Прието Дж., Кине Ю. Древесина. Обработка и декоративная отделка
Подождите немного. Документ загружается.

Таблица 3.1.57. Сравнение
Потреби-
тельские
свойства
поверхно-
сти мебели
Химическая
стойкость
Стойкость
к истиранию
Стойкость
к царапанию
Стойкость
к нагреву
Стойкость
к открытому
пламени
Ударопроч-
ность
(5 мм конус)
Климатиче-
ская стойкость
Светостой-
кость (через
оконное
стекло)
Норматив
DIN 68861
часть 1
DIN 68861
часть 2
DIN 68861
часть 4
DIN 68861
часть 7
DIN 68861
часть 8
EN 438 часть 2
Внутренний
заводской
стандарт
DIN 53231
процесс 2
свойств различных лакокрасочных материалов для окраски мебели
Требования к
рабочей по-
верхности ку-
хонной мебе-
ли DIN 68930
1С
2Е
4Е
7С
(100°С)
8В
(75°С)
>20N
0-1
Степень стойко-
сти 5 — для пиг-
ментированных
систем
Жидкие материалы
НЦ
систем с
раствори-
телями
1В-1С
2Е
4Е
7B-7D
8В-8С
3-30 N
0-3
5-6
НПЭ
систем с
раствори-
телями
1В-1С
2D
4Е-4С
7B-7D
8В-8С
12-14N
0-3
5-6
УФ 100%
системы
1В-1С
2С
4B-4D
7B-7D
8А-8С
4-31N
0-2
5-6
2-К-ПУР
систем с
раствори-
телями
1В
2С-2Е
4В-4Е
7А-7С
8А-8В
17-28N
0-1
5-7
2-К-ПУР
водные
системы
1В
2В
4Е
7А-7С
8А-8В
15-30N
0-1
5-7
Акрилат-
водные
системы
1В-1С
2D-2E
4Е
7C-7D
8В-8С
3-45N
0-1
5-6
УФ
порошковые
составы
Одно-
слойные
системы
1В
2В-2С
4В-4С
7С
8В-8С
>20
0-4
6-8
Грунты
и покрыв-
ные лаки
1В
2В
4В-4С
7В-7С
8А
>20
0-1
6-8
нт
порошк.
Эпокси-
системы
1В-1С
2В-2С
4С-4Е
7C-7D
8В-8С
Нет
данных
0-3
6-7
230 Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов
Сегодня существуют также промышленные УФ-порошковые материалы для
покрытий с разной степенью блеска. В таблице 3.1.56описан примерный со-
став белого матового и глянцевого покрывного лака. Эти лаки могут плавить-
ся под действием ИК-излучения (32 кВт/м
2
), причем температура поверхно-
сти достигает 130°С. Отверждение происходит при УФ-облучении от 1100 до
1500мДж/см
2
.
Используемые сегодня УФ-порошковые материалы соответствуют требова-
ниям производства кухонной мебели (см. таблицу 3.1.57) [5] и являются хоро-
шей альтернативой меламиновым покрытиям.
3.1.9.3. Подготовка поверхности древесины и древесных материалов к окраске
К упомянутым выше техническим трудностям относится пре-
жде всего преобладание электростатических методов нанесения по-
рошковых материалов на такие плохо проводящие электричество поверхно-
сти, как древесина [1]. Электростатическая порошковая окраска требует из-
делий со специфическим поверхностным сопротивлением о < 1010 Ом и со-
ответствующим объемным сопротивлением р < 108 Ом. Древесина и древес-
ные материалы соответствуют этим требованиям только при влажности боль-
ше 7-8%. Если содержание влаги меньше, нужно повышать проводимость по-
средством подходящей подготовки поверхности. Следующая проблема возни-
кает, когда отверждение порошкового материала требует высокой температу-
ры. В настоящее время температура должна быть всегда выше 100°С. Особен-
но большие трудности возникают для хвойной древесины. При температуре
субстрата выше 50°С сразу начинается выделение ингредиентов древесины
с поверхности. Затем равновесная влажность при нормальных условиях (23°С
и 50% влажность воздуха) составляет от 9 до 10%. Опасность повреждения
пленки покрытия при испарении воды из субстрата является серьезной тех-
нической проблемой. Древесина лиственных пород более предпочтительна,
так как имеет рассеянные поры маленького диаметра. Так, например, удалось
получить хорошие результаты для продольных разрезов бука и ольхи в мас-
штабе опытно-промышленной установки. Проблемными зонами являются по-
перечные разрезы, аномалии роста и вторичные изменения древесины. Наи-
лучшие свойства для окраски порошковыми материалами имеет пропарен-
ный бук. Он достаточно беден ингредиентами и не имеет больших пор. В ла-
бораторных условиях можно окрашивать буковую древесину при температуре
< 100°С без образования пузырей [10]. Опубликованы результаты многообе-
щающих опытов по окраске лиственной древесины порошковыми материала-
ми в лабораторных условиях [28]. Однако в обозримом будущем не следует
ожидать внедрения порошковых материалов для окраски древесных масси-
вов в промышленном масштабе.
Существенно более пригодными для окраски порошковым методом явля-
ются древесные материалы, особенно средне- и высокоплотные древесно-
волокнистые плиты (MDF и HDF). MDF-плиты имеют преимущество, так как их
поверхность более изотропна, что позволяет легко установить необходимую для
порошковой окраски равновесную влажность на уровне 6%. Эта равновесная
влажность немного меньше, чем необходимые для электростатического нанесе-
ния порошкового состава 7-8%. При невысокой влажности уменьшается опас-
ность образования трещин в процессе отверждения порошкового покрытия.
Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов 231
1400
-
IOOO-
Члотност
600-
400
гоо
-j
1
Э 2
Толщина образца
h
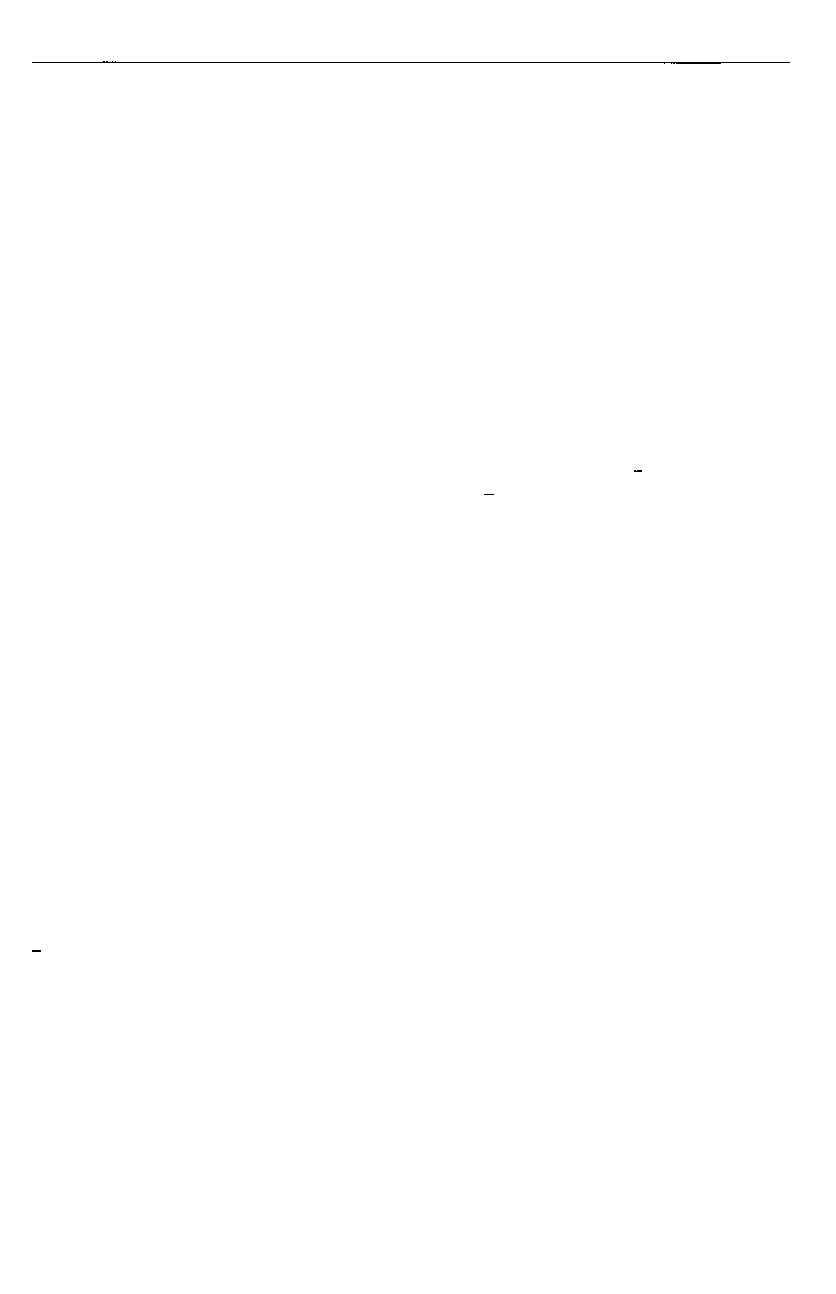
Рис. 3.1.107. Распределение плотности в толще MDF-материала, полученного при разной
скорости сжатия (левый и правый графики)
Но MDF-плиты не являются полностью беспроблемными, так как состоят на
85-95% из древесных волокон, обладающих гидрофобными свойствами. Соот-
ветственно, влажность воздуха оказывает большое влияние на электрические
свойства при нанесении порошкового материала, а также процесс дегазации
во время пленкообразования. В процессе окраски из-за объемного набуха-
ния существует также опасность растрескивания плит. Хотя MDF-материалы
и пригодны для порошковой окраски, это в большой мере зависит от предва-
рительной подготовки поверхности и параметров процесса их изготовления.
Основными стадиями процесса получения MDF-плит являются следующие:
. переработка круглого лесоматериала в щепу;
. проваривание щепы, как правило, при температуре 150°С;
. расщепление на волокна (фибрилирование) на дисковой мельнице;
• проклеивание;
• сушка проклеенных волокон;
. прессование плит.
Свойства MDF-материала зависят от параметров прессования, таких как
скорость сжатия, нагрев волокнистой массы и условия испарения. Этим опре-
деляются как желаемые, так и нежелательные свойства MDF-плит. На рисун-
