Nof S.Y. Springer Handbook of Automation
Подождите немного. Документ загружается.

Product Lifecycle Management and Embedded Information Devices 43.3 A Development Guide for Your Closed-Loop PLM Solution 755
as computer-aided design/manufacture (CAD/CAM)
but also other back-end software to achieve interop-
erability of all activities that affect a product and
its lifecycle. Figure 43.6 shows the overall archi-
tecture of the PDKM developed in the PROMISE
project.
43.3 A Development Guide for Your Closed-Loop PLM Solution
In this section we describe the main elements of the de-
velopment of a closed-loop PLM solution: modeling,
selection of PEID system, data and data flow definition,
PDKM, DSS and middleware.
43.3.1 Modeling
PLM has specific objectives at each phase of the life-
cycle: BOL, MOL or EOL; for example, at BOL,
improving product design and production quality are
main concerns. During MOL, improving reliability,
Updating PEID
PLM system
Dismantler
EOL product expertProduct designerLogistics engineer
Remanu-
facturer
Product
(with PEID)
Analyzing data
Supporting EOL
decision
<<uses>>
<<uses>>
<<uses>>
Sending feedback
information
Filtering data
Managing information
and knowledge
Gathering, storing,
and transmitting data
RFID application in EOL
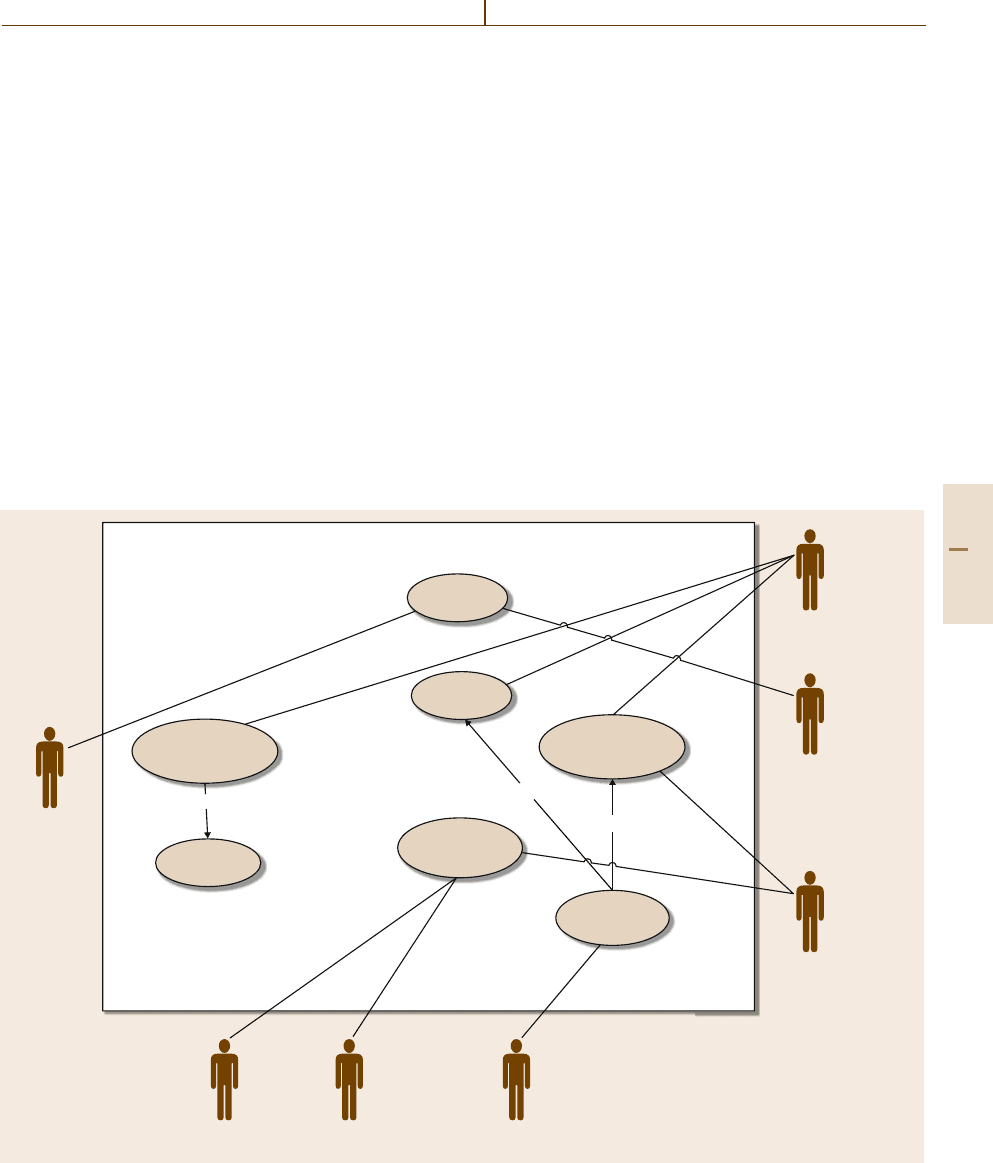
Fig. 43.7 Use case for PEID application at EOL
availability, and maintainability of products are the
most interesting issues. In EOL, optimizing EOL prod-
uct recovery operations is one of the most challenging
issues.
It is advisable to begin the development of a closed-
loop PLM solution by modeling the various charac-
teristics of the solutions we want to develop. If, for
example, we consider the EOL phase of a product,
a use-case diagram such as the one shown in Fig.43.7
below will help to identify the main actors and activities
of the solution. This model shows how a PLM system,
Part E 43.3

756 Part E Automation Management
using PEID technology, can gather accurate data re-
lated to product lifecycle history at the collecting and
dismantling phase of EOL products, e.g., which com-
ponents they consist of, what materials they contain,
who manufactured them, and other data that facilitate
reuse of materials, components, and parts. Based on
gathered data, EOL product experts in the PLM system
can predict degradation status and remaining lifetime
of parts or components. With this information, at the
inspection phase, the dismantler can implement EOL
product recovery optimization, in other words, decid-
ing on suitable EOL recovery options such as recycle,
reuse, remanufacturing, and disposal, with the objec-
tive of maximizing values of EOL products considering
product status. This decision also provides useful in-
formation to remanufacturers for making an efficient
remanufacturing plan in advance. Furthermore, logis-
tics engineers can improve logistics at EOL (reverse
logistics) from collecting to remanufacturing, reuse or
disposal. They can obtain supply volume data for re-
cycle, reuse, remanufacturing, and disposal products
in advance from the EOL decision. In addition, EOL
product recovery decision data and product status at
EOL dismantling can give useful information to prod-
uct designers for improving product design with several
purposes, e.g., design for reliability, reuse, recycle, and
so on.
