Rudnick L. Lubricant Additives: Chemistry and Applications (Присадки, добавки к смазкам)
Подождите немного. Документ загружается.


84 Lubricant Additives: Chemistry and Applications
also found in all the x-ray analyses of the degradation products. Evaluation of the load-carrying
capacity of the additives was found to vary directly with corrosivity except for the alkyl trithio-
phosphite. The authors surmised from this that the load-carrying capacity of phosphorus-contain-
ing additives was not only due to the reactivity of the lms but also due to the properties of the lm
that was formed. The relationship between wear and reactivity also varied directly for several com-
pounds, but in the case of the neutral phosphite and the alkyl trithiophosphite, there was no correla-
tion. This was attributed to the different composition of the lm in these cases. In fact, the authors
proposed that the main reaction product of the phosphite could be iron phosphide. They suggested
that the load-carrying capacity of the lms formed by EP additives fell in the following order:
phosphide > phosphate > sul de > chloride
whereas the order of AW properties was
sul de > phosphate > phosphide
The rst of these sequences is, of course, different to the order in EP activity predicted from the
stability of the lms formed on the metal surface and from the general perception that phosphorus
is less active than either chlorine or sulfur. Similarly, for AW performance, phosphorus is normally
regarded as more active than sulfur.
A paper by Goldblatt and Appeldoorn [84] cast doubt on the theory that the activity of TCP was
due to the generation of acidic impurities. In this study, the activity of TCP in different atmospheres
and in different hydrocarbon base stocks was examined. The resulting data showed that TCP
TABLE 3.7
Effect of Concentration on the AW Properties of Phosphorus-Containing
Additives in a Synthetic Ester
Additive Concentration (wt%)
Average Wear Scar Diameter (mm)
1 kg 10 kg 40 kg
None — 0.39 0.71 0.91
TCP 1.0 0.38 0.71 0.97
3.0 0.40 0.64 0.97
0.5 0.23 0.25 0.78
Hydrolyzed TCP 0.1 0.57 0.74 —
1.0 0.17 0.25 0.46
Dilauryl acid phosphate 0.01 0.21 0.41 0.84
0.05 0.19 0.28 0.43
1.0 0.17 0.28 0.42
Diisopropyl acid phosphite 0.02 — 0.72 —
0.05 0.16 0.25 —
0.15 — 0.33 —
Phosphoric acid 0.001 0.41 0.69 0.90
0.01 0.16 0.37 0.50
1.0 0.38 0.60 0.78
Note: ASTM D 4172. Four-ball wear test conditions: test time, 1 h; test temperature, 167°C; test speed,
620 rpm.
Source: Bieber, H.E., Klaus, E.E., Tewkesbury, E.J., ASLE Preprint 67-LC-9, 1967. With permission.
CRC_59645_Ch003.indd 84CRC_59645_Ch003.indd 84 3/19/2009 6:26:55 PM3/19/2009 6:26:55 PM
Ashless Phosphorus-Containing Lubricating Oil Additives 85
was much more effective in a low viscosity white (paraf nic) oil than in an aromatic base stock.
Aromatics are good AW agents and compete with the TCP for the surface. Under these conditions,
either the iron phosphate reaction products are less stable or perhaps a thinner and less complete
layer is produced and is worn away, leading to an increase in corrosive wear. Surprisingly, the AW
performance of the mixed aliphatic/aromatic base stock was better than either of the components
and was not improved by addition of TCP.
The behavior of TCP in different atmospheres focused on the effect of moisture in a wet-air
atmosphere and also under dry argon, that is, in the absence of oxygen and moisture. No signi cant
differences were found in the results indicated previously for the different hydrocarbon base stocks.
However, in a further series of tests comparing the behavior under both wet and dry air and wet and
dry argon in an ISO 32 grade white oil, TCP was shown to have a slight AW effect. The exception
was in wet air, when it increased wear but also generally showed higher scuf ng loads than when
used in dry argon. In a naphthenic oil of similar viscosity, the use of wet air (or wet argon) again
resulted in increased wear and exhibited higher scuf ng loads. This behavior was also observed
with other phosphates and phosphites. The authors suggested that in dry air the TCP lm forms
very rapidly and metallic contact quickly falls. In dry argon the same thing happens, only at a
slower rate. In wet air the lm is not as strong, and metallic contract remains high, whereas in the
case of wet argon, it does not form at all. “Thus the formation of a protective lm is enhanced by
oxygen but hindered by the presence of moisture.” The observation [78] that air was necessary for
the action of TCP did not consider that moisture was present in the air and could have been respon-
sible for the improvement in wear performance.
