Pumping Station Desing - Second Edition by Robert L. Sanks, George Tchobahoglous, Garr M. Jones
Подождите немного. Документ загружается.

The
same analysis applied
to
Equation 10-12 gives
I -
©'
Equation
10-19
applies only
to two
pumps
of
different
size (i.e.,
the
same scale-up
in
three dimensions).
For a
single pump,
the
discharge area
for a
radial-flow
impel-
ler is a
function
of
impeller width
and
volute size,
and
both
are
nearly constant even
if the
impeller diameter
is
reduced. Because area
is
proportional
to
diameter
squared, Equation
10-19
can be
converted
to an
equa-
tion
for a
single pump
by
factoring
out
(D
1
ID
2
)
2
,
which
leaves
I =
W
2
(1
°-
20)
Power
is a
function
of
head times discharge,
so
multi-
plying
Equation
10-18
and
Equation 10-20 gives
£
-
©'
These relationships, when used
to
predict
the
effect
of
changing
the
diameter
of a
radial-flow impeller,
are
somewhat
less
accurate than
the
affinity
laws because
the
angle
of the
blade decreases slightly
and the
clear-
ance between impeller
and
casing increases (which
changes
the
geometry)
as the
diameter
is
reduced (see
Figure 10-6).
Two or
more impeller designs
are
often
available (each
in a
range
of
sizes)
for the
same casing,
but
if
these impellers
are not
geometrically similar,
the
affinity
laws
and the
previous relationships
are
invalid.
It
should
be
noted that
the
modified
affinity
laws
are
less accurate
for
trimming impellers
of
mixed-
and
axial-flow
pumps.
In
most designs,
the
pump
is
some-
what
more
effective
when
the
pump impeller
is
trimmed than would
be
predicted using
the
modified
affinity
laws.
Example
10-3
Effect
of
Changes
in
Impeller
Diameter
and
Speed
Problem: Data
from
Figure 10-5
for a
pump with
an
impeller diameter
of
0.4463
m
(17.57 in.)
operating
at
1170
rev/min
are
tabulated
as
follows.
Sl
Units
U.S. Customary
Units
Point Discharge
(m
3
/h)
Head
(m)
Point Discharge
(gal/min)
Head (ft)
a O
47.6
a O 156
b
100
46.3
b 440 152
c
200
45.3
c 880 149
d
300
44.0
d
1320
144
e 400
41.0
e
1760
135
f
500
36.5
f
2200
120
g
600
29.8
g
2640
98
(1)
Develop
a new
head-capacity curve
for the
same pump
fitted
with
a new
impeller
0.3810
m
(15
in.)
in
diameter.
(2)
Compare
the
results with
the
test curve
for the new
impeller shown
in
Figure 10-5.
(3)
Find
the
increase
in
rotational speed that would
be
required
for the new
impel-
ler to
match
the
performance
of the
original impeller
at
1170
rev/min.
Solution:
H-Q
for the
smaller
impeller.
Compute this using Equations 10-20
[Q
2
=
Q
1
(D
2
ID
1
)]
and
10-18
[H
2
=
H
1
(D
2
ID
1
)
2
].
Sample calculations
for
point
d are
Q
2
=
300(0.3810/0.4463)
= 256
m
3
/h
Q
2
=
1320(15/17.57)
=
1130
gal/min
H
2
=
44.0(0.3810/0.4463)
2
=
32.1
m
H
2
=
144(15/17.57)
2
= 105 ft
Compare
the
results
to
Figure 10-5.
The
computed values
of
points
a to g for the new
15.00-
in.
impeller diameter
are
summarized below.
Specific
Speed
For a
geometrically similar series
of
pumps operating
under
similar conditions,
the
diameter term
in
Equa-
tions
10-12
and
10-13a
can be
eliminated
by
dividing
the
square root
of
Equation
10-12
by the
three-fourths
power
of
Equation
10-
13
a:
.
_
4
/2
_
(Q/nDf
_
nQ
l/2
S
T
3/4
,I//
2
nV
/4
H
3/4
C
H
(HJn
D )
H
1
where
n
s
is the
specific
speed (also called
the
"type num-
ber"
in
Europe),
n is in
revolutions
per
minute (not radi-
ans
per
second),
Q is
discharge (customarily
in
cubic
meters
per
second
but
sometimes
in
liters
per
second
or
cubic meters
per
hour),
and
H
1
is the
total dynamic head
in
meters.
In
spite
of
being
dimensionally
incorrect,
it is
this
form
of the
equation that
is
used
in the
United
States.
(A
dimensionally correct expression would
be
derived
by
using Equation
10-13b
instead
of
10-13a.)
In
U.S. customary units,
n
s
is the
specific
speed,
n is the
revolutions
per
minute,
Q is
discharge
in
gallons
per
minute,
and
H
1
is the
total dynamic head
in
feet.
The
relation between
specific
speeds
for
various units
of
dis-
charge
and
head
is
given
in
Table
10-1,
wherein
the
numbers
in
bold type
are
those customarily used.
Compare
the
computed with
the
scaled heads
in the
last
two
columns
or
compare calculated
points
a'
to
g
1
in
Figure 10-5 with
the
15.00
curve. Minor
differences
(up to 0.6 m or 2 ft) are due
to
errors
in
plotting
and
scaling. Larger differences
are due to the
fact
that actual
losses
in the
pump
are not
considered
in
Equations
10-18
and
10-20.
Rotational
speed
for the
trimmed
impeller.
Use
Equation 10-16
(n
2
=
n
{
JH
2
/H
1
)
at
zero
flow to
estimate
the new
rotational speed required
to
obtain
the
original
flowrate
with
the
smaller impeller.
Ai
2
=
1170V47.6/34.4
=
1376
rev/min
n
2
=
1170^/156/113
=
1375 rev/min
Sl
Units
Head
(m)
Point
Discharge
(m
3
/h)
Computed
Scaled
a
1
O
34.4 34.4
b
1
85
33.8 34.4
c
1
171
32.9 33.2
d
1
256
32.0 31.7
e
1
341
29.9 29.0
f 427
26.5 24.7
g'
512
21.3
—
U.S.
Customary
Units
Head
(ft)
Point Discharge
(gal/min)
Computed
Scaled
a
1
O 113 113
b'
376 111 113
c'
751 108 109
d'
1130
105 104
e
f
1500
98 95
f
1880
87 81
g
(
2250
70 —
Table
10-1.
Equivalent
Factors
for
Converting Values
of
Specific Speed
Expressed
in One Set of
Units
to the
Corresponding
Values
in
Another
Set of
Units
Quantity
Expressed
in
units
of
N
rev/min
rev/min
rev/min
rev/min
rev/min
Q L/s
m
3
/s
m
3
/h
gal/min
ft
3
/s
H m m m ft ft
1.0
0.0316
1.898 1.633
0.0771
31.62
1.0
60.0
51.64
a
2.437
0.527
0.0167
1.0
0.861
0.0406
0.612
0.0194
1.162
1.0
0.0472
12.98 0.410
24.63
21.19
1.0
a
For
example,
if the
specific
speed
is
expressed
in
metric units (e.g.,
N =
rev/min;
Q =
m
3
/s;
and H = m), the
corresponding value expressed
in
U.S. customary
units
(e.g.,
N =
rev/min;
Q =
gal/min;
and H = ft) is
obtained
by
multiplying
the
metric value
by
51.64.