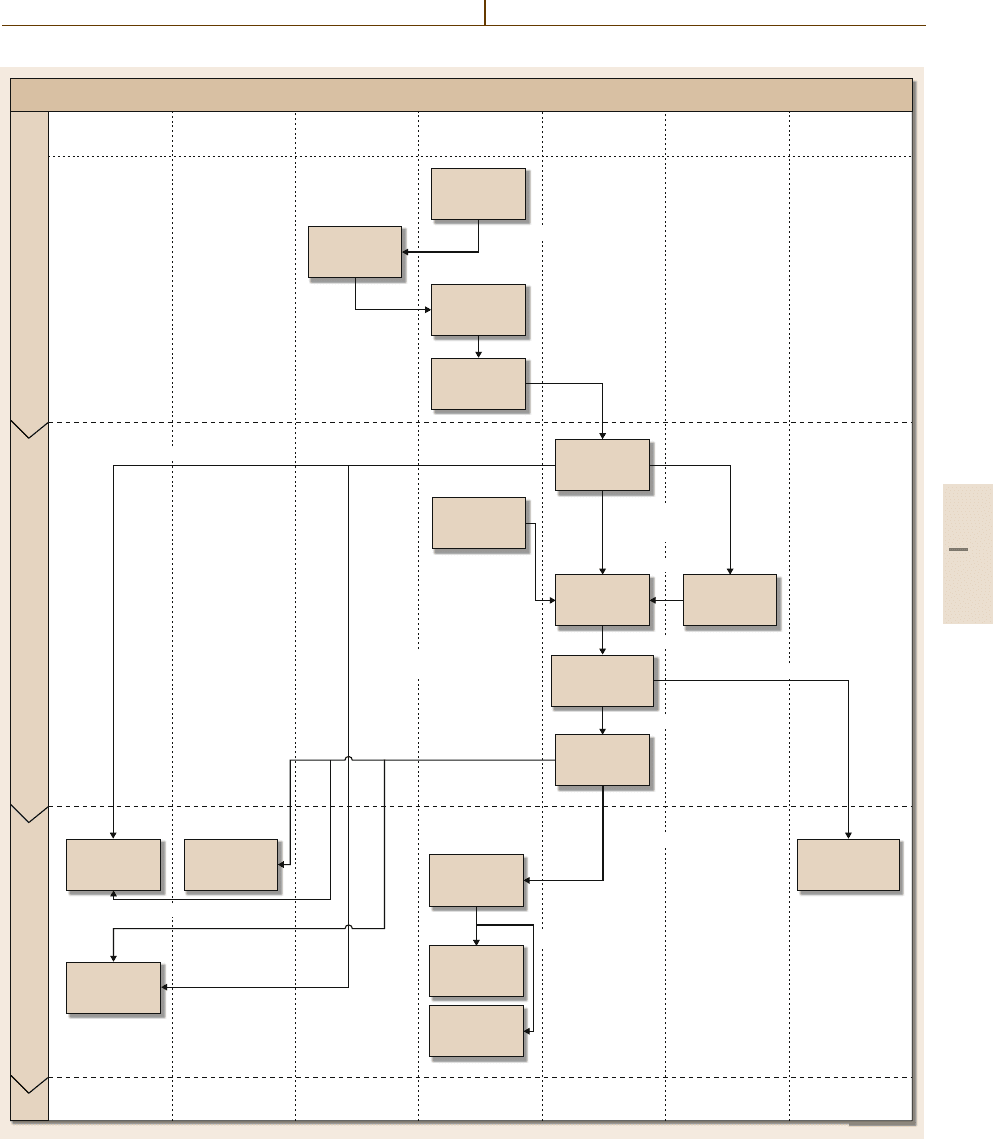
The next step of modeling concerns the process
and events of the solution. This is well achieved with
a swim-lane chart. Figure 43.8 below shows the swim-
lane chart of closed-loop application at EOL,mainly
focusing on EOL product recovery optimization.
In this application, at first, the EOL collector gath-
ers products that have lost their values. Then, the EOL
dismantler inspects collected products visually. As a re-
sult, products can be simply classified into two parts:
disposal, and disassemblyfor moredetailed inspections.
In disassembly, the concerned components or parts will
be inspected in detail and sorted into several EOL op-
tions based on some criteria. During the inspection
and sorting process, if necessary, the dismantler ac-
cesses PEIDs of the parts or components concerned
to gather necessary data for inspecting and sorting the
EOL products. To sort EOL products in a systematic
way, the EOL dismantler asks for EOL decision sup-
port from the PLM system. EOL product experts in
the PLM system estimate the remaining value of the
parts or components concerned, based on accumulated
data, information, andknowledgeat PDKMin the PLM.
Based on the estimated remaining values and other in-
formation such as costs and benefits of recycle, reuse,
remanufacture, disposal, and so on, EOL product ex-
perts decide on an adequate EOL option for each part
or component, i.e., which parts or components should
be recycled, reused, remanufactured or disposed, un-
der some constraints related toenvironmental regulation
and product quality. This information will be stored
in the PDKM and transmitted to dismantlers. If nec-
essary, product designer and logistics engineer receive
this information from the PLM system to improve their
operations.
