Nof S.Y. Springer Handbook of Automation
Подождите немного. Документ загружается.

735
Reliability, M
42. Reliability, Maintainability, and Safety
Gérard Morel, Jean-François Pétin, Timothy L. Johnson
Within the last 20 years, digital automation has
increasingly taken over manual control functions
in manufacturing plants, as well as in products.
With this shift, reliability, maintainability, and
safety responsibilities formerly delegated to skilled
human operators have increasingly shifted to au-
tomation systems that now close the loop.Inorder
to design highly dependable automation systems,
the original concept of design for reliability has
been refined and greatly expanded to include new
engineering concepts such as availability, safety,
maintainability, and survivability. Technical defi-
nitions for these terms are provided in this chapter,
as well as an overview of engineering methods
that have been used to achieve these properties.
Current standards and industrial practice in the
design of dependable systems are noted. The in-
tegration of dependable automation systems in
multilevel architectures has also evolved greatly,
and new concepts of control and monitoring,
remote diagnostics, software safety, and auto-
mated reconfigurability are described. An extended
exampleoftheroleofdependableautomation
42.1 Definitions ........................................... 736
42.2 RMS Engineering .................................. 738
42.2.1 Predictive RMS Assessment ............ 738
42.2.2 Towards a Safe Engineering Process
for RMS ....................................... 739
42.3 Operational Organization
and Architecture for RMS....................... 741
42.3.1 Integrated Control
and Monitoring Systems................ 741
42.3.2 Integrated Control, Maintenance,
and Technical Management
Systems ...................................... 743
42.3.3 Remote and e-Maintenance.......... 743
42.3.4 Industrial Applications.................. 745
42.4 Challenges, Trends, and Open Issues ...... 745
References .................................................. 746
systems at the enterprise level is also provided.
Finally, recent research trends, such as automated
verification, are cited, and many citations from the
extensive literature on this topic are provided.
Industrial automation systems are intensively embed-
ding infotronics and mechatronics technology (IMT)
in order to fulfil complex applications required by
the increasing customization of both services and
goods [42.2–6]. The resulting behavior of these IMT-
based automation systems is shifting system depend-
ability responsibility [42.7] from the human operator to
the automation software.
Management, engineering, and maintenance per-
sonnel have a primary responsibility to assure re-
liability [42.8, 9], maintainability, and safety of all
automated systems, and manufacturing systems in par-
ticular. Therefore, safety, reliability, and availability as
performance attributes to access the dependability of
a system are threatened by a rapid growth in software
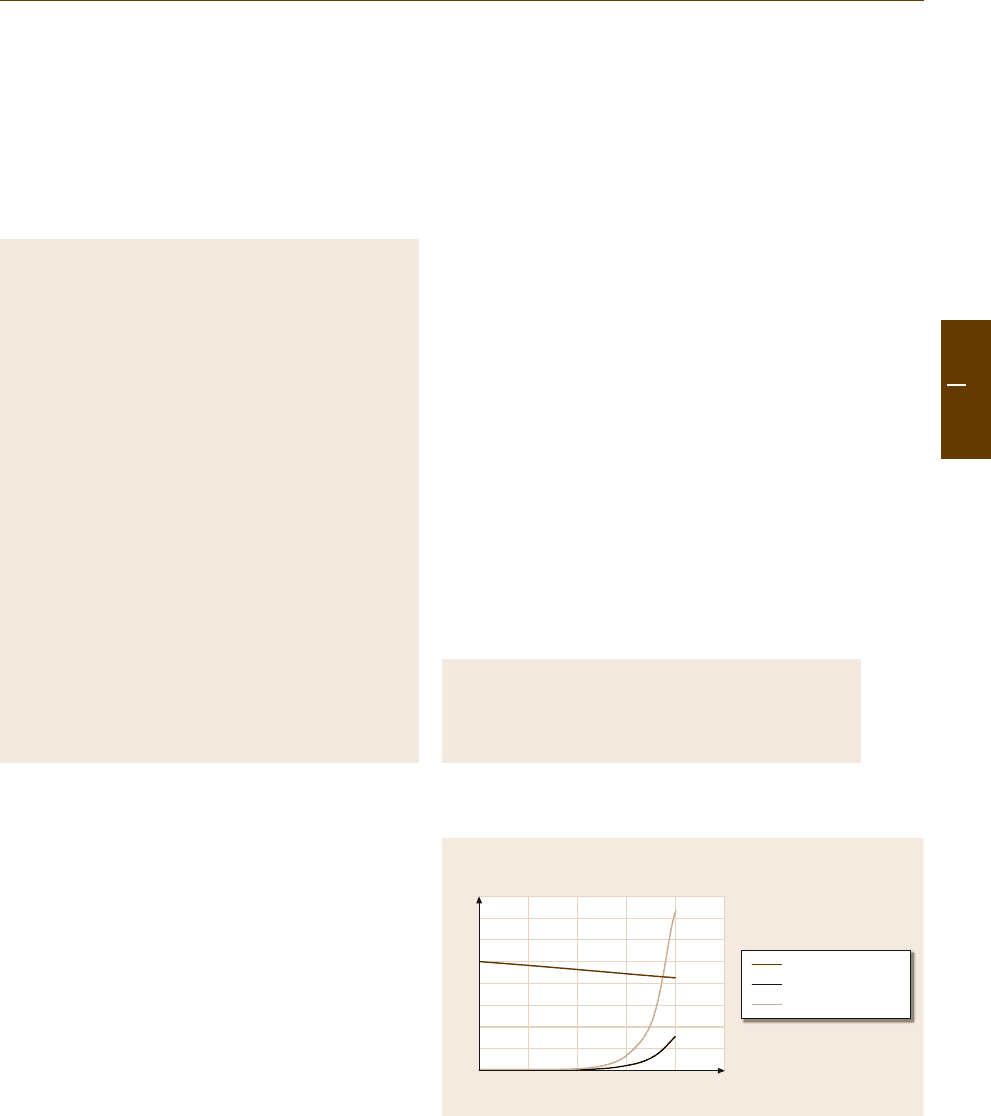
0246810
Normalized value
Availability
Hardware reliability
Software complexity
Year
1.6
1.4
1.2
1
0.8
0.6
0.4
0.2
0
Complexity growth with availability decline
Fig. 42.1 Growth of software complexity and its impact on system
availability (after [42.1])
Part E 42
736 Part E Automation Management
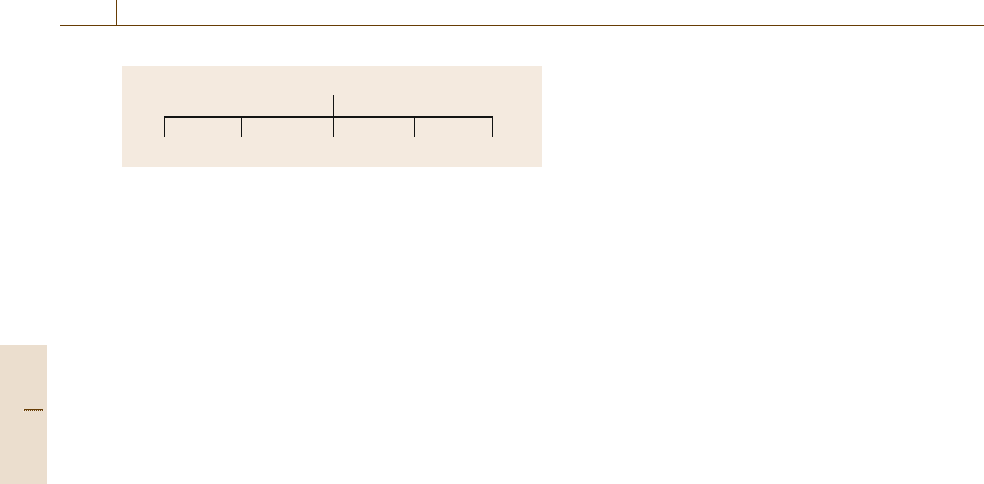
Maintainability Safety SurvivabilityAvailabilityReliability
Dependability
Fig. 42.2 The dependability tree (after [42.10])
complexity that could limit further automation progress
(Fig.42.1).