For any
pump operating
at any
given speed,
Q and
H
must
be
taken
at the
point
of
maximum
efficiency.
When using Equation 10-22
for
pumps with double
suction
impellers, one-half
of the
discharge
is
used
unless otherwise noted.
For
multistage pumps,
the
head
is the
head
per
stage.
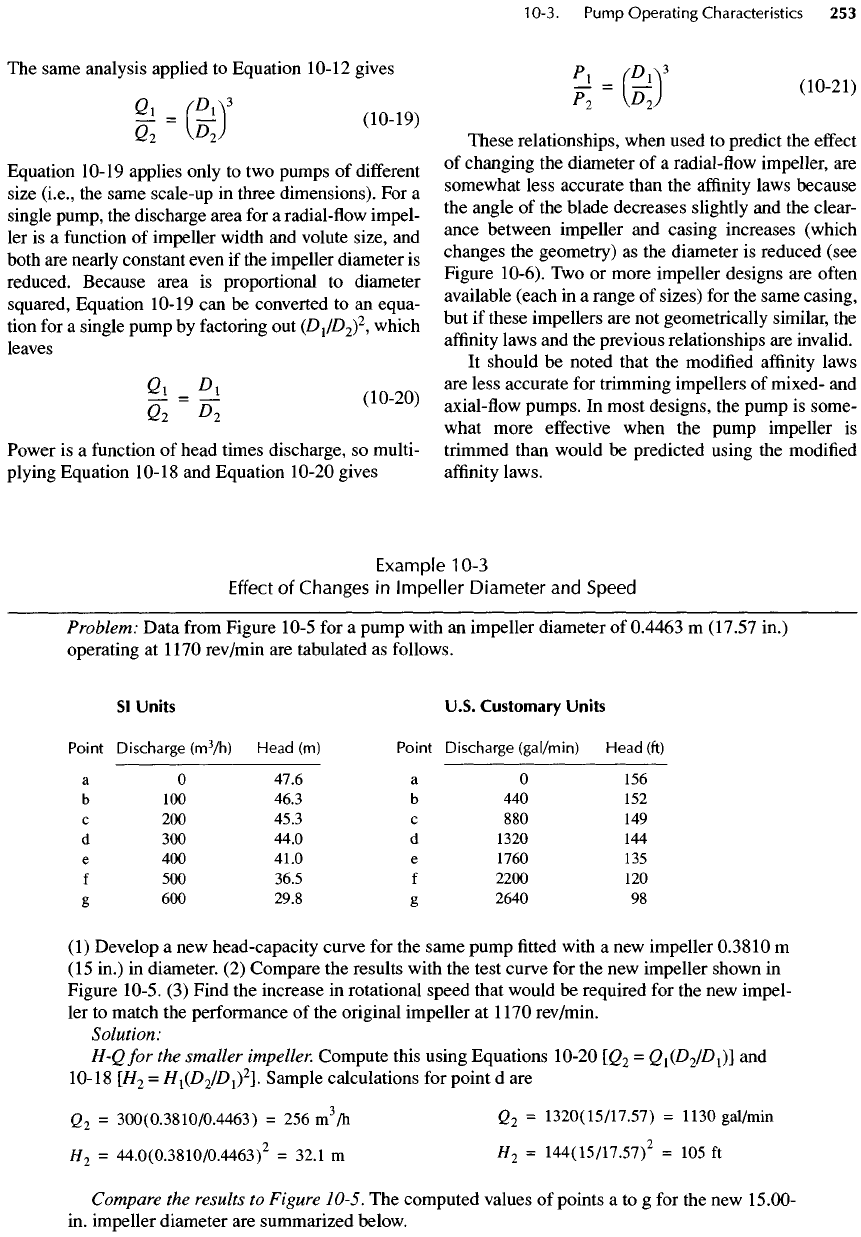
The
variations
in
maximum
efficiency
to be
expected with variations
in
size, capacity,
and
specific
speed
are
shown
in
Figure 10-8
for
single-stage, sin-
gle-entry centrifugal pumps.
The
progressive changes
in
impeller shape
as the
specific speed increases
are
shown
along
the
bottom
of
Figure 10-8.
The
efficiency
increases
with
the
size
of the
pump because
of a
reduction
in the
friction losses
in the
pump shrouds
and
a
corresponding drop
in the
volumetric losses.
The
greatest
efficiency
is
achieved
in
single-stage, sin-
gle-entry pumps with
a
volute casing
[7].
In
general,
for
a
given rotational speed,
• If the
n
s
value
is low
(specific speed <30,
or in
U.S.
units,
<1500),
Q
must
be low and H
must
be
high.
• If the
n
s
value
is
intermediate (specific speed
of 30
to 80, or in
U.S. units 1500
to
4000),
Q and H
must
be of
intermediate value.
• If the
n
s
value
is
high (specific speed >80,
or in
U.S.
units,
>4000),
Q
must
be
high
and H
must
be
low.
Example
10-4
Use of
Specific
Speed
in
Pump
Selection
Problem:
A flow of
0.01
m
3
/s
(158
gal/min)
must
be
pumped against
a
head
of 20
m
(66
ft).
The
pump
is to be
driven with
an
electric motor
at a
speed
of
1750 rev/min. What type
of
centrifugal
pump
should
be
selected,
and
what would
be the
corresponding
efficiency?
Solution:
From Equation 10-22
(n
s
=
nQ
1/2
///
3/4
),
the
specific speed
is
Sl
Units
U.S.
Customary
Units
„.
=
1750(O
3
Ol)
1
'
2
=
185
^
=
1750058)"
2
=
950
From Figure 10-8,
a
radial
centrifugal
pump
is
needed
and the
expected
efficiency
is
about 62%.
10-4.
Cavitation
Cavitation
is one of the
most serious problems
encountered
in the
operation
of
pumps because
it may
cause permanent damage
and
because
the
pump per-
formance
is
reduced.
Cavitation
and Its
Effects
Cavitation
is a
potential danger, especially when pumps
operate
at
high speeds
or at a
capacity much greater
or
much
less than
the
best
efficiency
point (bep). Cavita-
tion reduces pump capacity
and
efficiency
and may
damage
the
pump
—
sometimes
very rapidly.
It
occurs
in
pumps when
the
absolute pressure
at the
inlet
of the
pump
drops below
the
vapor pressure
of the fluid
being
pumped.
At first, air
comes
out of
solution
to
form
tiny
bubbles, followed instantly
by
vapor
as the
water
boils.
