Прието Дж., Кине Ю. Древесина. Обработка и декоративная отделка
Подождите немного. Документ загружается.

Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов 219
V, •!
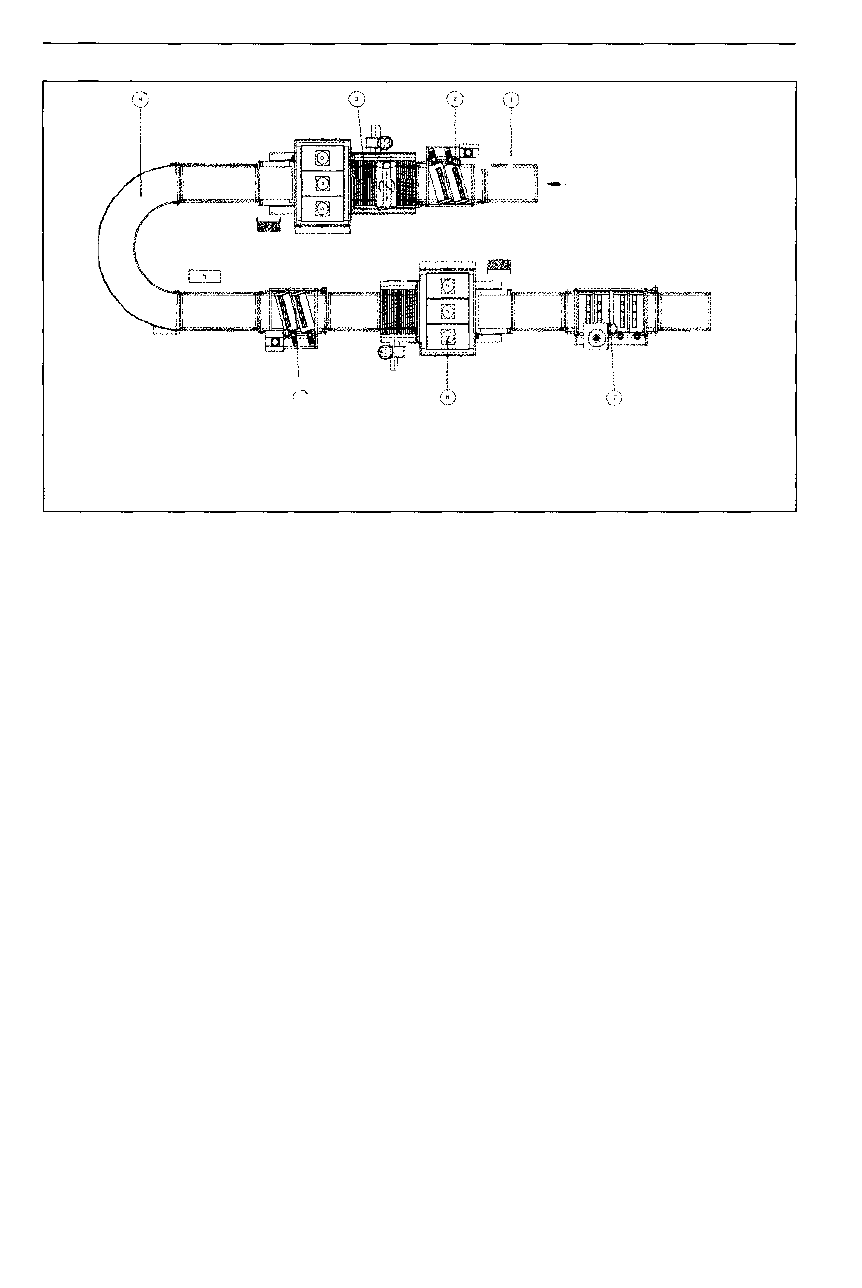
1. Укладочный транспортер j
2. Щеточная машина VBS V
3. Плоскостной распылительный автомат VEN SPRAY DUO
4. Поворотный транспортер
5. Щеточная машина VBS
6. Плоскостной распылительный автомат VEN SPRAY DUO
7. Щеточная машина VBS
Рис. 3.1.101. Промышленная установка для нанесения масляно-восковых составов
свойства поверхности, обработанной маслом, заметно улучшаются при до-
полнительном вощении.
3.1.8.2. Натуральные смолы
В рамках этой книги в качестве примера натуральных смол будет кратко опи-
сан шеллак.
Шеллак
Шеллак является продуктом обмена веществ самок щитовки Tachardia lacca
[8]. Он растворим в спиртах и водно-спиртовых смесях. Шеллаковые соста-
вы — это бесцветные, физически высыхающие лаки [9] на основе этанола. Они
высыхают физически и для их нанесения можно использовать то же оборудова-
ние, что и для нанесения нитроцеллюлозных материалов. Получаемые покры-
тия не особенно водостойки и устойчивы по отношению к спиртам. В сочетании
с восковыми карнаубными грунтовками они могут использоваться для промыш-
ленной обработки мебели. Для улучшения устойчивости покрытий в шеллако-
вые рецептуры вводят полиизоцианаты для химического отверждения.
Список литературы
1. Prieto, J., Kiene, J.: Kapitel 9.2.5 Holzlackieren, Kittel- LehrbuchderLackeund Beschi-
chtungen, Bd. 9: Verarbeitung von Lacken und Beschichtungsstoffen, 2004, S. 344-346.
2. Diekmann, M.: Industrielle Bearbeitungstechnik alternativer Moebeloberflaechen.
In: IBH-Tagung vom 10. und 11. Mai 1996.
3. Unbekannt: Moderne Moebellacke. Deutsches Lackinstitut, Frankfurt, 1999.
4. Haegele, V.: Oele und Wachse zur Oberflaechenbehandlung von Holz, Hrsg.:
Landesverband Holz + Kunststoff, Baden-Wuerttemberg und Landesgewerbeamt
Baden-Wbrttemberg, 2003.
5. Stetter, K.: Alternative Lacksysteme, WKI Bericht 31: Umweltfreundliche und
emissionsarme Moebel, 1995, S. 191-198.

