Nof S.Y. Springer Handbook of Automation
Подождите немного. Документ загружается.

Machining Lines Automation 35.3 Line Balancing 605
should be performed for the optimal reconfiguration
of the transfer line (note that this is rarely consid-
ered for dedicated lines of mass production; more
precisely, a reconfiguration of a dedicated line deals
with specific engineering approaches). As illustrated
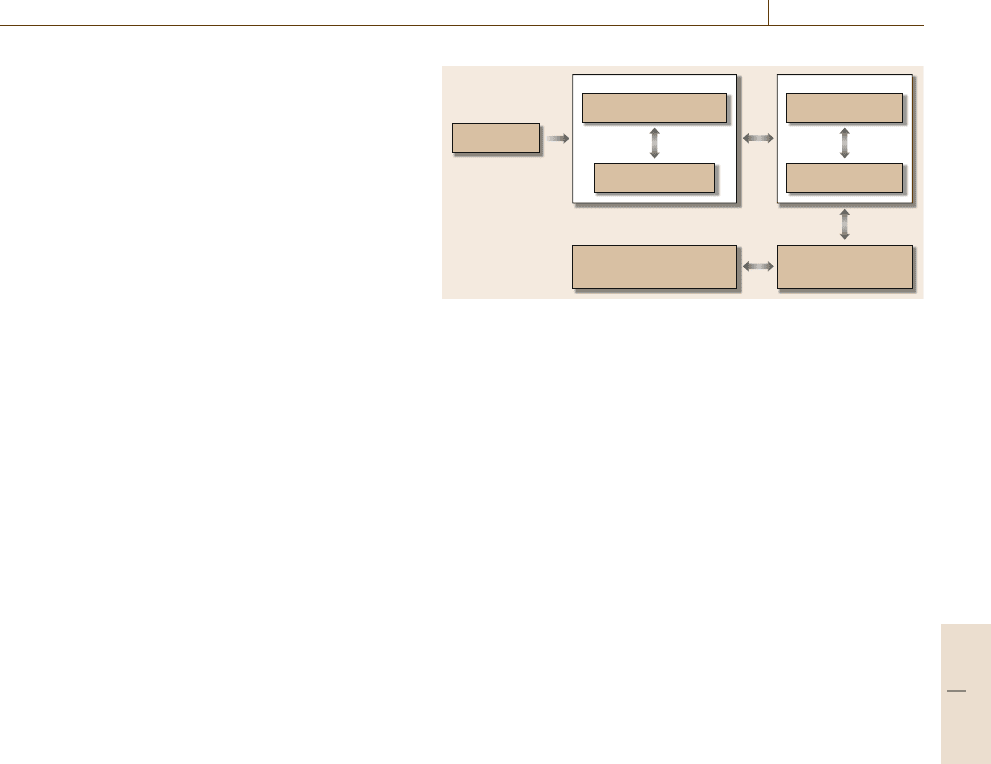
in Fig. 35.6, these steps are executed sequentially. Of
course, the designer can return to the previous steps as
often as necessary (i. e., the decision-making process is
iterative).
Such a methodology was already implemented in
a decision-aid software tool for the preliminary de-
sign of dedicated transfer lines [35.12]. The developed
software includes a database of parameterized features
for product analysis. The product analysis provides
a set of features which will be used at the process
planning step. The process planning generates sev-
eral process plans with the best one chosen for each
feature. A set of operations and constraints are ob-
tained. Then, a type of transfer line is selected by
considering the process plans, part dimensions, re-
quired productiveness, cost of equipment, variability
and longevity of market demand, etc. For the obtained
process plans and production system type, the corre-
sponding line balancing problem is solved. Finally, an
estimation of the cost of the production system is made.
If the solution or the cost is unsatisfactory, the de-
signer can modify the data and constraints and restart
the procedure.
Definition of operations
Process planning
Detailed design and
implementation of the line
Evaluation and
simulation
Choice of line type
Balancing the line
New product
Fig. 35.6 Design of transfer lines
While this software was initially developed to de-
sign dedicated transfer lines, the general methodology
is valid for all transfer lines (dedicated, flexible or re-
configurable). The difference is that for the dedicated
transfer line it is applied once (at the preliminary de-
sign stage). In the case of flexible transfer lines, thistool
should be used in real time, each time a new product is
launched. For reconfigurable transfer lines, it is useful
for each physical reconfiguration of the line.
This approach is based on a set of engineering
procedures, knowledge-based constraints, and some op-
timization techniques for transfer line balancing. The
optimization techniques are the core (and originality) of
this methodology, which is why, the rest of this chapter
will consider this aspect.
35.3 Line Balancing
As aforementioned, the line balancing (assignment of
operation to workstations) is the key problem in the
design of transfer lines.
Historically, the line balancing problem was first
stated for assembly lines. As far as we know, the earli-
est publication on assembly line balancing (ALBP) was
presented by Salveson [35.13]. Furthermore, exhaustive
studies were made by several researchers in the last
50years, with many interesting applications covered.
One comprehensive state of the art has been presented
in a special issue [35.14]. Several articles provide broad
surveys of this problem; see, for example [35.15–20].
To summarize, the ALBP is NP-hard; see, for exam-
ple [35.21]. Much research has been generated to solve
the problem by developing approximate or exact meth-
ods [35.22–32].
The problem of machining line balancing is rather
recent. This problem was mentioned in [35.33]. In Dol-
gui et al. [35.34], it was defined for dedicated transfer
lines and first called transfer line balancing problem
(TLBP).
Industry favors solving TLBP because the machin-
ing lines become too expensive otherwise. The TLBP
consists of answering the following questions:
1. Which machining units are to be chosen to execute
the required operations?
2. How many workstations are necessary?
3. How should the machining units be assigned to the
stations?
These questions can be answered by an intelligent
assignment of operations and machining units to work-
stations, minimizing the line cost while satisfying the
objective production rate as well as respecting all other
constraints.
Part D 35.3
606 Part D Automation Design: Theory and Methods for Integration
Several exact and approximate (or heuristic) meth-
ods for TLBP have been proposed. Exact methods are
useful to better understand the problem, however for
large-scale problems they require excessive computa-
tion time. Contrarily, approximate methods can provide
quicker results but do not guarantee the optimality of
solutions. Additionally, a heuristic algorithm is often
easier to develop than optimal procedures.
The most significantmethods foran exact resolution
of the TLBP are:
•
Linear programming in mixed variables: the prob-
lem is modeled as a mixed integer program and
solved with an optimization tool such as ILOG
Cplex [35.35–37].
•
Dynamic programming: a recursive method used
for the resolution of problems having an additive
objective function. Examples of this approach for
TLBP are given in [35.33, 34, 38, 39], where the
initial problems were transformed into constrained
shortest-path problems and solved with appropriate
algorithms.
•
Branch and bound: an implicit enumerative proce-
dure which avoids verifying all solutions. Several
works use this approach for the resolution of the
TLBP; see, for example, [35.40,41].
Also, the column generation method can be used for
TLBP. Indeed, it was already successfully used for as-
sembly line balancing; see, for example, [35.42].
For large-scale problems, or when the allocated
computing time is severely limited (e.g., for flexi-
ble transfer lines), several approximate methods have
been designed. We classify these methods into two
categories:
1. Heuristics based on priority rules derived from the
methods for ALBP. There are several heuristic algo-
rithms, which differ in the rule(s) used:
– Ranked positioned weight (RPW) [35.22]):
based on the weights of the operations cal-
culated from their execution time and the
operational times of their successors [35.43].