As
the
vapor bubbles
are
transported through
the
impel-
ler, they reach
a
zone
of
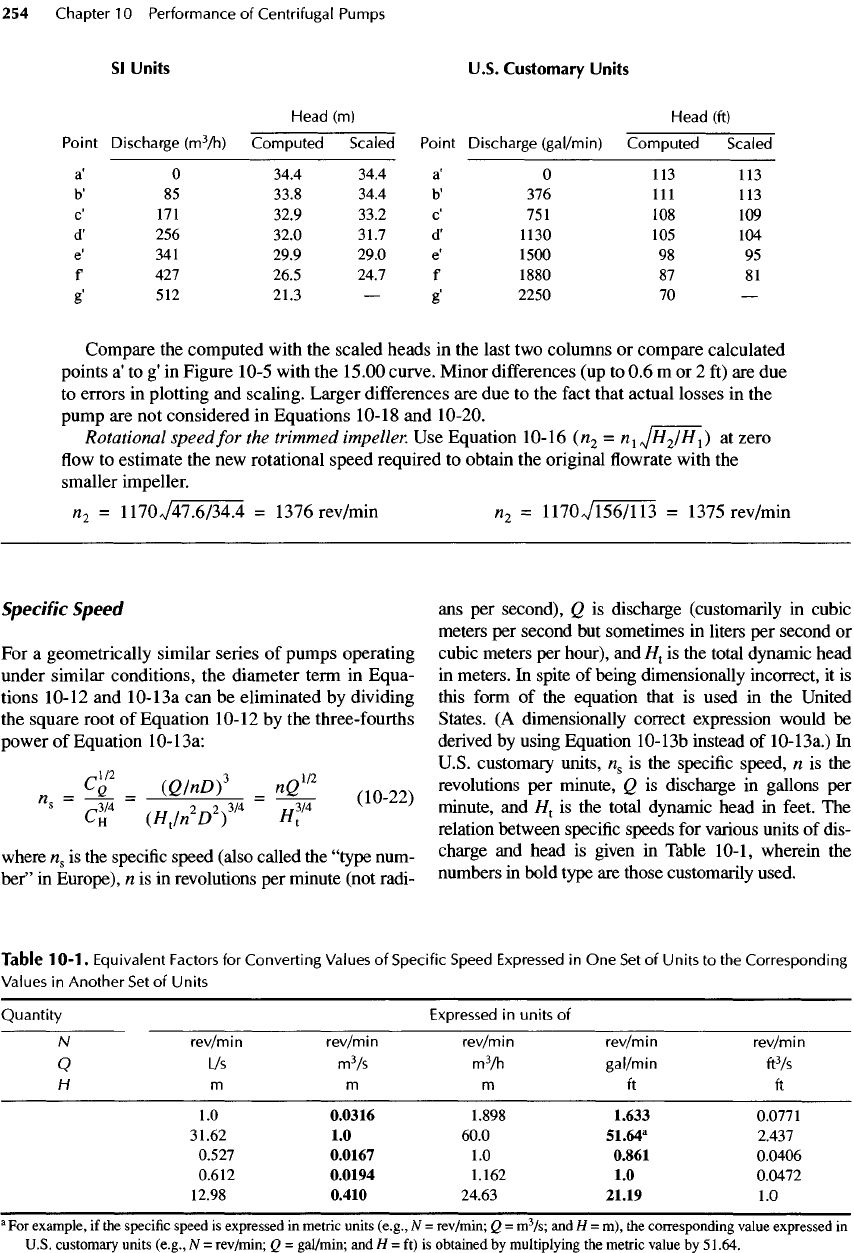
higher pressure where they col-
lapse abruptly (see Figure
10-9
a).
If the
collapse occurs
on
the
surface
of a
solid,
the
liquid rushing
in to fill the
vacuous
space
left
by the
bubbles impacts tiny areas
with
tremendous, localized pressures
and
thereby pits
and
erodes
the
surface. Cavitation
can
also occur wher-
ever
local velocities
are
high, such
as in
vanes
or
nearly
closed valves.
The
impeller shown
in
Figure
10-1Oa
eroded because
the
absolute pressure
at the
pump inlet
connection
was too
low.
The
damage
to the
suction bell
in
Figure
10-1Ob
was
caused
by
water recirculated
by
operating
the
pump
at 35% of its bep
discharge.
It has
been
suggested that
the
pitting
and
erosion
is
acceler-
ated
by
simultaneous chemical attack
or
that
the
high-
impact pressure causes locally high temperatures that
accelerate pitting.
In
addition
to the
pitting
and
erosion, cavitation
can
also cause noise
and
vibration. Noise
is
produced
by
the
collapse
of the
vapor bubbles
as
they enter
the
region
of
higher pressure.
The
vibration
is due to the
imbalance
and
surging caused
by the
uneven distribu-
tion
of
collapsing vapor bubbles.
Effects
of
Cavitation
on
Pump
Performance
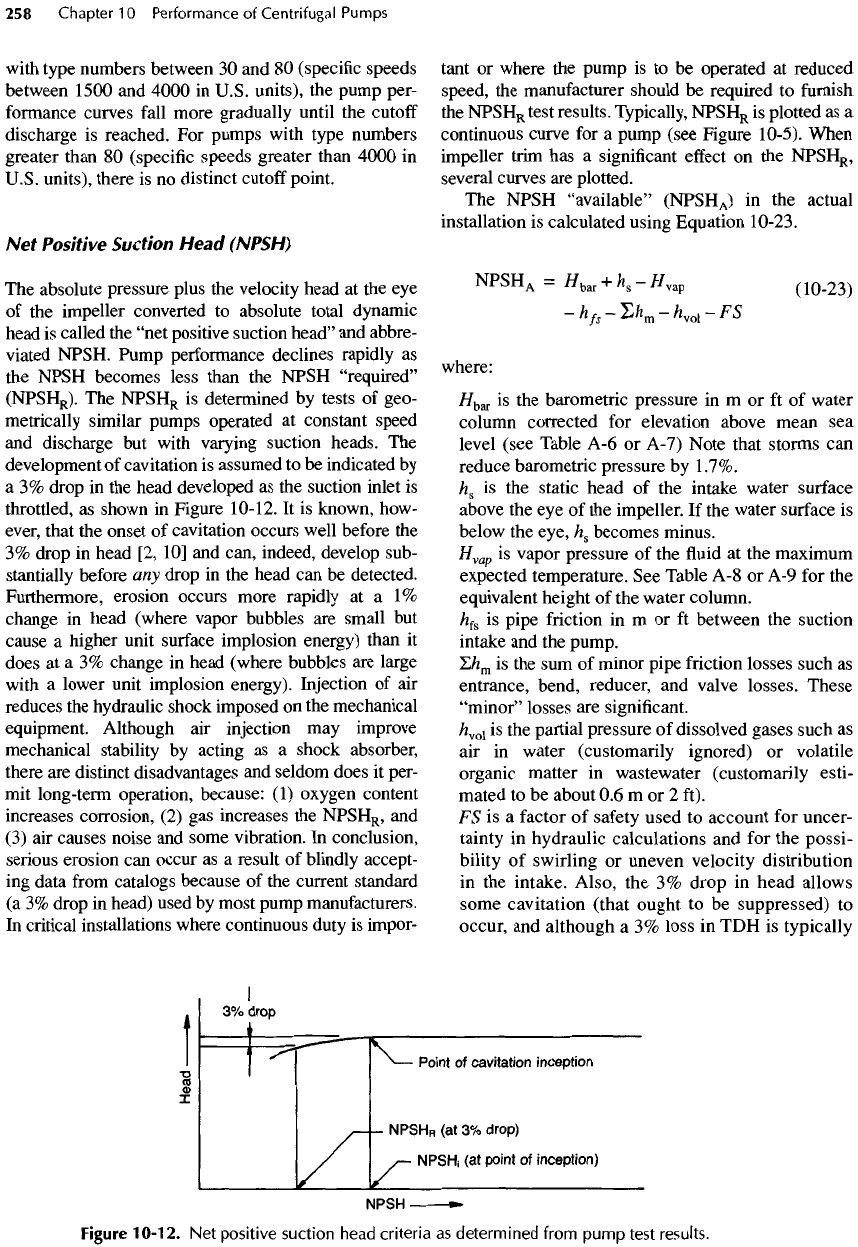
When cavitation occurs
in
centrifugal pumps with
type numbers less than
30
(specific speeds
<1500),
there
is a
sharp drop
or
cutoff
in H-Q and
efficiency
curves,
as
shown
in
Figure
10-11.
