Розенберг В.Я. Введение в теорию точности измерительных систем
Подождите немного. Документ загружается.

и используя фильтрующее свойство 6-функции, получим
г— ^ / [г/и, 1р{~
1
(г/и)] р (г/и) <*</*•
^и&'и
Так как р(у
и
)с1у
1[
= р(х)с1х, окончательное выражение для среднего риска име-
ет вид
7= 1[Ы(х),{
Р
(х)]р(х)ах. • (6.119;
х^Х
Таким образом, крепление характеристик в данной точке х «взвешивается» с ве-
сом, равным плотности вероятности р(х), или, что то же (в случае эргодического
процесса), с весом, равным относительному времени пребывания сигнала х(1) на дан-
ном уровне х.
Вернемся" к критерию (6.113). Предположим, что характеристика реальной систе-
мы !р{х) выбрана так, что она удовлетворяет (6.Г13) в интересующей нас области
изменения аргумента. Оценим критерий качества для такой системы из (6.119) при
функции потерь вида 1=
\
{а(х)—^
р
(х) |р
п Л
г
= ] 1/и (*)
—
Ь (*)
[Р
р (х) йх < | тРр (х) с1х — тр.
Х(=2Х х^Х
Таким образом, для заданного вида функций потерь полученная величина т?
является верхней границей г, которая может достигаться в наиболее неблагоприятном
случае, когда |/и(
х
)—/Р(•*) I —
т
- Использование информации о входном сигнале
(в данном случае — плотности вероятностей р(х)) позволяет уточнить эту оценку.
Например, при квадратичной функции потерь и гармоническом входном сигнале
(6.119) примет вид
а
—а
Отсюда следует, что наибольший «вес» придается участкам характеристик?:
!р(х), находящимся на краях динамического диапазона.
6.4. ЭТАП ПРОИЗВОДСТВА. МИНИМИЗАЦИЯ
НАЧАЛЬНОЙ АППАРАТУРНОЙ ПОГРЕШНОСТИ
На этапе производства решается задача материального воплоще-
ния спроектированной системы А
н
(5.76). При этом неизбежно вносится
начальная аппаратурная погрешность (5.122) и управление на этом эта-
пе считается оптимальным, если оно принадлежит множеству допусти-
мых управлений, ограниченному имеющимися ресурсами, и минимизи-
рует указанную погрешность.
Для того, чтобы выявить возможные управления, ограничения и
неконтролируемые возмущения, действующие на этом этапе, и сформу-
лировать задачу оптимизации, попытаемся построить структурную
модель производства. С этой целью нам придется существенным обра-
зом развить и детализировать структуру БС, рассмотренной ранее (см.
рис. 5.5), учитывая иерархический характер структуры ИС, о котором
говорилось при рассмотрении задачи комплексирования.
Представим модель производства выражением (5.76), которое мк
перепишем в виде
Л
р
=Вз(из, юз)5, (6.120)
250.
где 5 — полная совокупность комплектующих изделий, сырья, материа-
лов, идущих на изготовление системы; 5з(-) —оператор производства,
соответствующий принятому технологическому процессу; — реальная
ИС (готовое изделие); и, ю
3
— соответственно управления и неконтро-
лируемые возмущения на этапе производства.
В свою очередь оператор В
3
можно представить в виде последова-
тельности (произведения) операторов
Б
3
(и
3
, шз) =В"'(и'", о/")б"(«", со")В'(и', со'), (6.121)
где В'(-), В"(-), В'" (•) — операторы, описывающие соответственно
этапы сборки, регулировки, контроля ИС; и', и", и'" и а', со", со'" —
управления и неконтролируемые возмущения на этих этапах, причем
11з= (и', и", и'"); (6.122)
ю
3
= (о/, со", со"')- (6.123)
Рассмотрим указанные этапы в отдельности.
1. Этап сборки.
Будем предполагать, что на сборку поступают полные комплекты
8л готовых субсистем Л
рг
- (1= 1, п), входящих в ИС,
5а = {Л
р1
, ..., Л
ри
} (6.124)
(ср. с (6.67)) и операция сборки заключается в соединении этих суб-
систем между собой в соответствии с указаниями о структуре оператора
А
н
(6.64), содержащимися в проектной документации. В результате
сборки будет получена реальная ИС
Л
Р
1 = В'(ЛН)5
А
. (6.125»
Для того, чтобы учесть иерархический характер структуры ИС по-
следнее выражение необходимо рассматривать как операцию сборки,
соответствующую самому верхнему (нулевому) уровню иерархии. Каж-
дую из субсистем с оператором А
Р
г(1—\,п), входящую в состав ИС,
в свою очередь следует рассматривать как результат применения соот-
ветствующей операции сборки (на первом уровне иерархии) к комплек-
ту субсубсистем, входящих в ее состав; далее, аналогичное рассужде-
ние применяется по отношению к каждой из субсубсистем (второй уро-
вень иерархии) и т. д. Сказанное можно представить в виде последова-
тельности соотношений
АН1- 1) .
р>
1
<
1
-1) <
ЛНП
Я 1(1)
Ч.