– Computer method of sequencing operations for
assembly lines (COMSOAL) [35.24]): solutions
are generated by assigning operations randomly
to the stations [35.44–47].
2. Metaheuristics, i.e., solving strategies applicable
to a wide range of combinatorial optimization
problems:
– A multistart decomposition approach was sug-
gested in [35.43,48].
An example of machining line balancing via simulation
can be found in [35.49].
Note that most of these methods were developed
for dedicated transfer lines. In the next section, we will
show how this approach can be applied to flexible and
reconfigurable transfer lines. To illustrate, an industrial
case study will be presented with a mixed integer pro-
gramming model.
35.4 Industrial Case Study
35.4.1 Description of the Case Study
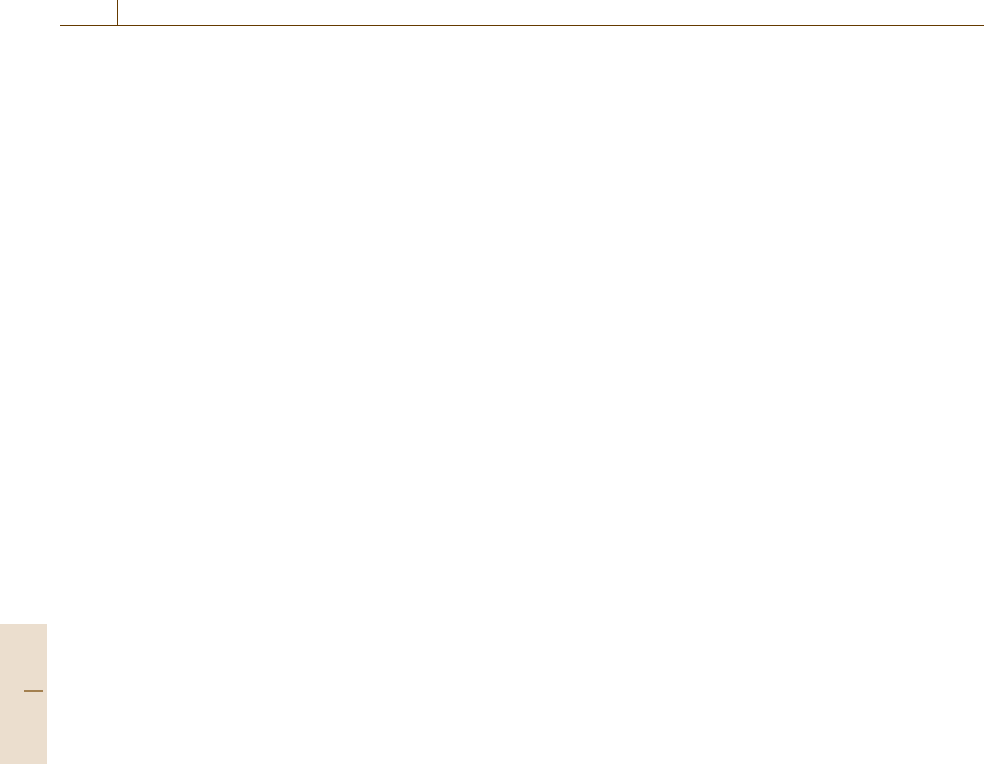
In Fig.35.7, the machining line considered in this case
study is presented. This line is designed to manufacture
automotive cylinder heads.It isequipped with CNC ma-
chines (machining centers) for the output of 1250 parts
per day. All the machines are identical (line modularity
principle), with some exceptions. In contrast to dedi-
cated transfer lines with multispindle machines, here,
each machine contains one spindle and a magazine for
tools. For each machine, to pass from one operation to
the next it is necessary to consider an additional time
due to tool changes and displacements or/and the ro-
tation of the part (setup time). Taking into account the
fact that a part is held at a machine with some fixtures in
a given position (part fixing and clamping), some faces
and elements of the part are not accessible for machin-
ing even after part displacement or rotation. Whatever
positioning and clamping are chosen some areas on the
part will be hidden or covered. Therefore, the choice of
a part position for part fixing should be also considered
in the optimization procedure.
In Fig.35.7, lines (1) represent the transport sys-
tem composed of conveyors. Robots are used for part
loading and unloading. The boxes (2) represent the
CNC machines. Machines in a group aligned vertically
represent a workstation. Then a workstation can com-
prise more than one machine; in this case, the same
operations are duplicated and executed on different ma-
chines. With the parallel machines at each station, the
line is easily reconfigurable. The line cycle time can
be modified, if necessary, and even be shorter than the
Part D 35.4
Machining Lines Automation 35.4 Industrial Case Study 607
(2)
(3)
(1)
80000
42000
• 1250 parts/day
• 32 machines
Fig. 35.7 Schema of a line for machining cylinder heads (PCI/SCEMM)
time of an operation. The boxes (3) represent dedi-
cated stations for specific operations such as assembly
or washing.
To help the designer of this line, we developed
a model for line balancing. The input data used were:
•
Cycle time (takt time) imposed by the objective pro-
duction rate: one part is produced at each cycle.
•
Precedence constraints: relations of order between
operations. These relations define feasible se-
quences of operations.
•
Inclusion constraints: the need to carry out fixed
groups of operations on the same workstation.
•
Exclusion constraints: the impossibility of carry-
ing out certain subsets of operations at the same
workstation.
•
Accessibility constraints: these are related to the
positioning of the part; indeed, for a position
some part sides are not accessible, and thus opera-
tions on these sides cannot be carried out without
repositioning. In the considered machining line,
only one part fixing position is defined for each
workstation (part repositioning occurs between two
stations).
•
Sequence-dependent setup times: the time required
for the execution of two sequential operations is not
equal to the sum of their times but also depends on
the order in which they are done, because the time
needed for the displacement/change of tool and part
rotation are not negligible.
•
Parallel machines: at each workstation several iden-
tical CNC machines are installed. Thus, the local
cycle time of the workstation is equal to the num-
ber of parallel machines multiplied by the line cycle
time (takt time). The machines of the same work-
station execute the same operations (in parallel on
different product units).
Hence, here, we have a special case of line balancing
with a sequential execution of operations, setup times,
parallel machines, as well as accessibility, exclusion,
and inclusions constraints.
The line of the case study can be regarded as re-
configurable. Indeed, while designed for the production
of a single product, if there are changes on the prod-
uct characteristics, the reconfiguration of this line is
possible and easy thanks to:
•
The use of standard and identical CNC machining
centers, which simplifies the reallocation of opera-
tions to the workstations.
•
At each station, machining centers can be added or
eliminated as needed thanks to this modularity.
Part D 35.4
608 Part D Automation Design: Theory and Methods for Integration
Now, we present a mixed integer programming
(MIP) model for the design of this line for a given prod-
uct. Furthermore, at the end of this section, we will give
an extension of this model which can be used when
reconfiguring the line for another product.
35.4.2 Mixed Integer Programming (MIP)
To summarize the optimization problem, we will enu-
merate its main assumptions.