ке 3.1.107 в качестве примера представлены характеристики двух MDF-плит,
имеющих на разной глубине различную плотность, что обусловлено разной
скоростью сжатия.
Начальный спад и затем вновь подъем объемной плотности на левом графике
говорит о том, что этот материал менее пригоден к непосредственной окраске,
чем более гомогенный правый образец, так как в этом случае минимум объем-
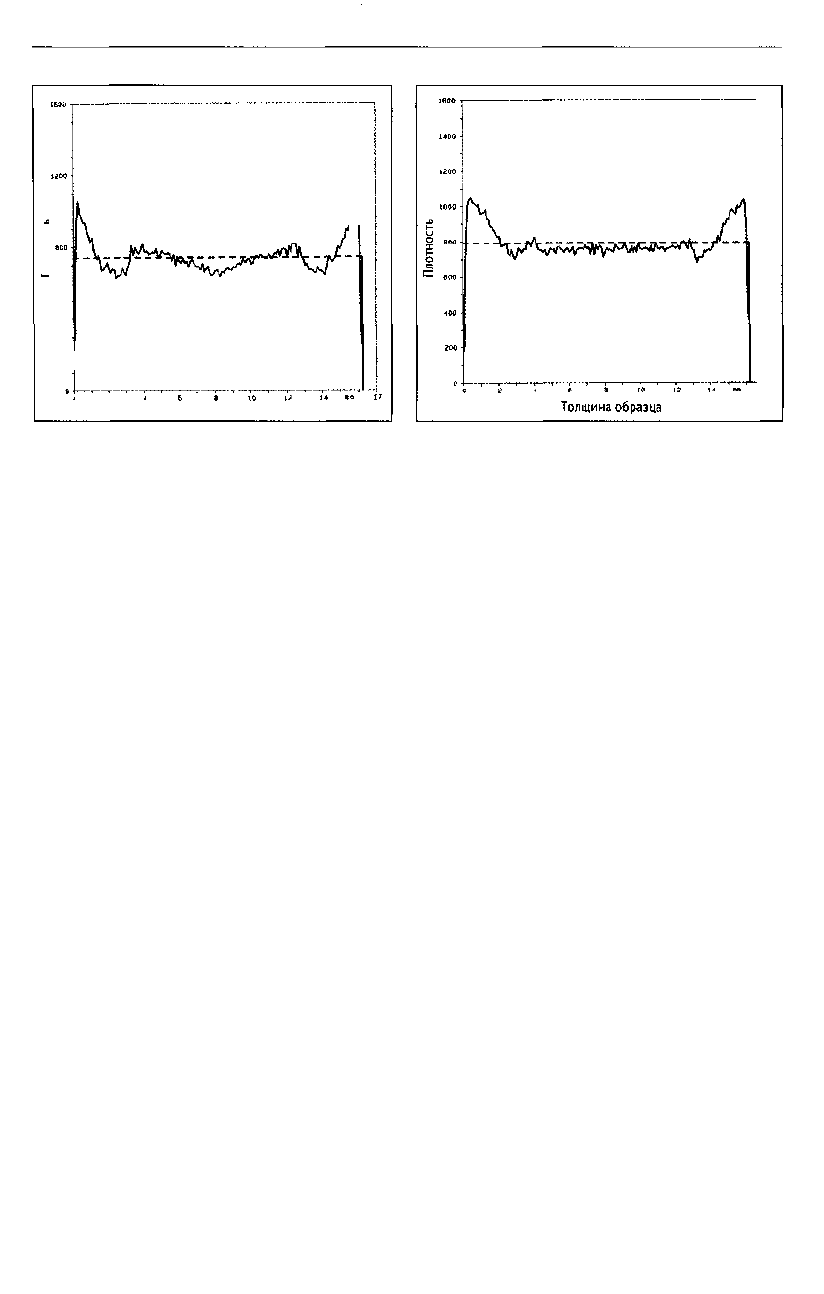
ной плотности может благоприятствовать растрескиванию покрытия. На рисун-
ке 3.1.108 показана окрашенная узкая поверхность MDF-плиты, которая име-
ет уменьшающуюся в толще материала плотность. Эта поверхность не подвер-
глась окраске, так как ЛКМ проник внутрь MDF-плиты на глубину до 300 мкм.
В зависимости от типа и производителя MDF-субстраты отличаются не толь-
ко распределением объемной плотности. На их пригодность к порошковой
окраске оказывают существенное влияние следующие факторы:
232 Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов
Рис. 3.1.108. Порошковый слой на узкой
поверхности MDF-плиты с уменьшающейся
в глубине плотностью
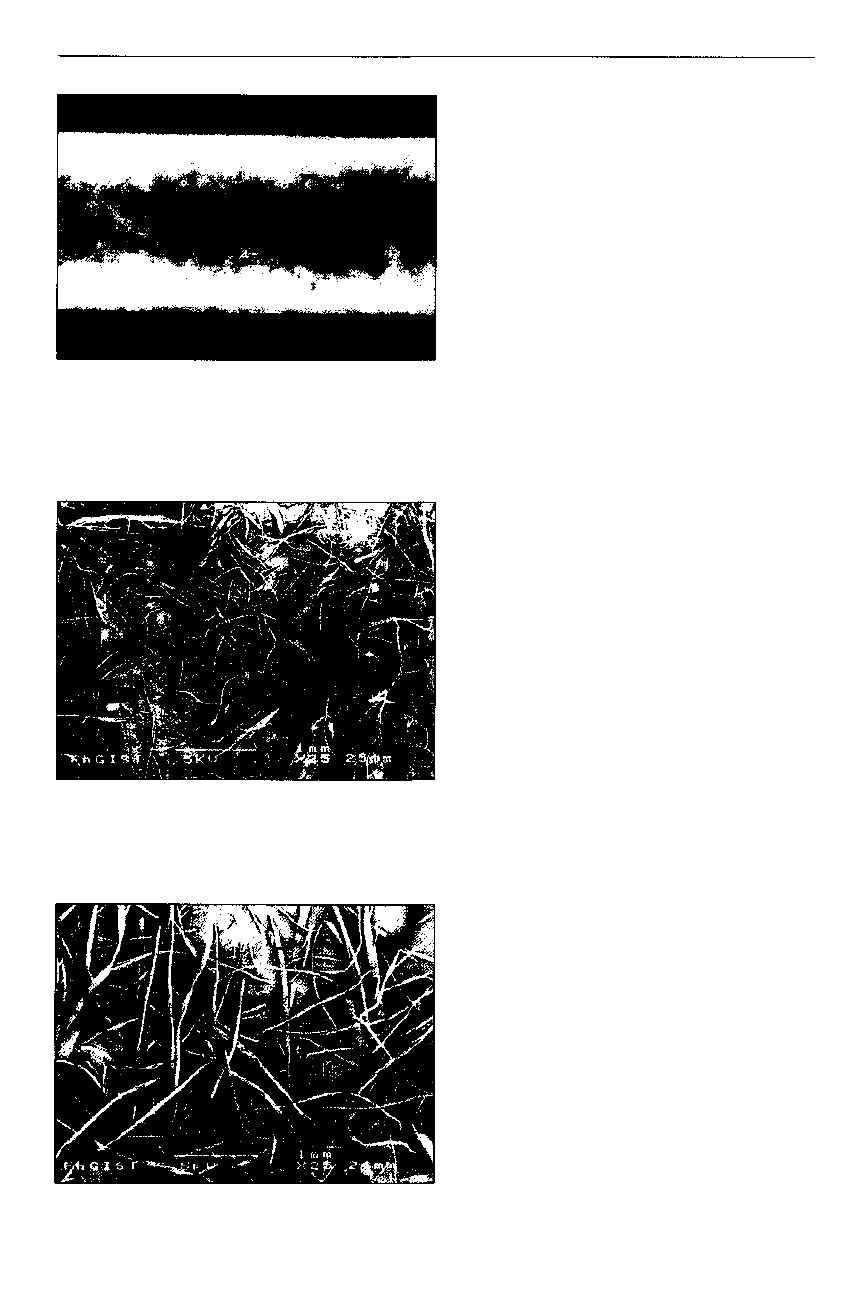
Рис. 3.1.109. Вид букового волокна
под электронным микроскопом
Рис. 3.1.110. Вид пихтового волокна
под электронным микроскопом
• распределение объемной плот-
ности (изменение плотности в
направлении, перпендикулярном
поверхности);
. клеевой состав;
• структура волокна;
. используемые гидрофобизаторы.