The previous theory indicating it was necessary for the TCP to hydrolyze to form acid phos-
phates before it became active was also challenged. Wear tests on standard and very low acid TCP
in dry argon showed no signi cant difference in activity. It was concluded that TCP was reacting
directly with the surface without rst hydrolyzing to acid phosphate and without being preferen-
tially adsorbed at the metal surface.
In 1972, Forbes et al. [85] summarized the current thinking on the action of TCP, which indi-
cated that TCP was an effective AW additive at high concentrations independent of the base oil, but
at low concentrations was adversely affected by the presence of aromatics. The acidic degradation
products have similar properties but show better performance at low concentrations. It was felt that
TCP adsorbed onto the metal surface decomposed to give acid phosphates that reacted with the
surface to give metal organophosphates.
The results of further investigations into the effects of oxygen and temperature on the frictional
performance of TCP on M-50 steel were published in 1983 [86]. The critical temperature at which
friction is reduced as surface temperature rises was measured under different conditions and was
found to be 265°C in dry air (<100 ppm water) when full- ow lubrication is used; 225°C under con-
ditions of limited lubrication and 215°C under nitrogen, also with limited lubrication. Analysis of
the surface indicated that TCP had reacted chemically at these temperatures, causing a substantial
increase in the amount of phosphate deposited (phosphide was not observed). Oxygen was said to
be necessary for this reaction, but the suggestion that prior hydrolysis of the phosphate was required
could not be substantiated.
The debate regarding the formation of iron phosphate or phosphide as reaction products in the
wear mechanism rumbled on into the late 1970s and early 1980s. In 1978, Yamamoto and Hirano
[87] carried out scuf ng tests on several aryl and alkyl phosphates. The aryl phosphates showed bet-
ter scuf ng resistance, and it was suggested that the alkyl phosphates reacted with the steel surface,
forming a lm of iron phosphate under mild lubricating conditions, but that the aryl phosphates
reacted only slightly until conditions became more severe with the formation of iron phosphide.
The implication was that the phosphide (formed as a result of a reaction between the phosphate and
the metal surface) acted as a good EP additive but that the iron phosphate had only AW activity.
Surface roughness measurements showed a polishing action for the aryl phosphates (particularly for
TCP) but not, under these conditions, for the alkyl phosphates.
CRC_59645_Ch003.indd 85CRC_59645_Ch003.indd 85 3/19/2009 6:26:55 PM3/19/2009 6:26:55 PM
86 Lubricant Additives: Chemistry and Applications
The concept of corrosive wear and of phosphates as chemical polishing agents as expressed by
Beek et al. [5] was examined by Furey in 1963 [88]. In his work, surfaces of different roughness were
prepared and friction measurements were made when in contact with a solvent re ned oil under dif-
ferent applied loads. In tests on an additive-free oil (unfortunately, no information was available on
the sulfur or aromatic content), it was found that friction, in addition to being load-dependent, was
low for highly polished surfaces and rose with increasing roughness up to a roughness of ∼10 µin. At
about this roughness, the percentage metal contact was also found to be at its maximum but decreased
thereafter. The explanation given for this was that with increasing roughness, the distances between
the peaks and troughs increase but the peaks become atter. The atter the peak, the better the load-
carrying capacity, whereas the deeper troughs allow for a greater reserve of oil available locally for
lubrication and cooling. When several AW/EP additives were evaluated in the oil, it was found that,
although there was a reduction in surface roughness, it was less than that found by the oil alone. Fur-
thermore, at low loads, TCP was able to reduce metal contact signi cantly but had no effect on surface
roughness. At moderate to high loads, although the metal contact was reduced, the surface roughness
was increased. The author concluded that TCP was not acting through a polishing action.
In 1981, Gauthier et al. [89] looked again at the wear process and lm formation. They catego-
rized the process into three wear phases: an initial, very rapid phase followed by a medium wear
rate, and nally a slow wear phase. In the rapid wear phase, a brown lm was formed that, on analy-
sis, was found to be a mixture of ferrous oxide and phosphate. A blue lm, which is formed as the
wear rate slows (and the surface becomes smoother), contained no iron and was described as a poly-
meric acid phosphate. (No mention was made of the “white crystalline lm” Godfrey reported.)
When both lms were removed and the roughness of the underlying surface was measured,
it was found that the surface below the brown lm was very smooth. The surface under the blue
lm was much rougher and ∼1000 Å thicker. The authors suggested that the smooth surface was
the result of polishing arising from corrosive wear. They concluded that in the rst phase of wear,
a corrosive wear process is involved because of the presence of ferrous phosphate on the surface.
When a “critical value” for the surface coverage by the phosphate was achieved, the organic phos-
phoric acids produced by the decomposition of TCP polymerized to form a polyphosphate. As a
result, in the last two wear phases, “the wear of metal is almost completely replaced by the wear of
the additive.” In this way, the disparate observations of TCP behavior (polishing versus increased
surface roughness) could be related and combined.