The set of all operations N to be executed at the line
is determined by the process plans for the product for
which the line is designed. A part to be machined will
pass through a sequence of workstations in the order of
their installation. Each workstation is provided with at
least one machine which carries out operations during
the line cycle time. In the case where workload time of
a workstation exceeds the line cycle time, parallel and
identical machines are installed. In this case, the local
cycle time is equal to the number of parallel machines
multiplied by the line cycle time. All machines of the
same station execute the same operations.
There are four types of additional constraints on
the assignment of the operations (as detailed earlier),
namely:
•
Precedence constraints
•
Exclusion constraints
•
Inclusion constraints
•
Accessibility constraints.
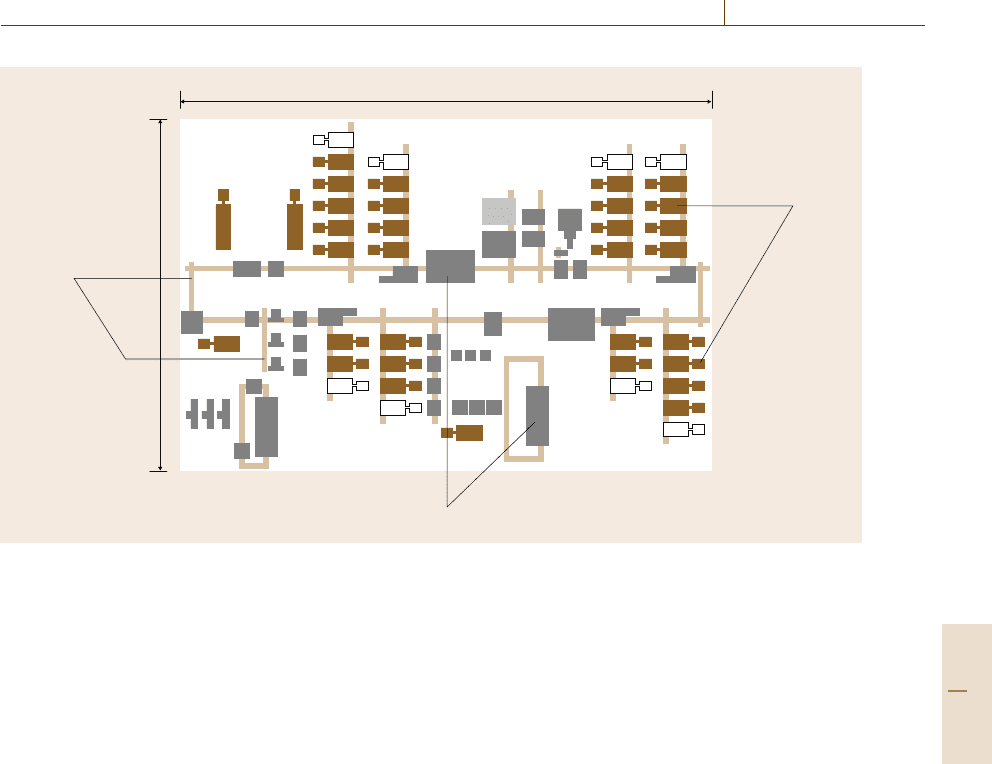
The time required for the execution of two operations is
not equal to the sum of their times but depends on the
sequence in which they are executed (Fig.35.8).
The optimization problem consists of assigning op-
erations to workstations to minimize the total number
of machines on the line while respecting the given
constraints.
Mathematical Model
We will introduce the following notations.
t
li
+ t
ij
≠ t
il
+ t
lj
t
il
t
lj
ilj
t
li
t
ij
lij
Fig. 35.8 Sequence-dependent setup times
Indexes:
•
i, j for operations
•
q for the place (order) of an operation in the se-
quence of assigned operations
•
n for the number of parallel machines at a worksta-
tion
•
k for the workstations
•
a for the part fixing positions
Parameters:
•
N, the set of operations to be assigned (i, j =
1,...,|N|)
•
A, the set of possible part positions for part fixing
in a machining center; only one of these positions is
chosen for each workstation; a part fixing position
defines the accessibility constraints for the part (a =
1,...,|A|)
•
l
0
, the maximum number of operations authorized
to be assigned to a workstation: each workstation
created cannot contain more than l
0
operations
•
n
0
, the maximum number of machines on a work-
station
•
m
0
, the maximum number of workstations
•
q
0
=l
0
·m
0
, the maximum number of possible as-
signments (places) for operations
•
t
i
, the operational time for operation i (i =
1,...,|N|)
•
t
ij
, the setup time when operation j is processed
directly after operation i at the same workstation
•
T
0
, the objective line cycle time (takt time)
•
P
i
, the set of direct predecessors of operation i
•
P
∗
i
, the set of all predecessors of i (direct and indi-
rect predecessors)
•
F
∗
i
, the set of all successors of i (direct and indirect
successors)
•
ES, the collection of subsets e (e ⊂ N) of operations
which must be imperatively assigned to the same
workstation
•
ES, the set of pairs of operations (i, j) which cannot
be assigned to the same workstation
•
A(i), the set of the possible part fixing positions for
which the execution of operation i is possible
•
S(k), the set of possible places for operations
at workstation k; this set is given by an in-
terval of indexes; the maximum possible inter-
val is S(k) ={l
0
(k−1)+1, l
0
(k−1)+2,...,l
0
k};
∀k =1, 2,...,m
0
•
K(i), the set of workstations on which operation i
can be processed: K(i) ⊆{1, 2,...,m
0
}
Part D 35.4

Machining Lines Automation 35.4 Industrial Case Study 609
•
Q(i), the set of possible places for operation i in the
sequence of all operations: Q(i) ⊆{1, 2,...,l
0
m
0
}
•
N(k), the set of operations which can be processed
at workstation k
•
M(q), the set of operations which can be assigned
to the place q in the sequence
•
E
i
, the earliest workstation to which operation i can
be assigned
•
L
i
, the last workstation to which operation i can be
assigned
Variables:
•
x
iq
=1, if operation i is in qth place (q is its order in
the overall assignment sequence), otherwise x
iq
=
0;
•
τ
q
, the setup time required between operations as-
signed to the same workstation in place q and q+1
(Fig.35.9);
•
y
nk
=1, if there are n parallel machines at the work-
station k, 0 otherwise;
•
z
ka
=1, if for the part of the workstation k the fixing
position a is used, 0 otherwise.
Note that, if an operation is assigned to place q,itis
the q −(
2
q/l
0
3
−1)·l
0
th operation of the workstation
q/l
0
".
The optimization model is as follows:
•
The objective function (35.1) minimizes the total
number of machines
Minimize
m
0
k=1
n
0
n=1
n ·y
nk
. (35.1)
•
Equation (35.2) verifies that there is only one
value for the number of parallel machines on each
workstation
n
0
n=1
y
nk
≤1, ∀k = 1, 2,...,m
0
. (35.2)
τ
q–1
= t
li
τ
q
= t
ij
li
Position q
Workstation k
Position q–1 Position q+1
j
Fig. 35.9 Definition of the parameter τ
q
•
Equation (35.3) assures that a workstation is open
only if the preceding workstation is also open
n
0
n=1
y
nk
≥
n
0
n=1
y
n(k+1)
, ∀k = 1, 2,...,m
0
−1 .