Предпосылкой для получения без-
дефектной, оптически высококаче-
ственной поверхности является сма-
чиваемость субстрата. Не в послед-
нюю очередь за это отвечает морфо-
логия древесных волокон (см. рис.
3.1.109 и 3.1.110). На этом приме-
ре длина волокна пихты составляет
3 мм, в то время как длина волокна бу-
ка около 1 мм. Проклеивание древес-
ных волокон происходит точечно, так
что при электростатическом нанесе-
нии порошкового материала пихтовые
волокна скорее разделяются и «взъе-
рошиваются». Это приводит к нежела-
тельным дефектам поверхности.
Тонкая структура волокна также яв-
ляется важной характеристикой для
MDF-плит, обрабатываемых порош-
ковым методом. Новейшие исследо-
вания показывают, что при этом важ-
ное значение имеет не столько тип
древесины, сколько геометрия воло-
кон [44].
Только при использовании адапти-
рованных к порошковым материалам
MDF-плит возможно получить каче-
ственное покрытие при однослойном
нанесении порошка. Многие произ-
водители MDF-древесных материа-
лов в настоящее время интенсивно
работают над получением пригодно-
го к порошковой окраске типа MDF-
плит, которые должны соответство-
вать следующим требованиям:
. тонкое качество волокон;
. средняя объемная плотность око-
ло 780 кг/м
3
;
• возможно более равномерное
распределение плотности по
объему;
• электростатическая электропро-
Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов 233
водность при низком содержании влаги, например, в результате ис-
пользования модифицированных пленкообразующих или адцитивов;
. 24-часовое объемное набухание (EN317) < 6%;
. прочность при поперечном растяжении (EN319) > 1,0 Н/м
2
(как и для жид-
ких материалов).
Между тем качество присутствующих на рынке MDF-материалов вполне под-
ходит для их порошковой окраски. Этот факт служит основанием для внедрения
в производство в будущем MDF-плит, окрашенных порошковыми составами.
3.1.9.4. Предварительная обработка древесных материалов
Подготовка поверхности MDF-материалов имеет решающее влияние на
результат окраски и на качество обработанного изделия. Чтобы обеспечить
высокую надежность производства и минимальный расход ЛКМ, поверх-
ность должна быть по возможности гладкой. Грубые шероховатости MDF-
поверхности невозможно сгладить при использовании порошкового матери-
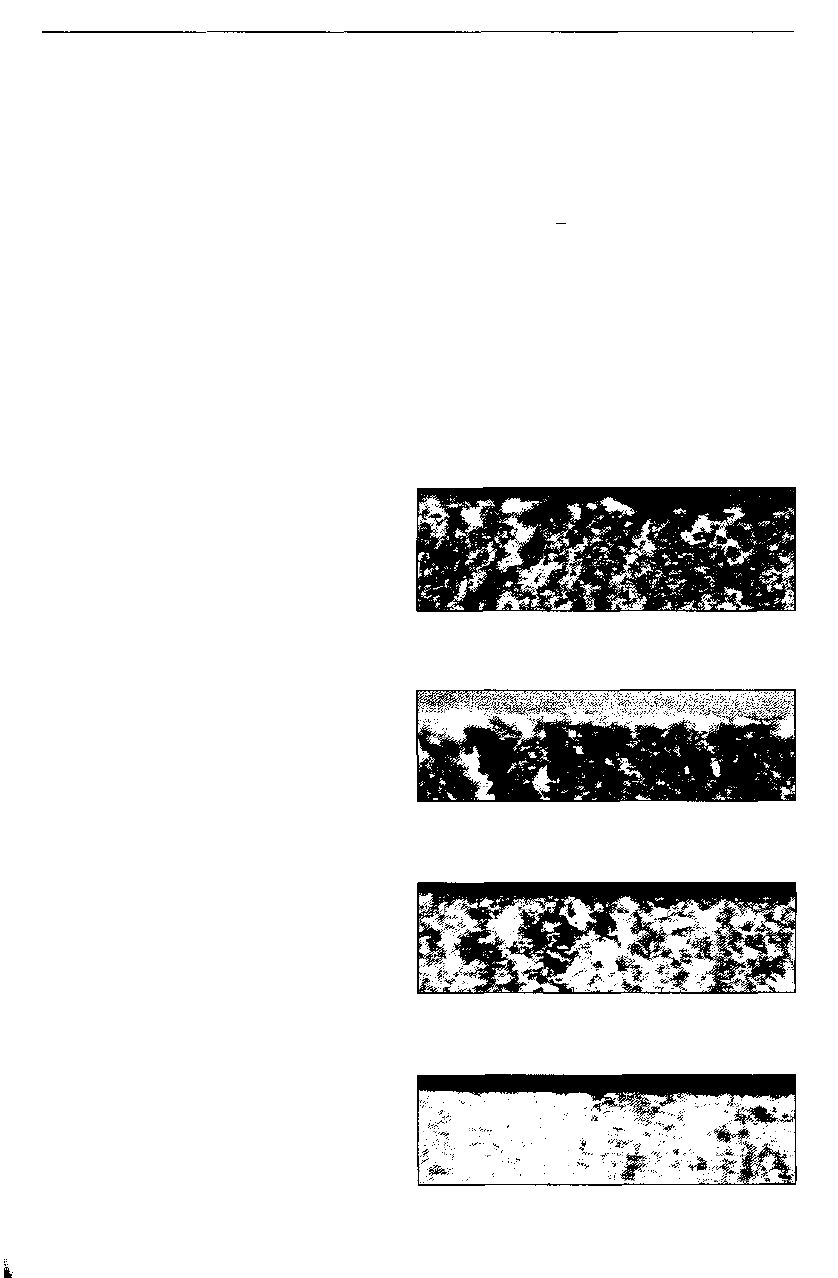
Рис. 3.1.111. Окрашенная порошковым материалом MDF-поверхность после шлифовки
с зерном Р180
Рис. 3.1.112. Окрашенная порошковым материалом MDF-поверхность после шлифовки
с зерном Р1200
234 Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов
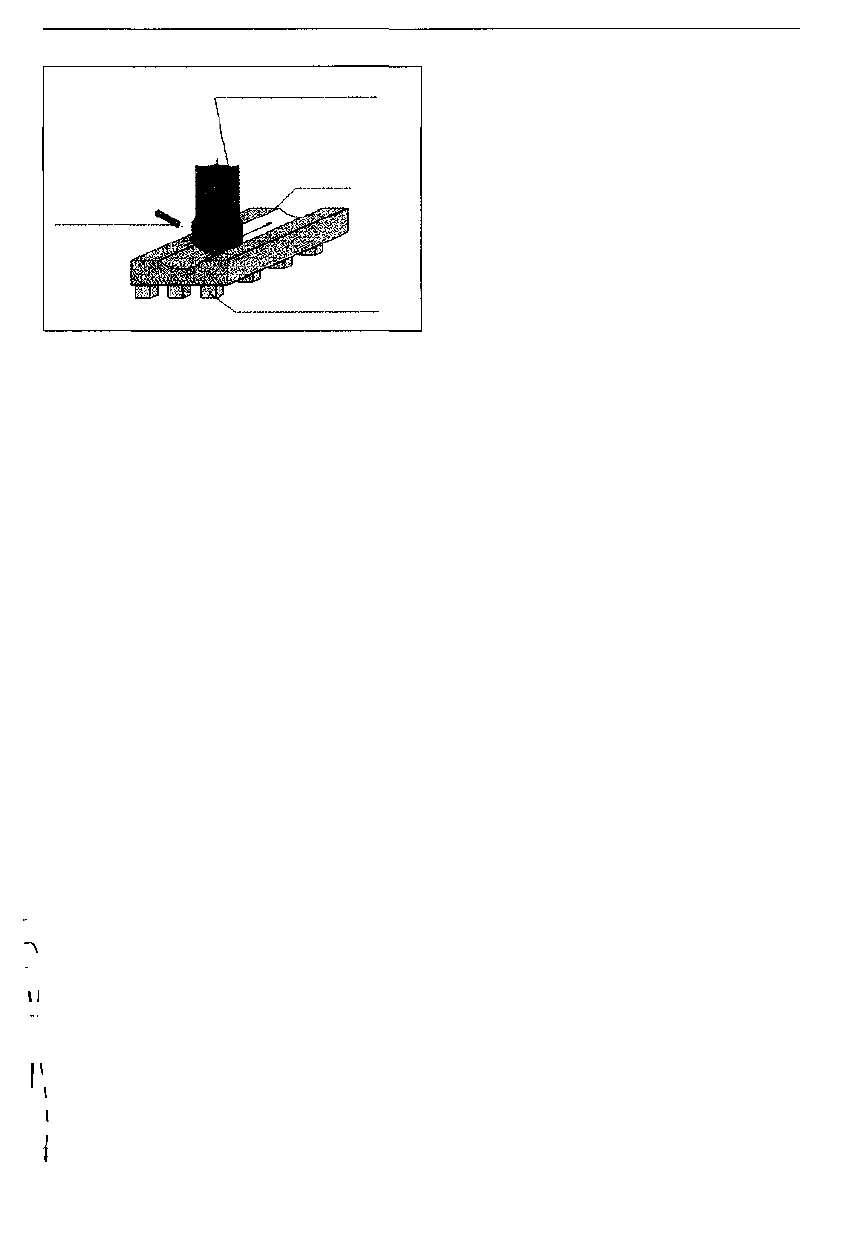
Электрический нагрева-
тельный выглаживающий
инструмент
Деталь
Датчик
температуры •
Вакуумный держатель
детали
Рис. 3.1.113. Схема термического выглажи-
вания
ала; они способствуют образованию
так называемой «апельсиновой кор-
ки». Из-за электростатического ме-
тода нанесения порошкового покры-
тия возникают особые требования и
к процессу шлифовки. Нужно чтобы