220 Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов
6. Einsatz von Oelen und Wachsen zu Oberflaechenbeschichtung, Projektbericht im
Rahmen des Gesamtprojektes Nutzbarmachung des VOC-Minderungspotentials
im Schreinerhandwerk, Umweltzentrum fuer Handwerk und Mittelstand e.V. im Auftrag
des Ministeriums fuer Umwelt und Verkehr Baden-Wuerttemberg, 2001.
7. Philipp, В., Lauter, N.: Kaltwachsauf Moebeloberflaechenapplizieren, besserlackieren,
2001, Nr. 1.S.9.
8. Poth, U.:Kapitel 1.4.1 Naturrohstoffe, Kittel- LehrbuchderLackeund Beschichtungen,
Bd. 1: Geschichte, Grundlagen, Naturstoffe, anorganische Bindemittel, 1998, 153-204.
9. Penning, M.: Schellack - ein «nachwachsender» Rohstoff mit interessanten Eigen-
schaften und Anwendungen, Seifen - Oele - Fette - Wachse, 115, 1990, S. 221-224.
10. Nuesser, O.: DieLoesemittel-Probelmatik, DokumentezuLackeundFarben, Nr. 5, Deut-
sches Lackinstitut, 1998, S. 34-40.
3.1.9. Порошковые лакокрасочные материалы
3.1.9.1. Введение и исторический обзор
Порошковые ЛКМ являются примером того, как может развиваться рынок
почти безэмиссионных и малоотходных технологий окраски. Несмотря на то,
что в 90-е гг. прошлого столетия было отмечено падение цен на порошко-
вые материалы, в это же время необычайно возросло количество научных
работ, посвященных свойствам порошковых покрытий [1-10]. Кроме того,
продолжалась оптимизация технологических процессов. Порошковая окра-
ска древесных материалов и развитие порошковых технологий в автомоби-
лестроении являются только двумя примерами того, как могут осваиваться
новые направления использования порошковых ЛКМ. С точки зрения эконо-
мики и экологии по-прежнему следует ожидать больших успехов от порош-
ковых материалов. В области металлообработки порошковые материалы ча-
сто превосходят по своим качествам жидкие лакокрасочные покрытия. Здесь
рыночная доля порошковых материалов достигает 15-20%. Основные преи-
мущества технологии порошковых покрытий можно кратко сформулировать
следующим образом:
• почти отсутствует эмиссия растворителей (доля ЛОС < 0,2%);
• почти нет отходов (нет коагуляции при распылении);
• полезное использование материала > 95%, так как возможно вторичное
использование отходов покрытия от распыления;
• большая толщина слоя покрытия без образования наплывов;
• очень хорошие функциональные и оптические свойства покрытий;
• часто достаточно однослойного нанесения материала;
. процесс нанесения может быть легко автоматизирован.
При сравнении различных технологий окраски древесины для использова-
ния внутри помещений (см. ч. 3. /,) становится ясно, что материалы на водной
основе и УФ-отверждаемые жидкие системы имеют инновационное преиму-
щество по сравнению с порошковыми ЛКМ. Впервые порошковая окраска
MDF-изделий была применена в 1994 г. фирмой HALI Bueromoebel в Австрии
[11]. Речь идет о двухслойной системе, состоящей из жидкой электропровод-
ной грунтовки и отверждаемого при нагреве низкотемпературного порош-
кового материала. Уже в 1996 г. HALI прекратила эту работу, так как двухсту-
пенчатый процесс оказался слишком дорогим, и порошковые материалы для
древесины оказались не востребованы. Основным препятствием было пре-

Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов 221
жде всего то, что для плавления и отверждения обычных порошковых мате-
риалов на тот момент была необходима температура выше 14СГС. Недостаточ-
ная электропроводность древесины и древесных материалов, образование
пузырей на покрытии при испарении воды и недостаточность декоративных
свойств порошковых покрытий стали причиной задержки в коммерческом ис-
пользовании порошковой техники в деревообрабатывающей промышленно-
сти. Научные исследования и технические разработки производителей сырья,
ЛКМ и технических средств для нанесения покрытий помогли создать условия
для внедрения этой новой технологии. Инновационное сотрудничество про-
изводителей мебели и ЛКМ всегда было и остается необходимым условием
для ускорения внедрения порошковой технологии в этом секторе производ-
ства. Тесная совместная работа всех участников процесса при внедрении но-
вых технологий особенно важна в случае разработки и внедрения порошковой
технологии для обработки древесных материалов.
Между тем в мире существует уже больше 70 установок (включая опытные
установки) для порошковой окраски [12], причем палитра окрашиваемых про-
дуктов весьма разнообразна. Она охватывает элементы мебели для радио- и
телеаппаратуры, офисной мебели, в особенности столешницы и ящики пись-
менных столов, мебель для магазинов и операционных залов, кухонную, дет-
скую и садовую мебель. Фирма Stilexo в Уэльсе первой применила еще термо-
реактивные порошковые материалы и создала первую установку для окраски
мебели под аудио- и видеотехнику в 1999 г. [13-16].
Ускорению развития порошковых технологий для деревообрабатывающей
промышленности послужил постоянный рост производства MDF-материалов.
Несмотря на противостоящие этому росту экономические трудности, возник-
шие в последние годы в мебельной промышленности и строительстве, техни-
ка порошковых покрытий может завоевать здесь новый сегмент рынка. Новые
требования к дизайну, особенно офисной мебели, делают это возможным.
Конструктивные особенности деревянных поверхностей, например, узкие
профильные поверхности, углубления и пропилы в плитах, требуют не только
способности к глубокой фрезеровке материала MDF-плит, но и соответствую-
щей технологии окраски. Порошковые материалы благодаря своим преиму-
ществам могут быть подходящей по цене альтернативой, которая обеспечит
качество, необходимое покупателю. Хотя с середины 2002 г. [17-20] в Герма-
нии уже действует первая установка для порошковой окраски MDF-плит, мно-
гие отечественные потребители относятся к этой технологии скептически. В
Европе и Германии планируют создание некоторых установок. С одной сто-
роны, препятствием для инвестиций со стороны мебельной промышленности
является напряженное состояние экономики, возникшее в начале столетия, а
с другой - существующие до сих пор некоторые технические трудности в про-
цессе нанесения порошковых покрытий. Все это побуждает руководителей
производства к определенной сдержанности.