The presence of polyphosphate was also noted by Placek and Shankwalkar [90] when investigating
the lms produced on bearing surfaces by pretreatment with phosphate esters. Tests were carried out on
100% phosphates and also on their 10% solutions in mineral oil, the latter condition because the combi-
nation had been reported to provide better wear protection than the individual components alone, appar-
ently by the formation of a “friction polymer” [91,92]. Phosphates chosen for the work included both
aryl and alkyl types. Analyses of the lms formed by immersion in the phosphates at 250°C revealed
the presence of a high level of carbon together with iron phosphate/polyphosphate and a small amount
of phosphide. At 300°C, the hydrocarbon had all but disappeared and no phosphide was detected. The
lms formed by the mineral oil solutions were mainly hydrocarbon-based, but the lm formed by the
alkyl phosphate was unique in that it contained needlelike bers. The effect of pretreatment on wear
found under four-ball test conditions is indicated in Table 3.8. The bearings treated with the mineral oil
solutions displayed at least as good wear reduction as those treated with the 100% phosphate.
3.5.2.2 Recent Technical Developments
In 1996, Yansheng et al. [93] reported on the effect of TCP on the wear performance of sulfurized,
oxy-nitrided, and nitrided surfaces. A synergistic effect on nitrided and oxy-nitrided surfaces was
found, resulting in signi cant increases in load-bearing capacity while reducing friction and wear,
but no improvement was seen on sulfurized surfaces.
A recent application in this brief survey relates to the use of aryl phosphates as vapor-phase
lubricants. Although not strictly an additive application, this development has been the focus of
CRC_59645_Ch003.indd 86CRC_59645_Ch003.indd 86 3/19/2009 6:26:55 PM3/19/2009 6:26:55 PM
Ashless Phosphorus-Containing Lubricating Oil Additives 87
most recent analytical studies into the mode of action of these additives; therefore, the conclusions
represent the current thinking. Aryl phosphates were chosen for this application because of their
oxidation stability and good boundary lubrication performance at high temperatures. The initial
studies took place with TCP [94] and involved examination of the lms formed on tool steel balls
and on iron, stainless steel, copper, nickel, tungsten, and quartz wire specimens. (TCP vapor had
previously been shown to form tenacious lms on graphite, tungsten, and aluminum at temperatures
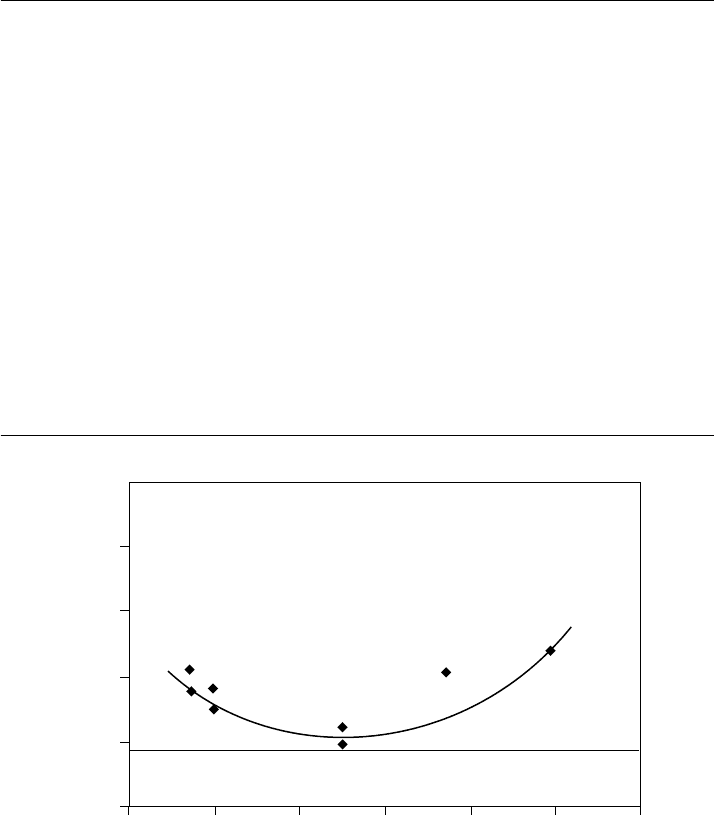
above its thermal decomposition point [95].) Wear tests on tool steel with vapor at 370°C showed
low levels of wear even at 0.1 mol% concentration (Figure 3.10). An optimum concentration was
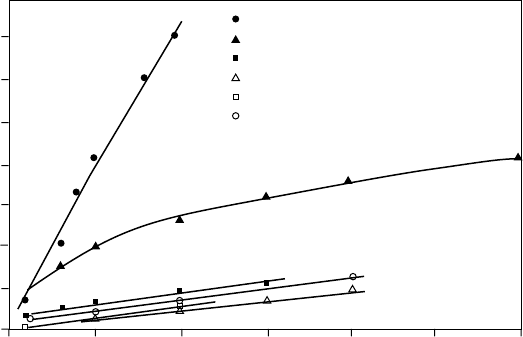
reached at ∼0.5 mol%. Reaction with the metals indicated above is displayed in Figure 3.11, which
shows that deposition on iron and copper is relatively fast but slow for quartz, nickel, and tungsten.