Section 42.1 provides definitions of dependability
key concepts (Fig.42.2) that enlarge reliability, main-
tainability, and safety (RMS) concepts [42.11, 12]by
characterizing the ability of a device or system to de-
liver the correct service that can justifiably be trusted by
all stakeholders in the automated process.
Then, methods for design of highly dependable
automation systems are outlined in Sect.42.2. Sec-
tion 42.3 discusses the methods for achieving long-term
dependable operation for an existing system.
Finally, dependability has evolved from reliabil-
ity/availability concerns to information control con-
cerns, as an outgrowth of the technological deployment
of information-intensive systems and the economical
pressure for cost-effective automation [42.13]. Sec-
tion 42.4 concludes with challenges, trends, and open
issues related to system resilience, aiming to cope with
system dependability in the presence of active faults,
i.e., system survivability. Chapter 39 of this handbook
contains information related to the concepts covered in
this Chapter.
42.1 Definitions
Dependability is an integrative concept that encom-
passes required attributes (qualities) of a system
assessed by quantitative measures (reliability, maintain-
ability) or qualitative ones (safety) in order to cope with
the chain of fault–error–failure threats of an operational
system, by combining a set of means related to fault
prevention, fault tolerance,fault removal,and faultfore-
casting [42.14].
Reliability is the ability of a device or system to
perform a required function under stated conditions for
a specified period of time. This property is often meas-
ured by the probability R(t) that a system will operate
without failure before time t, often defined according to
the failure rate (λ(t)) as
R(t) =exp
⎛
⎝
−
t
0
λ(u)du
⎞
⎠
,
meaning
R(t) =Pr(TTF > t) ,
where TTF is the time to failure.
This definition of reliability is concerned with the
following four key elements:
1. First, reliability is a probability. This means that
there is always some chance for failure. Reliability
engineering is concerned with achieving a speci-
fied probability of success, at a specified statistical
confidence level.
2. Second, reliability is predicated on intended func-
tion. The system requirements specification is the
criterion against which reliability is measured.
3. Third, reliability applies to a specified period of
time. In practical terms, this means that a system
has a specified chance that it will operate without
failure before a final time (e.g., 0 < t < T).
4. Fourth, reliability is restricted to operation un-
der stated conditions. This constraint is necessary
because it is impossible to design a system for
unlimited conditions. Both normal and abnormal
operating environments must be addressed during
design and testing.
Maintainability is the ease with which a device
or system can be repaired or modified to correct and
prevent faults, anticipate degradation, improve perfor-
mance or adapt to a changed environment. Beyond
simple physical accessibility, it is the ability to reach
a component to perform the required maintenance
task: maintainability should be described [42.15]asthe
characteristic of material design and installation that
determines the requirements for maintenance expendi-
tures, including time, manpower, personnel skill, test
equipment, technical data, and facilities, to accomplish
operational objectives in the user’s operational environ-
ment. Like reliability, maintainability can be expressed
as a probability M(t) based on the repair rate (μ(t)) as
M(t) =1−exp
⎛
⎝
−
t
0
μ(u)du
⎞
⎠
,
Part E 42.1
Reliability, Maintainability, and Safety 42.1 Definitions 737
meaning
M(t) =Pr(TTR < t) ,
where TTR is the time to repair.
Availability characterizes the degree to which a sys-
tem or equipment is operable and in a committable state
at the start of a mission, when the mission lasts for an
unknown, i.e., random, time. A simple representation
for availability is the proportion of time a system is
in a functioning condition, and this can be expressed
mathematically [42.17]by
A(t) =
μ
μ +λ
+
λ
μ +λ
e
−(μ+λ)t
,
where λ is the constant failure rate and μ the constant
repair rate, meaning
A(t) ≡Pr(Z(t) =1),
with
Z(t) ≡
⎧
⎨
⎩
1 if the system is up at time t
0 if the system is down at time t .