3.1.9.2. Порошковые ЛКМ
Согласно DIN 55945, порошковые ЛКМ — это системы, которые после нане-
сения и оплавления образуют на подложке лакокрасочное покрытие. Различа-
ют термореактивные и термопластичные порошковые материалы, причем для
обработки древесины и древесных материалов интерес представляют толь-
ко термореактивные системы. Кроме химического состава, важнейшей харак-

222 Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов
теристикой порошковых систем является распределение частиц порошка по
размеру. При измельчении крошки в процессе производства ЛКМ получают
характерный (определенный) фракционный состав материала. Этот фракци-
онный состав влияет на текучесть материала и определяет, помимо минималь-
ной толщины слоя отвержденного покрытия, и сам процесс отверждения.
При подводе тепловой энергии (порошковые материалы горячей сушки) или
электромагнитного излучения (УФ-порошковые системы) реактопласт обра-
зует плотную полимерную структуру, обладающую высокой химической стой-
костью. Свойства порошковых покрытий и область их применения в основном
определяются используемыми связующими и отвердителями. В состав клас-
сических порошковых систем входят в основном эпоксидные, полиэфирные,
эпоксидно-полиэфирные (гибридные), полиуретановые и акриловые смолы.
Хотя с точки зрения экономики и экологии порошковые материалы имеют
существенные преимущества по сравнению с обычными жидкими системами,
их развитие в конце 1980-х и начале 1990-х гг. ускорялось недостаточно ак-
тивно. Для ЛКМ на водной основе форсированное развитие наблюдается уже
в течение 20 лет. Оно было вызвано прежде всего законодательными ограни-
чениями, инициированными автомобильной промышленностью. Производи-
тели сырья, ЛКМ, установок и агрегатов встали на сторону технологии мате-
риалов на водной основе. В этом секторе были предприняты целенаправлен-
ные исследования и созданы разработки, которые по сравнению с порошко-
выми технологиями значительно продвинули развитие систем ЛКМ на водной
основе. Для порошковых систем в те времена преобладали эмпирические
разработки, не обеспечивающие быстрое развитие ни для материалов, ни для
устройств по их переработке. Свойства лакокрасочных порошковых составов
не соответствовали ожиданиям широких областей индустрии — автомобиль-
ной промышленности и многих других отраслей производства. Их не удава-
лось использовать в окраске древесины, древесных материалов и пластмасс.
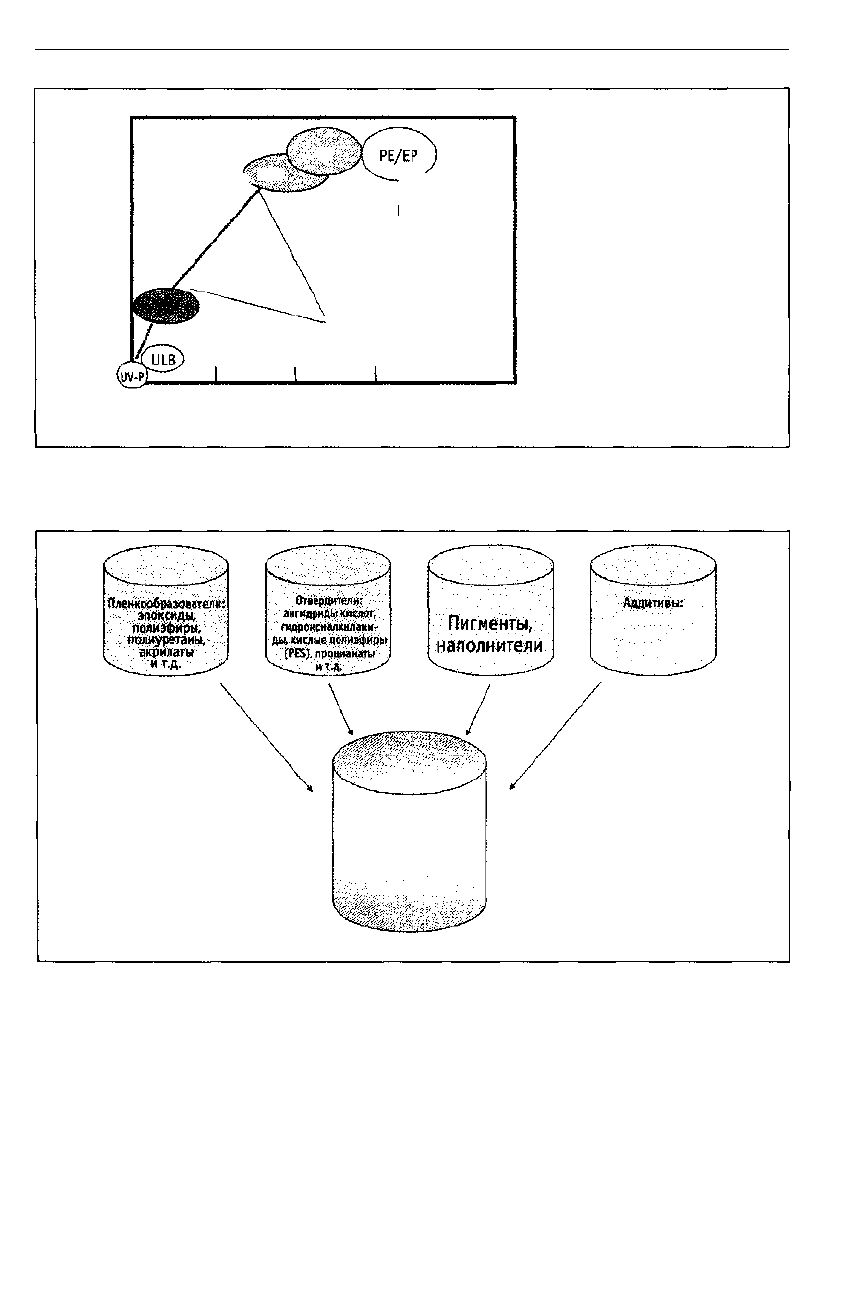
На кривой «жизненного цикла» ЛКМ (см. рис. 3.1.102) [14] это отчетливо вид-
но. Между зрелыми классическими порошковыми системами и новыми, таки-
ми как низкотемпературные (НТ) и УФ-материалы, существует пробел в науч-
ных разработках.