TABLE 3.8
Friction and Wear Reduction from Bearing Surface Pretreatment by Phosphate
Esters
Bearing Preparation
Average Scar
Diameter (mm)
Improvement
(%)
Maximum
Torque (gf m)
Improvement
(%)
Untreated reference 1.00 – 46.1 –
TCP 0.72 28 18.4 60
IPPP 0.75 25 18.4 60
TOF 0.81 19 18.4 60
10% TCP in mineral oil 0.72 28 18.4 60
10% IPPP in mineral oil 0.72 28 15.0 68
10% TOF in mineral oil 0.64 36 19.6 58
Note: ASTM D 4172–88. Four-ball wear test conditions: test time, 60 min; test temperature, 75°C; test load,
40 kgf; test speed, 600 rpm. IPPP = isopropylphenyl phosphate; TCP = tricresyl phosphate; TOF = tris (2-
ethylhexyl) phosphate. All wear tests performed in 100 solvent neutral paraf nic mineral oil.
Source: Placek, D.G., Shankwalkar, S.G., WEAR, 173(1-2), 1994. Permission from Elsevier.
Hertz line
0
0 0.2 0.4 0.6 0.8 1 1.20
0.2
0.4
0.6
0.8
Wear scar (mm)
TCP (mol %)
FIGURE 3.10 Four-ball wear values at 370°C with vapor lubrication as a function of tricresyl phosphate
(TCP) vapor concentration. (From Klaus, E.E., Jeng, G.S., Duda, J.L., Lubr. Eng. 45(11), 717–723, 1989. With
permission.)
CRC_59645_Ch003.indd 87CRC_59645_Ch003.indd 87 3/19/2009 6:26:55 PM3/19/2009 6:26:55 PM
88 Lubricant Additives: Chemistry and Applications
Rates of formation are, of course, temperature-dependent, but lms are produced up to at least 800°C.
Increases in temperature and TCP concentration caused an increase in deposit formation.
The use of TCP vapor to lubricate high-speed bearings made from M50 steel at 350°C was exam-
ined by Graham et al. in 1992 [96] with excellent results. In fact, the wear area was smoother than the
unused surface. Surprisingly, similar results were found when lubricating silicon nitride surface without
prior activation. Here, the results were clouded by the transfer of copper to the test specimens, and it was
thought that activation could have occurred by reaction of TCP with copper components of the vapor
delivery system, which was then deposited onto the ceramic surface. Analysis of the lm formed by TCP
on a ceramic surface was also investigated by Hanyaloglu and Graham [97]. In this case, the ceramic
was activated by a lm (∼20 atoms thick) of iron oxide. The presence of TCP at 0.5% in nitrogen or air
at 500°C gave a friction coef cient of 0.07 and produced a polymer containing mainly carbon, oxygen,
and a small amount of phosphorus with a molecular weight range of 6,000–60,000 g/mol.
A combination of vapor and mist lubrication has also been evaluated in the lubrication of gas
turbine bearings [98]. The data indicated that organophosphates worked well with ferrous metal due
to the rapid formation of a predominantly iron phosphate lm. This was followed by the development
of a pyrophosphate-based lm over the iron phosphate. As long as iron was present, the organophos-
phates worked well, but continued production of the phosphate/pyrophosphate lm reduced access
to iron and eventually led to surface failure. Morales and Handschuh [99] reported a solution to this
problem in which the phosphate contained a small quantity of ferric acetylacetonate. Evaluation of
this solution in comparison with the pure phosphate showed that the iron salt enabled a phosphate
lm to be successfully deposited onto an aluminum surface, which the pure phosphate is unable to
do. (Neutral phosphates are known not to wet the surface of aluminum.) Vapor/mist lubrication of a
gearbox using pure phosphate was compared with the performance of the phosphate containing the
iron salt; a signi cant improvement in scuf ng performance was noted. This was enhanced when
the mist was directed onto the gear teeth immediately before contact. Evaluation of the surface lm
on the gear teeth revealed no phosphorus when the pure phosphate was tested but showed the pres-
ence of “fair amounts” of both iron and phosphorus when using the soluble iron salt.