Based on the proposed EOL decision, dismantlers
sort the parts or components. When the EOL disman-
tler sorts products, depending on the sorting results of
EOL products, operations related to PEIDs may be dif-
ferent. They may be removed and replaced with new
ones; orits datacontents canbe reset or updated without
replacement for the second life of parts or components;
for example, in the recycle case, PEIDs will usually be
detached from products. Then, recyclable products will
be sent to specific lots that have similar materials fea-
tures. For each lot, a new PEID will be used for its
management. Each lot will be sent to recycling com-
panies. In the reuse case, after quality data of parts
or components are updated to an existing PEID, prod-
ucts will be sent to a remanufacturing site or second
market. In the remanufacturing case, after required in-
formation for remanufacturing such as current quality
data, required quality data, product specification, and
production instruction areupdated, productswill besent
to remanufacturing sites. In the case of disposal, af-
ter updating disposal-relevant data to each PEID and
PLM system by disposal engineers, products are sent
to disposal companies.
43.3.2 Selection of PEID System
Table 43.1 shows the basic functions and their corre-
sponding components of a PEID with its specifications.
Here, PEIDs can be classified into four types by their
functions and specifications.
Type A isfor simple applications.It containsonly its
ownidentification function. For this, it has a small-sized
read-only microchip that includes its own ID, config-
uration parameters, and simple logics programmed for
a specific application. A 1 bit transponder orsimple pas-
sive RFID tag is included in this type. It does not need
any power to transmit data to a PEID controller. It can
be detected by a PEID controller automatically when
it goes into the interrogation zone. Hence, it does not
need any battery. When lifecycleactors justwant toread
a small amount of product identification data without
Part E 43.3
Product Lifecycle Management and Embedded Information Devices 43.3 A Development Guide for Your Closed-Loop PLM Solution 757
Dismantler
Reading PEID
with PEID
controller
Filtering out
Unusual
data
Transmitting
product
lifecycle data
Transmitting
product
lifecycle data
RemanufacturerProduct
Data gatheringData analyzingFeedback and taking action
Logistics
engineer
Product
designer
PLM
system
EOL product
expert
- Access authority data
Gathering
EOL product
data
Requesting
EOL data
analysis
- Product usage status
- Product mission profile
- Product specification
-Degradation pattern
- Product status data
- Product EOL data
- Best EOL recovery solution
Estimating
remaining
value
Building up
information
and knowledge
Making
remanufacturing
plan
Sorting
EOL product
Replacing
existing PEID
with new one
Updating
data of PEID
Design
for reliability
Design
for EOL
Making logistic
planning
- Current product status
- Environmental hazard data
- Ease of disassembly
Transmitting
updated
information
- Best EOL recovery solution
- Best EOL recovery solution
Making
decision for best
EOL recovery
- Best EOL recovery solution
- EOL recovery result
- Reuse and recycle rate
RFID application scenario in EOL (EOL product recovery optimization)
Fig. 43.8 EOL swim-lane chart
Part E 43.3
758 Part E Automation Management
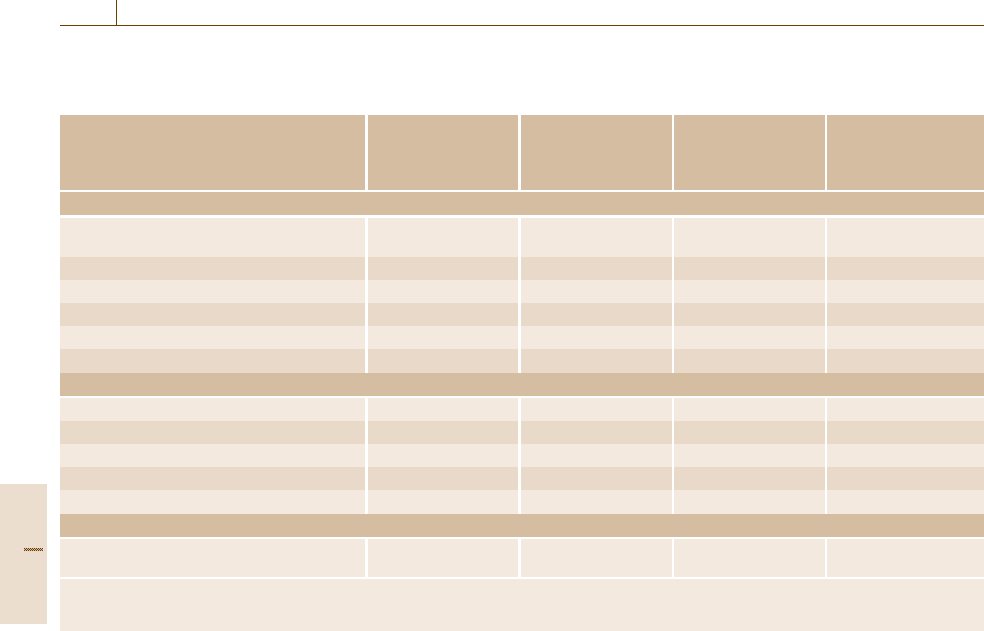
Table 43.1 Classification of PEIDs(filled bullet: high capacity, empty bullet: low capacity) (LF – low frequency, HF –high
frequency, UHF – ultra high frequency)
Ourclassification
Category
Type A
(1bit transponder)
Type B
(passive or semi-
passive type with
memory)
Type C
(active type with
memory and
sensor)
Type D
(device for smart
product)
Function (corresponding component)
Product identification (simple serial number
in built-in chip)
• • • •
Sensing (sensor) – – • •
Data processing (microprocessor) – ◦ ◦ •
Data storage (memory) – • • •
Power management (battery) – ◦ • •
Communication (communication module) – – – •
Specification
Memory type (RO
a
, WORM
b
, RW
c
) RO WORM, RW RW RW
Reading distance (L
d
,M
e
,H
f
) L, M M M, H M, H
Data rate (L, M, H) L L, M M, H M, H
Processing ability (L, M, H) – L L, M M, H
Frequency of operation (LF, HF, UHF) LF, HF LF, HF HF, UHF HF, UHF
Application level
Component/
item level
Component/
item or lot level
Assembly level
or lot level
Product level
a
Read only,
b
Write once and read many,
c
Read/write,
d
up to 1cm,
e
Up to 1m,
f
Over 1m (L = low, M = medium, H = high)
storing additional data to a product itself during product
lifecycle, this type of PEID is suitable.