Для обработки порошковыми ЛКМ чувствительных к нагреву субстратов, та-
ких как МДФ-плиты, должны быть выполнены следующие требования:
• температура плавления состава должна быть по возможности наиболее
низкой (меньше чем 100°С), чтобы обеспечить образование гомогенной
пленки;
. предотвращение газовыделения из подложки при подводе тепла;
• сокращение времени плавления и сшивки от минут до секунд;
• отвержденные порошковые покрытия должны соответствовать требова-
ниям мебельной промышленности по декоративным, химическим и меха-
ническим свойствам поверхности;
• разделение нанесения и отверждения должно быть аналогично жидким
лакокрасочным системам.
3.1.9.2.1. Термоотверждаемые порошковые материалы
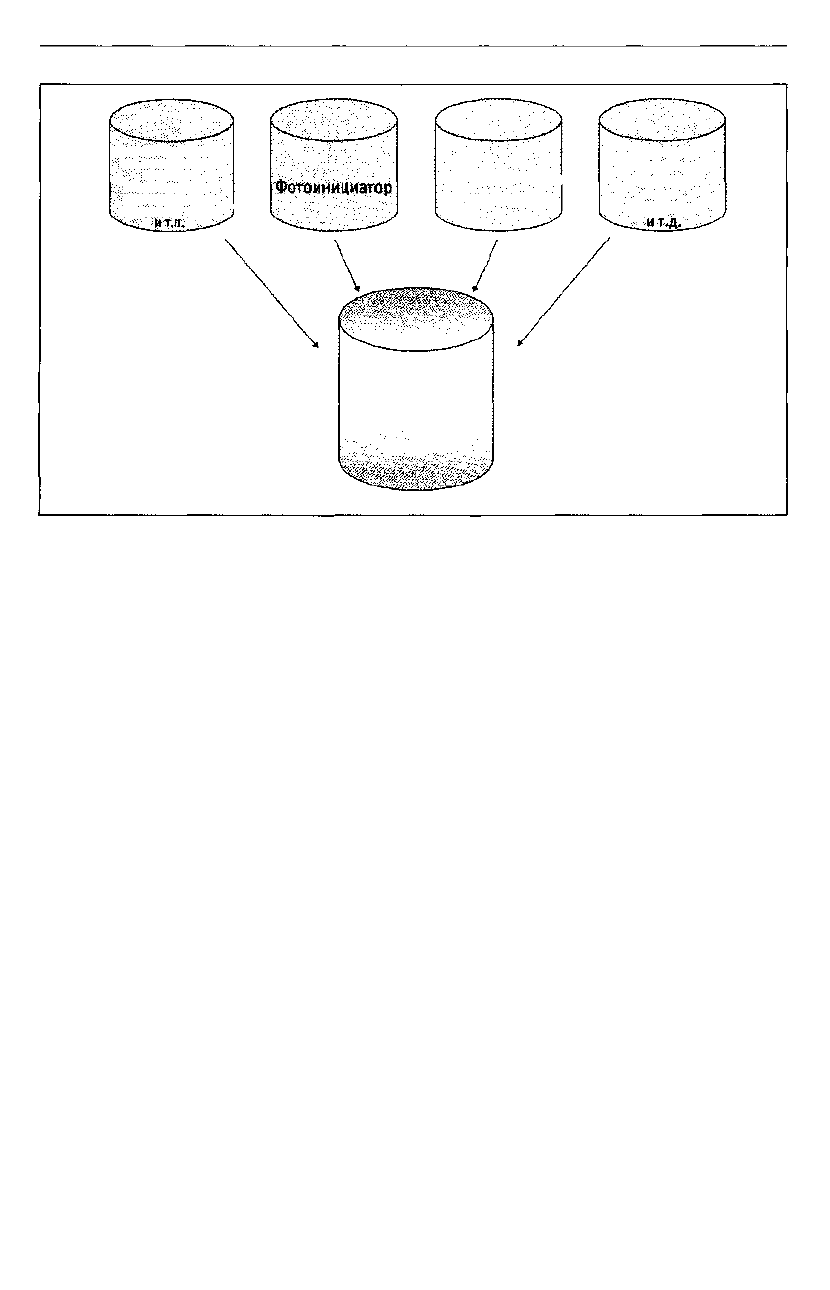
Состав термоотверждаемых порошковых материалов (материалы горячей
сушки) состоит из пленкообразователя, отвердителя, наполнителей, пигмен-
тов и добавок (см. рис. 3.1.103). В качестве наполнителей используются при-
Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов 223
•, PUR
РЕ
0
Отсутствие
инноваций
АС = акрилат
PUR = полиуретан
РЕ = полиэфир
РЕ/ЕР = полиэфир-эпоксид
(гибрид)
UV-P = УФ порошковые системы
ULB = ультранизкая сушка
(низкотемпературные
порошковые системы)
ЕР = эпоксиды
Зарождение Рост Расцвет Спад
Рис. 3.1.102. Актуальный «жизненный цикл» порошковых ЛКМ (сравнение перспектив
и качества потребительских свойств)
растеедтеяи,
дегазаторы, воски,
ожижители;
и т.д.
Термоактивный
порошковый
материал
Рис. 3.1.103. Состав термоотверждаемых порошковых систем
родные минералы: тяжелый шпат (барит), полевой шпат (Лабрадор) и мел.
Также как и жидкие, порошковые составы могут быть разных оттенков. Конеч-
но, свободное окно оттенков ЛЕ должно быть шире, чем для жидких материа-
лов. Аддитивы в порошковых красках охватывают добавки для улучшения те-
кучести, дегазаторы, матирующие добавки, воски, добавки, регулирующие
поверхностную твердость, структурные и текстурные добавки, катализаторы
и средства, обеспечивающие сыпучесть и, при известных условиях, регуля-
торы заряда, например, для порошковых красок наносимых трибоэлектриче-
ским распылением. Для обеспечения сыпучести применяют, например, окись

224 Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов
алюминия или пирогенную кремниевую кислоту. Средства, улучшающие сы-
пучесть, предотвращают слипание и комкование материала, которые возни-
кают при длительном хранении под воздействием собственного веса частиц
порошка. Они важны для беспрепятственной переработки и сохранения псев-
дотекучести порошковых составов, что позволяет легко их транспортировать
и наносить.