A recent study of the mechanism of lm formation by aryl phosphates [100] involved examin-
ing the reaction of phosphates with metal in the form of foil or powder and also with various metal
oxides in different oxidation states. The tests were carried out in both oxygen-rich and oxygen-
depleted environments and they revealed that the reactivity of both the commercial grade of TCP
Copper
Iron
Stainless steel
Nickel
Quartz
Tungsten
2100
1800
1500
1200
900
600
300
0
0 5 10 15 20 25 30
Time (min)
Deposit weight (mg/cm
2
)
FIGURE 3.11 Deposition on various substrates with 1.55% TCP in a nitrogen stream at 700°C. (From Klaus,
E.E., Jeng, G.S., Duda, J.L., Lubr. Eng., 45(11), 717–723, 1989. With permission.)
CRC_59645_Ch003.indd 88CRC_59645_Ch003.indd 88 3/19/2009 6:26:56 PM3/19/2009 6:26:56 PM
Ashless Phosphorus-Containing Lubricating Oil Additives 89
and the pure isomers increased with steel and other metals with increasing oxidation state of the
metal/oxide. In comparison with little or no degradation in the absence of metal/metal oxides,
limited degradation took place in the presence of metal, but almost complete breakdown of the
phosphate occurred (at the same temperature—in the range 440–475°C) in the presence of Fe
2
O
3
and Fe
3
O
4
. The isomeric forms of TCP also displayed different levels of reactivity with tris-ortho-
cresyl phosphate (TOCP), more active than the meta and para isomers. The authors indicated that
these relativities are consistent with the oxide’s free energy of formation; those oxides with the high-
est free energy of formation show the lowest level of activity, and vice versa. Different types of steel
surface also displayed different levels of reactivity, with 316C stainless steel being the least active.
Surface analysis of the steel specimens used indicated that, depending on whether the metal
surface was oxygen-rich or poor, different mechanisms of degradation predominate. When excess
oxygen was present, the lm produced was a polyphosphate with good lubricating properties, whereas
a surface with only a thin oxide coating produced iron phosphate, which has poor lubrication proper-
ties. No phosphide was found in the surface coating, but an iron/amorphous carbon layer, possibly
rich in fused aromatics, arising from the degradation of the aromatic part of the phosphate was found
when using the TBPP, but not when TCP was examined. Since these aromatics have a planar struc-
ture, they may assist with lubrication by allowing the surface to move more easily over one another.
However, it is likely that the end result is a composite of the behavior of the polyphosphate and the
carbonaceous lm, if formed. Indeed the author suggests that the polyphosphate may be acting as a
“binder” for the carbon, and it is the latter that is providing the lubrication. The proposed mechanism
for the formation of the polyphosphate lm was thought to involve the cleavage of the C
–
O bond
on one of the pendant groups as the phosphate attaches itself to the surface (presumably through
the
–
P=O function), eliminating a cresyl radical. This is followed by the elimination of another
cresyl radical as the second C–O bond breaks, and an Fe
–
O bond is formed. In this way a “lattice of
cross-linked PO
3
is formed with the Fe surface.” Wear of the lm is not a problem as it appears to be
self-healing due to diffusion of Fe ions through the polyphosphate layer to the surface where reaction
with phosphate continues. There was no suggestion that hydrolysis of the phosphate is involved.
