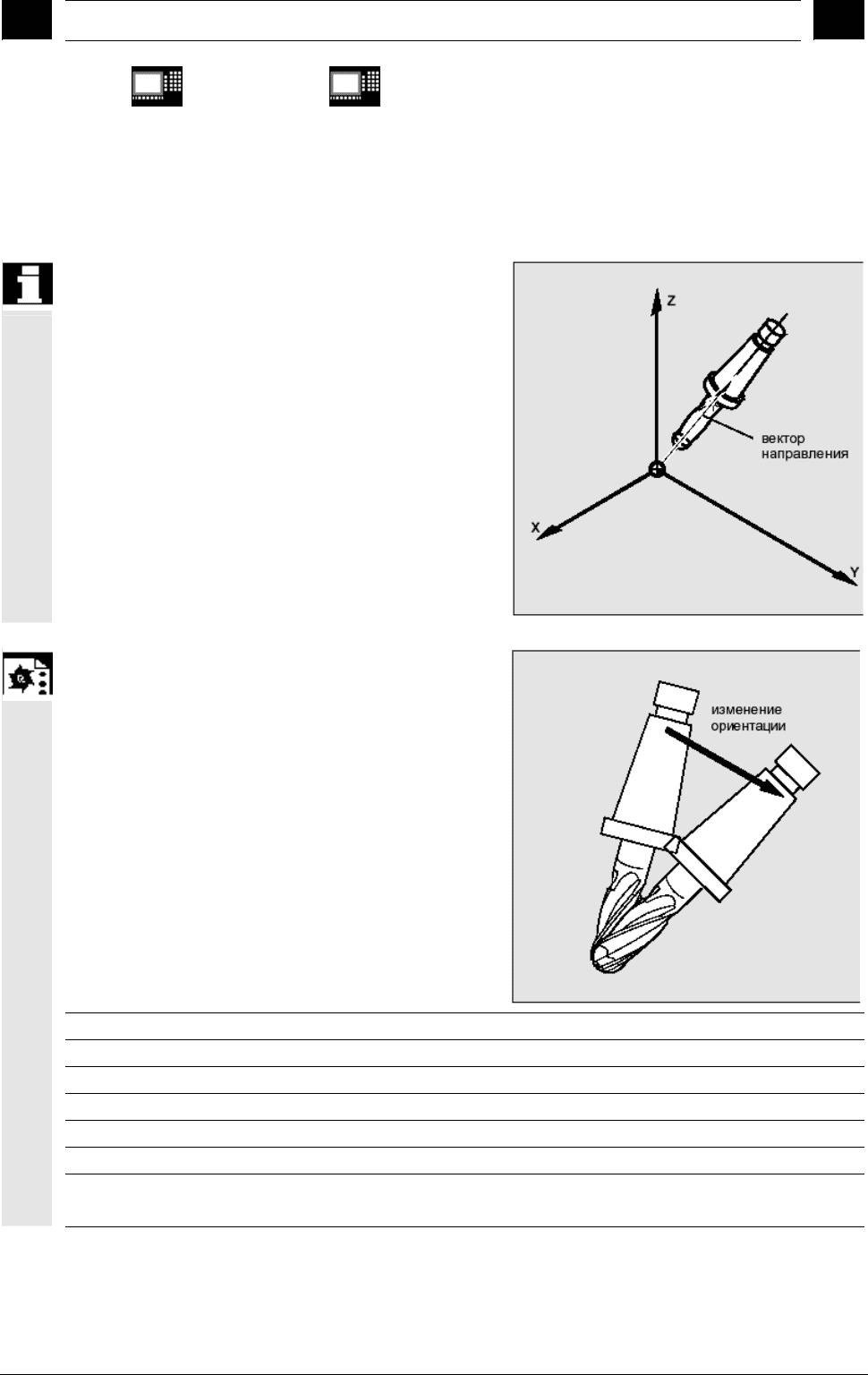
У 5-ти осевого металлообрабатывающего станка
ориентация инструмента может устанавливаться
через программные команды.
Программирование ориентации инструмента
Изменение ориентации инструмента может быть
запрограммировано с помощью:
• прямого программирования круговых осей
• эйлерова- или RPY-углов
• вектора направления
• LEAD/TILT (торцевое фрезерование)
Опорной системой координат является либо
система координат станка (ORIMKS), либо
актуальная система координат детали (ORIWKS).
Изменение ориентации может быть вызвано:
ORIC
Ориентация и движение по траектории параллельно
ORID
Ориентация и движение по траектории друг за другом
OSOF
нет выравнивания ориентации
OSC
Постоянная ориентация
OSS
Выравнивание ориентации только в начале кадра
OSSE
Выравнивание ориентации в начале и конце кадра
ORIS
Скорость изменения ориентации при включенном выравнивании
ориентации в градусах на mm; действует для OSS и OSSE