System availabilityis important in achieving production
rate goals, but additional processes must be invoked to
SIL1
W3
(1)
SIL2
SIL3
SIL4
(2)
(1)
W2
(1)
SIL1
SIL2
SIL3
SIL4
(1)
W1
(1)
(1)
SIL1
SIL2
SIL3
(1): no special safety
requirements
(2): single safety function
insufficient
C1
C4
C2
F1
F2
F1
F2
F1
F2
P1
P2
P1
P2
P1
P2
P1
P2
C3
Consequence severity
C1 → minor injury
C2 → minor injury or
single death
C3 → multiple deaths
C4 → a very high
number of deaths
Exposure time
F1 → rare to frequent
F2 → frequent to
continuous
Probability of undesirable
occurrences
W1 → very slight
probability
W2 → low probability
W3 → high probability
Possibility of avoidance
P1 → possible
P2 → not likely
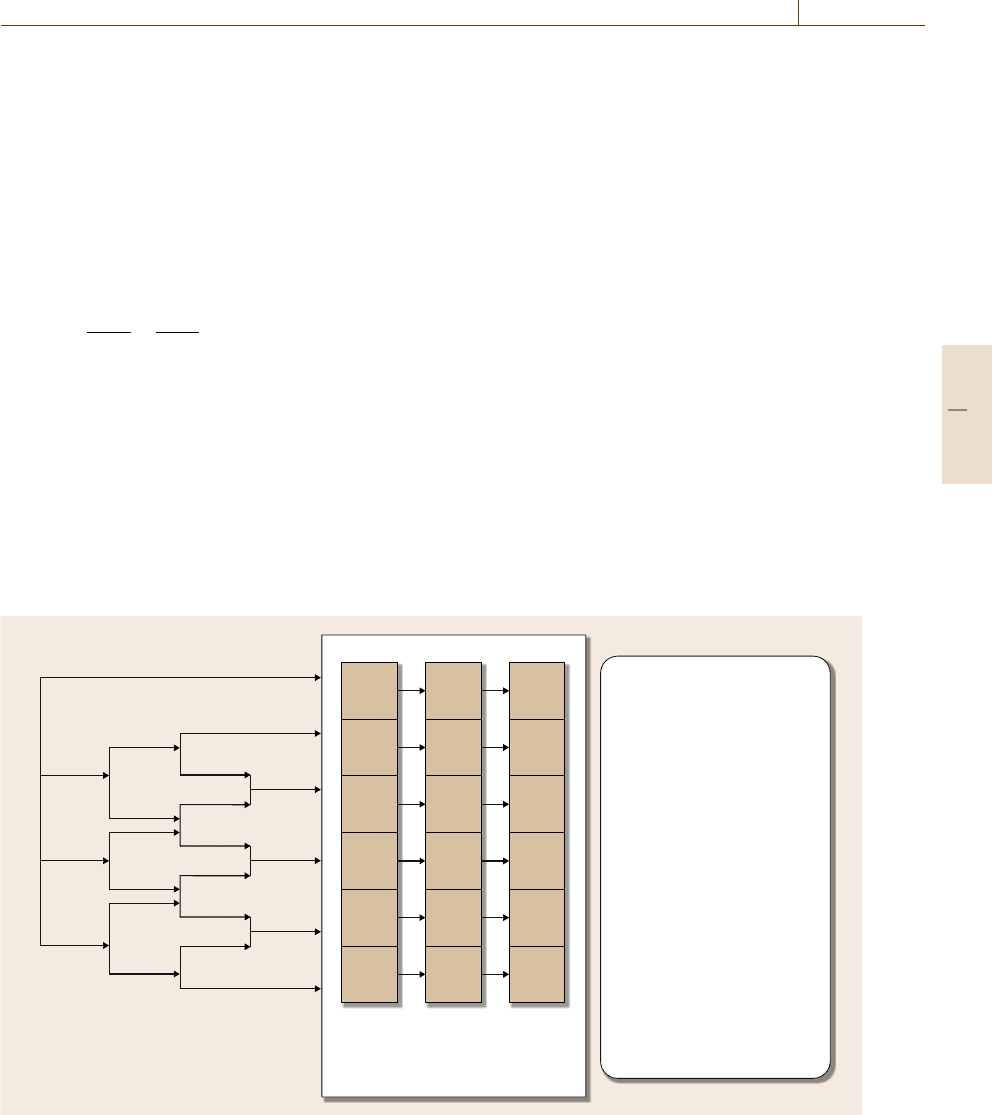
Fig. 42.3 Determining safety integrity level according to IEC [42.16]
assure a high level of product quality. Historically (be-
fore 1960), a quality laboratory would draw samples
from the production line and subjectthem to a battery of
material, dimensional, and/or functional tests, with the
objective of verifying that quality was being attained for
a typicalpart. Inrecent years, the focus has shifted from
assurance of average quality to assurance of quality of
every part produced, driven by consumer product safety
concerns. Deming [42.18] and others were instrumen-
tal in developing methods for statistical process control,
which focused on the use of quality control data to ad-
just process parameters in a quality feedback loop that
assured consistently high product quality; these tech-
niques were developed and perfected in the 1970s and
1980s. Still more recently, sensors to measure critical
quality variables online have been developed, and the
quality feedback loop is now often automated (algorith-
mic statistical process control). At the same time, the
standards for product qualityhave moved up from about
two sigma (1 defective product in 100) to five or six
sigma (about 1 defective product in 100000).
Increasing availability consistsof reducing the num-
ber of failures (reliability) and reducing the time to
repair (maintainability) according to the following for-
Part E 42.1
738 Part E Automation Management
mula
A(∞) =
MTBF
MTBF+MTTR
as the asymptotic value of A(t), where MTBF is the
mean time between failures and the MTTR is the mean
time to repair.
Safety is the state of being safe, the condition of the
automated system being protected against catastrophic
consequences to the user(s) and the environment due
to component failure, equipment damage, operator er-
ror, accidents or any other undesirable abnormal event.
Safety hazard mitigationcan take the form of being pro-
tected from the event or from exposure to something
that causes health or economical losses. It can include
protection of people and limitation of environmental
impact.
Industrial automation standards (Fig.42.3), intro-
duce engineering and design requirements that vary
according to the safety integrity levels (SIL). SIL spec-
ifies the target level of safety integrity that can be
determined by a risk-based approach to quantify the
desired average probability of failure of a designed
function, probability of a dangerous failure per hour,
and the consequent severity of the failure. Combining
these criteria for a given function leads to four levels
of SILs that can be associated with specific engineer-
ing guidelines and architecture recommendations; for
example, SIL 4 is the most critical level and the use
of formal methods is strongly recommended to han-
dle the complexity of software-intensive applications
and to prove safety properties. To achieve RMS prop-
erties over the lifecycle of an automated system, two
complementary activities must be undertaken:
•
During the system development and design phase,
the occurrence of faults should be prevented by us-
ing appropriate models and methods: quantitative
approaches based on stochastic models can be used
to perform a predictive RMS analysis, and quali-
tative approaches focusing on engineering process
(e.g., Six Sigma) can be used to improve the quality
of the automated system and its products.
•
During the operational life of the automated system,
personnel should avoid or react to undesired situa-
tions by deploying appropriate safety architectures,
maintenance procedures, and management methods.
Survivability is the quantified ability of a system to
continue to fulfil its mission during and after a natural
or manmade disturbance. In contrast to dependability
studies, which focus on analysis of system dysfunction,
resilience for survivability focuses on the analysis of the
range of conditions over which the system will survive.