3.5.2.3 Recent Commercial Developments
Although the majority of phosphates used as AW/EP additives are relatively low-viscosity prod-
ucts, interest has been expressed in materials of high molecular weight for aerospace applications,
where low volatility is important; for example, high-temperature lubricants for aero-derivative gas
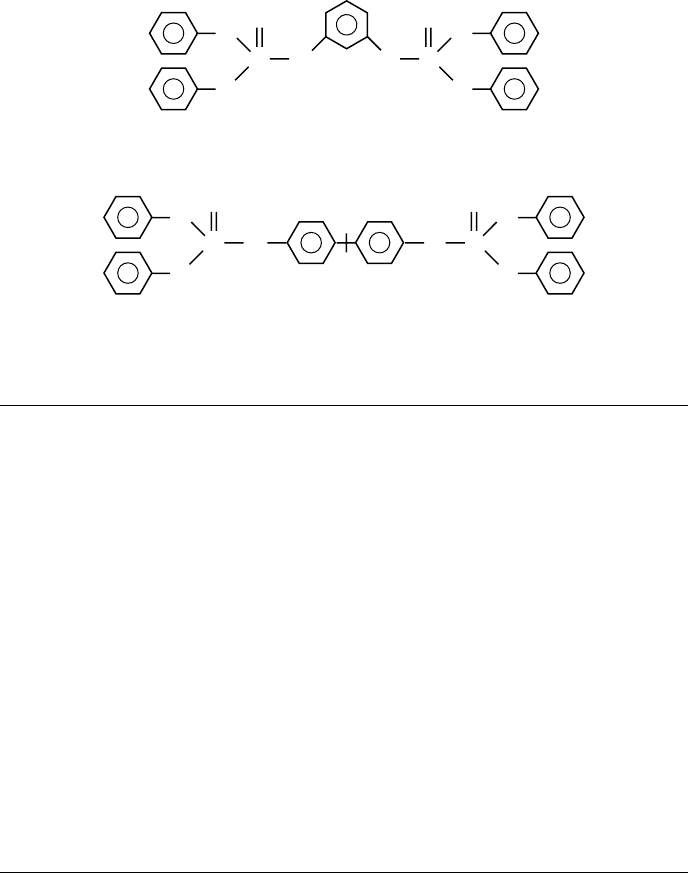
turbines and greases for space vehicles. Three products have become commercially available and
have been evaluated: an ISO 100 tertiarybutylphenyl phosphate with low TPP content, resorcinol
tetraphenyl bisphosphate (Figure 3.12), and isopropylidene di-p-phenylenetetraphenyl bisphosphate
(Figure 3.12). The hydrolytic stability of the resorcinol diphenyl phosphate is relatively poor, but
this would not be of major concern for aerospace applications, for example, in greases. However,
this material has been claimed as an AW additive for fuels and lubricants [101], whereas the TBPP
has been incorporated into an aerospace grease formulation [102].
As part of an assessment of the high-molecular-weight additives for use in high-temperature
aviation gas turbine oils, they were compared under coking, four-ball wear, and oxidation test
conditions. The results are given in Table 3.9. Although the AW performance of the butylphenyl
phosphate is not as good as that of TCP, the reduced impact on deposit formation and magnesium
corrosion performance has made it the most promising candidate.
Although much of the recent focus of activity has been on aryl phosphates, there have also been
developments with alkyl phosphates. TBP, for example, is now used as an EP additive for EP steam
and gas turbine oils used when the turbine is driving a reduction gear (Ertelt, R. Private Communica-
tion, September 2001). About 1.5% of the additive is used to increase the FZG gear test performance
(DIN 51354) from a load stage failure of about 6–8 to 10–11. Again, the neutral nature of the mol-
ecule is of advantage in minimizing interaction with other components of the formulation.
CRC_59645_Ch003.indd 89CRC_59645_Ch003.indd 89 3/19/2009 6:26:56 PM3/19/2009 6:26:56 PM
90 Lubricant Additives: Chemistry and Applications
An additional application where interest has been expressed in alkyl phosphates is metalworking.
Owing to a desire on environmental grounds to move away from chlorine, mixtures of neutral phos-
phates and sulfur-containing additives have been promoted as alternatives [103–106]. As concerns
exist about the possible release of phenolic materials into the environment, the alkyl phosphates
are, perhaps, best suited for this application and are able to provide similar or better performance to
the chlorparaf ns when used together with sulfur carriers. Table 3.10 summarizes the drill life and
other AW/EP performance in a neat oil for both neutral isopropylphenyl phosphate and neutral alkyl
phosphate in combination with a sulfurized ole n when compared with a chlorparaf n.
In an extension to this work, drill life test data were obtained on tri-isobutyl and tributoxy-
ethyl phosphate in comparison with a commercially available acid phosphate (oleyl acid phos-
phate). Each phosphate was evaluated at the same phosphorus level in the presence of a sulfur
carrier (a 4:1 mixture of a sulfurized fatty acid ester with 26% total sulfur and a dialkyl polysul de
with 40% total sulfur content), and all additives were dissolved in a neat paraf nic mineral oil of
P
OO
O
P
O
O
O
O
O
P
OO
O
P
O
O
O
O
O
Resorcinol tetraphenyl bisphosphate
Isopropylidene di-p-phenylene tetraphenyl bisphosphate
FIGURE 3.12 Structures of high-molecular-weight phosphate esters.
TABLE 3.9
The Effect of High-Molecular-Weight AW Additives on the Coking, Wear and
Magnesium Corrosivity of Ester-Based Gas Turbine Oil Formulations
AW Additive
Deposit Formation
a
(mg) Wear
b
(mm)
Magnesium
Corrosivity
c
Blank—no additive 89 0.655 High
TCP 98 0.40 High
Tris-C
9
–C
10
alkylphenyl
phosphorodithioate
103 0.505 Pass
TBPP 94 0.54 Pass
Resorcinol tetraphenyl phosphate Not determined 0.425 Fail
Note: Additives used at 1% addition in the ester base.
a
Fluid held at 300°C for 3 h: method described in paper by Gschwender et al., Lubrication Engineering,
pp. 20–25, May 2000.
b
ASTM D 4172-88. Four-ball wear test for 1 h at 40 kg, 600 rpm, and 75°C.
c
20 mL sample held for 48 h at 232°C with 1 1/h, air ow.