(6.126)
дФ-1} п'(»-0 1ДЧ*) ••-• д1(ч) 1
•каждое из которых описывает 1(1)-е изделие (г"(/)=1, п[1(1—\)]1-то
уровня иерархии (1—0, рассматриваемое как результат применения
операции сборки ВщЩ-
1
') к соответствующему комплекту
Ы(1-1) гдЦП дЩ) 1
251.
(ср. с (6.124)) входящих в него субсистем (комплектующих изделий).
При этом первое выражение представляет собой ничто иное, как пере-
писанное в иных очевидных обозначениях выражение (6.125), а послед-
нее— операцию выбора подходящих исходных материалов
(сырья), обладающих требуемыми свойствами, или синтез искусствен-
ных материалов с заданными свойствами (^+1)-й уровень представ-
ляет собой «природу» — запас исходных материалов).
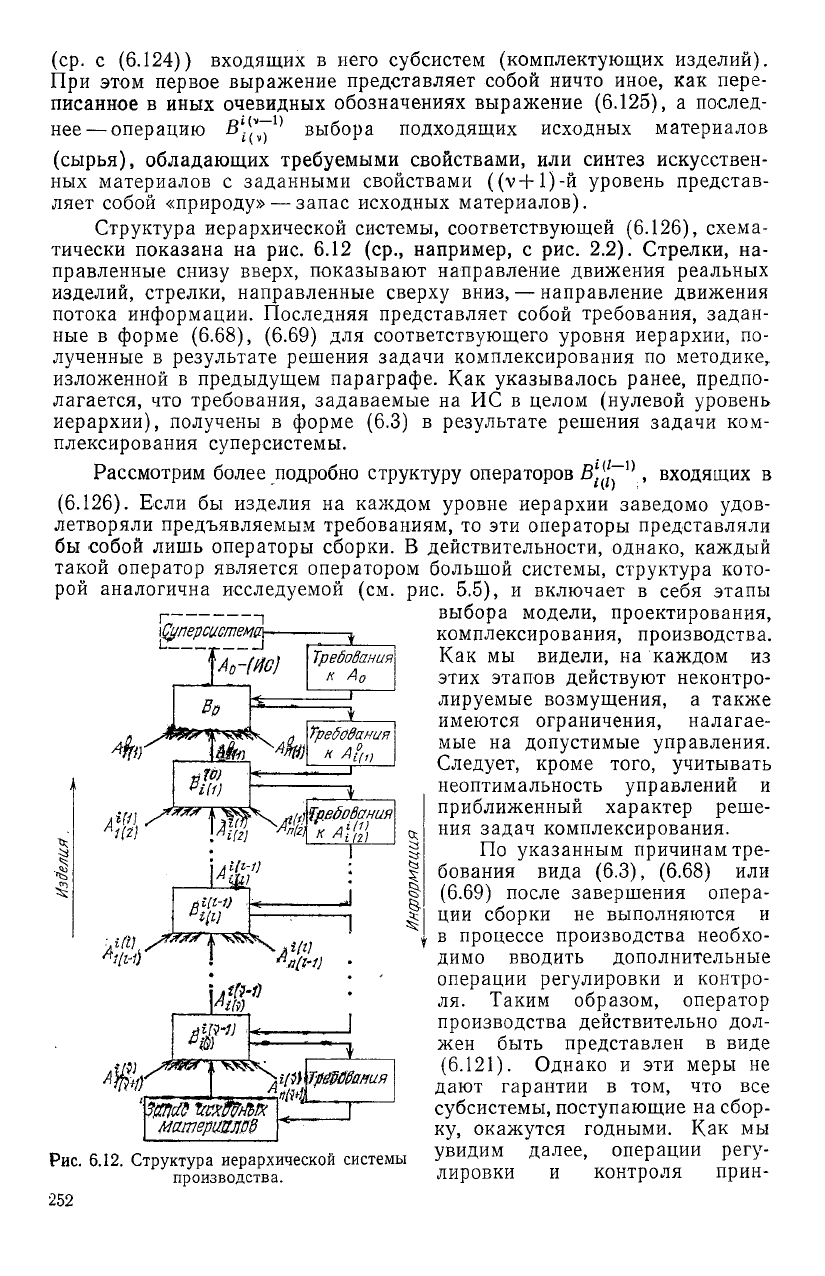
Структура иерархической системы, соответствующей (6.126), схема-
тически показана на рис. 6.12 (ср., например, с рис. 2.2). Стрелки, на-
правленные снизу вверх, показывают направление движения реальных
изделий, стрелки, направленные сверху вниз, — направление движения
потока информации. Последняя представляет собой требования, задан-
ные в форме (6.68), (6.69) для соответствующего уровня иерархии, по-
лученные в результате решения задачи комплексирования по методике,
изложенной в предыдущем параграфе. Как указывалось ранее, предпо-
лагается, что требования, задаваемые на ИС в целом (нулевой уровень
иерархии), получены в форме (6.3) в результате решения задачи ком-
плексирования суперсистемы.