42.2 RMS Engineering
42.2.1 Predictive RMS Assessment
To evaluate and measure the various parameters that
characterize system dependability, many methods and
approaches have been developed. Their goal is to
provide a structured framework to represent failures
qualitatively and/or quantitatively. They are mainly of
two types: declarative and probabilistic.
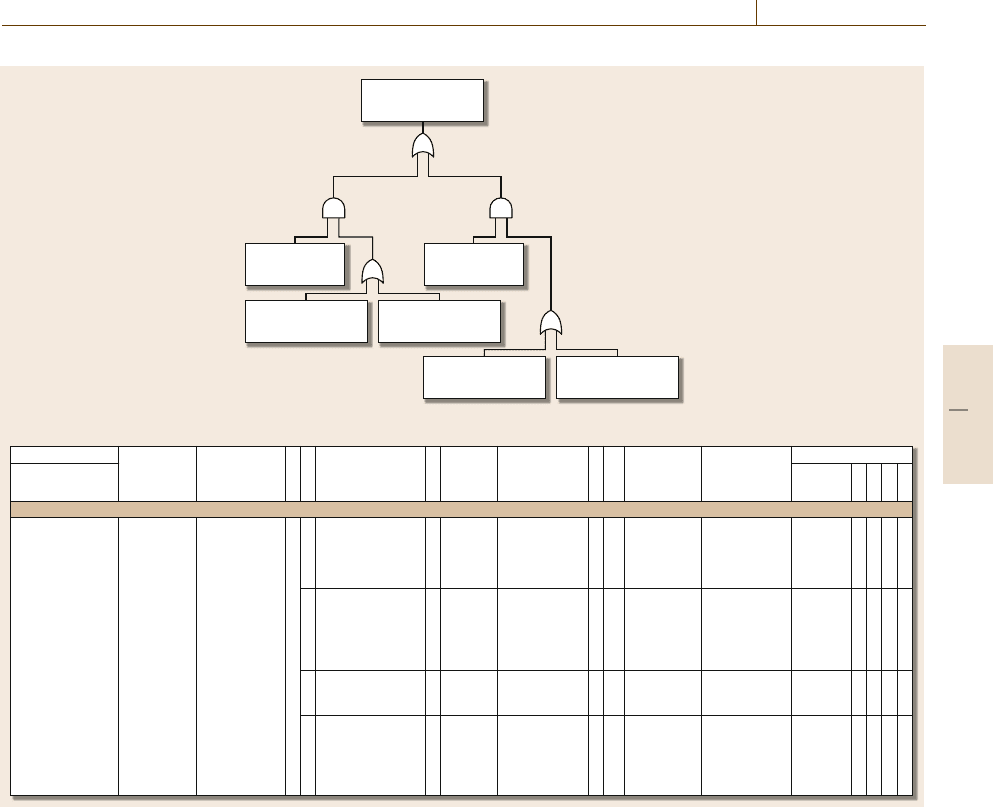
Declarative methods are designed to identify, clas-
sify, and bracket the failures and provide methods
and techniques to avoid them. Most classical mod-
els use graphical classification of failure, causes, and
criticality (failure mode, effects and criticality anal-
ysis (FMECA), hazardous operation (Hazop), etc.),
block diagrams, and fault trees to provide a graphical
means of evaluating the relationships between different
parts of the system (Fig.42.4). These models incor-
porate predictions based on parts-count failure rates
taken from historical data. While the predictions are
often not very accurate in an absolute sense, they
are valuable to assess relative differences in design
alternatives.
Probabilistic methods are designed to measure, in
terms of probability, some RMS parameters. Models are
mainly based on the complete enumeration of a sys-
tem’s possible states, including faulty states. These
models usestate-transition notationinvolved inthe clas-
sical stochastic models of discrete event systems such
as Markov chains and Petri nets [42.19]. The benefit
of Markov and stochastic Petri net approaches relies on
their capability to support quantitative analysis of the
models, but these models suffer from the combinatoric
explosion of the states that occurs when modeling com-
plex industrial systems. Moreover, all of these analytic
approaches assume that the stochastic processes can be
modeled using a constant exponential law. For indus-
trial processes that do not fit with this strong Markovian
hypothesis, the definition of simulation models, such
as Monte Carlo simulation, remains the only way to
evaluate the RMS parameters.
Part E 42.2
Reliability, Maintainability, and Safety 42.2 RMS Engineering 739
Item Actions taken
Sev
Occur
Det
RPN
Class
Process
Function/requirement
Potential
failure mode
78
Potential effect(s)
of failure
Current
process
controls
prevention
Current process
controls
detection
Potential
cause(s)/mechanism(s)
of failure
Manual application of
wax side indoor
To cover inner door,
lower surfaces at
minimum wax thickness
to retard corrosion
Insufficient wax
coverage over
specified
surface
Deteriorated life of
door leading to:
• Unsatisfactory
appearance due to
rust through paint
over time
• Impaired function
of interior door
hardware
Manually inserted spray
head not inserted far
enough
8
RPN
70
Det
5
Occur
2
Sev
7280Visual check each
hour-1/shift for
film thickness
(depth meter) and
coverage
Responsability
& target
completion date
Stop added
sprayer
checked on
line
Recommended
actions(s)
Actions
taken
Add positive
depth stop to
sprayer
5Spray head dogged:
• Viscosity too high
• Temperature too low
• Pressure too low
321317105Test spray pattern
at start-up and after
idle periods, and
preventive mainten-
ance program to
clean head
2Spray head deformed
due to impact
22822728Preventive mainten-
ance program to
maintain head
8Spray time insufficient 7 49717392Operators instruc-
tions and lot samp-
ling (10 doors/shift)
to check for cover-
age of critical areas
3. Front door l.h.
a)
b)
Component 1
State: regenerated1
Component 2
State: OK
Component 1
State: OK
Function 1
State: Degraded
Component 1
State: regenerated2
Component 2
State: regenerated1
Component 2
State: regenerated2
Fig. 42.4a,b Example of declarative models. (a) Fault tree. (b) FMECA (RPN – risk priority number, Sev – severity, Occur –
occurence, Det – detectability (high detectability implies lower risk))
Whatever the kind of used approaches, models for
predictive RMS evaluation rely upon system data col-
lection that does not always reflect the system reality
due to a gap between real and estimated states. This
limitation reinforces the need to establish reliable gates
between RMS engineering and system deployment to
update the RMS model data with real-time information
provided by the automated system.