Source: Gschwender, L., Private Communication, August 2001. With permission.
CRC_59645_Ch003.indd 90CRC_59645_Ch003.indd 90 3/19/2009 6:26:56 PM3/19/2009 6:26:56 PM

Ashless Phosphorus-Containing Lubricating Oil Additives 91
ISO VG 22. The test was carried out on an automatic drilling machine, drilling holes of 18 mm
depth in a 40 mm thick disk of stainless steel type 304 with a feed rate of 0.13 mm/rev and at
1200 rpm. The test was concluded when either the drill broke or showed excessive wear. The results
in Table 3.11 [107] show a signi cant improvement for the butoxyethyl phosphate over the isobutyl
phosphate, whereas the oleyl acid phosphate showed little activity. The reason for the poor behavior
of the acid phosphate is not known.
Also, in the eld of metalworking, phosphates have been claimed as components of hot forging
compositions [108,109].
3.5.3 ALKYL AND ARYL ACID PHOSPHATES
3.5.3.1 Non-ethoxylated
Although the range in commercial use is limited, acid phosphates are important components
of metalworking oils—frequently in combination with chlorparaf ns. However, because of
TABLE 3.10
A Comparison of the AW/EP Performance of a Chlorparaffi n and an Alkyl or Aryl
Phosphate/Active Sulfur Combination in a Simple Oil-Based Cutting Fluid
Formulation
Formulation and Test Data A B C D
ISO 22 paraf nic oil 92 95.7 96.9 —
Tri-isopropylphenyl phosphate — — — 1.0
Trialkyl phosphate — — 0.6 —
Active sulfur compound (40% S) — 4.3 2.5 2.5
Chlorinated paraf n (40% Cl) 8 — — —
Four-ball wear test (ASTM D 4172)-mm 0.65 — — 0.43
Four-ball EP properties (ASTM D 2783)
Weld load (kgf) 400 — — 620
Seizure load (kgf) 80 — — 80
Load wear index 51 — — 104
Pin and V-block wear (ASTM D 3233)
Failure load (lb) >3100 — — 2726
Drill Life test
Holes drilled to failure (EN24T mild steel at
1200 rpm/0.13 mm/min feed rate)
140 100 280 200
TABLE 3.11
Results of Drill Life Tests on Alkyl and Alkoxyalkyl Phosphates in the
Presence of Sulfur Carriers
Formulation (w/w) and
Test Data A B C D
Sulfur carrier 5.2 5.2 5.2 5.2
Tri-isobutyl phosphate — 4.17 — —
Tributoxyethyl phosphate — — 6.4 —
Oleyl acid phosphate — — 10.0
Neat oil 94.8 90.63 88.4 84.8
Holes drilled to failure 84 432 >500 18
CRC_59645_Ch003.indd 91CRC_59645_Ch003.indd 91 3/19/2009 6:26:56 PM3/19/2009 6:26:56 PM
92 Lubricant Additives: Chemistry and Applications
environmental concerns associated with the use of chlorinated hydrocarbons, their possible replace-
ment by mixtures of phosphorus and sulfur compounds has been investigated [66].
Mixtures of monophosphoric and diphosphoric acid esters were compared with a dithiophos-
phate acid amide in macroemulsions using a variety of EP tests. Performance in drilling and tapping
tests (which are regarded as the conditions most closely simulating cutting performance) indicated
that the dithiophosphate amide gave the best performance, whereas the monoacid and diacid phos-
phates produced levels of performance similar to or better than that of the chlorparaf n alone.
Traditionally, the acid phosphates in commercial use have high acid numbers (200–300 mg KOH/g).
As a consequence, in addition to their use as AW/EP additives, they are used as corrosion inhibitors
[110], and certain structures are promoted as copper passivators [110]. A recent development has
been the availability of aryl phosphate-based products that have a relatively low level of acidity
(typically 10–15 mg KOH/g) while offering a combination of good AW/EP performance with rust
prevention and oxidation inhibition. The multifunctionality of this product type offers opportunities
for the simpli cation of additive packages and use in a wide range of hydraulic and circulatory oils,
metalworking, and gear applications, whereas the lower level of acidity reduces the potential for
additive interaction and the promotion of foaming, etc.
Increased activity in alkyl acid phosphates has been reported in the patent literature. This arises
from the use of long-chain alcohols (C
16
−
C
18
) to produce an acid phosphate ester mix with a high
monoacid content (preferably greater than 80:20% monoacid–diacid ratio) [111]. With this acid
distribution, it has been possible to achieve lower wear than for the conventional ethoxylated alkyl
phosphates with a monoacid to diacid ratio of 60:40%.