Рассмотрим более подробно структуру операторов , входящих в
(6.126). Если бы изделия на каждом уровне иерархии заведомо удов-
летворяли предъявляемым требованиям, то эти операторы представляли
бы собой лишь операторы сборки. В действительности, однако, каждый
такой оператор является оператором большой системы, структура кото-
рой аналогична исследуемой (см. рис. 5.5), и включает в себя этапы
выбора модели, проектирования,
комплексирования, производства.
^уперсистетг
4»
АЧ
1
\
1(2}
А
0
-Ш)
Вд
Требования
к А
0
|—
вШ
Требования
кАцп
Щвбрвания
к
А цг)
61(1-1)
•
М)
матерш№
Рис. 6.12. Структура иерархической системы
производства.
252.
Как мы видели, на каждом из
этих этапов действуют неконтро-
лируемые возмущения, а также
имеются ограничения, налагае-
мые на допустимые управления.
Следует, кроме того, учитывать
неоптимальность управлений и
приближенный характер реше-
ния задач комплексирования.
По указанным причинам тре-
бования вида (6.3), (6.68) или
(6.69) после завершения опера-
ции сборки не выполняются и
в процессе производства необхо-
димо вводить дополнительные
операции регулировки и контро-
ля. Таким образом, оператор
производства действительно дол-
жен быть представлен в виде
(6.121). Однако и эти меры не
дают гарантии в том, что все
субсистемы, поступающие на сбор-
ку, окажутся годными. Как мы
увидим далее, операции регу-
лировки и контроля прин-
дипиально не могут быть свободными от погрешностей. Однако, оптими-
зируя эти операции, можно существенно повысить точность ИС.
Из сказанного следует, что полную структурную модель данного
производства можно построить лишь учитывая целую цепь моделей
смежных производств материалов и комплектующих изделий на пред-
приятиях-поставщиках (оператор присоединения моделей), ввиду чего
такая модель оказывается весьма сложной.
2. Этап регулировки.
На этом этапе изменяют параметры реальной системы с целью
минимизации аппаратурной погрешности, что можно записать в виде
Лр
П
=В
//
Л
р1
(6.127)
или
\п (с*р) = аг§шш Гз [Лр(Ср) х«, Л
н
(Сн)^к], (6.128)
С
Р
где г
3
(-) —аппаратурная погрешность (5.122), изменяющаяся в процес-
се регулировки (управления); Л
н
(с
н
) —номинальная система, играющая
роль фиксированной модели-предписания; Л
р
(с
р
) —собранная реальная
система, являющаяся управляемым объектом; с
р
— регулируемые пара-
метры реальной системы. (Заметим, что регулировка проводится, как
правило, в нормальных условиях.)
После окончания процесса регулировки реальная система должна
удовлетворять условию
ГзИрп(С*р)*л, ЛН(С
Н
)*Й]<Д«, (6.129)
где Дз — заданный предел допускаемой аппаратурной (начальной) по-
грешности. На этом основании можно считать, что цель регулировки —
довести аппаратурную погрешность до значения, не превышающего Д
3
.
Регулировка включает в себя измерение параметров реальной си-
стемы и сравнение их с номинальными значениями и представляет со-
бой некоторый динамический процесс. Поэтому оператор регулировки
В" (6.127) целесообразно представить в виде произведения трех опе-
раторов
Л
рП
= 5р5„5
11
Лр1, (6.130)
где В
ж
— оператор идентификации, т. е. измерения параметров реаль-
ной системы; В
Л
— оператор диагностики, т. е. установления параметров
реальной системы, значения которых подлежат изменению; В
р
— опера-
тор «собственно» регулировки, т. е. изменения значений регулируемых
параметров. Таким образом идентификация и диагностика призваны
дать ответы на вопросы о том, «что можно» и «что нужно» изменить
в процессе «собственно» регулировки реальной системы. Рассмотрим
эти операторы подробней.
Идентификация заключается в отыскании модели Л*
м
реальной си-
стемы Л
р
в классе {Л
м
} структурных моделей, согласно алгоритму
В
а
: Л*
м
(с
м
) = аг§гаш г [А , (с
р
) х
к
, А (с
м
) х
к
]. (6.131)
р
В процессе диагностики полученная модель Л*
м
сравнивается с но-
минальной системой Л
н
В
д
: г[Л*
м
(с*м)*
й
, Л
н
(СнЫ, (6.132)
253
в результате чего выявляются параметры реальной системы с
м
, имею-
щие недопустимо большое отклонение от номинальных значений. Далее
.эти параметры отождествляются с некоторыми «вещественными» эле-
ментами реальной системы («параметрами» с
р
) и собственно регулиров-
ка производится в соответствии с алгоритмом
:
А
Р
п
(
с
*)
=
аг
ё
ш1п
г
ИР
(с
Р
) Хк, А
н
(с
н
) Хк] .