(35.3)
•
Equation (35.4) assures that each operation i is as-
signed once and only once
q∈Q(i)
x
iq
=1 , ∀i ∈ N . (35.4)
•
The constraints (35.5) assure that a place in the se-
quence is occupied by only one operation
i∈M(q)
x
iq
≤1 , ∀q = 1, 2,...,q
0
. (35.5)
•
Equation (35.6) assures that an operationis assigned
to a place only ifanother operation is assigned to the
preceding place of the sequence (there is no empty
place in the sequence of assigned operations)
i∈M(q−1)
x
i(q−1)
≥
i∈M(q)
x
iq
,
∀q ∈ S(k)\min{S(k)} , ∀k = 1, 2,...,m
0
.
(35.6)
•
Equation (35.7) verifies that only one part fixing
position is chosen for each workstation
a∈A
z
ka
≤1 , ∀k = 1, 2,...,m
0
. (35.7)
•
Equation (35.8) assuresthat accessibilityconstraints
are respected (the part fixing position chosen for
a workstation authorizes the execution of every op-
eration assigned to this station)
q∈S(k)
x
iq
≤
a∈A(i)
z
ka
, ∀k =1, 2,...,m
0
, ∀i ∈ N .
(35.8)
•
Equation (35.9) calculates the additional time be-
tween operation i and operation j when operation
j is processed directly after operation i at the same
workstation
τ
q
≥t
ij
·(x
iq
+x
j(q+1)
−1) ,
∀i ∈ M(q) , ∀j ∈ M(q +1) ,
∀q ∈ S(k)\max
S(k)
,
∀k = 1, 2, ..., m
0
. (35.9)
Part D 35.4
610 Part D Automation Design: Theory and Methods for Integration
•
Equation (35.10) assures that the workload time of
every workstation does not exceed the local cycle
time, which corresponds to the number of installed
parallel machines at this workstation multiplied by
the objective cycle time of the line
q∈S(k)\max{S(k)}
τ
q
+
i∈N(k)
q∈S(k)
t
i
·x
iq
≤ T
0
·
n
0
n=1
n ·y
nk
, ∀k = 1, 2,...,m
0
.
(35.10)
•
Equation (35.11) defines the precedence constraints
between operations
q∈Q(j)
q ·x
jq
≤
q∈Q(i)
q ·x
iq
, ∀i ∈ N , ∀j ∈ P
i
.
(35.11)
•
Equation (35.12) representsthe inclusionconstraints
q∈S(k)∩Q(i)
x
iq
=
q∈S(k)∩Q( j)
x
jq
,
∀i, j ∈ e , ∀e ∈ES , ∀k ∈ K(i) .
(35.12)
•
Equation (35.13) representsthe exclusion constraints
q∈S(k)
(x
iq
+x
jq
) ≤1 ,
∀(i, j) ∈
ES , ∀k ∈ K(i)∩K( j) . (35.13)
•
Equations (35.14)–(35.17) provide additional con-
straints on the possible values of variables
τ
q
≥0 , ∀q =1, 2,...,q
0
, (35.14)
x
iq
∈{0, 1}, ∀i ∈ N , ∀q ∈ Q(i) , (35.15)
y
nk
∈{0, 1},
∀n = 1, 2,...,n
0
, ∀k = 1, 2,...,m
0
, (35.16)
z
ka
∈{0, 1}, ∀k = 1, 2,...,m
0
, ∀a ∈ A .
(35.17)
35.4.3 Computing Ranges for Variables
The model (35.1–35.17) can be solved using a stan-
dard operational research solver, for example, ILOG
Cplex. Nevertheless, the calculation time is prohibitive.
The resolution time for the model (35.1–35.17) can be
greatly decreased using efficient techniques to reduce
the number of variables (the size of the model) and
consequently to accelerate the search for an optimal
solution.
We propose a technique for calculating bounds for
the possible indexes for the variables of the mathemat-
ical model. This can simplify the problem and thus
reduce the calculation time.
Taking into account the different constraints be-
tween operations, we can calculate the sets K(i), N(k),
S(k), Q(i), and M(q) more precisely. Note that these
sets give intervals of possible values for the correspond-
ing indexes.
The following additional notations can be defined:
•
E
i
[r] is a recursive variable for the step by step cal-
culation of the value of E
i
taking into account setup
times between operations, r =0, 1.
•
L
i
[r] is a recursive variable for the step by step cal-
culation of the value of L
i
taking into account setup
times between operations, r =0, 1.
With P
∗
i
, which is the set of all predecessors of oper-
ation i,andF
∗
i
, which is the set of all successors of
operation i, we can also introduce:
•
Sp
i
[r]: the sum of the
P
∗
i
−E
i
[r]+1
shortest
setup times between the operations of the set P
∗
i
∪
{i}composed of operation i and all its predecessors,
i ∈ N
•
Sf
i
[r]: the sum of the
F
∗
i
−m
0
+L
i
[r]
shortest
setup times between the operations of the set F
∗
i
∪
{i} composed of operation i and all its successors,
i ∈ N
•
d[i, j]: a parameter (distance) which has the follow-
ing property: if (i, j)or(j, i) ∈
ES,thend[i, j]=1,
else d[i, j]=0.
The total operational time T
sum
without considering the
setup times between operations is calculated as follows
T
sum
=
i∈N
t
i
.
A lower bound on the number of workstations can be
calculated by supposing that each workstation contains
n
0
machines. Therefore, the local cycle time of each
workstation is equal to (T
0
·n
0
). The line becomes a se-
rial linecomposed of identical workstations witha cycle
time which is equal to (T
0
·n
0
). Then, a lower bound on
the number of workstations LB
ws
can be calculated as
follows
LB
ws
=
2
T
sum
/(T
0
·n
0
)
3
,
Part D 35.4
Machining Lines Automation 35.4 Industrial Case Study 611
where the notation
2
x
3
indicates the lowest integer
value higher than or equal to x.
In the same way, a lower bound on the number of
machines in the line (LB
m
) can be determined by the
following expression
LB
m
=
2
T
sum
/T
0
3
.
Thus, the following procedure calculates the sets K(i),
Q(i), M(q), N(k), and S(k). Note that the operations are
numbered in order of precedence graph ranks (in topo-
logical order). Somelines are annotatedwith comments.
The symbol “//” is used to mark the beginning and the
end of these comments.
Algorithm
Step 1 // step-by-step calculation of E
i
and L
i
,taking
into account precedence constraints and setup times//
for all i ∈ N do
begin
// calculate the earliest workstation E
i
[0] on which
operation i can be processed taking into account the
precedence constraints; note that an operation cannot be
processed before its predecessors //
E
i
[0]←
4
(t
i
+
(
j∈P
∗
i
t
j
)/(n
0
·T
0
)
5
;
// calculate the latest workstation L
i
[0] on which op-
eration i can be processed considering the precedence
constraints, note that an operation cannot be processed
after its successors //
L
i
[0]←m
0
−
4
(t
i
+
(
j∈F
∗
i
t
j
)/(n
0
·T
0
)
5
+1;
// calculate E
i
[1], which are new values of E
i
ob-
tained by taking into account in addition setup times
between operations //
E
i
[1]←
4
(t
i
+Sp
i
[0]+
(
j∈P
∗
i
t
j
)/(n
0
·T
0
)
5
;
// calculate L
i
[1], which are new values of L
i
ob-
tained by taking into account in addition setup times
between operations //
L
i
[1]←m
0
−
4
(t
i
+Sf
i
[0]+
(
j∈F
∗
i
t
j
)/(n
0
·T
0
)
5
+1;
// updating the values of E
i
//
if E
i
[1]= E
i
[0] then E
i
←max
E
i
[0]+1,
4
(t
i
+Sp
i
[1]+
(
j∈P
∗
i
(t
j
))/(n
0
·T
0
)
5
else E
i
← E
i
[1];
// updating the values of L
i
//
if L
i
[1]= L
i
[0] then L
i
←min
L
i
[0]−1,
m
0
−
4
t
i
+Sf
i
[1]+
(
j∈F
∗
i
t
j
/(n
0
·T
0
)
5
+1
else L
i
← L
i
[1];
end
Step 2 // step-by-step calculation of E
i
, taking into ac-
count exclusion and inclusion constraints//
j
cur
←1;
do
j
min
← j
cur
;
j
cur
←|N|;
// new values of E
i
are calculated by considering
exclusion constraints //
for j ← j
min
+1,...,|N| do
E
j
←max
max
i∈P
∗
j
E
i
+d[i, j]
, E
j
;
for each e ∈ES
begin
E
e
←max
j∈e
(E
j
);
for each j ∈e if E
j
< E
e
then
begin
// new value of E
i
is calculated, now taking
into account an inclusion constraint//
E
j
← E
e
;
j
cur
←min{j
cur
, j};
end
end
until j
cur
=|N|.