на поверхности не оставалось удли-
ненных древесных волокон, так как
они «взъерошиваются» под действи-
ем электрического поля и затем мо-
гут выступать из лаковой пленки. На
рис. 3.1.111 и 3.1.112 показано вли-
яние шлифования на результат окра-
ски. Чем тоньше (мельче) использу-
емая шлифовальная бумага, тем бо-
лее гладкой может быть обработанная поверхность, причем шлифующий ма-
териал с размером зерен Р1200 практически не используется для обработки
древесины.
Однослойное порошковое покрытие высокого оптического качества может
быть получено только на безупречно гладкой основе. При этом у MDF-плит
существуют ограничения, обусловленные их морфологией. В качестве меха-
нического процесса подготовки поверхности, особенно для глубоко фрезе-
рованных MDF-элементов, рекомендуется термическое выглаживание [45-
47]. Оно используется прежде всего потому, что не только сглаживает фре-
зерованные профили и узкие поверхности, но и дополнительно уплотняет их.
Принцип этого процесса состоит в том, что с помощью пригнанного по конту-
ру профиля инструмента при одновременном воздействии нагрева и давления
«взъерошенные» в предыдущем процессе фрезерования древесные волокна
прижимаются к разогретой пластичной основе и прочно с ней скрепляются.
Для внутренних профилей подходят фрезерные станки с верхним расположе-
нием шпинделя с ЧПУ, внешние профили можно с высокой скоростью выгла-
живать на форматных машинах (см. рис. 3.1.113) [45].
Для использования на обрабатывающих центрах с ЧПУ разработаны не-
подвижные (фиксированные) выглаживающие инструменты, а для обработки
узких поверхностей на проходных установках — роликовые. Между тем суще-
* ствуют научные проекты, в которых реализована скорость продвижения изде-
V лий до 40 м/мин при использовании роликовых устройств. Со временем будут
I |проведены и промышленные испытания. Выглаживание — беспылевой про-
\! цесс, следовательно, при этом не требуется отсос. Выглаживание проводят на
II фрезерованных поверхностях, которые должны быть полностью свободны от
| пыли и стружек, которые могут быть запрессованы в поверхность и стать при-
Нчиной дефектов. При сглаживании поверхности одновременно и уплотняют-
ся, что снижает впитывание жидких и порошковых материалов. Это приводит к
I снижению расхода ЛКМ и уменьшению числа необходимых производственных
операций, а также к улучшению качества поверхности. При использовании по-
зошковых составов это означает, что можно отказаться от грунтования и на-
носить покрытие в один слой. Дальше можно сэкономить на промежуточном
шлифовании, так как снижается распрямление/набухание древесных волокон
при жидкой окраске. Сравнение различных методов подготовки поверхностей
Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов 235
(рис. 3.1.114-3.1.777,) показывает, насколько эффективно термическое выгла-
живание. Тем временем, уже два производителя мебели применяют этот ме-
тод для обработки кантов кухонной мебели, которые затем, разумеется, окра-
шиваются жидким ЛКМ.