(6.133)
Ан
I
т
ш
4
г —>
У
Гем самым уменьшается различие между реальной и номинальной си-
стемами-
Подставив (6.131), (6.132) в (6.133), получим
А
и
(с*) = аг§ гаш г{аг§ тт г [А , (ср) х
к
, А
я
(с
м
) х
к
\, А
я
(с
н
) Хк}- (6.134)
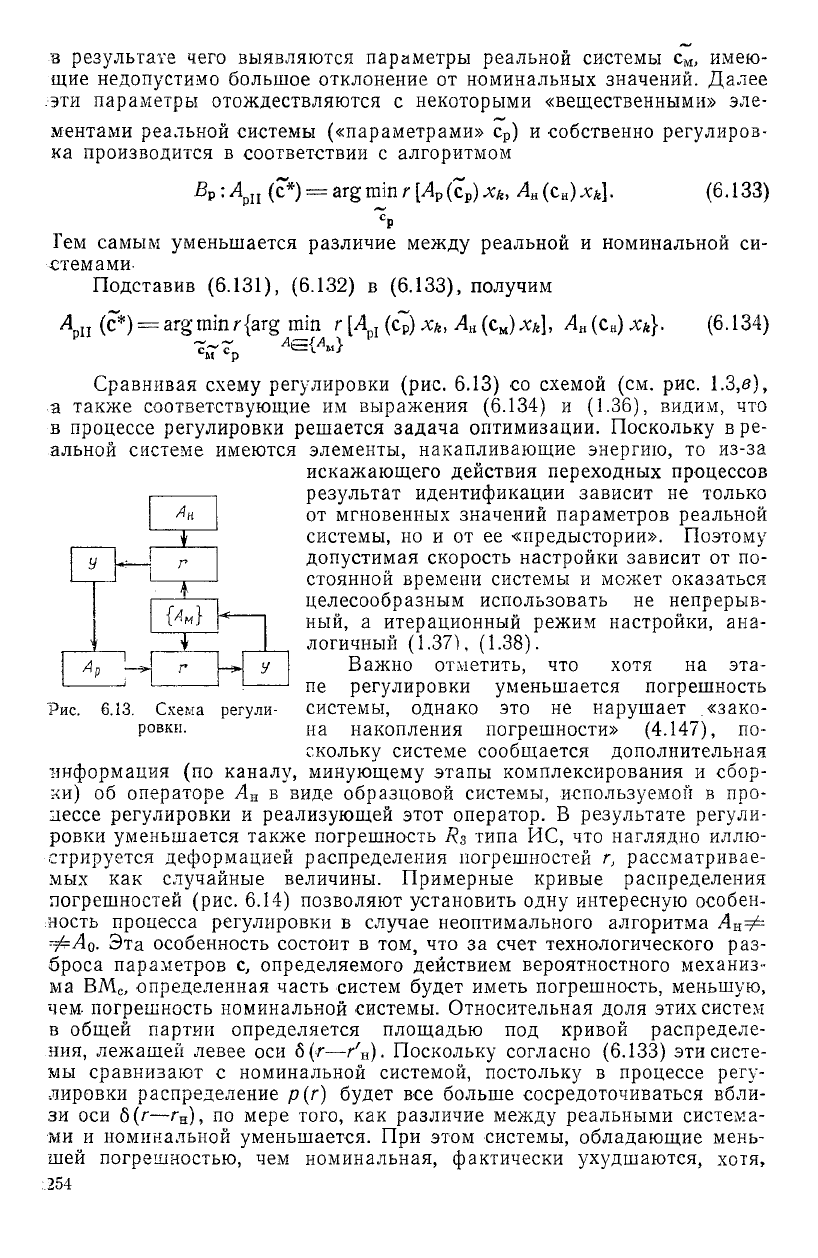
Сравнивая схему регулировки (рис. 6.13) со схемой (см. рис. 1.3,б),
а также соответствующие им выражения (6.134) и (1.36), видим, что
в процессе регулировки решается задача оптимизации. Поскольку в ре-
альной системе имеются элементы, накапливающие энергию, то из-за
искажающего действия переходных процессов
результат идентификации зависит не только
от мгновенных значений параметров реальной
системы, но и от ее «предыстории». Поэтому
допустимая скорость настройки зависит от по-
стоянной времени системы и мсжет оказаться
целесообразным использовать не непрерыв-
ный, а итерационный режим настройки, ана-
логичный (1.37), (1.38).
Важно отметить, что хотя на эта-
пе регулировки уменьшается погрешность
системы, однако это не нарушает «зако-
на накопления погрешности» (4.147), по-
скольку системе сообщается дополнительная
информация (по каналу, минующему этапы комплексирования и сбор-
ки) об операторе Л
н
в виде образцовой системы, используемой в про-
цессе регулировки и реализующей этот оператор. В результате регули-
ровки уменьшается также погрешность Яз типа ИС, что наглядно иллю-
стрируется деформацией распределения погрешностей г, рассматривае-
мых как случайные величины. Примерные кривые распределения
погрешностей (рис. 6.14) позволяют установить одну интересную особен-
ность процесса регулировки в случае неоптимального алгоритма А
Я
Ф
фА
й
. Эта особенность состоит в том, что за счет технологического раз-
броса параметров с, определяемого действием вероятностного механиз-
ма ВМ
С
, определенная часть систем будет иметь погрешность, меньшую,
чем- погрешность номинальной системы. Относительная доля этих систем
в общей партии определяется площадью под кривой распределе-
ния, лежащей левее оси
б
(г—г'
н
). Поскольку согласно (6.133) эти систе-
мы сравнивают с номинальной системой, постольку в процессе регу-
лировки распределение р(г) будет все больше сосредоточиваться вбли-
зи оси
б
(г—г
н
), по мере того, как различие между реальными система-
ми и номинальной уменьшается. При этом системы, обладающие мень-
шей погрешностью, чем номинальная, фактически ухудшаются, хотя,
.254
З
ис. 6.13. Схема регули-
ровки.