Системы на основе полиуретановых смол не применяются для обработки
термочувствительных материалов из-за высокой температуры отверждения.
В настоящее время для окраски материалов на основе древесины пригодны
термоотверждаемые порошковые составы на основе следующих пленкообра-
зователей:
. эпоксидные смолы, 110-140°С, 10-30 мин (конвекционная сушка);
. эпоксидно-полиэфирные смолы (гибриды), 130-150°С, 3-5 мин (конвек-
ционная сушка);
• акриловые смолы, 130-140°С, 30-40 мин (конвекционная сушка).
Акриловые системы на базе глицидилметакрилатов (ГМА) не слишком ши-
роко применяются для окраски древесных материалов, так как они могут с ни-
ми взаимодействовать. Свое главное применение они находят в автомобиль-
ной промышленности как устойчивые к атмосферным воздействиям покрыв-
ные лаки с отличными технологическими свойствами. Недостатком акрилатов
является прежде всего высокая стоимость этих пленкообразователей, что до-
полнительно затрудняет их применение для отделки древесных материалов.
Кроме того, следует принять во внимание, что совместная переработка обыч-
ных порошковых составов с системами на акрилатной основе приводит к об-
разованию дефектов поверхности в виде кратеров. Кроме того, стабильность
акрилатных порошков при хранении заметно ограничена. Повышение темпе-
ратуры хранения до 50°С быстро приводит к слипанию и комкованию частиц
краски. При хранении, как и при транспортировке, при известных условиях не-
обходимо охлаждение этих порошков.
Классическими пленкообразователями для порошковых низкотемператур-
ных (НТ) систем являются эпоксиды. С фенольными отвердителями можно
создать рецептуры, обладающие параметрами горячей сушки, пригодными
для использования на древесных материалах. Поверхности порошковых по-
крытий на основе эпоксидных смол очень гладкие, с высокой степенью бле-
ска. Большим недостатком эпоксидных порошковых материалов является их
склонность к пожелтению при перегреве и подверженность «мелению». Дей-
ствие УФ-излучения, которое является частью солнечного света, приводит к
мелению и пожелтению поверхности. Поэтому их использование в декора-
тивных целях ограничено только внутренними помещениями. Требования ме-
бельной промышленности этими системами не выполняются.
Насыщенные полиэфирные смолы, наряду с эпоксидными, являются важны-
ми пленкообразователями для порошковых систем. Применение находят твер-
дые линейные или слегка разветвленные полиэфирные смолы с температурой
стеклования выше 50°С. В сочетании с эпоксидными смолами (гибридные си-
стемы) они образуют оптимальные НТ-пленкообразующие смеси для приме-
нения на древесных материалах. Применяют карбоксифункциональные поли-
эфирные смолы (сложные полиэфиры) с относительно низкой средней моль-
ной массой (2000-2800) и кислотным числом от 50 до 90 мг КОН/г. Они ис-
пользуются одновременно с эпоксидными смолами на основе бисфенола-А.
Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов 225
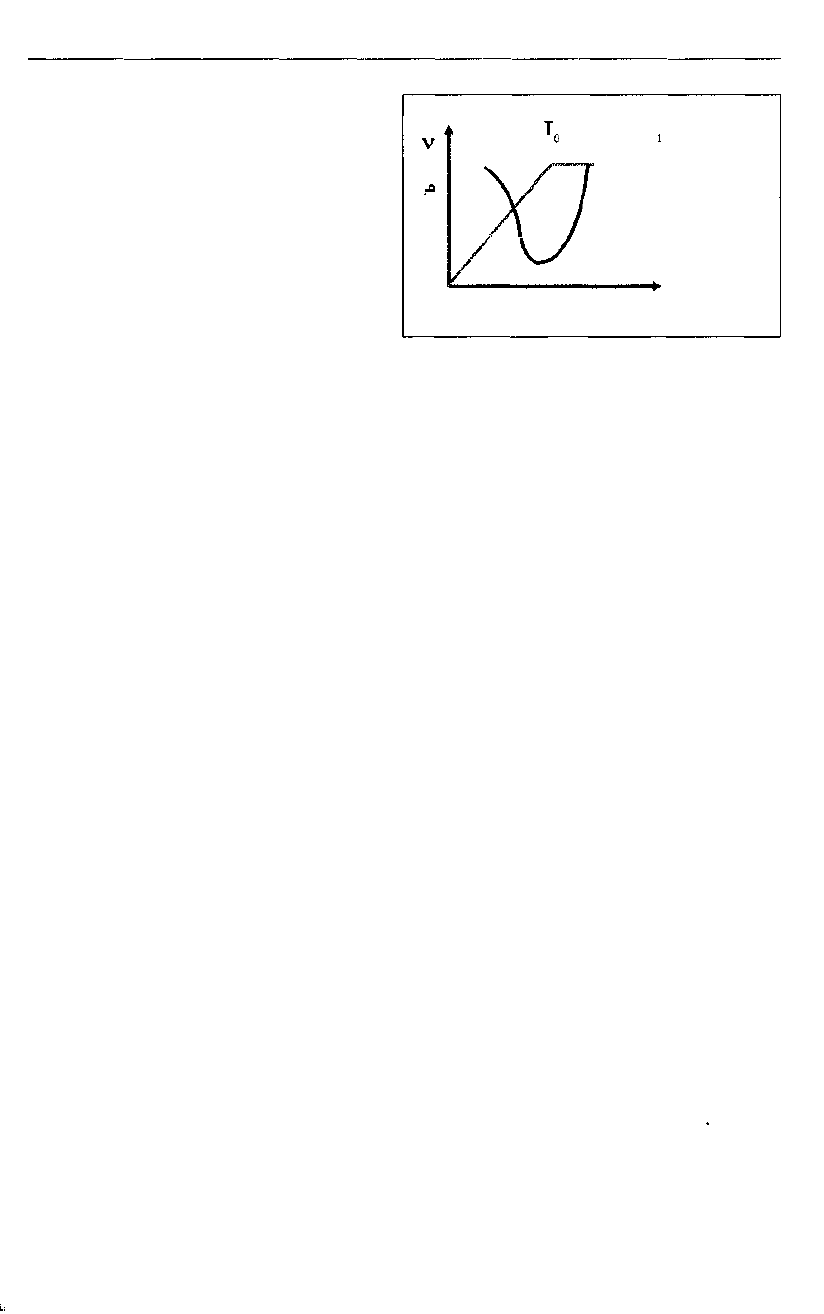
Вязкоа
= 20°С...Т =...200°С
Время
t
Рис. 3.1.104. Кривая плавления (текучести)
(черная) и температурная кривая (серая)
термоотверждаемых порошковых составов
Молекулярный вес эпоксидных смол
преимущественно от 2000 до 4000, а
эпоксидный эквивалент может быть
от
400
до
800.