Compared with type A, type B has additionally
storage capability. Hence, it enables storage of nec-
essary data in a product itself during its lifecycle. In
other words, a PEID controller can update new data
or information to this type of PEID, if necessary. This
requires a read/write type of memory. Depending on ap-
plications, some may need processing ability to filter
gathered data. Furthermore, some may need a bat-
tery because data storage requires a large amount of
power. To keep not only static but also dynamic data
about products (but a small amount, such as product
history data within a product itself) this type is prefer-
able. A semipassive or active tag can be used for this
type of application. This type can be used in produc-
tion lines or warehouses, or in supply chains for item
management applications, e.g., checking item status,
classifying items, tracing item history, and so on.
Type C has sensing and power management func-
tions to gather environmental data of a product, in
addition to the specifications of type B. Sensors can be
installed into a RFID tag or separately, independent of
a RFID tag. It should have its own battery since sen-
sors require a large amount of power. It may also have
a communication module,depending onthe application.
Through the communication module, it is able to trans-
mit gathered data from sensors to back-end systems by
itself. Its size is larger and its reading distance is longer
than those of the previously described types. Predic-
tive maintenance domain is a major application of this
type of device. Depending on the types of sensors used,
the application areas are huge, from food to machinery
products.
Type D is the most complex PEID, which has ad-
ditionally communication and processing ability. It can
keep some amount of product status data gathered from
sensors in its own memory. Furthermore, it can ana-
lyze gathered data and make some decisional processes
based on them autonomously. This reduces the amount
of data to be handled by the back-end systems. In ad-
dition, it can communicate with a PLM system directly
without the help of PLM agents.
43.3.3 Data and Data Flow Definition
Table 43.2 describes the main data in several informa-
tion flows in PLM.
Part E 43.3

Product Lifecycle Management and Embedded Information Devices 43.3 A Development Guide for Your Closed-Loop PLM Solution 759
Table 43.2 Main data of information flows in PLM
Information flow Category Main data
BOL to MOL BOM information Product ID, product structure, part ID, component ID prod-
uct/part/component design specification, etc.
Information for maintenance/
service
Spare part ID list, price of spare part, maintenance/service
instructions, etc.
Production information Assemble/disassemble instruction,production specifications
production history data, production routing data, production
plan, inventory status, etc.
BOL to EOL Product information Material information, BOM, part/component cost, disassem-
ble instruction, assembly information for remanufacturing,
etc.
Production information Production date, lot ID, production location, etc.
MOL to EOL Maintenance history information Number of breakdowns, parts/components’ IDsinproblem,
installed date, maintenance engineers’ IDs, list of replaced
parts, aging statistics after substitution, maintenance cost,
etc.
Product status information Degree of quality of each component, performance defini-
tion, etc.
Usage environment information Usage condition (e.g., average humidity, internal/external
temperature), user mission profile, usage time, etc.
Updated BOM Updated BOM by repairing or changing parts and compo-
nents, etc.
MOL to BOL Maintenance and failure informa-
tion for design improvement
Ease of maintenance/service, reliability problems, mainte-
nance date, frequency of maintenance, MTBF
1
, MTTR
2
,
failure rate, critical component list, root causes, etc.
Technical customer support infor-
mation
Customer complaints, customer profiles, response, etc.
Usage environment information Usage condition (e.g., average humidity, internal/external
temperature), user mission profile, usage time, etc.
EOL to MOL Recycling/reusing part or compo-
nent information
Reuse part or component, remanufacturing information,
quality of remanufacturing part or component, etc.
EOL to BOL EOL product status information Product/part/component lifetime, recycling/reuse rate of
each component or part, etc.
Dismantling information Ease to disassemble, reuse or recycling value, disassembly
cost, remanufacturing cost, disposal cost, etc.
Environmental effects informa-
tion
Material recycle rate,environmental hazard information, etc.
1
Mean time between failures,
2
Mean time to repair
43.3.4 PDKM, DSS and Middleware
PLM has emerged as an enterprise solution. Thus,
all software tools/systems/databases used by vari-
ous departments and suppliers throughout the whole
product lifecycle have to be integrated so that the in-
formation contained in their systems can be shared