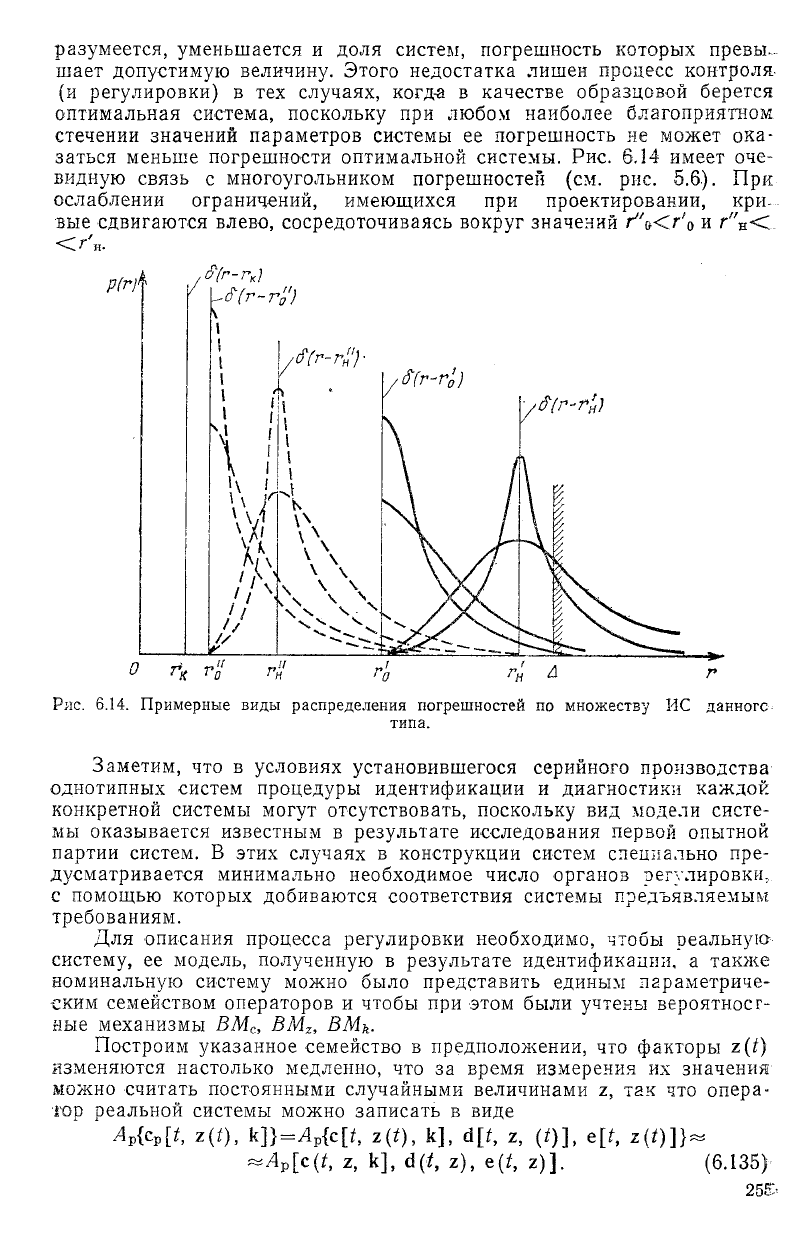
разумеется, уменьшается и доля систем, погрешность которых превы-
шает допустимую величину. Этого недостатка лишен процесс контроля-
(и регулировки) в тех случаях, когда в качестве образцовой берется
оптимальная система, поскольку при любом наиболее благоприятном
стечении значений параметров системы ее погрешность не может ока-
заться меньше погрешности оптимальной системы. Рис. 6.14 имеет оче-
видную связь с многоугольником погрешностей (см. рис. 5.6). При
ослаблении ограничений, имеющихся при проектировании, кри-.
вые сдвигаются влево, сосредоточиваясь вокруг значений г"
й
<г'
0
и г"
н
<С.
типа.
Заметим, что в условиях установившегося серийного производства
однотипных систем процедуры идентификации и диагностики каждой
конкретной системы могут отсутствовать, поскольку вид модели систе-
мы оказывается известным в результате исследования первой опытной
партии систем. В этих случаях в конструкции систем специально пре-
дусматривается минимально необходимое число органов регулировки,
с помощью которых добиваются соответствия системы предъявляемым
требованиям.
Для описания процесса регулировки необходимо, чтобы реальную
систему, ее модель, полученную в результате идентификации, а также
номинальную систему можно было представить единым параметриче-
ским семейством операторов и чтобы при этом были учтены вероятност-
ные механизмы ВМ
С
, ВМ
2
, ВМ
к
.