Температура стеклования для по-
рошковых смол должна быть выше
50°С, чтобы экструдируемый порош-
ковый материал мог безупречно раз-
малываться и не агломерировать при
хранении. Повышение температуры
стеклования, с другой стороны, при-
водит к увеличению вязкости распла-
ва и, таким образом, затрудняет пе-
реработку в экструдере и ухудшает
процесс расплавления.
Оптимальное соотношение полиэфирных и эпоксидных смол в смеси со-
ставляет 70 : 30. С такими системами могут быть выполнены требования к го-
ризонтальным поверхностям, но не к рабочим поверхностям кухонной мебели.
Прежде всего в области кантов и кромки очень велика опасность возникнове-
ния трещин при сушке. Чтобы избежать растрескивания после тепловой обра-
ботки и отверждения НТ-порошковых материалов следует обращать особое
внимание на равномерность плотности ребер МДФ-плит (см. также ч. 3.1.9.3).
В таблице 3.1.55 приведены типичные рецептуры и технологические данные
таких НТ-гибридных систем [21, 22]. Для этих систем время тепловой обра-
ботки от 3 минут при 150°С до 5 минут при 130°С.
Отсутствие растворителей в порошковых системах делает подготовку плен-
кообразующих для них более сложной, чем для растворимых материалов и
предъявляет повышенные требования к технологии нанесения. Образование
пленки в отверждаемом при нагреве материале начинается с расплавления по-
рошка и образования текучей эмали, из которой при дальнейшем повышении
температуры, в результате реакции образования сетчатой структуры, получа-
ется пленка покрытия. Этот процесс сопровождается многократным увеличе-
нием вязкости. Эмаль проходит через минимум вязкости (см. рис. 3.1.104 [14]
и 3.1.105). Этот минимум вязкости должен быть, как правило, по возможности
низким и время твердения (гелирования) достаточно большим, для того чтобы
произошло необходимое смачивание субстрата. Только таким образом мож-
но достичь хорошего сцепления покрытия с подложкой. Кроме этого, нужно,
чтобы воздух, находящийся в слое порошка, а также газы и испарения подлож-
ки имели возможность выйти, и расплавленный порошок хорошо растекся. Об
отверждении порошковых материалов подробно написано в части 3.1.9.5.