promptly and correctly between people and appli-
cations [43.2]. Hence, it is important to understand
how application software in a PLM fits with others
Part E 43.3
760 Part E Automation Management
Table 43.3 Functions and specifications of main software components
Classification Middleware PDKM DSS
Function
•
Request-driven reading
•
Event-driven reading
•
Filter data
•
Data transformation
•
Write
•
PEID management
•
Service management
•
Data transition
•
Document management
•
Field data management
•
User requirement
management
•
Data transformation
•
Communication requirement
management
•
Information requirement
management
•
Making decision
•
Decision support
•
Data analysis
and transformation
Specification
•
Location (within product,
outside of product)
•
Reading distance
•
Reading rate
•
Data format
•
Interface protocol with PEID
•
Type of controller
•
Location
•
Main user
•
Types of knowledge
management
•
Data format
•
Amount of data
•
Location
•
Purpose of decision support
•
Decision-maker
•
Data format
•
Expected output type
•
Types of DSS
•
Types of decision model
Information/knowledge
for decision support
Information/
knowledge
New information/
knowledge
Experience
Information
Categorized data
Raw data
Information
Data
Decision support
PLM users
PDKM
PEIDs attached to products
Data
transformer
Decision
support
Database
Middleware
Diagnosis/
analysis tools
Domain experts
Back-end
software
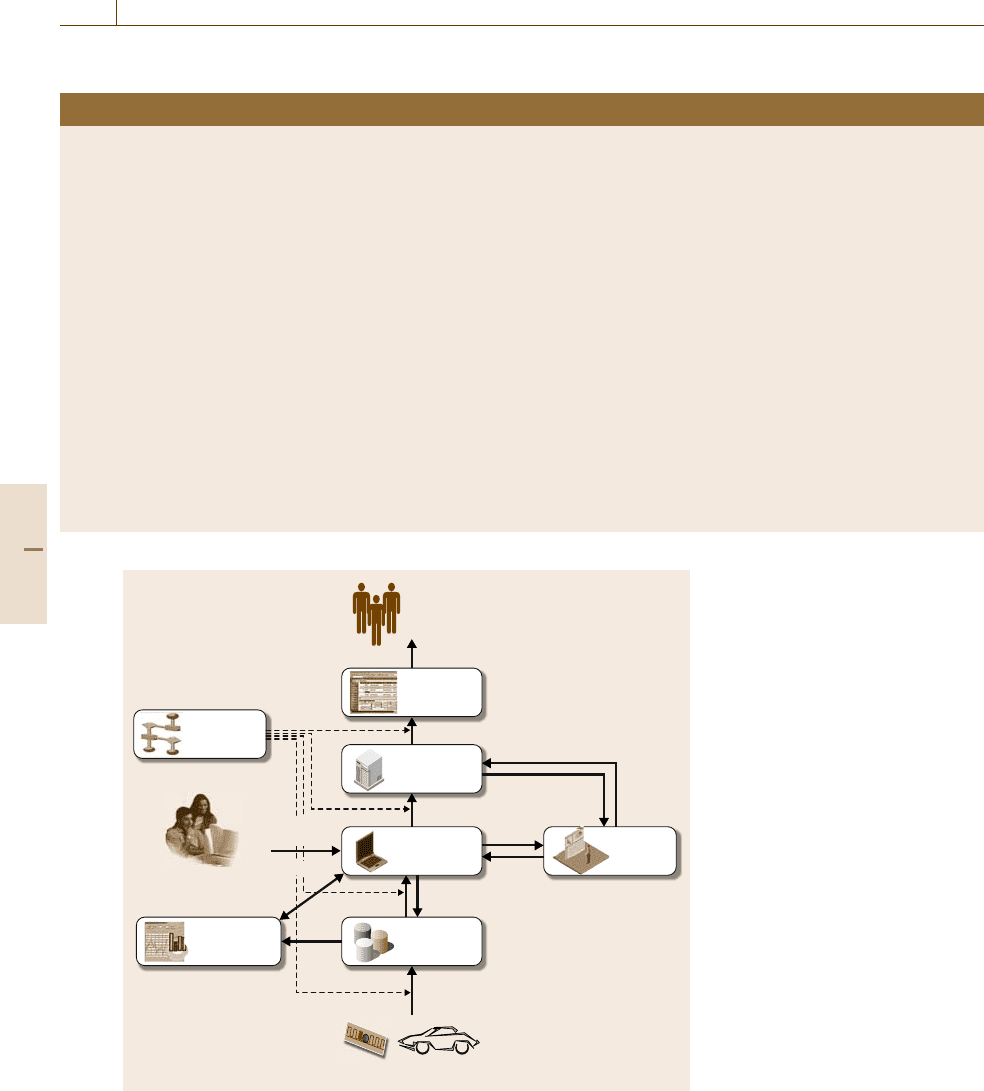
Fig. 43.9 Software architecture for
closed-loop PLM
in order to manage product information and oper-
ations [43.18]. For this, a software architecture is
required. Software architecture is the high-level struc-
ture of a software system concerned with how to
design software components and make them work
together.
Part E 43.3
Product Lifecycle Management and Embedded Information Devices 43.4 Closed-Loop PLM Application 761
Figure 43.9 shows a software architecture for
closed-loop PLM. It takes a vertical approach in the
sense that its structure represents a hierarchy of soft-
ware of closed-loop PLM, from gathering raw data
to business applications. Embedded software (called
firmware) built into PEIDs plays the role of control-
ling and managing PEID data. The embedded software
can have the ability to filter raw data gathered by var-
ious sensors, if necessary (this function can also be
done in middleware). This can resolve the problem of
memory size in PEIDs by removing duplicate and un-
necessary data. Furthermore, firmware can do simple
analyses based on the gathered data, or this function can
also be implemented in other parts such as middleware,
diagnosis, and analysis tools, and PDKM.
Database (DB) software is required to store pro-
cessed data and manage them efficiently. A DB can be
distributed or located on a central server. Regarding the
format of the database, relational and object-oriented
databases have been considered in the relevant research
community. The configuration of the DB should be
determined considering a trade-off between cost and ef-
ficiency of data management,which is different for each
case.
PDKM, decision support, and middleware software
components mustbe designed and implemented accord-
ing to their description in Sect.43.2.
Finally, back-end software can be defined as the
part of a software system that processes the input
from the front-end system that interacts with the user.
These usually involve legacy systems of an enterprise,
e.g., enterprise resource planning (ERP), supply chain
management (SCM), and customer relationship man-
agement (CRM). The back-end software will support
PLM users in implementing several business processes
(see Chap.90 on Business Process Automation: CRM,
SM and ERP).
Table 43.3 presents the functions and specifications
of the main software components such as middleware,
PDKM,andDSS.
43.4 Closed-Loop PLM Application
The domain of application presented here is the
end-of-life (EOL) phase of the product lifecycle. It
specifically deals with the take back of end-of-life
vehicles (ELVs) by dismantlers so that they can be re-
processed: this strategy allows for both the feedback
of vital information (design information, usage statis-
tics on components, etc.),and the materials/components
themselves to the beginning-of-life (BOL) stage of the
product lifecycle; as well as the take back of selected
components into the middle-of-life (MOL) phase of the
product lifecycle as secondhand parts.
This industrial application was developed and im-
plemented by the Research Center of Fiat (CRF)
and its partners in PROMISE, and is reported in de-
tail in [43.19] and in the case study description A1
in [43.20]. It focuses specifically on the dismantler and
the operations performed to achieve the correct removal
decision [i.e., removal for reuse (BOL or MOL), re-
moval for remanufacturing (BOL), disposal, etc.]; and
the correct categorization and analysis of various en-
vironmental usage statistics associated with specific
components from the ELV.