42.2.2 Towards a Safe Engineering Process
for RMS
Automation techniques have proven their effective-
ness in controlling the behavior of complex systems,
based on the use of suitable mathematical relationships
involving feedback system dynamics during the de-
sign process. Nevertheless, the process of automating
a system, as addressed by system theory for auto-
matic control, also deals with qualitative phases [42.19]
that require intuitive modeling of real phenomena
(a quantity of material, energy, information, a robot,
a cell, a plant, etc.) to be controlled for achieving
end-user goals. The modeler’s intuition remains impor-
tant [42.20, 21] to build the model as an abstraction
of the real system by identifying the appropriate input,
output, and state variables in order to logically define
the required system behavior. The main difficulty is to
handle the quality of the automation engineering pro-
Part E 42.2

740 Part E Automation Management
Table 42.1 Capability maturity model [42.24]
Level 1:
Initial
The software process is characterized as ad hoc and occasionally even chaotic. Few processes are
defined and success depends on individual effort.
Level 2:
Repeatable
Basic project management processes are established to track cost, schedule, and functionality.
The necessary process discipline is in place to repeat earlier successes on projects with similar
applications.
Level 3:
Defined
The software process for both management and engineering activities is documented, standard-
ized, and integrated into a standard software process for the organization.
Level 4:
Managed
Detailed measures of the software process and product quality are collected. Both the software
process and product are quantitatively understood and controlled.
Level 5:
Optimizing
Continuous process improvement is enabled by quantitative feedback from the process and from
piloting innovative ideas and technologies.
cesses from definition and development to deployment
and operation of the target system by standardization
and use of best practices that are generic to well-
identified problem classes and whose quality has been
established by experience. Capability maturity models
(CMM) [42.22], and validation–verification methods,
guide engineers to combine prescriptive and descrip-
tive models in order to meet system requirements such
as RMS, but without any formal proof of accuracy of
the resulting system model. Finally, the present trend
to compose automation logic by assembling standard-
ized, configurable, off-the-shelf components [42.23]
strengthens the need to first better relate the modeling
process and the system goals and then to preserve them
through the transformation of models of the automa-
tion engineering chain. The CMM, was developed as
a means of rating the thoroughness of a software de-
velopment process, by the Carnegie Melon University
Software Engineering Institute in the 1990s.
To pave the way toward CMM level 5, there is
a growing demand for formalized methods for assur-
ing dependability in industrial automation engineering,
in order to compensate for the increasing complexity
of software-intensive applications [42.25]. In particular,
high levels of safety integrity, as addressed by the In-
ternational Electrotechnical Commission (IEC) 61508
standard, should be formally checked and proven by
mathematically sound techniques in order to verify the
required completeness, consistency, unambiguity, and
finally correctness of the system models throughout the
definition, development, and deployment phases of the
engineering lifecycle [42.26,27].
The conformance measure of system models with
regards to the requirements, and especially RMS fea-
tures, can be obtained using:
•
Assertion methods that include the properties to be
checked in the system models proceed to an a pos-
teriori verification using automatic techniques such
as model checking [42.28].
•
Refinement methods that start with the formal-
ization of a requirement model and progressively
enrich this model until a concrete model of the
system that fulfils, by construction, the identi-
fied requirements is obtained. They can be based
on:
– Semiformal mechanisms that identify and clas-
sify RMS requirements and then allocate those
requirements to the function, components, and
equipment of the automated system. In this case,
classical models combine computer-science ap-
proaches such as unified modeling language
(UML) with discrete-event analysis models.
– Formal mechanisms [42.29] that allow a se-
quence of formal models to be systematically
derived while preserving the link between for-
mal models and required properties (goals): an
extension of the spiral method for software en-
gineering.
All of these techniques may be combined to contribute
to RMS issues [42.30, 31], but the emphasis on correct
system definition is then shifted to earlier requirements
analysis and elicitation phases.
Part E 42.2
Reliability, Maintainability, and Safety 42.3 Operational Organization and Architecture for RMS 741
42.3 Operational Organization and Architecture for RMS
Taking advantage of technological advances in the
field of communications (web services embedded in
programmable logic controllers) or in the field of
electronics and information technology (radiofrequency
identification (RFID), sensor networks, software em-
bedded components, etc.), automated systems now
include an increasing part of information technology
and communication distributed at the very heart of
production processes and products. However, this au-
tomation comes at a price: the complexity of the control
system in terms of both heterogeneous material (ded-
icated computers, communications networks, supply
chain operations and capture, etc.) and software func-
tions (scheduling, control, supervisory control, moni-
toring, diagnosis, reconfiguration, etc.) that it houses
(Fig.42.5).
This section deals with the operational archi-
tectures and organizations required to enable active
dependability of the automated system by provid-
ing information processing, storage, and communi-
cation capabilities to anticipate undesired situations
or to react as effectively as possible to fault occur-
rences.