Vapor bubbles
begin
to
form
at a
lower discharge than
the
cutoff
dis-
charge where cavitation
is
fully
formed.
For
pumps
Radial flow Mixed flow Propeller
(axial
flow)
Impeller shape
Figure
10-8.
Pump
efficiency
as
related
to
specific
speed
and
discharge.
After
Dresser
Pump
Division.
Figure
10-9.
Formation
of
vapor
bubbles
in a
pump
impeller,
(a)
Partial
cavitation;
(b)
full
cavitation.
After
Addison
[5].
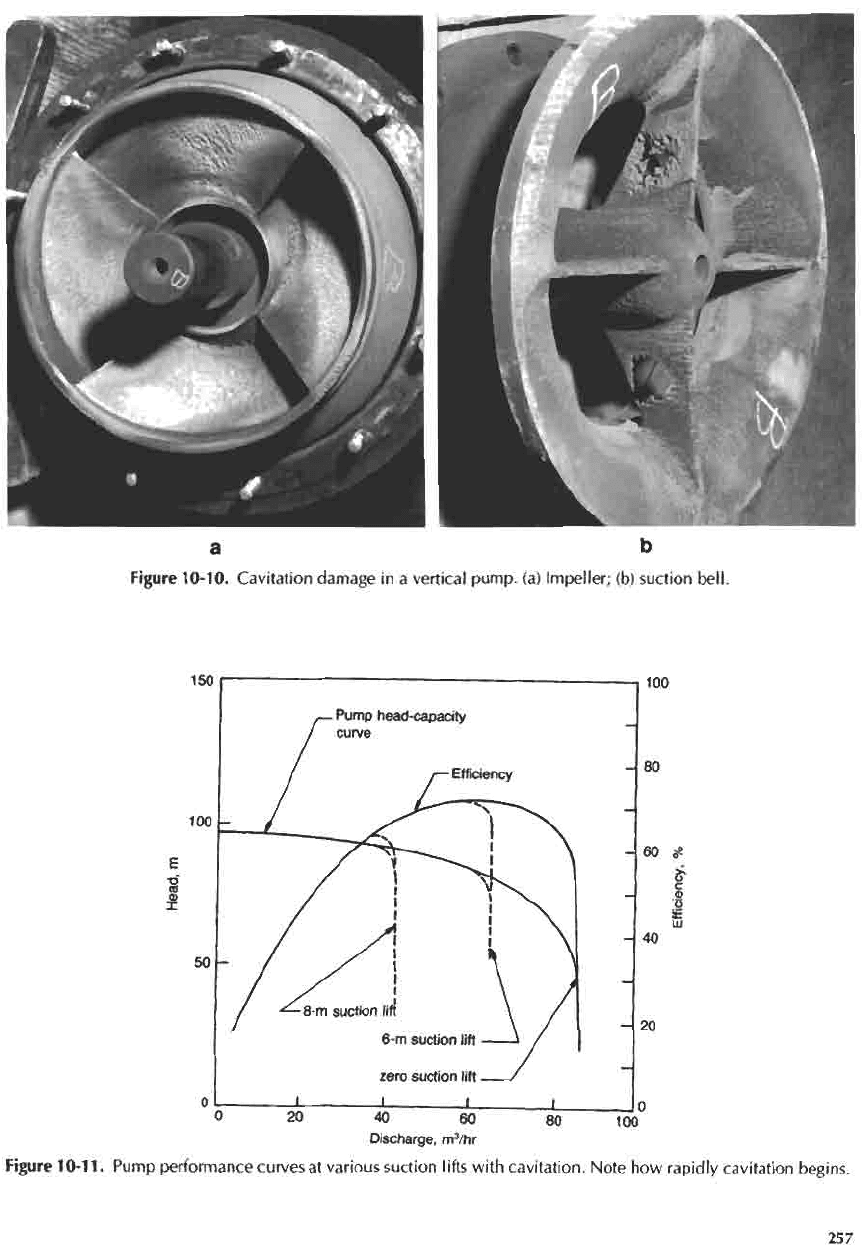
Figure
10-10.
Cavitation damage
in a
vertical
pump,
(a)
Impeller;
(b)
suction
bell.
Figure
10-11.
Pump performance
curves
at
various suction
lifts
with
cavitation.
Note
how
rapidly
cavitation
begins.
with
type numbers between
30 and 80
(specific
speeds
between 1500
and
4000
in
U.S. units),
the
pump per-
formance
curves
fall
more gradually until
the
cutoff
discharge
is
reached.
For
pumps with type numbers
greater than
80
(specific
speeds greater than
4000
in
U.S. units), there
is no
distinct
cutoff
point.
Net
Positive
Suction
Head
(NPSH)
The
absolute pressure plus
the
velocity head
at the eye
of
the
impeller converted
to
absolute total dynamic
head
is
called
the
"net positive suction
head"
and
abbre-
viated
NPSH. Pump performance
declines
rapidly
as
the
NPSH becomes less than
the
NPSH
"required"
(NPSH
R
).
The
NPSH
R
is
determined
by
tests
of
geo-
metrically similar pumps
operated
at
constant speed
and
discharge
but
with varying suction heads.