Кроме гладкости поверхности важнейшим фактором, конечно, является элек-
тропроводность MDF-материала. Из-за того, что в местах переработки древеси-
ны преобладает, как правило, пониженная влажность (< 45%), древесина и дре-
весные материалы имеют такую низкую равновесную влажность, что их элек-
тропроводность бывает недостаточна для электростатических методов нанесе-
ния покрытия. При этом зачастую достаточно сравнительно короткого времени
обработки на загрузочном устройстве, так как поверхностный слой, определяю-
щий возможность электростатической обработки, быстро высыхает.
Для расплавления и отверждения УФ-отверждаемых порошковых соста-
вов низкая влажность благоприятна, так как в этом случае предотвращается
появление пузырей при пленкообразовании из-за испарения воды. В общем
случае MDF-плиты имеют влажность от 6 до 7%. Связующее вещество так-
же оказывает большое влияние на электропроводность поверхности древес-
ных материалов. MDF-плиты на осно-
ве фенольных или ПМДИ-смол об-
ладают более высокой электропро-
водностью, чем плиты с меламин-
формальдегидными или меламино-
уретановыми связующими. Чтобы га-
рантировать достаточно высокую на-
дежность порошковой окраски, элек-
тропроводность поверхности MDF-
плит следует еще повысить. Для это-
го существуют различные методы:
• временное повышение электро-
проводности путем увлажнения
поверхности;
• нанесение электропроводных
праймеров;
• диэлектрическое нагревание
высокочастотным или микро-
волновым полем;
• подогрев ИК-излучением или
конвекцией;
• добавка проводящих аддитивов
при производстве MDF-плит.
При увлажнении водой в краевых зо-
нах или других областях поверхности
в процессе последующего высыхания
могут возникнуть повреждения. Адди-
тивы, повышающие электропровод-
ность, могут усилить этот эффект. Ис-
следования в этой области еще впе-
реди. Особенно следует избегать на-
бухания волокон.
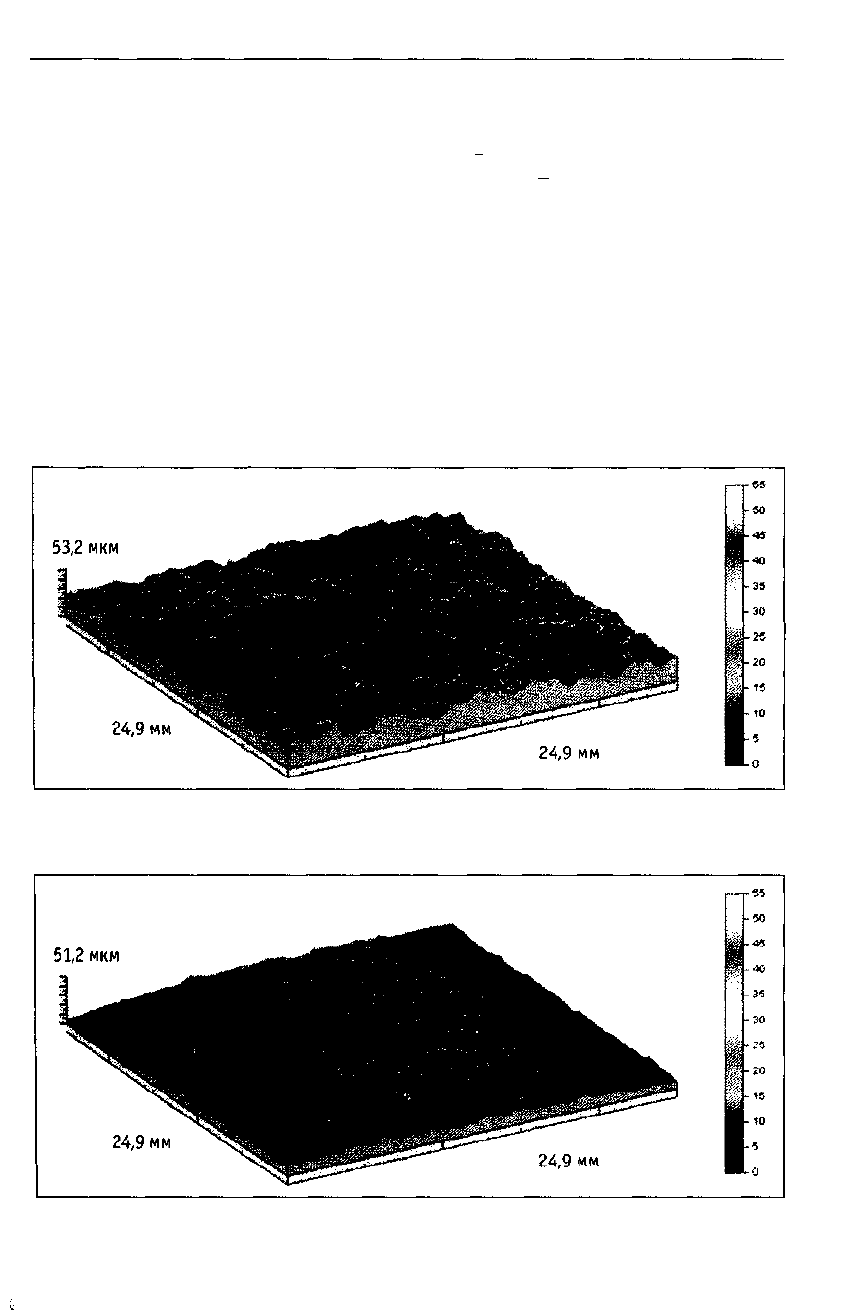
Рис. 3.1.114. Фрезерованная поверхность
MDF-плиты
Рис. 3.1.115. Шлифованная поверхность
MDF-плиты
Рис. 3.1.116. Поверхность MDF-плиты после
термовыглаживания (середина)
Рис. 3.1.117. Поверхность MDF-плиты после
термовыглаживания (кромка)
236 Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов
Для повышения электропроводности вводят электропроводные праймеры,
как правило, на стадии промежуточного шлифования перед нанесением по-
крывного состава. Из-за высокой стоимости этот метод при порошковом по-
крытии древесных материалов не применяется.