today
OPC
data server
OPC
data server
PLC
Remote I/O
Fieldbus
HMI
PLC
Remote I/O
Fieldbus
HMI
MESMES
SCADA
SCADA
OPC
data server
PLC
Remote I/O
Fieldbus
HMI
SCADA
ERP
CRM SCM
ERPCRM SCM
EAI
CRM
MES
SCM
ERP
EAI
Dynamic synchronization
S95/OAGIS standard
Static
synchronization
(B2MML)
Dynamic synchronization
S95/OAGIS standard
t
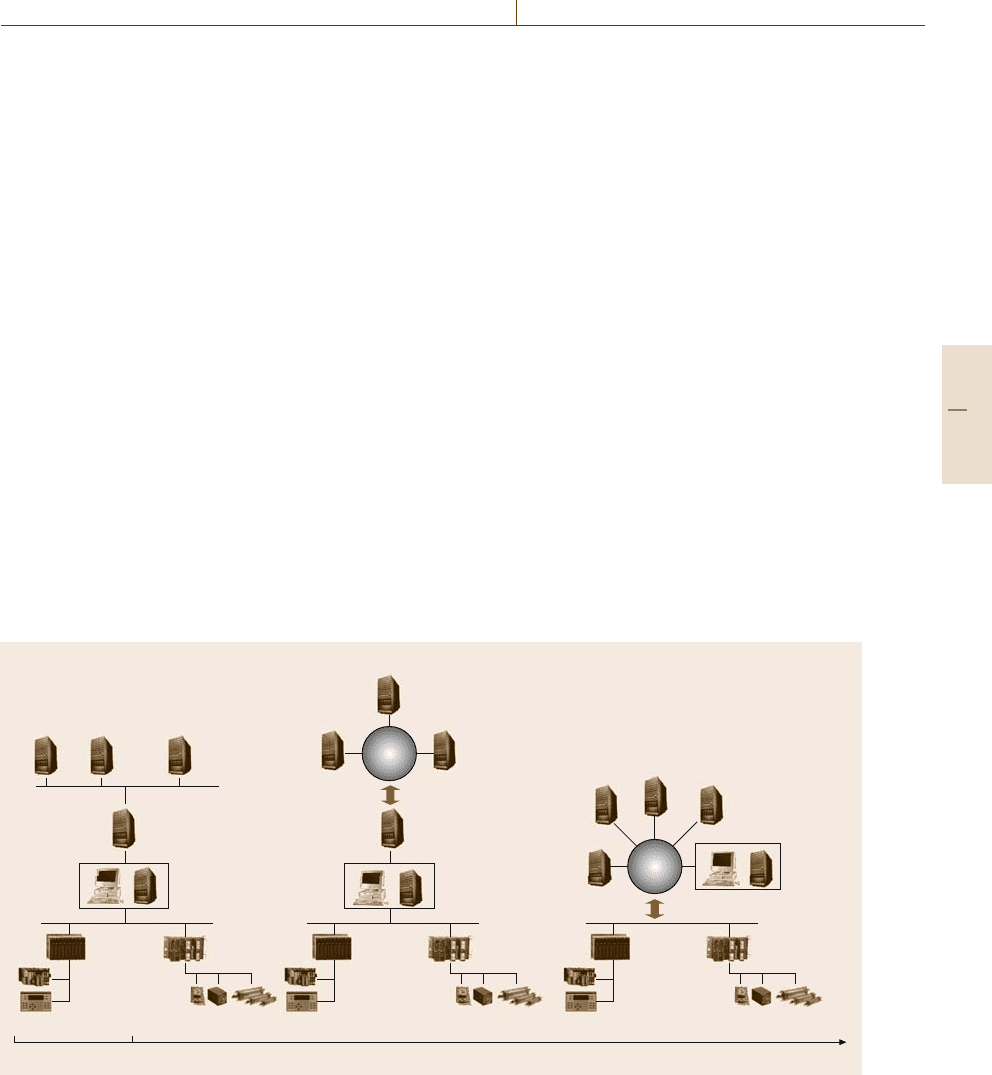
Fig. 42.5 Evolution of automated system architecture (CRM – customer relationship management, ERP – enterprise
resource planning, SCM – system configuration maintenance, MES – manufacturing execution system, OPC – on-
line process control, PLC – programmable logic controller, SCADA – supervisory control and data acquisition, EAI
– enterprise architecture interface, HMI – human machine interface, OAGIS – open applications group integration
specification)
42.3.1 Integrated Control
and Monitoring Systems
In orderto maintainan acceptable quality of service, de-
pendability should no longer be considered redundant,
but should be integrated with production systems in
order to be an asset in the business competitive environ-
ment. This leads to integration of additional monitoring
functions with the classical control functions of an au-
tomated system in order to provide the system with the
ability to reconfigure itself to continue some or all of
its missions. The main idea is to avoid a complete shut-
down of the system when a failure (with a consequent
reduction in the productive potential of the system) oc-
curs. Considering the system’s intrinsic flexibilities, the
aim is to promote system reconfiguration using a reflex
loop including:
•
Failure detection reports about the normal or abnor-
mal behavior of the system. These are mainly based
on a theoretical model of the functional and dys-
functional behavior of the devices involved in the
automated system.
Part E 42.3
742 Part E Automation Management
Supervision
Fault
processing
Error
recovery
On/Off
Action
Action
Action
Sensors
State of
process
Cr_act
Cr_act
Er_act
Command
filters
Control
command
Decisional
unit
Control
unit
Process
Fig. 42.6 Integrated control and monitoring systems (after [42.32])
•
Diagnosis is mandated to establish a causal connec-
tion between an observed symptom and the failure
that occurred, its causes, and its consequences.
This function involves failure localization to iso-
late the failure to a subarea of the system and/or
devices, failure identification to precisely deter-
mine the causes that brought about the default, and
prognosis to determine whether or not there are im-
Business
level
Shop floor
level
Technical
information
system
Business
Management
processing
Technical management
MaintenanceControl
Field-bus
Process
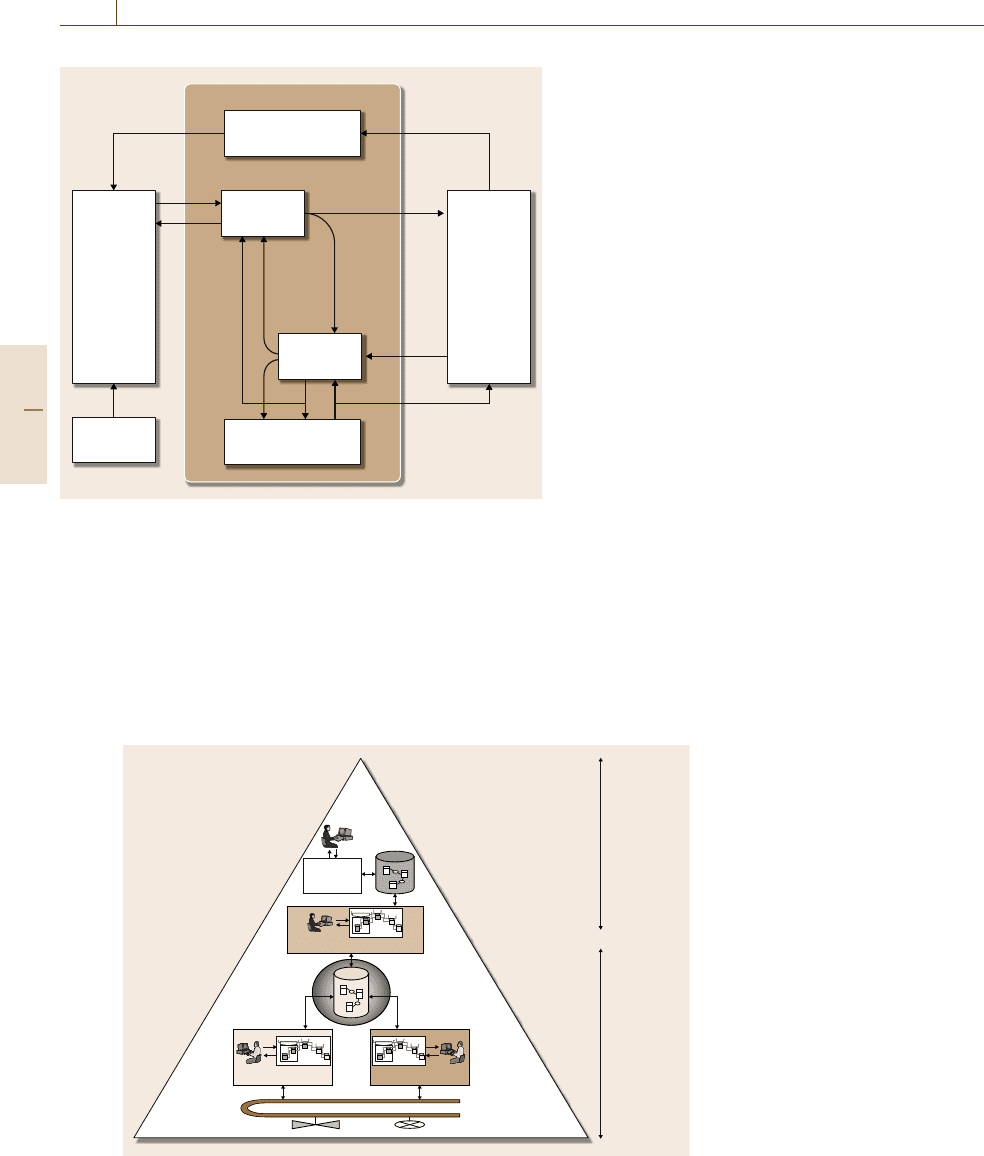
Fig. 42.7 Integrated control, main-
tenance, and technical management:
layers of automation
mediate consequences of the failure on the plant’s
future operation.