The dismantler decides on the ELV’s recy-
cling/recovery path and converts the ELV into com-
ponents for reuse, remanufacturing or recycling. The
dismantler’s role is critical for returning ELV compo-
nents and information from EOL to BOL. He retrieves
from external databases the list of standard components
to be removed from the car and checks if the compo-
nents in the onboard diary are included in the standard
list. At the same time he retrieves models (algorithms
and costs) and thresholds from PDKM in order to com-
pute wear-out level for each component and analyze the
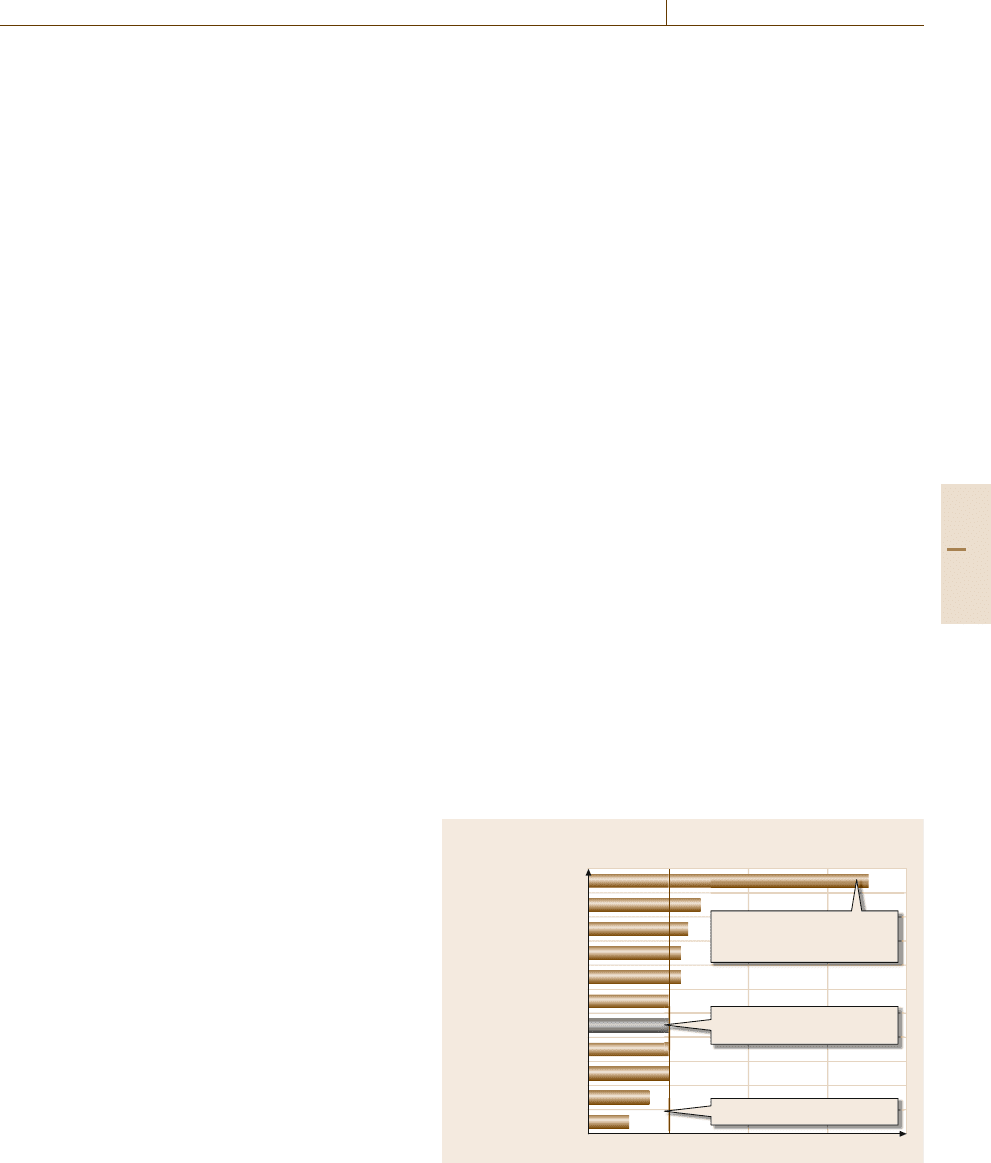
economic value of parts.
02468
List of component to be removed
(in descending order of worth reusing score)
Alternator was replaced 2 weeks
ago. It does not need remanufac-
turing/reworking
Alternator
Suspension
Steering
Starting engine
Inj. pump
Clutch
Battery
Gearbox
Engine
Catalyst silencer
Air cond. compress.
Reuse not convenient
Recycling compulsory due to
legal constraints
Fig. 43.10 List of EOL components of a car
Part E 43.4

762 Part E Automation Management
In particular he decides which parts should be re-
moved from the vehicle, how to recover (reuse or
remanufacture) the removed parts, to which customers
the parts should be delivered, and where to store the
parts.
In the first stage, the system generates a bill of ma-
terials (BOM) of the car automatically based on the car
model or identity number inputted in the background
database; this BOM is used as the basis for developing
a list of potentially valuable parts to remove, which also
takes into account the requirements of legislation.
Using the dealer back-end system, the list of com-
ponents to be removed from the car is computed. An
example is shown in Fig.43.10.
43.4.1 ELV Information
andPEIDTechnology
In order to make these decisions properly and accu-
rately, large amounts of information are required by
the ELV dismantlers, which may be classified into six
categories:
(1) Product-related information
(2) Location-related information
(3) Utilization-related information
(4) Legislative information
(5) Market information
(6) Process information
Generally the information in categories (1), (4), and
(6) above is relatively easy to acquire, because the
product-related information isusually obtainedfrom the
automotive producers and from other relatively static
legislative bodies. However, current information sys-
tems cannot give more detailed specifications, such as
usage statistics and the environmental conditions un-
der which the ELV was used; this information can only
be obtained from the ELV itself, a situation which, un-
til recently, was only deemed to be resolvable by an
experienced dismantler that could use their subjective
judgement to make decisions about the present ELV
based upon their knowledge of past ELVs. Naturally,
this was seen as an unsatisfactory situation: the relevant
knowledge required was subjective and qualitative, and,
more important, linked to the personality of the disman-
tler. It was difficult to write down or communicate in
numeric terms, and so was deemed difficult to regulate
properly.