Step 3 // step-by-step calculation of L
i
, taking into ac-
count inclusion and exclusion constraints //
j
cur
←|N|;
do
j
max
← j
cur
;
j
cur
←1;
// new values of L
i
are calculated by considering
exclusion constraints //
for j ← j
max
−1,...,1 do
L
j
←min
min
i∈F
∗
j
L
i
−d[j, i]
, L
j
;
for each e ∈ES
begin
L
e
←min
j∈e
(L
j
);
for each j ∈e if L
j
> L
e
then
begin
// new values of L
i
are again calculated, now
taking into account inclusion constraints //
L
j
← L
e
;
j
cur
←max{j
cur
, j};
Part D 35.4
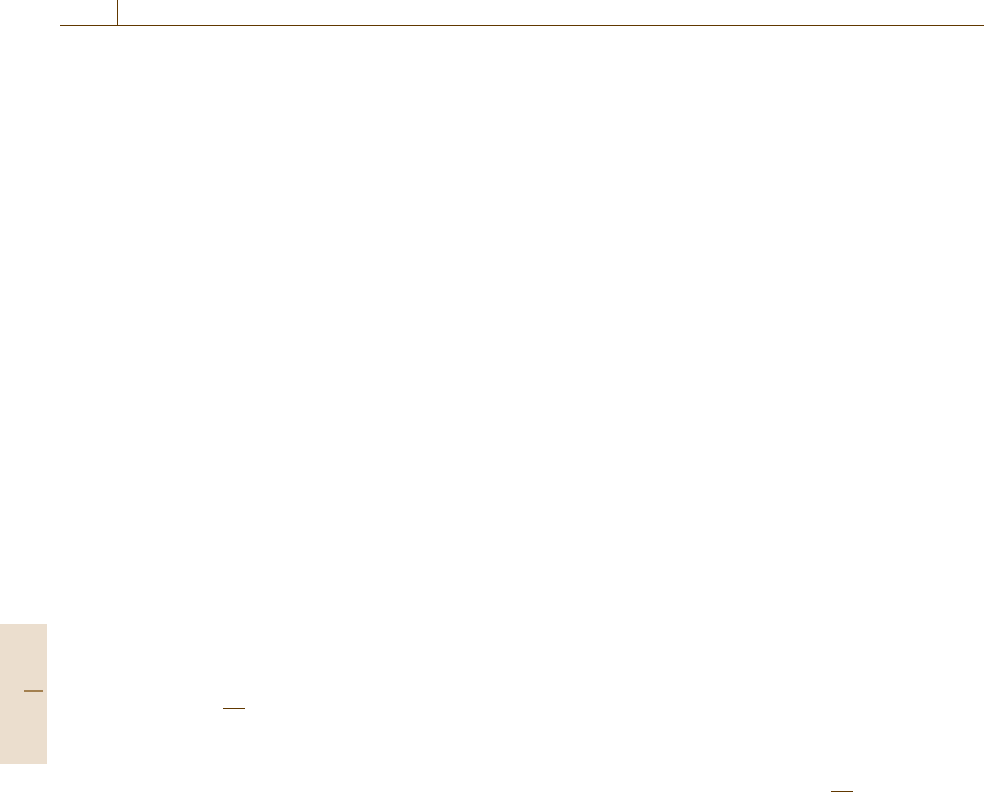
612 Part D Automation Design: Theory and Methods for Integration
E
i
, E
l
= 1 E
q
= 3E
j
, E
k
, E
m
= 2
t
q
t
m
m
t
k
k
t
j
j
t
l
l
t
i
iq
L
k
, L
m
, L
q
= m
0
L
i
, L
l
, L
j
= m
0
–1
t
q
t
m
m
t
k
k
t
j
j
t
l
l
t
i
iq
Fig. 35.10 An example of initial values for E
i
and L
i
E
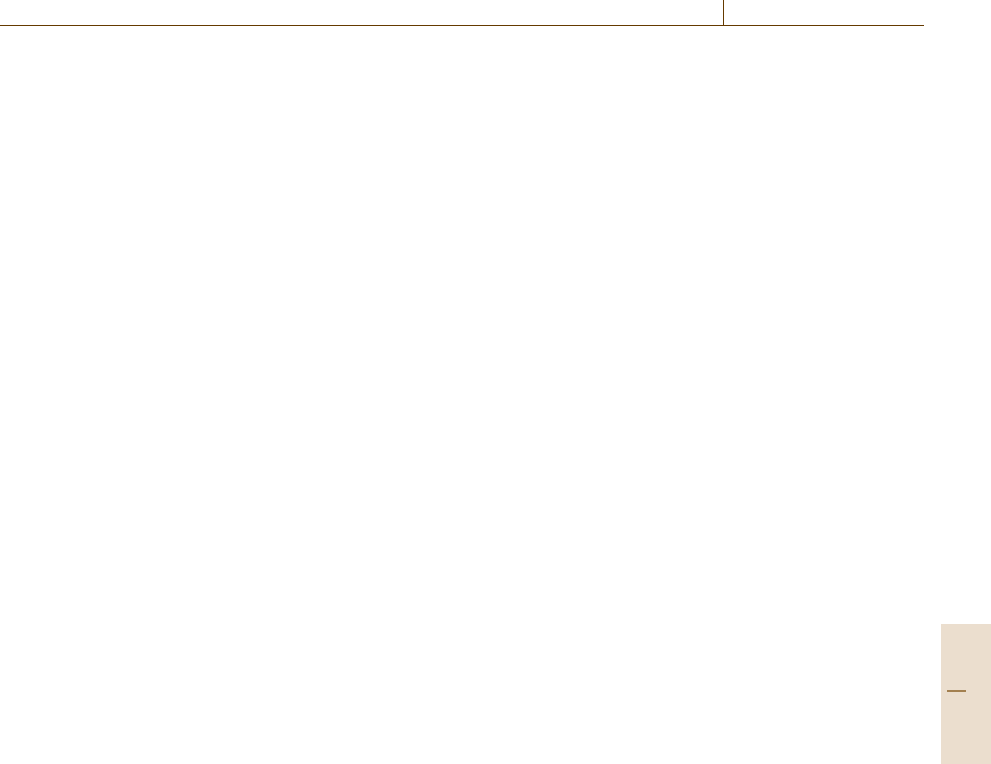
i
, E
l
= 1
L
i
= m
0
–2
E
m
, E
q
= 3E
j
, E
k
= 2
t
q
t
m
t
mq
t
jk
t
il
m
t
k
k
t
j
j
t
l
l
t
i
t
q
t
m
t
k
t
j
t
l
t
i
iq
L
k
, L
m
, L
q
= m
0
L
i
, L
j
= m
0
–1
mkj
t
mq
t
km
t
lj
liq
Fig. 35.11 Modified values of E
i
and L
i
taking into account setup
times
end
end
until j
cur
=1 .