3.1.9.2.2. УФ-отверждаемые порошковые материалы
Заметными достоинствами обладают УФ-отверждаемые порошковые си-
стемы [23-31], которые начали внедряться с конца 1990-х гг. В зависимости
от состава и условий отверждения они образуют покрытия, отвечающие вы-
соким требованиям мебельной промышленности. Для УФ-отверждаемых ма-
териалов теперь возможно разделить процесс плавления и отверждения. Так
как для УФ-отверждения порошкового расплава необходимо всего несколько
секунд (около 20), можно уменьшить тепловое воздействие на древесный суб-
226 Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов
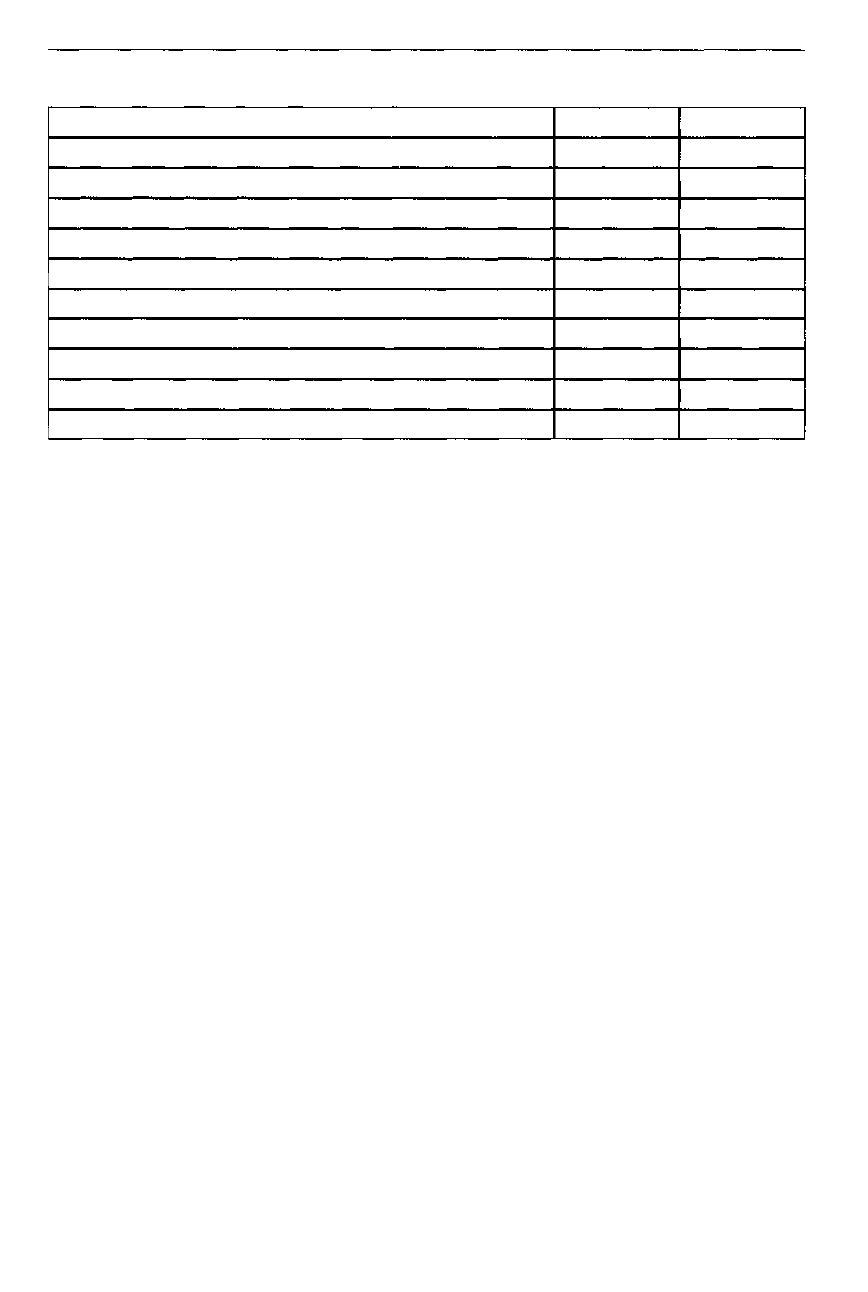
Таблица 3.1.55. Типичные рецептуры низкотемпературных полиэфироэпоксидных
гибридных систем (70/30). Источник: Zimmermann, DSM Coatings Resins
Компонент
Полиэфирная смола
Эпоксидная смола
Двуокись титана
Сульфат бария
Добавка для регулирова-
ния розлива
Аддитив для дегазации
желтый пигмент 1
Черный пигмент
Красный пигмент
Желтый пигмент 2
Рецептура 1
Белая
460,0
197,0
328,0
10,0
5,0
Рецептура 2
С высоким наполнением
395,0
169,0
282,0
141,0
8,6
4,4
Рецептура 3
коричневая
414,0
177,0
295,0
10,3
5,1
7,8
11,9
29,7
49,1
Параметры поверхности
Степень блеска, 60°
Степень блеска, 20°
Затухание колебаний по
Кое nig
Обратный удар, 1 день,
дюйм/фунт
Эластичность по
Эриксену [мм]
Время гелеобра зования,
160°С,с
97
89
206
160
>9
100
97
75
195
160
>9
102
63
63
182
160
>9
103
Стабильность порошка (по 10-балльной шкале)
Исходная
Стабильность
(4 недели, 40°С)
9
8
9
8
9
8
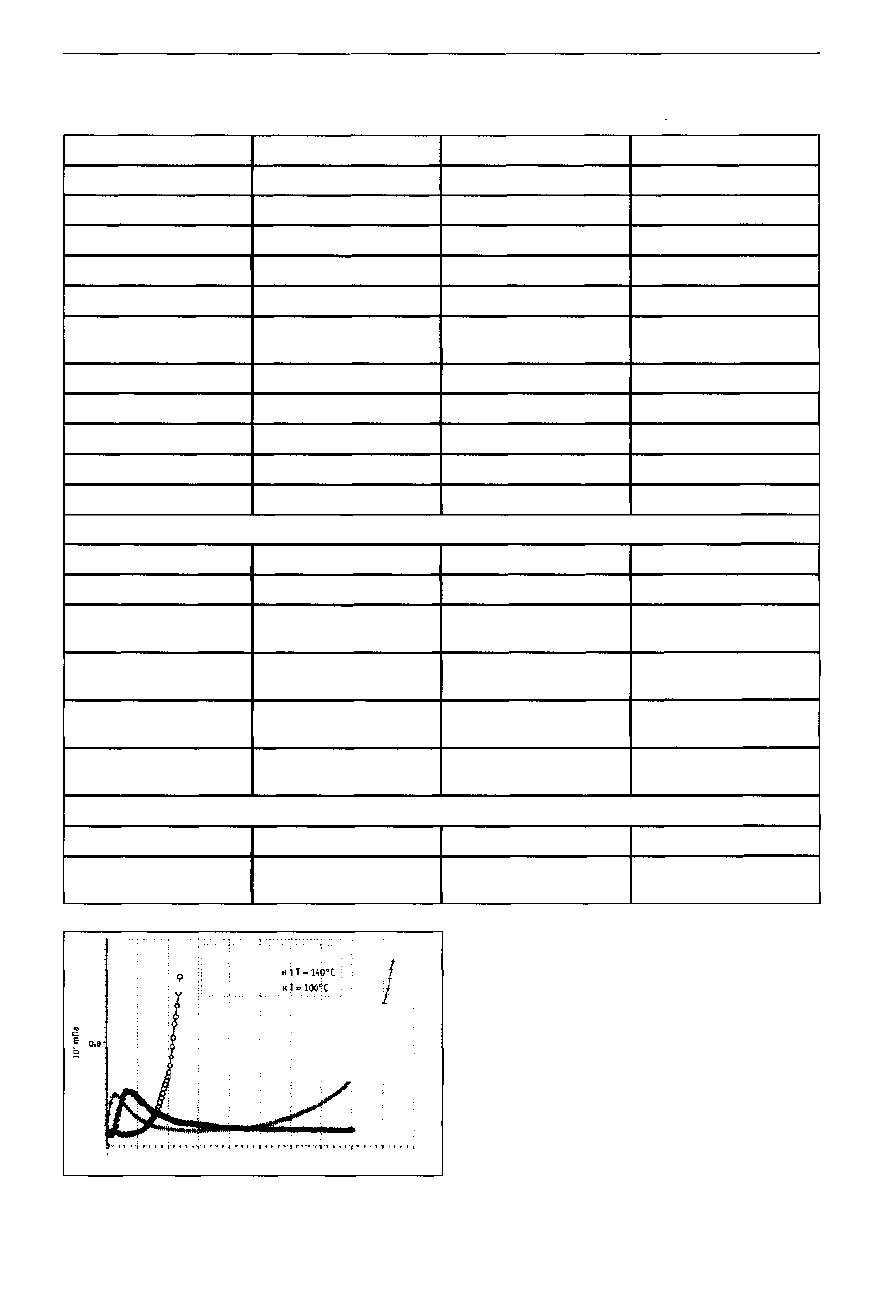
1.6"
1.1
-
1.2-
u '"
^
0,6-
0.1-
0.2
•
0'
0
—+ ~ НТпорошо
; -о-НТпорошо
1 - •—
:
УФ порошо
90 100 150 ?00 750
Время, с
к1Т-140°С ' \
J
ЖЮ 350 Л№ ^50 600
Рис. 3.1.105. Кривые текучести низкотемпе-
ратурных и УФ-отверждаемых порошковых
материалов
страт. На рисунке 3.1.105 [6] хорошо
видно, чтоУФ-отверждаемый порош-
ковый материал уже в фазе расплава
более пригоден для чувствительных
к нагреву древесных субстратов, чем
термореактивный, так как необходи-
мая при этом температура на 30° ни-
же, чем для НТ-порошковых соста-
вов. Если расплавленный порошок
не облучается УФ-светом, то не про-
исходит и увеличения его вязкости.