Построим указанное семейство в предположении, что факторы г(1)
изменяются настолько медленно, что за время измерения их значения
можно считать постоянными случайными величинами 2, так что опера-
тор реальной системы можно записать в виде
Л
р
{с
р
[*, 2(0, к]}=Л
р
{ф, 2(<), к], А[1, 2, (*)], е[*. 2(*)]}~
«Л
р
[с(/, 2, к], 2), е(*. 2)]. (6.135)
25.
Здесь составляющие с(-),
(!(•),
е(-) вектора с
р
(-) разбиты на три
группы, так что с(-) —параметры (основные, квазиноминальные), пре-
дусмотренные проектом и соответствующие (по назначению) пара-
метрам с
н
номинальной системы;
<1
(•) и е(-)
—паразитные
параметры,
причем наличие параметров {!(•) учитывается, а параметров
е(-)—не
учитывается в процессе идентификации реальной системы.
Выделим значения: — начальный момент времени, соответствую-
щий, например, моменту выпуска системы из производства; 2
Н
— нор-
мальные значения внешних влияющих факторов, соответствующие нор-
мальным условиям применения системы, которые можно выбрать в виде
00
г
н
= М{г}= | гр {г) йг;
(6.136)
—оо
к
н
— номинальное значение меры. Тогда, ограничиваясь первыми чле-
нами разложения в ряд Тейлора, получим
сЦ,
г,
к)
=
с
2н
, к„)
+
2а
(г-г
н
)
+ (к-кн).
к
н
(6.137)
Здесь функция с(^, 2
Н
, к
н
) описывает естественный уход (нестабиль-
ность) основных параметров в нормальных условиях за счет внутренних
причин. Случайные величины
с(*н, 2
Н
, кн)—с
н
=Ас(^н, 2
Н
, кн) (6.138)
характеризуют уклонения основных параметров от номинальных значе-
ний в начальный момент при нормальных условиях за счет технологиче-
ских причин. Обычно
М{с}=с
н
,
так что
УИ{Дс}=0.
Таким образом, три члена в правой части выражения (6.137) учи-
тывают действие ВМ
С
, ВМ
2
и ВМ& соответственно. Аналогичные соотно-
шения можно выписать для паразитных параметров, имея в виду, что,
по определению, (1
н
=0 и е
н
=0.
Допустим теперь, что, как это и имеет место на практике, весь про-
цесс регулировки производится при
{ — (а
и нормальных значениях 2 = 2
Н
внешних влияющих факторов. В этом случае начальное состояние ре-
альной системы (до регулировки) можно представить выражением
Лр1
= Л[с(/
и
, 2н, к),
а(*н,
2н),
е(*н,
2н)]. (6.139)
Модель отыскивается в классе операторов (ср. с (6.139))
Л
м
(с
м
, йм)=Л[с
м
(4, 2
Н
, к), а
м
(2н, 2
Н
), 0], (6.140)
а оператор номинальной системы имеет вид (ср. с (6.140))
Л
н
(Сн)=Л[сн(^н, гн, к
н
), 0, 0], (6.141)
где
Ся(/ш 2н,
к
н
)=с(^н,
2н, кн|Ас=0). (6.142)
Таким образом, выражения (6.139) ... (6.141) показывают, что опе-
раторы Л
р
ь Л
м
, Л
н
входят в единое параметрическое семейство. Теперь
оператор идентификации мы можем записать в виде
В
я
: Л
м
(с*
м
, ё*
м
) = аг§ттг[Л(с, д, е)х
к
, Л(с
м
, й
м
, 0)х
А
], (6.143)
СмЧм
256.
где с*
м
, й*
м
— значения параметров модели, найденные в результате
идентификации, которые «приписываются» реальной системе
Л
р
(с, й, е)«Л
м
(с*
м
, йм). (6Л44)
На основании (6Л32) н (6.141) оператор диагностики можно пред-
ставить выражением
г[Л
р
(с*
м
, <!*„)**, Л
н
(Сн)х
А
]=гд (с*
м
, ё*
м
, с„) >0, (6.145)
которое позволяет установить уклонения [с*
м
—с
и
], и
м
параметров си-
стемы от номинальных значений.
При использовании структурной модели Л
м
(с
м
, с!
м
|
реальной систе-
мы диагностика позволяет локализовать «физические» элементы систе-
мы, параметры которых уклоняются от номинала. При этом дальнейшей
регулировки подлежат не все параметры, выявленные таким образом,
а лишь те, которые в наибольшей степени уклоняются от номинальных
значений и по отношению к изменению которых система оказывается
наиболее чувствительной. Введем обозначения
с*
м
=(с*м, с*м); а*
м
=(сГ*м, <Г*м), (6.146)
где знаком «~» обозначены регулируемые, а знаком «—» — нерегули-
руемые параметры.