Step 4 // calculation of the sets K(i), N(k), S(k), Q(i),
and M(q)//
for all i ∈ N do
K(i) ←[E
i
, L
i
];
for k ←1, 2,...,m
0
do
E
j
≥ E
i
+ 1
jjl
and
(i, j) ∈ ES
or
ili
jli
ji
Fig. 35.12 An example of modifications of E
i
by considering an exclusion constraint
begin
N(k) ←{i|i ∈ N, k ∈ K(i)};
S(k) ←
1+
k−1
(
k
=1
S(k
)
, min
N(k)
, l
0
+
k−1
(
k
=1
S(k
)
;
end
for all i ∈ N do
Q(i) ←
min
S(E
i
)
, max
S(L
i
)
;
for q ← 1, 2,...,max{S(m
0
)} do
M(q) ←{i|q ∈ Q(i)};
End of algorithm.
Some illustrations of the algorithm rules are pre-
sented in Figs. 35.10–35.13.
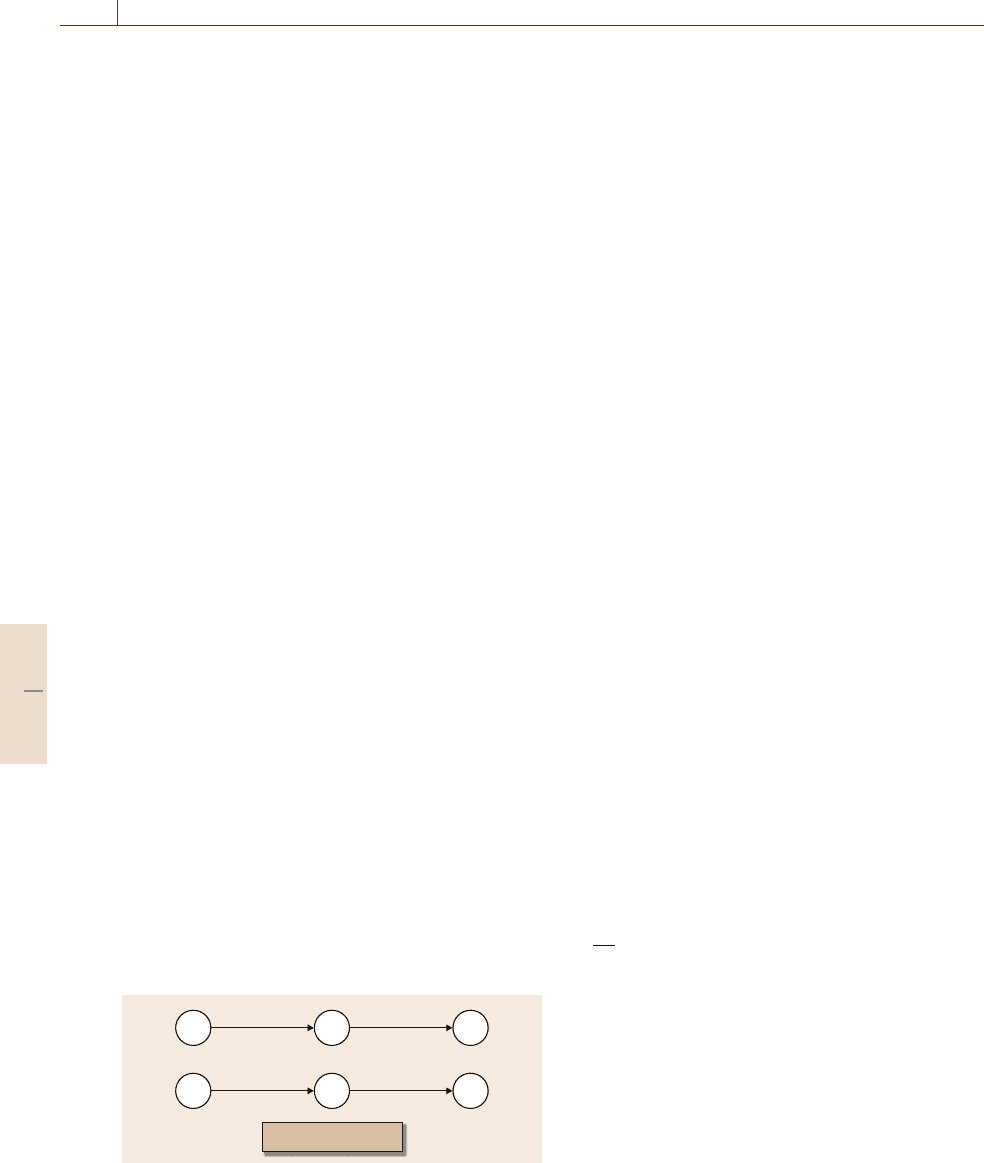
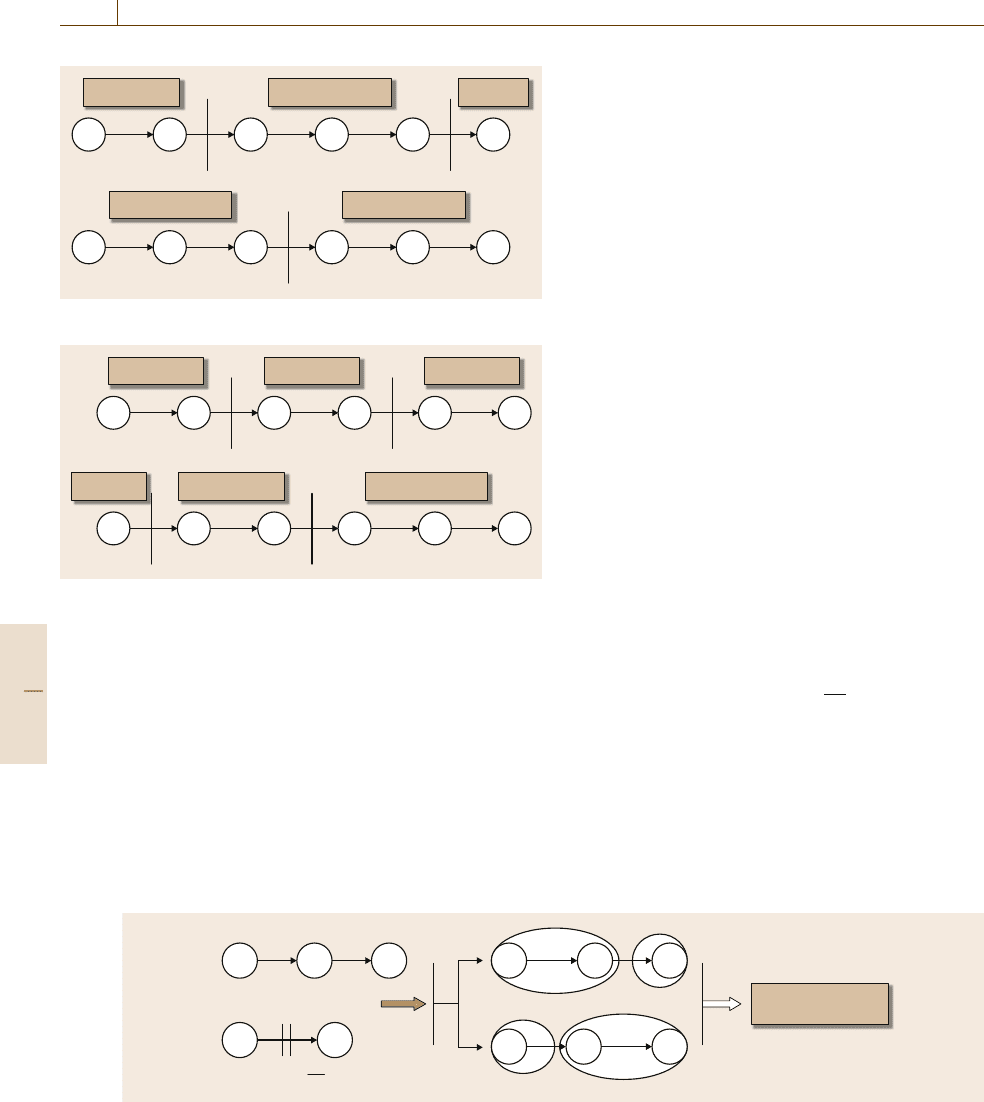
Numerical Example
In order to better explain the suggested algorithm, we
present a numerical example with ten operations. Fig-
ure 35.14 shows the precedence graph and operational
times.