Таким образом, можно регулировать
дегазацию и растекание.
Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов 227
Пленкообразовате-
ли: полиэфирные
акрилаты
эпоксиакрилаты
уретанакрилаты
виниловые эфиры '
Пигменты, i
наполнители
Аддитивы:
растекатели,
дегазаторы,
воски,
ожижители
УФ
порошковый
материал
Рис. 3.1.106. Состав УФ-отверждаемых порошковых материалов
С развитием УФ-порошковых материалов создаются новые перспективы для
использования порошковых систем в деревообрабатывающей промышленно-
сти. Существенным экономическим фактором является ускорение процесса
пленкообразования. Сокращение времени по сравнению с НТ-порошковыми
составами составляет от 10 до 20%. Определяющим временным фактором те-
перь является не отверждение, а расплавление порошка.
Основными компонентами УФ-отверждаемых покрытий, также как и для тер-
мически отверждаемых составов, являются пленкообразователь, наполните-
ли, пигменты и аддитивы, причем, как и для жидких УФ-систем, дополнитель-
но необходимы фотоинициаторы (см. рис. 3.1.106).
Междутем в распоряжении имеются различные пленкообразователи для по-
рошковых УФ-систем. Это могут быть акрилированные или метакрилирован-
ные полиэфиры или полиакрилаты, полиэфиры на базе фумаровой кислоты
сами по себе или в комбинации с твердыми виниловыми эфирами, акрилиро-
ванные или метакрилированные эпоксиды и ненасыщенные полиуретаны. Все
они описаны в патентной литературе [32-39]. Используемые материалы пла-
вятся в основном при температуре до 130°С. Также как и для НТ-порошковых
материалов, УФ-составы должны сохранять стабильность при хранении при
температуре как минимум до 35-4СГС. Вязкость расплава и стабильность при
хранении зависят от температуры стеклования состава. Обычно смешивают-
ся кристаллические и аморфные смолы [40] для того, чтобы гарантировать
низкую вязкость расплавленного порошка и стабильность его при хранении.
Аморфные смолы должны при этом гарантировать стабильность, а кристалли-
ческие заботятся о низкой вязкости. Разумеется, кристаллическая часть смо-
лы, растворяясь в аморфной, оказывает пластифицирующее действие, поэто-
му связующие должны быть совместимы друг с другом. Многие используемые
сегодня пленкообразователи имеют температуру стеклования от 45 до 60°С.
228 Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов
Таблица 3.1.56. Состав УФ-отверждаемых порошковых покрытий
Компонент
Метакрилированная эпокси/полиэфирная смола
Метакрилированная полиэфирная смола
Метакрилированная полиуретановая смола
Двуокись титана
фотоинициатор (ВАРО)
Фотоинициатор (АГК)
Матирующее средство/текстурная добавка
Средство для регулирования розлива
Дегазатор
Высокодисперсная кремниевая кислота (для регулирования сыпучести)
Белый матовый
66,3
—
—
25
1
1
3
1
0,5
0,2
Прозрачный
—
81,7
9
—
—
2
—
6,8
0,3
0,2
Идеальный фотоинициатор для пигментированных порошковых покры-
тий [41-43] должен проявлять высокую активность, не оказывать пластифи-
цирующего действия (для сохранения стабильности при хранении) и не обра-
зовывать летучих продуктов при расщеплении. На практике используется со-
четание бис(2,4,6-триметилбензоил)-фенил-фосфиноксида (ВАРО) для пол-
ного отверждения и 1-[4-(2-гидроксиэтокси)-фенил]-2-гидрокси-2-метил-1-
пропан-1-она (производное а-гидроксикетона АГК) для поверхностного отвер-
ждения. Концентрация в целом должна быть < 3% и, конечно, зависит от пиг-
ментирования. Соотношение фотоинициаторов может изменяться от 1 : 1 до
1 : 4 (АГК : ВАРО), причем с увеличением доли ВАРО до определенного коли-
чества можно достичь лучшего глубокого отверждения. Но повышение доли
ВАРО приводит также к пожелтению покрытия. Этот так называемый «эффект
выцветания» описан в части 3.1.6. Так как большинство желтых пигментов по-
глощает в той же волновой области, что и ВАРО-фотоинициатор, то в настоящее
время не существует хорошо отверждаемых желтых порошковых материалов.
Важно, что добавление фотоинициаторов на базе производных а-гид-
роксикетона может понижать температуру стеклования приблизительно на
2° на каждый процент добавленного фотоинициатора. Для прозрачных лаков
берут от 1,5 до 2% АГК-фотоинициатора.
Если возникает потребность в создании УФ-порошковой рецептуры для мато-
вых покрытий, следует помнить, что матирующие средства, которые применя-
ются в термореактивных порошковых составах, непригодны. УФ-порошковые
материалы ведут себя в данном случае так же, как и 100%-ные УФ-жидкие си-
стемы (ч. 3.1.6.5.2). Из-за короткого периода отверждения матирующие до-
бавки не имеют времени, чтобы добраться до поверхности. Между тем, суще-
ствуют некоторые возможности получения матовых и текстурированных по-
верхностей с использованием УФ-порошковых материалов:
• специальные матирующие средства для УФ-порошковых составов (на-
пример, микронизированные воска, сферические частицы);
• сухие смеси различных пигментированных порошков;
• порошки со специальным фракционным составом;
• использование коротковолнового облучения (эксимерные излучатели).