•
Reconfiguration concerns reorganization of hard-
ware and/or software of a control system to ensure
production within a timeframe compatible with
the specifications. This function involves decision-
making activities to define the most appropriate
control policy and operational activities to imple-
ment the reconfigured control actions.
Integration of monitoring [42.33,34], diagnosis [42.35]
or even prognosis into control for manufacturing sys-
tems have been widely explored for discrete-event
systems (Fig.42.6) and today provide material for iden-
tifying degradation or failure modes where control
reconfiguration may be required [42.36].
Reconfiguration exploits the various flexibilities of
the automated system (functional and/ormaterial redun-
dancies). In this way, it aims to satisfy fault-tolerance
properties that characterize the ability of a system (of-
ten computer-based) to continue operating properly in
the event of the failure of some of its components. One
of the most important design techniques is replication –
providing multiple identical instances of the same sys-
tem or subsystem, directing tasks or requests to all of
them in parallel, and choosing the correct result on the
basis of a quorum – and redundancy – providing multi-
ple identicalinstances ofthe same system and switching
to one of the remaining instances in case of a failure.
These techniques significantly increase system reliabil-
Part E 42.3

Reliability, Maintainability, and Safety 42.3 Operational Organization and Architecture for RMS 743
ity, and are often the only viable means of doing so.
However, they are difficult to design and expensive to
implement, and are therefore limited to critical parts of
the system.
While automation of these functions is obviously
necessary for ensuring the best reactivity of the in-
dustrial production system to failure occurrence, it is
nevertheless true that system stoppage is often per-
formed by the human operator, who must act manually
to put it back into a admissible state. This justifies
the use of supervision and supervisory control and
data-acquisition (SCADA) systems that help human
operators for plant monitoring and decision-making re-
lated to the various corrective actions to beperformed in
order to get back to a normal functioning situation (re-
configuration, management of operating mode). Given
the ever-increasing complexity of industrial processes,
the burden itself tends to become difficult or even im-
possible. For these reasons, much research is aimed at
developing and proposing solutions aimed at assisting
the human operator in the phases of reconfiguration.
42.3.2 Integrated Control, Maintenance,
and Technical Management Systems
Further developments of integrated control and moni-
toring systems have lead European projects in intelli-
gent actuation and measurement [42.37–40] to demon-
strate the benefit of integrating control, maintenance,
and technical management (CMTM) activities [42.41]:
•
To optimize control activities by exploiting the plant
as efficiently as possible and taking into account
real-time information about process status (device
and function availability) provided by monitoring
and maintenance activities
•
To optimize the scheduling of the maintenance
activities by taking into account production con-
straints and objectives
•
To optimize, by technical management based on
validated information, the operation phase by modi-
fying control or maintenance procedures, tools, and
materials
Applying this principle at the shop-floor level of the
production system consists of integrating the opera-
tional activities of the CMM agents responsible for
the plant and its lower-level interfaces with the sys-
tem devices. They are also linked with the business
level of the enterprise (enterprise resource planning,
etc.) for business-to-manufacturing integration issues
(manufacturing execution system (MES)). These oper-
ational activities are based on collaboration between
human stakeholders and technical resources that sup-
port schedule management, quality management, etc.,
but also process management and maintenance manage-
ment, which are more dependent on the e-Connectivity
of the supporting devices.
The expected integrated organization for shop-floor
activities requires that information is made available
for use by all the operational activities (MES or
CMM). In this way, intelligence embedded in field de-
vices (e.g., devices such as actuators, sensors, PLCs
(programmable logic controllers), etc.) and digital com-
munication provide a solution to an informational
representation of the production process as efficiently
as possible: the system provides the right information
at the right time and at the right place. In other words,
the closer the data representation (e.g., in an object-
oriented system) to the physical and material flows, the
better the semantics of its informational representation
for integration purposes (Fig.42.7).
At the shop-floor level, local intelligence (software)
allows distribution of information processing, informa-
tion storage, and communication capabilities in field
devices and adds to their classical roles new services
related to monitoring, validation, evaluation, decision
making, etc., with regard to their own operations (in-
creased degree of autonomy) but also their application
context (increased degree of component interaction).
42.3.3 Remote and e-Maintenance
Modern production equipment (manufactured by
original equipment manufacturers, OEMs) is highly
specialized; for example, a semiconductor manufactur-
ing plant may have over 200 specialized production
stages and over 100 equipment suppliers. In a serial
process of this type, all 200 steps must operate within
specification to produce an operational semiconductor
at the end of the line. This type of process requires
extraordinarily high reliability (and availability) of the
OEM production equipment. When such equipment
must be takenout ofservice, it isnot uncommonto incur
production loss rates of over 100000 $/h, and there-
fore accurate diagnosis and rapid repair of equipment
are essential. Since the year 2000, OEMs have increas-
ingly provided network-capable diagnostic interfaces to
equipment, so that experts do not have to come to the
site to make a diagnosis or repair, but can guide plant
personnel in doing this, and can order and ship parts
overnight. This is often termed e-Diagnostics,andis
crucial to maintaining high availability of production
Part E 42.3
744 Part E Automation Management
equipment. Using e-Diagnostics, a manufacturer may
maintain remote service contracts with dozens of OEM
suppliers to assure reliable operation of an entire pro-
duction process.