The objective line cycle time is: T
0
=16 units of
time; the maximum number of stations m
0
= 6; the
maximum number of machines to be installed on a sta-
tion n
0
=3; the maximum number of operations to be
assigned to a station l
0
=8.
The inclusion constraints are: ES ={(2, 4);(8, 9);
(5, 6)}.
The exclusion constraints are:
ES ={(2, 7);(3, 4)}.
The setup times are reported in Table 35.1.Forex-
ample, the setup time t
4,5
=3 corresponds to the time
that is required to perform operation 5immediately after
operation 4.
The totaloperational time, T
sum
=
(
i∈N
t
i
=161 units
of time.
Part D 35.4
Machining Lines Automation 35.4 Industrial Case Study 613
(l, j) ∈ ES
E
i
, E
l
= 1 E
j
= 2 E
j
= 1
jl
t
l
i
t
i
t
i
t
l
t
i
t
i
t
il
E
l
, E
j
= 2
jli
t
lj
Fig. 35.13 An example of modification for E
i
by taking into account an inclusion constraint
19
14
7
16
2
2118
910
10
17161812
1
6543
8
Fig. 35.14 Precedence graph
Table 35.1 Setup times
ij1 2 3 4 5 6 7 8 9 10
1 – 4 4 3 2 1 1 2 1.5 1.5
2 5 – 1.5 1 1 2.5 3 3 3 3.5
3 1.5 3.5 – 2.5 1.2 3.4 4 4.2 3 2.2
4 4.5 4 3 – 3 1.5 3 2 4.5 1.8
5 4 4 5 5 – 2.5 2 2 4.5 1
6 25 1.5 3 1.2 1 – 2 2 3 4
7 4 3.8 3 1.8 4 3 – 4.7 4 1.4
8 3 2.5 4 3.4 3.2 2.4 1.6 – 2 4
9 3 4.9 4 2.3 1.6 3.6 3 1.2 – 3
10 1.5 4 1.5 4.6 3.7 2.2 2.7 1.2 4.8 –
A lower bound on the number of workstations is:
LB
ws
=
2
T
sum
/(T
0
·n
0
)
3
= 161/(16·3)"=4.
Thus, the optimal solution cannot have fewer than
four workstations.
E
i
= 3, L
i
= 5
E
i
= 1, L
i
= 5
7
E
i
= 1, L
i
= 5
2
E
i
= 4, L
i
= 6E
i
= 4, L
i
= 6
910
E
i
= 1, L
i
= 4
E
i
= 2, L
i
= 5E
i
= 2, L
i
= 5E
i
= 1, L
i
= 4E
i
= 1, L
i
= 4
1
6543
8
Fig. 35.15 Va lu es o f E
i
and L
i
obtained considering precedence constraints and setup times
A lower bound on the number of machines is:
LB
m
=
2
T
sum
/T
0
3
= 161/16"=11.
Then, the optimal solution cannot have fewer than
11 machines.
Part D 35.4
614 Part D Automation Design: Theory and Methods for Integration
E
i
= 4
E
i
= 3
7
E
i
= 2
2
E
i
= 4E