Оператор регулировки (6.133) можно записать в виде
д — л /7** "7* л** Н* —
"рП —л м, С м, ч м>
и
м> с/ —
= аг§гшп г [Л (с*м, с*
м
, Й*
м
, — й*м. е)*
л>
Л (с
н
, 0, 0)**], (6.147)
гГ#
Ь1' « М
где с**
м
, с5**
м
— значения регулируемых параметров, доставляющие
экстремум данному функционалу.
Качество отрегулированной системы (если пренебречь погрешностя-
ми регулировки) зависит от полноты используемой при идентификации
модели, т. е. от количества неучитываемых параметров е, а также от
соотношения регулируемых с*
м
, й*м и нерегулируемых с*
м
. параме-
тров. Предположим, например, что степень приближения к номинально-
му оператору, полученная в результате регулировки, ограничена лишь
точностью идентификации. При этом высокие требования к точности си-
стемы влекут за собой соответствующие требования к точности модели,
используемой при идентификации. В классе стационарных детерминиро-
ванных систем полнота модели гарантируется в классе операторов Ви-
нера-Вольтерра (2.93) в силу сходимости ряда. Поскольку этот вид опе-
раторов принадлежит к классу формальных моделей, его использование
позволяет достаточно точно оценивать погрешность системы расчетным
путем. Однако процедура диагностики в этом случае оказывается неин-
формативной, не позволяющей локализовать источники доминирующих
погрешностей и воздействовать на них. Что же касается структурных
моделей, то в настоящее время, по-видимому, не могут быть указаны
регулярные (алгоритмические, не эвристические) методы их построения,
обеспечивающие возможность реализовать процедуру идентификации
с наперед заданной точностью.
В процессе регулировки ИС одновременно решается задача гра-
дуировки (калибровки), что обеспечивает выражение результата изме-
17—96 257
рения в значениях принятых единиц физических величин и дает основа-
ния называть реальную систему измерительной. Действительно, смысл
алгоритма регулировки (6.133) состоит в том, что расстояние между по-
казаниями реальной и номинальной (на практике — образцовой) систем,
определяемыми по отсчетным устройствам этих систем, минимизируется
путем подбора определенных положений органов регулировки, имею-
щихся в реальной системе. Поскольку образцовая система проградуиро-
вана в принятых единицах, тем самым осуществляется «привязка» к эта-
лону и регулируемой рабочей ИС, т. е. ее градуировка.
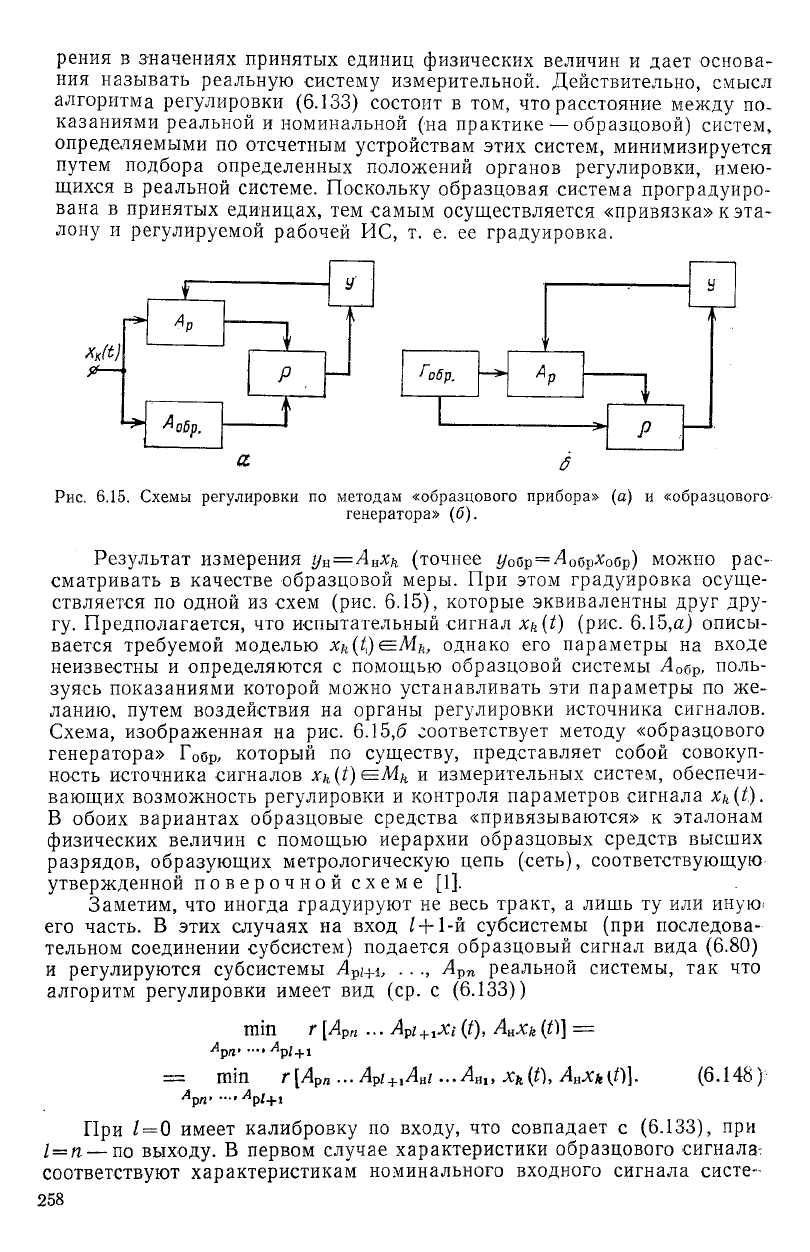
Рис. 6.15. Схемы регулировки по методам «образцового прибора» (а) и «образцового
генератора» (б).