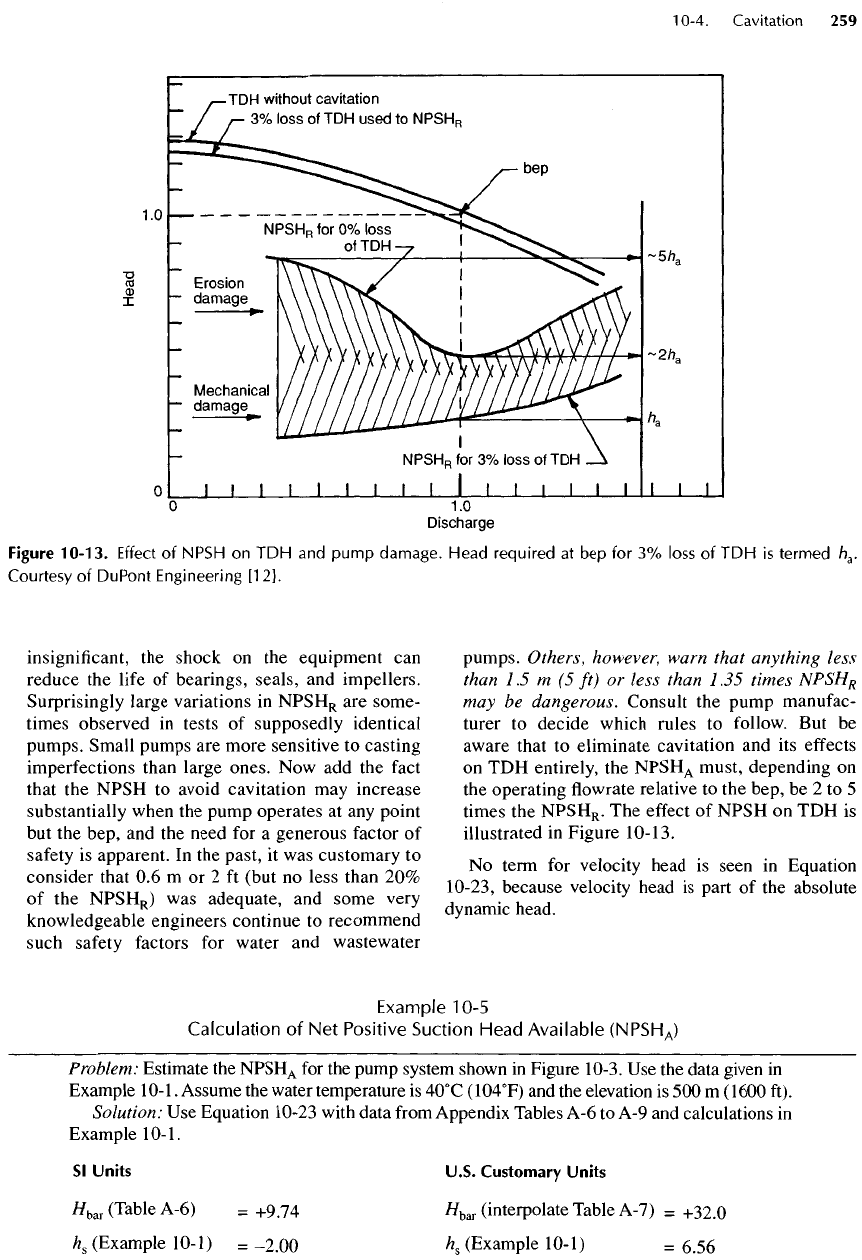
The
development
of
cavitation
is
assumed
to be
indicated
by
a 3%
drop
in the
head developed
as the
suction inlet
is
throttled,
as
shown
in
Figure
10-12.
It is
known, how-
ever,
that
the
onset
of
cavitation occurs well before
the
3%
drop
in
head
[2, 10] and
can, indeed, develop sub-
stantially
before
any
drop
in the
head
can be
detected.
Furthermore, erosion occurs more rapidly
at a 1%
change
in
head (where vapor bubbles
are
small
but
cause
a
higher unit
surface
implosion energy) than
it
does
at a 3%
change
in
head (where bubbles
are
large
with
a
lower
unit
implosion energy). Injection
of air
reduces
the
hydraulic shock imposed
on the
mechanical
equipment.
Although
air
injection
may
improve
mechanical stability
by
acting
as a
shock absorber,
there
are
distinct disadvantages
and
seldom does
it
per-
mit
long-term operation, because:
(1)
oxygen content
increases corrosion,
(2) gas
increases
the
NPSH
R
,
and
(3) air
causes noise
and
some vibration.
In
conclusion,
serious
erosion
can
occur
as a
result
of
blindly accept-
ing
data
from
catalogs because
of the
current standard
(a
3%
drop
in
head) used
by
most pump manufacturers.
In
critical installations where continuous duty
is
impor-
tant
or
where
the
pump
is to be
operated
at
reduced
speed,
the
manufacturer should
be
required
to
furnish
the
NPSH
R
test results. Typically,
NPSH
R
is
plotted
as a
continuous curve
for a
pump (see
Figure
10-5).
When
impeller trim
has a
significant
effect
on the
NPSH
R
,
several curves
are
plotted.
The
NPSH
"available"
(NPSH
A
)
in the
actual
installation
is
calculated using Equation
10-23.
NPSH
A
=
//
bar
+
h
s
-
//
vap
(10-23)
-h
fs
-Zh
m
-h
vol
-
FS
where:
//
bar
is the
barometric pressure
in m or ft of
water
column
corrected
for
elevation
above mean
sea
level (see Table
A-6 or
A-7) Note that storms
can
reduce barometric pressure
by
1.7%.
/z
s
is the
static head
of the
intake water surface
above
the eye of the
impeller.
If the
water surface
is
below
the
eye,
h
s
becomes minus.
H
vap
is
vapor pressure
of the fluid at the
maximum
expected temperature.
See
Table
A-8 or A-9 for the
equivalent height
of the
water column.
h
fs
is
pipe friction
in m or ft
between
the
suction
intake
and the
pump.
E/z
m
is the sum of
minor pipe friction
losses
such
as
entrance, bend, reducer,
and
valve losses. These
"minor"
losses
are
significant.
/z
vol
is the
partial pressure
of
dissolved gases such
as
air in
water (customarily ignored)
or
volatile
organic matter
in
wastewater (customarily esti-
mated
to be
about
0.6 m or 2
ft).
FS
is a
factor
of
safety used
to
account
for
uncer-
tainty
in
hydraulic calculations
and for the
possi-
bility
of
swirling
or
uneven velocity distribution
in
the
intake. Also,
the 3%
drop
in
head allows
some cavitation
(that
ought
to be
suppressed)
to
occur,
and
although
a 3%
loss
in TDH is
typically
Figure
10-12.
Net
positive
suction
head
criteria
as
determined
from
pump
test results.
insignificant,
the
shock
on the
equipment
can
reduce
the
life
of
bearings, seals,
and
impellers.
Surprisingly
large variations
in
NPSH
R
are
some-
times
observed
in
tests
of
supposedly identical
pumps. Small pumps
are
more sensitive
to
casting
imperfections
than large ones.
Now add the
fact
that
the
NPSH
to
avoid cavitation
may
increase
substantially
when
the
pump operates
at any
point
but
the
bep,
and the
need
for a
generous factor
of
safety
is
apparent.
In the
past,
it was
customary
to
consider
that
0.6 m or 2 ft
(but
no
less than
20%
of
the
NPSH
R
)
was
adequate,
and
some very
knowledgeable engineers continue
to
recommend
such
safety
factors
for
water
and
wastewater
pumps.
Others,
however, warn that anything less
than
1.5 m (5 ft) or
less than
1
35
times
NPSH
R
may
be
dangerous. Consult
the
pump manufac-
turer
to
decide which rules
to
follow.
But be
aware that
to
eliminate cavitation
and its
effects
on
TDH
entirely,
the
NPSH
A
must, depending
on
the
operating
flowrate
relative
to the
bep,
be 2 to 5
times
the
NPSH
R
.
The
effect
of
NPSH
on TDH is
illustrated
in
Figure
10-13.
No
term
for
velocity head
is
seen
in
Equation
10-23,
because velocity head
is
part
of the
absolute
dynamic
head.
Figure
10-13.
Effect
of
NPSH
on TDH and
pump
damage.
Head
required
at bep for 3%
loss
of TDH is
termed
h
a
.
Courtesy
of
DuPont
Engineering
[12].
Example
10-5
Calculation
of Net
Positive Suction
Head
Available
(NPSH
A
)
Problem:
Estimate
the
NPSH
A
for the
pump system shown
in
Figure 10-3.
Use the
data given
in
Example
10-1.
Assume
the
water temperature
is
4O
0
C
(104
0
F)
and the
elevation
is 500 m
(1600
ft).
Solution:
Use
Equation
10-23
with data
from
Appendix Tables
A-6 to A-9 and
calculations
in
Example
10-1.