PEID technology, used as an enabler of PLM, can
help to remove many of the unsatisfactory elements of
the dismantling problem. By exploiting the capabili-
ties of PEIDs, sensors embedded in particular vehicle
components can collect and record relevant informa-
tion about the vehicle’s lifecycle, including production,
usage, maintenance, and dismantling data. The disman-
tlers only need to read the data from the ELVs’ PEID
system, and can thereby obtain all the required location-
and utilization-related information.
Thus, the solution suggested here removes the qual-
itative, subjective elements of the dismantling problem
by emphasizing the use of a PEID technology infras-
tructure that cumulativelydevelops an informationstore
of usage statistics as the ELV moves through its prod-
uct lifecycle. More importantly, the use of PEIDs allows
developers to remove the decision making at EOL from
the experienced dismantler’s hands,and allows anEOL-
dedicated DSS to be developed based upon numeric
usage statistics from the PEIDsintheELV.
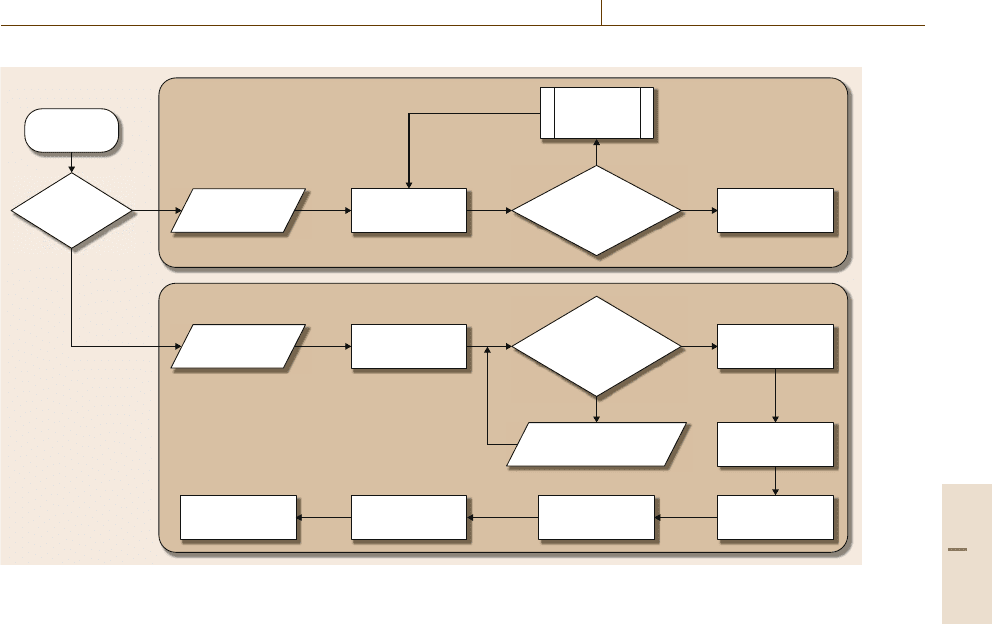
43.4.2 Decision Flow
The decision support for ELVs consists of two web-
based process stages (Fig.43.11). In the first stage,
(1) remove decision,the systemautomatically generates
a bill of materials (BOM) of the car based on the car
model or identity number inputted and the background
database; this BOM is used as the basis for developing
a list of potentially valuable parts to remove, which also
takes into account the requirements of legislation [that
is, if there are hazardous parts, such as batteries, that
must be removed by EuropeanUnion (EU)law,whether
valuable or not]. Once this list of parts to be removed
has been generated, the user moves into the second part
of the web interface: (2) recovery path, to determine
what on the projected list of car parts should actually
be removed and what should not be removed owing to
actual damage, abnormal wear and tear or other factors
that reduce the parts’ value.
There are two key removal decisions involvedat this
point for each part in the ELV under consideration:
(1) Remove part from the vehicle for further treatment
or
(2) Leave part on the vehicle to be shredded
If a part is (1) removed, it is because it is worth it: the
quality of the part, the cost of labor to remove, the mar-
ket conditions,and the present stock levels are assessed;
if the part passes all of these thresholds then it is re-
moved. If a part is (2) left on the ELV, it is because it
is not worth removing: the value of the part does not
cover its quality, the cost to remove, or the market may
Part E 43.4
Product Lifecycle Management and Embedded Information Devices 43.5 Emerging Trends and Open Challenges 763
Make
remove
decision
User login
Input car
model
List of
remove parts
List of BOM
Have decisions
been made for all the
components?
N
N
Y
Choosing
decision
module
1. Remove decision
Input car
model
Calculate
recovery decisions
Choose the target
components
Modify recovery
decisions
Enter PEID data for the
chosen components
Calculate
customer's decision
Calculate
location decision
List of
recovery path
Modify
customer's decision
Have data
been entered for
all the chosen
components?
Y
2. Recovery path
Fig. 43.11 A schematic view of DSS for ELVs
be unfavorable or the dismantler overstocked; the part
is left on the ELV to be shredded as base material for
recycling.
In the second stage, (2) recovery path in Fig. 43.11,
the system assumes the recovery of a number of parts
from the first stage and focuses on the recovery path
required for these removed components. The two main
recovery paths that any component can now take are:
remanufacturing (i.e., retooling of a part to original
quality levels; normally performed at the BOL phase)
or reuse (i.e., use of the part in the secondary mar-
ket; the part flow path is to the MOL if this is the
case). Using the information derived from the PEIDs
located on the recovered parts, the DSS can direct the
user to the optimal recovery path for each of the re-
moved parts; this is performed by a set of algorithms
that use the usage statistics on the PEIDs of the recov-
ered parts to determine the correct recovery path for
each component (the particular algorithms are not de-
tailed as they are beyond the scope of this paper). Once
the recovery method is issued, the systemwill cooperate
with its back-end system to suggest a potential down-
stream customer and potential storage position for the
component. Again, at each decision-making stage, the
decision-maker has the authority to change the decision
based on their judgement. When all of the decisions re-
lating to the ELV are settled, the system records all the
necessary information to the PDKM system, which is
availableto theBOL designers of thevehicle inquestion
for examination.