Другой возможностью повысить электропроводность поверхности на доста-
точно длительное время является нагрев носителя посредством подводящих
энергию электромагнитных волн (высокочастотного поля или микроволнового
излучения). При этом влажность MDF-плит едва ли меняется. Высокочастот-
ное переменное поле в этом методе действует непосредственно на молекулы
воды в MDF-материале. В молекулах воды возбуждаются дипольные колеба-
ния. При этом выделяется тем больше тепла, чем выше диэлектрическая по-
стоянная е и угол диэлектрических потерь tg5 продукта. Разница в темпера-
туре внутри и снаружи субстрата подталкивает миграцию воды к поверхно-
сти. Таким образом насыщается верхний, более холодный, слой материала, и
увеличивается его электропроводность, достигая значений, достаточных для
электростатического процесса нанесения. Однако до сих пор промышленного
внедрения этого метода не наблюдается.
Для повышения электропроводности MDF-плит в промышленности в на-
стоящее время фаворитом является метод нагрева с помощью средневолно-
вого ИК-излучения [48, 49], причем температура поверхности не превышает
90°С. Вода из верхнего слоя испаряется, а другая часть воды перемещается
из холодных средних слоев к поверх-
ности. В следующей зоне обработ-
ки поверхность охлаждается и влага
конденсируется в близких к поверх-
ности слоях MDF-субстрата, что при-
водит к достаточному увеличению
электропроводности.
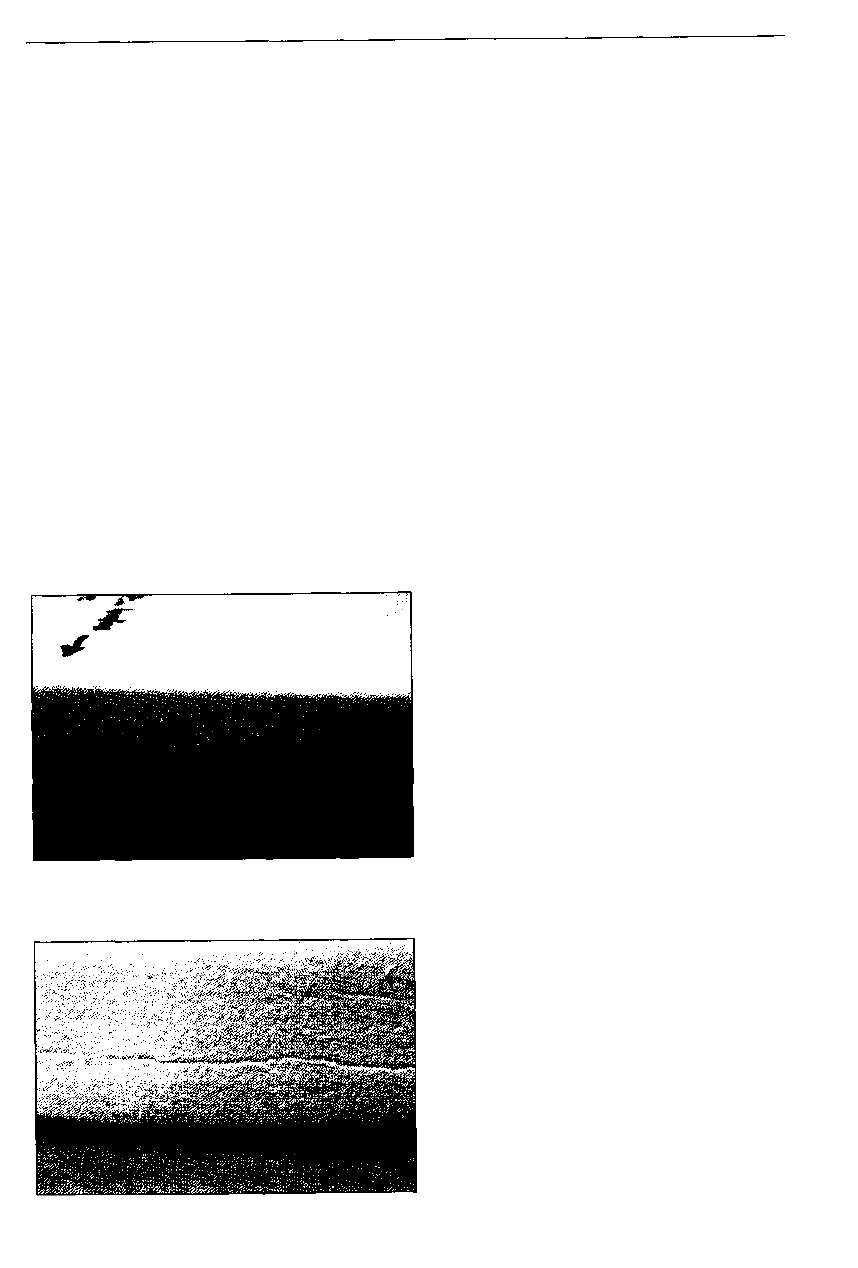
Однако многие исследования ука-
зывают на то, что этот способ увели-
чения электропроводности еще не
способствует получению удовлетво-
рительных результатов с точки зре-
ния качества поверхности. Следстви-
ем могут быть трещины, пузыри и про-
колы (см. рис. 3.1.118 и 3.1.119) [44].
Опыты показывают, что, при подогре-
ве MDF-плит, структура их поверхно-
сти сильно изменяется, так как волок-
на на поверхности набухают. Возни-
кающие из-за этого различия в элек-
тропроводности приводят к тому, что
волокнистая структура сильнее обо-
значается на поверхности.
Между тем на рынке появилось но-
вое поколение MDF-плит, которые не
требуют подогрева для порошковой
Рис. 3.1.119. Трещины на кромках и кратеры, окраски [44]. В материал этих плит в
Фото Стефани (Stephani) процессе изготовления добавляется
Рис. 3.1.118. Выход газа — пузыри
и маленькие наколы

Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов 237
адцитив, повышающий электропроводность. При этом уменьшается количе-
ство этапов подготовки поверхности, что в будущем должно стать экономиче-
ской альтернативой с хорошим потенциалом.