Sl
Units
U.S. Customary
Units
//
bar
(Table A-6)
=
+9.74
#
bar
(interpolate Table A-7)
=
+32.0
h
s
(Example
10-1)
=
-2.00
h
s
(Example 10-1)
=
6.56
Prevention
and
Control
ofCavitation
The
easiest, most
direct,
and
best
way to
eliminate
cavitation
is to
ensure that
the
internal pump pressure
remains above
the
vapor pressure
of the
water. Where
cavitation
already exists, possible solutions might
include
•
Decreasing
the
suction
lift
(see
Figure
10-3)
•
Decreasing
the
suction losses
•
Lowering
the
liquid temperature
•
Reducing
the
impeller speed
•
Changing
the
pump
or the
impeller
•
Adding
a
booster pump
or an
inducer.
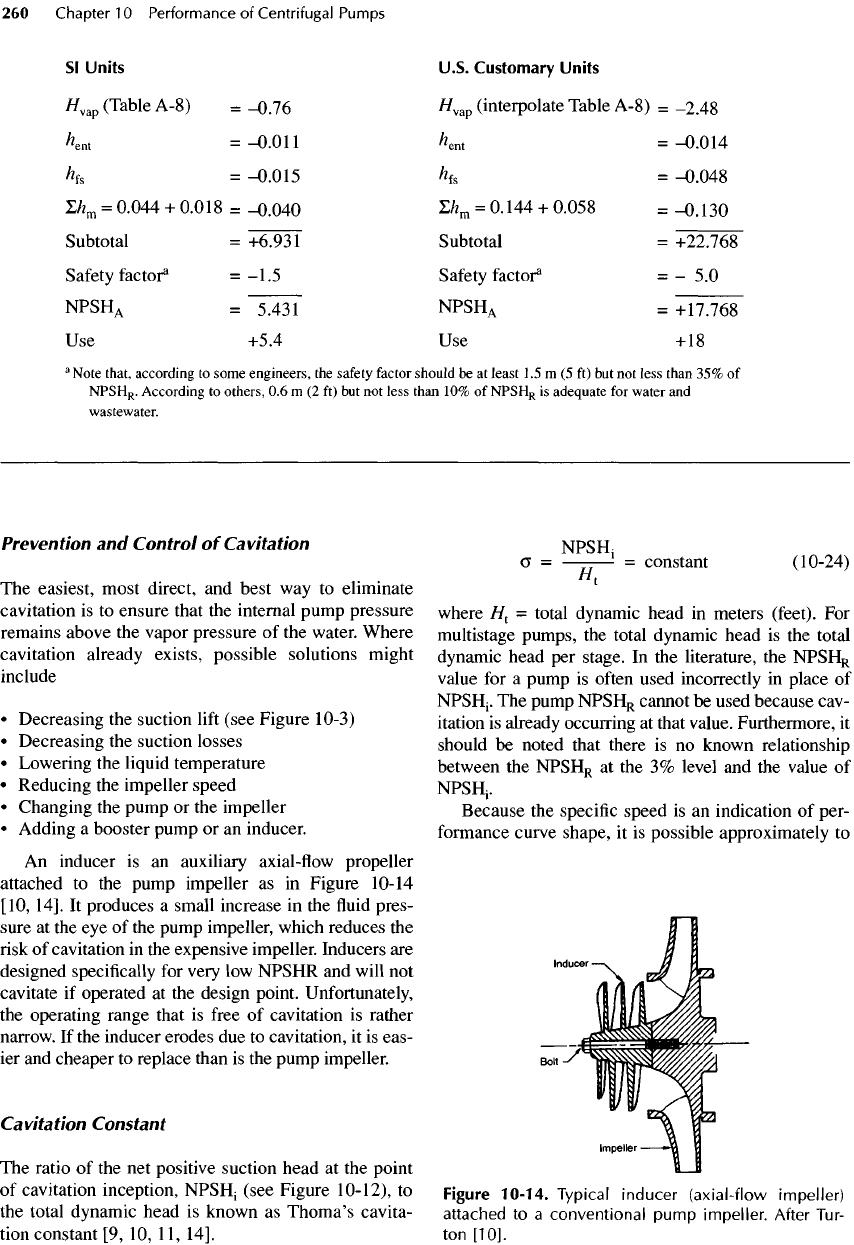
An
inducer
is an
auxiliary
axial-flow
propeller
attached
to the
pump impeller
as in
Figure
10-14
[10,
14].
It
produces
a
small increase
in the fluid
pres-
sure
at the eye of the
pump impeller, which reduces
the
risk
of
cavitation
in the
expensive impeller. Inducers
are
designed
specifically
for
very
low
NPSHR
and
will
not
cavitate
if
operated
at the
design point. Unfortunately,
the
operating range
that
is
free
of
cavitation
is
rather
narrow.
If the
inducer erodes
due to
cavitation,
it is
eas-
ier and
cheaper
to
replace than
is the
pump impeller.
Cavitation
Constant
The
ratio
of the net
positive suction head
at the
point
of
cavitation inception,
NPSH
1
(see
Figure 10-12),
to
the
total dynamic head
is
known
as
Thoma's
cavita-
tion
constant
[9, 10, 11,
14].
NPSH:
o
=
=
constant (10-24)
H
t
where
H
1
=
total dynamic head
in
meters (feet).
For
multistage pumps,
the
total dynamic head
is the
total
dynamic head
per
stage.
In the
literature,
the
NPSH
R
value
for a
pump
is
often
used incorrectly
in
place
of
NPSH^
The
pump
NPSH
R
cannot
be
used because cav-
itation
is
already occurring
at
that value. Furthermore,
it
should
be
noted that there
is no
known relationship
between
the
NPSH
R
at the 3%
level
and the
value
of
NPSH;.
Because
the
specific
speed
is an
indication
of
per-
formance curve shape,
it is
possible
approximately
to
Figure
10-14.
Typical inducer (axial-flow impeller)
attached
to a
conventional
pump
impeller. After Tur-
ton
[1O].
Sl
Units
//
vap
(Table
A-8)
--0.76
JW
=-0.011
/Zf
8
=
-0.015
Z/z
m
=
0.044
+
0.018
=
-0.040
Subtotal
=
+6.931
Safety
factor
a
=-1.5
NPSH
A
=
T43T
Use
+5.4
U.S.
Customary
Units
//
vap
(interpolate Table A-8)
=
_2.48
/W
=
-0.014
/*fs
=
-0.048
ZA
m
=
0.144
+
0.058
=-0.130
Subtotal
=
+22.768
Safety
factor
3
= - 5.0
NPSH
A
=
+17.768
Use
+18
a
Note
that,
according
to
some engineers,
the
safety
factor
should
be at
least
1.5 m (5 ft) but not
less than
35% of
NPSH
R
.
According
to
others,
0.6 m (2 ft) but not
less than
10% of
NPSH
R
is
adequate
for
water
and
wastewater.