Результат измерения у
в
=А
в
х
к
(точнее
г/
0
бр
= Л
0
бр*обр) можно рас-
сматривать в качестве образцовой меры. При этом градуировка осуще-
ствляется по одной из схем (рис. 6.15), которые эквивалентны друг дру-
гу. Предполагается, что испытательный сигнал х
к
(1) (рис. 6.15,0:) описы-
вается требуемой моделью х
к
(§^М
к
, однако его параметры на входе
неизвестны и определяются с помощью образцовой системы А
0
б
Р
, поль-
зуясь показаниями которой можно устанавливать эти параметры по же-
ланию, путем воздействия на органы регулировки источника сигналов.
Схема, изображенная на рис. 6.15,6 соответствует методу «образцового
генератора» Г
0
бр, который по существу, представляет собой совокуп-
ность источника сигналов х
к
(1)^М
к
и измерительных систем, обеспечи-
вающих возможность регулировки и контроля параметров сигнала х
к
{1).
В обоих вариантах образцовые средства «привязываются» к эталонам
физических величин с помощью иерархии образцовых средств высших
разрядов, образующих метрологическую цепь (сеть), соответствующую
утвержденной поверочной схеме [1].
Заметим, что иногда градуируют не весь тракт, а лишь ту или иную<
его часть. В этих случаях на вход / + 1-й субсистемы (при последова-
тельном соединении субсистем) подается образцовый сигнал вида (6.80)
и регулируются субсистемы Л
рг+
1, ..., Л
рп
реальной системы, так что
алгоритм регулировки имеет вид (ср. с (6.133))
1ШП г [Л
р
„ ... Лр/
+1
Л( ((), А
а
х
к
(Л] =
•^РЯ + 1
= гат г[А
рп
...А
Р
1
+1
А
а
1 ...А
Н1
, х
п
Ц), А
н
Хкф]. (6.148)
А
рп + 1
При 1=0 имеет калибровку по входу, что совпадает с (6.133), при
/ = п — по выходу. В первом случае характеристики образцового сигнала-
соответствуют характеристикам номинального входного сигнала систе-
258.
мы и считаются полностью известными. Во втором случае структура сиг-
нала соответствует структуре результата измерения, что существенно
упрощает задачу создания образцового генератора. В данном случае
регулируют лишь отсчетное устройство системы. Однако простота
в этом случае покупается ценой отказа от калибровки всего тракта, ко-
торый может вносить неконтролируемую погрешность.
Остановимся на обсуждении соотношения «чисто измерительных»
и «чисто вычислительных» процедур в алгоритмах измерения, реали-
зуемых аналоговым, цифровым и гибридным (смешанным) методами.
Допустим, что на вход прибора подается реализация х(() непрерывно-
го случайного процесса х(1) и представим алгоритм обработки как цепь
последовательных преобразований сигнала х{1), так что результат
измерения
у(1) =Ах{Ц =А
п
... А1+М1-1 • • • А 3(1),
где Л;(/=1,п)—операторы звеньев (субсистем). Допустим далее, что
система является гибридной, причем аналого-цифровое преобразование
производится в 1-й субсистеме. При этом процесс
*«_!(*) ... А&(1) (6.149)
на выходе (I—1)-й субсистемы считается процессом с финитным спек-
тром, ограниченным частотой Р
т
, так что можно использовать аналого-
цифровое преобразование при равномерном квантовании по времени
с интервалом Л/=1/2/
7
пг
.
Оператор
Л
0
=
Л
г
_1
... ЛГ (6.150)
описывает работу аналоговой части системы, а оператор
А
ц
=А
п
...А
1+1
(6.151)
— цифровой части.
В состав любого аналого-цифрового преобразователя (АЦП) входят
источник эталонного напряжения или тока (например, эталонный гене-
ратор пилообразного напряжения), нуль-орган и схема компенсации, по-
добно тому, что в составе измерительного прибора сравнения (см.
рис. 1.1) имеются соответственно мера, компаратор и управляющее уст-
ройство, осуществляющее «наводку на нуль». Поэтому на основании
(1.6) и (1.12) и с учетом (6.149) работу АЦП можно описать выраже-
нием
х {дМ) = гшп р [х/ _, У), 1 (а) а {дМ)\ =
а (ЧЫ)
= аг§шшр[Лг_
1
... Лх(^), 1 (а)а{дМ)\, (6.152)
а (ЧМ)
где Д^— интервал временного квантования; д— целое число.
Имея в виду (6.151) и (6.148), можно записать
у'
[*,
\ {а)]=А
п
... А
1+
^х{дМ) =
ч
— п
п
... АI
д а
17*
(6.153)
259