3.5.3.2 Alkyl and Alkarylpolyethleneoxy Acid Phosphates
Polyethyleneoxy acid phosphates are a potentially very large class of compounds. Not only are varia-
tions possible in the type of alcohol or phenol chosen but also in the type of alkoxylation (although
ethylene oxide [EO] is invariably used) and the EO content. Products of this process were originally
claimed to be more active than the non-ethoxylated variety, but the latest advances in the latter
types [111] suggest this may no longer be the case.
Depending on the choice of raw materials, the nished product may be oil- or water-soluble
or water-dispersible. Alkyl and (alk)arylpolyethyleneoxy acid phosphate esters acids containing
<55% EO were found to be oil-soluble; products with an EO content of more than 60% were
water-soluble as the free acids and their amine salts, whereas products with 40–60% of EO
were both oil- and water-soluble or water-dispersible [40]. The free acids are used in oil applica-
tions, whereas amine (usually triethanolamine) or metal salts of the acids are used in aqueous
applications. The alcohols and phenols initially selected for evaluation were lauryl and oleyl
alcohols and nonyl, dinonyl, and dodecyl phenol. Other raw materials used today include C
8
−
C
10
alcohols, 2-ethyl hexanol, tridecanol, cetyl-oleyl mixed alcohols, and phenol. The products are
nonionic surfactants with excellent wetting and emulsi cation properties, and certain types do
not support bacterial growth. They are also good corrosion inhibitors—an important factor for
their use in metalworking applications. The higher EO-content products tend to produce a heavy
and stable foam, and materials containing ∼45% EO are therefore preferred for metalworking
applications [40].
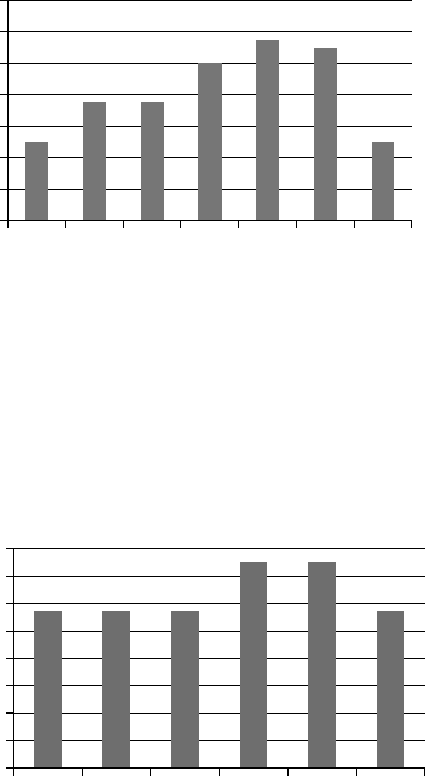
The effect of the alcohol or phenol and the impact of EO content on the wear behavior in a
naphthenic oil can be seen in Figures 3.13 and 3.14, respectively [112].
The performance of the product based on oleyl alcohol is interesting in that it does not appear to
change with EO content, yet is simultaneously capable of producing materials that vary from oil- to
water-soluble. However, the four-ball or pin and v-block tests, although widely used as screening
tests for the metal-working application, are not considered to be capable of predicting the per-
formance under cutting conditions. This is con rmed in the paper given in 1995 by Werner et al.
[113], which compares the performance of different ethoxylated acid phosphates under various test
CRC_59645_Ch003.indd 92CRC_59645_Ch003.indd 92 3/19/2009 6:26:57 PM3/19/2009 6:26:57 PM
Ashless Phosphorus-Containing Lubricating Oil Additives 93
Test conditions: 40 kg, 100 rpm, 60 min, 121°C
Four-ball wear scar diameter (mm)
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
Nonyl phenol
Oleyl alcohol
Dodecyl phenol
Dinonyl phenol
Lauryl alcohol
Tricresyl phosphate (neutral)
Base oil (100 s naphthenic)
(a)
(b)
Test conditions: 100 kg, 100 rpm, 60 min, 121°C
Four-ball wear scar diameter (mm)
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
Nonyl phenol
Oleyl alcohol
Dodecyl phenol
Dinonyl phenol
Lauryl alcohol
Base oil (100 s naphthenic)
FIGURE 3.13 Effect of hydrophobe on wear properties—four-ball wear scar diameter. Acid phosphate
esters based on nonionics containing 23–25% ethylene oxide.
CRC_59645_Ch003.indd 93CRC_59645_Ch003.indd 93 3/19/2009 6:26:57 PM3/19/2009 6:26:57 PM