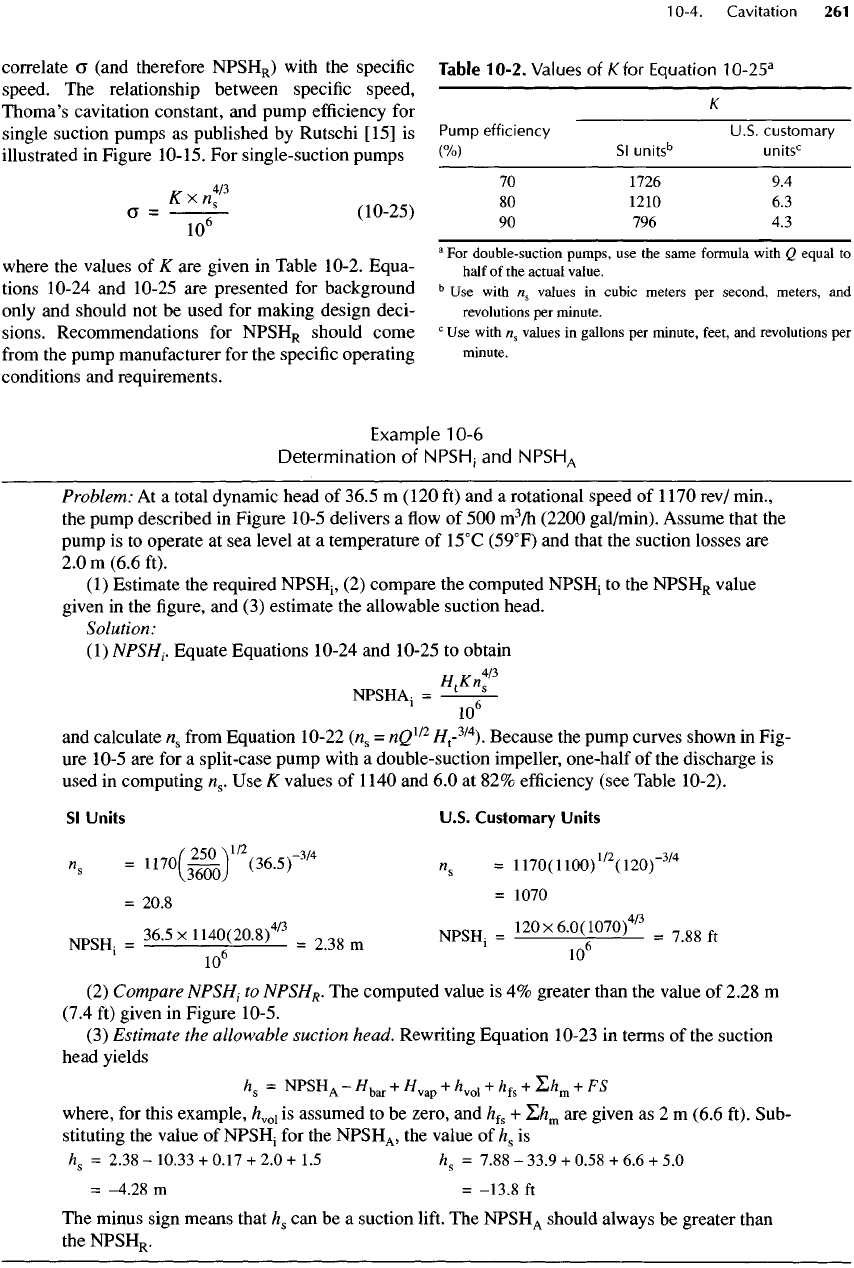
correlate
a
(and
therefore
NPSH
R
)
with
the
specific
speed.
The
relationship between
specific
speed,
Thoma's cavitation constant,
and
pump
efficiency
for
single suction pumps
as
published
by
Rutschi
[15]
is
illustrated
in
Figure
10-15.
For
single-suction pumps
o
=
*
X
f
(10-25)
10
6
where
the
values
of K are
given
in
Table
10-2.
Equa-
tions
10-24
and
10-25
are
presented
for
background
only
and
should
not be
used
for
making design deci-
sions. Recommendations
for
NPS
H
R
should come
from
the
pump manufacturer
for the
specific
operating
conditions
and
requirements.
Table
10-2.
Values
of
K
for
Equation
10-25
a
K
Pump
efficiency
U.S.
customary
(%)
Sl
units
b
units
c
70
1726
9.4
80
1210
6.3
90
796 4.3
a
For
double-suction pumps,
use the
same
formula
with
Q
equal
to
half
of the
actual value.
b
Use
with
n
s
values
in
cubic meters
per
second, meters,
and
revolutions
per
minute.
c
Use
with
n
s
values
in
gallons
per
minute,
feet,
and
revolutions
per
minute.
Example
10-6
Determination
of
NPSH
1
and
NPSH
A
Problem:
At a
total dynamic head
of
36.5
m
(120
ft) and a
rotational speed
of
1170
rev/
min.,
the
pump described
in
Figure
10-5
delivers
a flow of 500
m
3
/h
(2200
gal/min).
Assume that
the
pump
is to
operate
at sea
level
at a
temperature
of
15
0
C
(59
0
F)
and
that
the
suction losses
are
2.0 m
(6.6
ft).
(1)
Estimate
the
required
NPSH
1
,
(2)
compare
the
computed
NPSH
1
to the
NPSH
R
value
given
in the
figure,
and (3)
estimate
the
allowable suction head.
Solution:
(1)
NPSH
1
.
Equate Equations
10-24
and
10-25
to
obtain
Hfn?
NPSHA-
=
t
*
10
6
and
calculate
n
s
from
Equation
10-22
(n
s
=
nQ
l/2
//
t
-
3/4
).
Because
the
pump curves shown
in
Fig-
ure
10-5
are for a
split-case
pump with
a
double-suction
impeller,
one-half
of the
discharge
is
used
in
computing
n
s
.
Use K
values
of
1140
and 6.0 at 82%
efficiency
(see
Table 10-2).
Sl
Units
U.S.
Customary
Units
"•
=
1170
S)"
2
'
36
-
5
^
4
".
=
1170(UOO)
172
O
2
O)-
3
'
4
=
20.8
=
107
°
NpSH
_
36.5xll40(20.8)
4/3
_
2
3g
m
NPSH
1
=
120
x
6.0q070)
4/3
=
?
gg
ft
10
6
'
10
(2)
Compare
NPSH
1
to
NPSH
R
.
The
computed value
is 4%
greater than
the
value
of
2.28
m
(7.4
ft)
given
in
Figure
10-5.
(3)
Estimate
the
allowable suction head. Rewriting Equation
10-23
in
terms
of the
suction
head yields
h
s
=
NPSH
A
-
//
bar
+
//
vap
+
h
vol
+
h
fs
+
I/*
m
+ FS
where,
for
this example,
h
vol
is
assumed
to be
zero,
and
h
fs
+
Z/z
m
are
given
as 2 m
(6.6
ft).
Sub-
stituting
the
value
of
NPSH
1
for the
NPSH
A
,
the
value
of
h
s
is
h
&
=
2.38
-
10.33
+
0.17
+ 2.0 + 1.5
H
8
=
7.88
-
33.9
+
0.58
+ 6.6 + 5.0
=
-4.28
m =
-13.8
ft
The
minus sign means that
h
s
can be a
suction
lift.
The
NPSH
A
should always
be
greater than
the
NPSH
R
.