In some processes, where production equipment is
subject to wear or usage that is predictably related, for
example, to the number of parts produced, it is possible
to forecast the need for inspection, repair, or periodic
replacement of critical parts, a process called prognos-
tics. Although some statistical methods for prognostics
(such as Weibull analysis) are well known, the ability
to accurately predict the need for service of an individ-
ual part is still not well developed, and is not yet widely
accepted. One goal of this type of analysis is condition-
based maintenance (CBM), the practice of maintaining
equipment based on its condition rather than on the
basis of a fixed schedule [42.43].
Proactive maintenance is a new maintenance pol-
icy [42.44] based on prognostics, and improves on
condition-based maintenance (CBM). CBM acquires
real-time information in order to propose actions and to
repair only when maintenance is necessary. CBM con-
Automation
DCS
Data record
historian
Automation
DCS
Data record
historian
On-demand
Belgium
Belgium
e-Diagnostic
center
Investigation
center
France
Italy
On-demand
On-demand
Offline Online
Automation
DCS
Automation
DCS
Data record
historian
Automation
DCS
Data record
historian
Data record
historian
Netherlands
Automation
DCS DCS
Data
concentrator
“data hub”
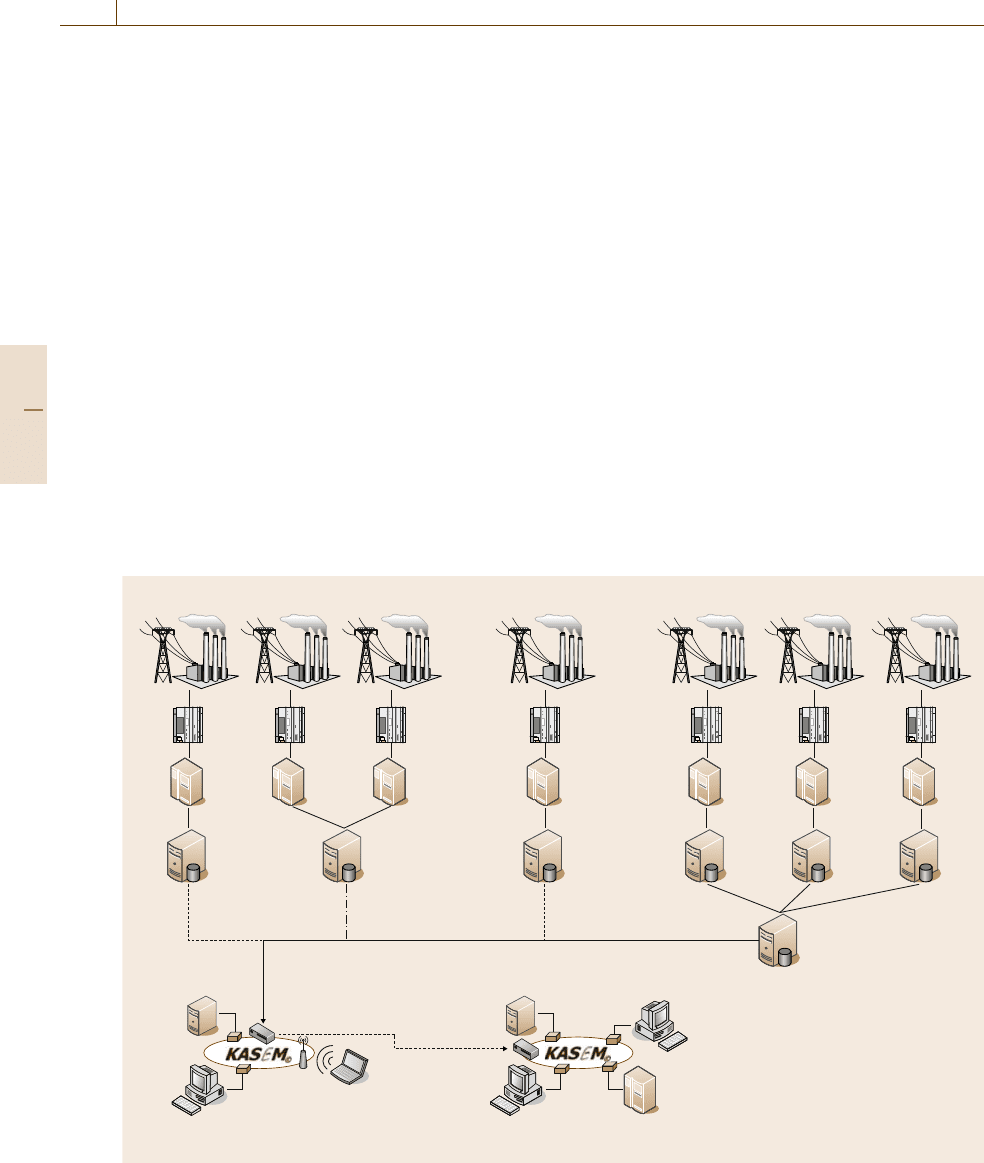
Fig. 42.8 Distributed e-Maintenance infrastructure in a power energy plant [42.42](DCS – distributed control system)
sists of equipment health monitoring to determine the
equipment state; CBM is a kind of just-in-time main-
tenance. CBM is not able to predict the future state of
equipment. The prognostic capability of the proactive
maintenance is based on the history of the equipment
operation, its current state, and its future operating con-
ditions. The objective of proactive maintenance is to
know if the system is able to accomplish its function
for a given time (for example, until the next plant main-
tenance shutdown).
Information from control systems (distributed or
not), automation, data-acquisition systems, and sensors
makes it possible to measure variables continuously in
order to produce symptoms or indicators of malfunc-
tion, to acquire the number of cycles of production,
the time of production, the energies consumed, etc.,
in order to correlate this information with the diagno-
sis and assess the probabilities of root cause. Based
on these monitoring and diagnosis functions, proac-
tive maintenance, thanks to prognosis, propagates the
drift of system behavior through time, taking into ac-
count the future exploitation conditions. Based on this
Part E 42.3