43.5 Emerging Trends and Open Challenges
Total management of the product lifecycle is critical to
innovatively meet customer needs throughout its entire
lifecycle without driving up costs, sacrificing quality or
delaying product delivery. For this, it is necessary to
develop a PLM system inwhich informationflow is hor-
izontally and vertically closed, i.e., closed-loop PLM.
The closed-loop PLM system provides opportunities to
reduce the inefficiency of lifecycle operations and gain
competitiveness.
In this chapter, we have also discussed a system
architecture for product lifecycle management where
information flows are closed due to emerging product
Part E 43.5
764 Part E Automation Management
identification technology over the whole product lifecy-
cle (closed-loop PLM). To gather product lifecycle data
during all product lifecycle phases, the concept and ar-
chitecture of PEID has been introduced. Furthermore,
necessary software components and their relations have
been addressed.
The following is a list of issues to be resolved for
implementing the closed-loop PLM concept:
•
In the business model aspect, it is necessary to de-
velop a good business model to apply the concept of
closed-loop PLM for optimizing the profit of a com-
pany. For this, trade-off analysis for cost and effect
are prerequisite. Depending on each case, partial
implementation of closed-loop PLM may be cost-
effective.
•
Regarding the PEID, it is necessary to develop
a generic concept of a PEID that can be used over
the whole product lifecycle. For this, however, first,
the lifecycle of the PEID, including reuse, should
be modeled. Based on this design, suitable PEIDs
should be designed, because the great bottleneck to
deployment of PEID into business applications is
their cost.
•
In terms of middleware, it is a prerequisite to
develop a method for managing and controlling
enormous amounts of PEID event data. Methods
for filtering huge amounts of event data and trans-
forming them into meaningful information should
be developed. Furthermore, PEID security and au-
thority problems should be resolved.
•
In terms of PDKM, it is a prerequisite to design
the product lifecycle data schema for integrating
all relevant data objects required in lifecycle oper-
ations.
Finally, the case studies developed so far in the
PROMISE project show that the proposed concept can
yield great benefit to product lifecycle optimization ef-
forts.
References
43.1 F. Ameri, D. Dutta: Product life cycle management:
needs, concepts and components, Technical Re-
port (Product Lifecycle Management Development
Consortium PLMDC-TR3-2004, 2004)
43.2 M. Macchi, M. Garetti, S. Terzi: Using the PLM ap-
proach in the implementation of globally scaled
manufacturing, Proc. Int. IMS Forum 2004: Global
Challenges in Manufacturing (2004)
43.3 H.B. Jun, D. Kiritsis, P. Xirouchakis: Closed-loop
PLM. In: Advanced Manufacturing – An ICT and Sys-
tems Perspective, ed. by M. Taisch, K.-D. Thoben,
M. Montorio (Taylor & Francis, London 2007)
pp. 90–101
43.4 H.B Jun, J.H Shin, D. Kiritsis, P. Xirouchakis: Sys-
tem architecture for closed-loop product lifecycle
management, Int. J. Comput. Integr. Manuf. 20(7),
684–698 (2007)
43.5 H.B. Jun, J.H. Shin, Y.S. Kim, D. Kiritsis,
P. Xirouchakis: A framework for RFID applications in
product lifecycle management, Int. J. Comput. In-
tegr. Manuf. (2007), DOI: 10.1080/09511920701501753
43.6 D.Kiritsis,A.Bufardi,P.Xirouchakis:Research
issues on product life cycle management and infor-
mation tracking using smart embedded systems,
Adv. Eng. Inform. 17, 189–202 (2003)
43.7 D. Kiritsis, A. Rolstadås: PROMISE – a closed-loop
product life cycle management approach, Proc. IFIP
5.7 Adv. Prod. Manag. Syst.: Model. Implement.
Integr. Enterp. (2005)
43.8 A.K. Parlikad, D. McFarlane, E. Fleisch, S. Gross:
The role of product identity in end-of-life decision
making, Technical Report (Auto-ID Center, Institute
of Manufacturing, Cambridge 2003)
43.9 M. Schneider: Radio frequency identification (RFID)
technology and its application in the commercial
construction industry, Technical Report (University
of Kentucky, 2003)
43.10 S.S. Chawathe, V. Krishnamurthy, S. Ramachan-
dran, S. Sarma: Managing RFID data, Proc. 30th
VLDB Conf. (2004) pp. 1189–1195
43.11 T. Nieva: Remote data acquisition of embedded
systems using Internet technologies: a role based
generic system specification. Ph.D. Thesis (EPFL,
Lausanne 2001)
43.12 Z. Gsottberger, X. Shi, G. Stromberg, T.F. Sturm,
W. Weber: Embedding low-cost wireless sensors
into universal plug and play environments, Proc.
1stEur.WorkshopWirel.Sens.Netw.(EWSN04)
(2004) pp. 291–306
43.13 J. Lee, H. Qiu, J. Ni, D. Djurdjanovic: In-
fotronics technologies and predictive tools for
next-generation maintenance systems, Proc. 11th
Symp. Inf. Control Probl. Manuf. (Elsevier, 2004)
43.14 C.M.Rose,A.Stevels,K.Ishii:Anewapproachto
end-of-life design advisor (ELDA), Proc. 2000 IEEE
Int. Symp. Electr. Environ. (ISEE 2000) (2000)
43.15 PROMISE: PROMISE – integrated project: annex I –
description of work, Project proposal (2004)
43.16 G. Hackenbroich, Z. Nochta: A process ori-
ented software architecture for product life cycle
management, Proc. 18th Int. Conf. Prod. Res.
(2005)
Part E 43