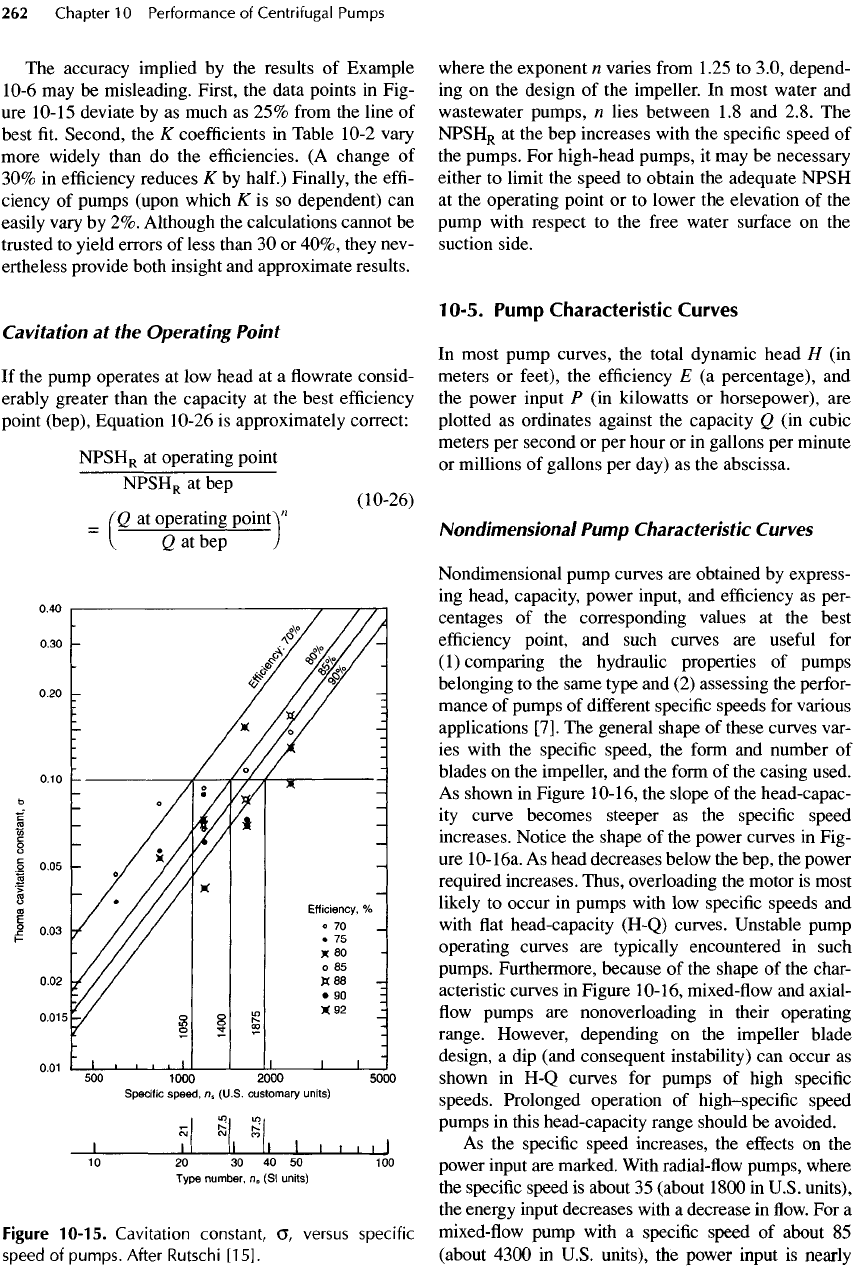
The
accuracy implied
by the
results
of
Example
10-6
may be
misleading. First,
the
data points
in
Fig-
ure
10-15
deviate
by as
much
as 25%
from
the
line
of
best
fit.
Second,
the K
coefficients
in
Table 10-2 vary
more widely than
do the
efficiencies.
(A
change
of
30% in
efficiency
reduces
K by
half.) Finally,
the
effi-
ciency
of
pumps (upon which
K is so
dependent)
can
easily
vary
by 2%.
Although
the
calculations cannot
be
trusted
to
yield errors
of
less than
30 or
40%, they nev-
ertheless provide both insight
and
approximate results.
Cavitation
at the
Operating
Point
If
the
pump operates
at low
head
at a flowrate
consid-
erably
greater than
the
capacity
at the
best
efficiency
point (bep), Equation 10-26
is
approximately
correct:
NPSH
R
at
operating point
NPSH
R
at bep
(10-26)
_
(Q at
operating
point
Y
( Q at bep J
Figure
10-15.
Cavitation
constant,
O,
versus
specific
speed
of
pumps.
After Rutschi
[1
5].
where
the
exponent
n
varies
from
1.25
to
3.0,
depend-
ing
on the
design
of the
impeller.
In
most water
and
wastewater pumps,
n
lies
between
1.8 and
2.8.
The
NPSH
R
at the bep
increases with
the
specific
speed
of
the
pumps.
For
high-head pumps,
it may be
necessary
either
to
limit
the
speed
to
obtain
the
adequate NPSH
at
the
operating point
or to
lower
the
elevation
of the
pump with respect
to the
free
water
surface
on the
suction side.
10-5.
Pump
Characteristic Curves
In
most pump curves,
the
total dynamic head
H (in
meters
or
feet),
the
efficiency
E (a
percentage),
and
the
power input
P (in
kilowatts
or
horsepower),
are
plotted
as
ordinates against
the
capacity
Q (in
cubic
meters
per
second
or per
hour
or in
gallons
per
minute
or
millions
of
gallons
per
day)
as the
abscissa.
Nondimensional
Pump
Characteristic
Curves
Nondimensional pump curves
are
obtained
by
express-
ing
head, capacity, power input,
and
efficiency
as
per-
centages
of the
corresponding values
at the
best
efficiency
point,
and
such curves
are
useful
for
(1)
comparing
the
hydraulic properties
of
pumps
belonging
to the
same type
and (2)
assessing
the
perfor-
mance
of
pumps
of
different
specific
speeds
for
various
applications
[7].
The
general shape
of
these curves var-
ies
with
the
specific speed,
the
form
and
number
of
blades
on the
impeller,
and the
form
of the
casing used.
As
shown
in
Figure
10-16,
the
slope
of the
head-capac-
ity
curve becomes steeper
as the
specific
speed
increases. Notice
the
shape
of the
power curves
in
Fig-
ure
10-16a.
As
head
decreases
below
the
bep,
the
power
required
increases.
Thus, overloading
the
motor
is
most
likely
to
occur
in
pumps with
low
specific speeds
and
with
flat
head-capacity (H-Q) curves. Unstable pump
operating curves
are
typically encountered
in
such
pumps.
Furthermore, because
of the
shape
of the
char-
acteristic curves
in
Figure
10-16,
mixed-flow
and
axial-
flow
pumps
are
nonoverloading
in
their operating
range. However, depending
on the
impeller
blade
design,
a dip
(and consequent instability)
can
occur
as
shown
in H-Q
curves
for
pumps
of
high specific
speeds. Prolonged operation
of
high-specific speed
pumps
in
this head-capacity range should
be
avoided.
As
the
specific speed increases,
the
effects
on the
power input
are
marked. With radial-flow pumps, where
the
specific
speed
is
about
35
(about
1800
in
U.S. units),
the
energy input
decreases
with
a
decrease
in flow. For a
mixed-flow
pump with
a
specific
speed
of
about
85
(about
4300
in
U.S. units),
the
power input
is
nearly