i
= 4
910
E
i
= 1
E
i
= 2E
i
= 2E
i
= 2E
i
= 1
1
6543
8
Fig. 35.16 Va lu es o f E
i
considering exclusion and inclusion constraints
L
i
= 5
L
i
= 5
7
L
i
= 4
2
L
i
= 6L
i
= 5
910
L
i
= 4
L
i
= 5L
i
= 5L
i
= 4L
i
= 3
1
6543
8
Fig. 35.17 Va lu es o f L
i
considering exclusion and inclusion constraints
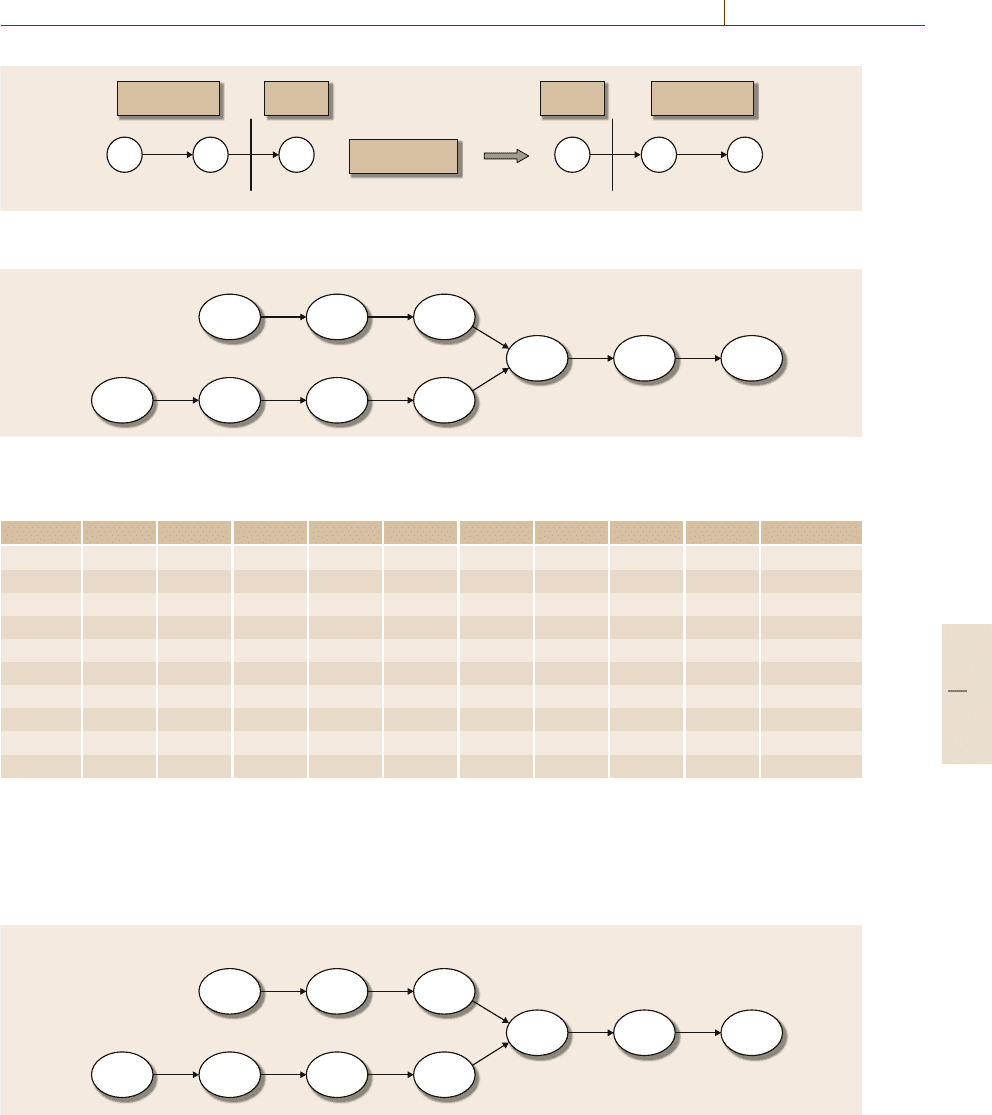
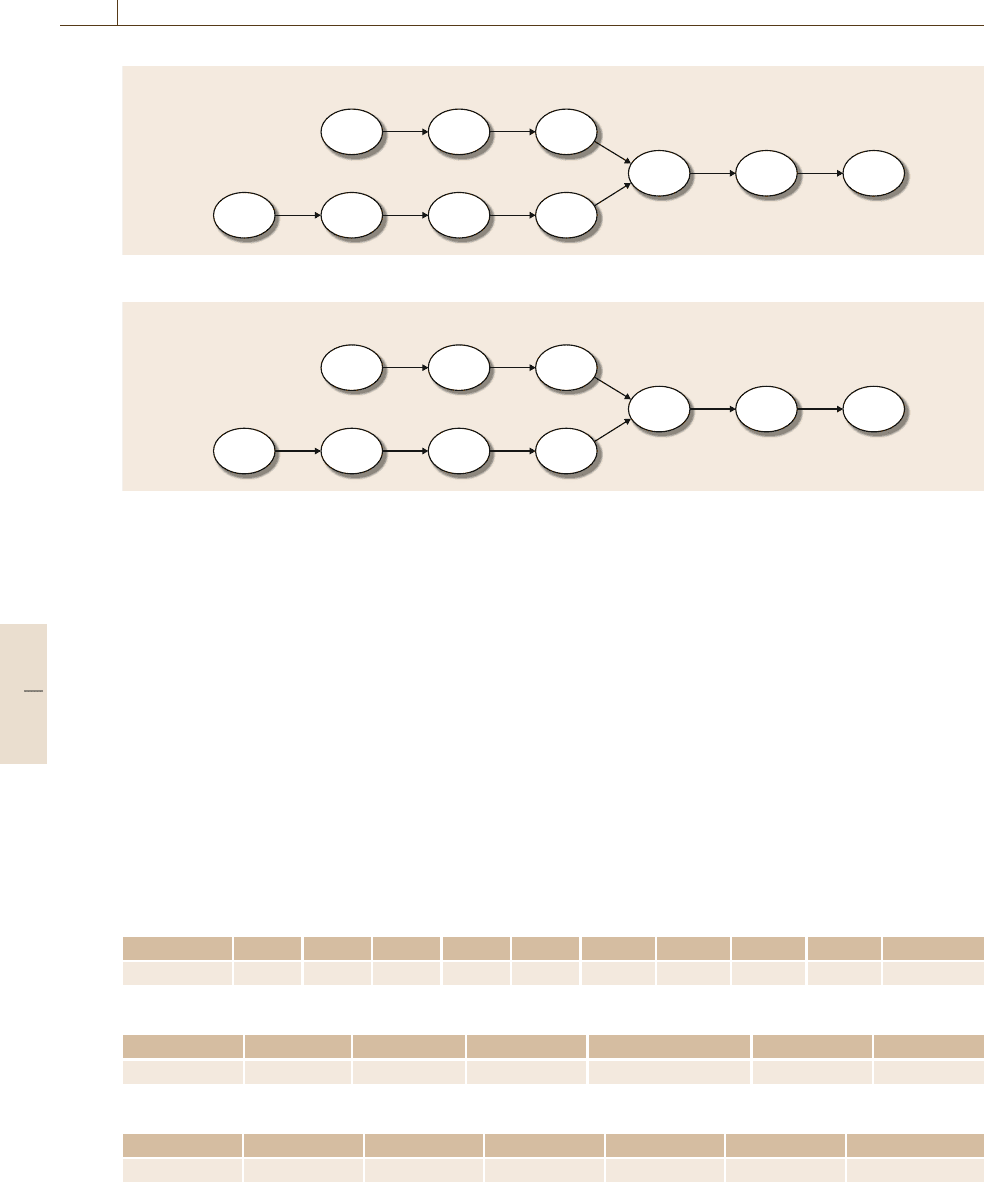
Now, the procedure of range calculation for indexes
is applied:
•
Step 1 The initial values of E
i
and L
i
for each opera-
tion are calculated considering set-up times between
operations and precedence constraints (Fig.35.15).
•
Step 2 The new values of E
i
are obtained by
considering the exclusion and inclusion constraints
(Fig.35.16).
•
Step 3 The new values of L
i
are calculated by
considering the exclusion and inclusion constraints
(Fig.35.17).
•
Step 4
–SetsK(i) for operations i ∈ N are obtained (Ta-
ble 35.2)
Table 35.2 The ranges K(i) for the operations
Operation i 1 2 3 4 5 6 7 8 9 10
K(i) [1,4] [2,4] [1,3] [2,4] [2,5] [2,5] [3,5] [4,5] [4,5] [4,6]
Table 35.3 The set of operations N(k) for each station
Station k 1 2 3 4 5 6
N(k) {1,3} {1,2,3,4,5,6} {1,2,3,4,5,6,7} {1,2,4,5,6,7,8,9,10} {5,6,7,8,9,10} {10}
Table 35.4 The ranges of places S(k) for stations
Station k 1 2 3 4 5 6
S(k) [1,2] [3,8] [9,15] [16,23] [24,29] [30,30]
– Sets of operations N(k) for stations k =
1, 2,...,m
0
are defined (Table 35.3)
– Range of places S(k) for operations of station k
is calculated, k =1, 2,...,m
0
(Table 35.4)
– Finally, the range of places Q(i) for operation i
is found, for all i ∈ N (Table 35.5).
35.4.4 Reconfiguration of the Line
As indicated at the beginning of this section, the stud-
ied line is reconfigurable. After the implementation of
the line, if there are changes in the product character-
istics or if there is a new product to be machined, the
line can be reconfigured. Such a reconfiguration prob-
lem consists of reassigning operations to the stations
Part D 35.4