3.1.9.5. Нанесение и отверждение порошковых покрытий
Нанесение порошкового материала происходит за счет электростатической
зарядки частиц порошка в специальном порошковом распылителе с последу-
ющим их осаждением на заземленном изделии. Электростатическое нанесе-
ние требует создания сильного электрического поля между заряженным обла-
ком порошка и поверхностью окрашиваемой детали. Для создания электриче-
ского заряда на частицах порошка используют два разных процесса:
— трибозаряд в результате трения порошка в заряжающем канале порош-
кового пистолета;
— коронный заряд в результате возникновения заряженных свободных
ионов в поле коронного разряда.
При трибозаряде частицы порошка с большой скорость трутся вдоль заряжен-
ной трубки трибопистолета и в результате заряжаются. Для зарядки обычного
порошка используют тефлон или стекло. В этом случае порошок заряжается по-
ложительно. Преимуществом является то, что трибопистолет создает очень не-
большой эффект Фарадея, и для этой техники одинаково легко доступны ниши и
углы, так как на направление движения порошка влияет только направленность
потока воздуха. Не все связующие заряжаются одинаково хорошо, так что в не-
которых случаях требуются добавки, которые обеспечивают трибозаряд порош-
ка. Другим недостатком является то, что металлические и порошковые покры-
тия наделе не всегда эффективны при нанесении этим методом.
При использовании техники коронного разряда зарядка частиц порошка
происходит только благодаря ионной бомбардировке. С помощью каскада вы-
сокого напряжения создается напряжение от 40 до 100 тыс. вольт и подает-
ся на электрод, где образуется ионный газ, который захватывается частицами
порошка. Сильное поле создает эффективный заряд и способствует тому, что
заряженные частицы порошка направляются непосредственно к поверхности
заземленной детали. Правда, силовые линии поля склонны к тому, что поро-
шок переносится прямо к ближайшей поверхности и кантам, но не действует в
пустотах (клетках Фарадея).
Чтобы уменьшить эффект «апельсиновой корки», возникающий при обрат-
ной ионизации поверхности детали, сегодня используют коронные пистоле-
ты пониженной ионности (обедненные). Они должны создавать порошковое
облако без свободных ионов воздуха. Этого можно достигнуть, например, ис-
пользуя дополнительный заземленный электрод на изолирующем расстоянии
позади коронного электрода. Благодаря хорошей возможности регулирова-
ния и независимости от химического состава порошка и электропроводности
субстрата (в отличие от трибопроцесса), сегодня для окраски порошковыми
составами древесных материалов применяют в основном такие обедненные
коронные пистолеты.
Для оплавления и отверждения порошковых лакокрасочных материалов су-
ществует две различные технологии и их комбинация:
• конвекционный нагрев;
. ИК-облучение;
• сочетание ИК-облучения и конвекции.
238 Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов
Если используется конвекционный нагрев, то, с точки зрения снижения ко-
личества пузырей и кратеров в пленке, желательно вести процесс при пони-
женной температуре, несмотря на увеличение времени (например 120°С/
20 мин), чем при более высокой температуре (например 140°С/6 мин.). При
этом порошковый состав должен быстро расплавиться и отвердиться без по-
вреждения древесины или древесного материала, и в этом случае больше
подходит ИК-технология нагрева, чем конвекционный метод с использовани-
ем горячего воздуха. Исследования показали, что, при горячей сушке в печи
с циркуляцией воздуха древесные материалы испытывают большую нагрузку,
чем при такой же горячей сушке посредством ИК-облучения. Под действием
ИК-облучения гелирование порошкового ЛКМ происходит существенно бы-
стрее, чем при конвекционном нагреве, и поэтому снижается тепловая нагруз-
ка на субстрат, особенно для низкоплавких УФ- и реактивных НТ-составов. По-
рошковые материалы очень хорошо поглощают ИК-излучение и масса порош-
ка нагревается быстрее, чем при обычных способах нагрева.
Для расплавления порошкового состава особенно хорошо подходит ко-
ротко- и средневолновое ИК-излучение (для прозрачных лаков — до 2,8 мкм,
для пигментированных — до 3,5 мкм) [1]. Однако коротковолновое излучение
не очень хорошо работает на профильной части поверхности, так как при его
использовании может возникнуть сильный температурный градиент между
основной поверхностью и фрезерованным профилем MDF-плиты. Поэтому для
профилей MDF-плит больше подходят средне- и длинноволновые или газока-
талитические облучатели. Чтобы добиться наибольшей надежности процес-
са, комбинируют ИК-облучение с конвекционным нагревом («Triab», DuPont).
В результате получают больше степеней свободы для регулировки процесса
расплавления.
Типичный процесс окраски с использованием термореактивного порошко-
вого материала содержит три стадии [14]:
— всесторонний подогрев поверхности MDF-плит средневолновым ИК-
излучением до температуры 90°С;
— нанесение состава с помощью разрядного (60-80 кВ) или трибопистолета
в течение 1 -2 минут после 1 -й стадии;
— плавление с использованием ИК-излучения в течение 30-60 с при темпе-
ратуре поверхности 130-150°С и удерживание этой температуры объекта
в течение 3-5 мин. для сшивки покрытия с помощью конвекционного на-
грева.
Время разогрева субстрата от комнатной температуры до 140°С здесь не
учитывается и зависит, конечно, от свойств субстрата и его укладки на транс-
портере.
К сожалению, спектр свойств однослойных НТ-порошковых покрытий не
удовлетворяет претензий к высококачественным мебельным поверхностям.
Для этого больше подходят УФ-порошковые материалы. Нанесение УФ-
порошковых составов происходит точно так же, как и термически отверждае-
мых систем, большей частью с использованием обедненного ионного разряд-
ного пистолета. Существенным преимуществом УФ-технологии по сравнению
с технологией горячей сушки является то, что процессы плавления и сшивки
могут быть разделены. Так как термически активируемая сшивка отсутствует,
то плавление может продолжаться так долго, как это необходимо для его опти-
мизации. При этом для плавления достаточно от 1 до 3 минут при температу-