Nof S.Y. Springer Handbook of Automation
Подождите немного. Документ загружается.

Production, Supply, Logistics and Distribution 54.5 Emerging Trends and Challenges 955
ment justification by determining success on how well
the solution isable tocreate value for customers through
services or products. What are customers looking for?
Is it on-shelf availability at a slightly higher price?
A highly computerized ASRS (automated storage and
retrieval system) may provide increased throughput,
less errors, and speed in distribution. What if the cus-
tomers change how and where products are required?
An AS/RS may not be flexible enough to adjust quickly
to changes in demand patterns or shifts in the demand
network nodes. The correct solution should address cus-
tomers’ expectations regarding product quality, order
response times, and service costs, seeking to obtain and
sustain customer loyalty.
54.5 Emerging Trends and Challenges
The use of automation in production and supply chain
processes has expanded dramatically in recent years.
As globalization advances along with product and pro-
cess innovation, it would seem that the importance of
automation will continue to intensify into the future.
The landscape of global manufacturing is chang-
ing. More and more production plants are being built
in India, Brazil, China, Indonesia, Mexico, and other
developing countries. The playing field is rapidly be-
ing leveled. However, by crossing borders, companies
also increase the complexity of operations and supply
chains. Virtually seamless horizontal and vertical inte-
gration of information, communication, and automation
technology throughout the organization is needed by
companies such as Wal-Mart, Kimberly-Clark, Procter
and Gamble, Clorox, and Nestle, in order to address the
dynamics of today’s manufacturing environment. Col-
laborative design, manufacturing, planning, commerce,
plant-to-business connectivity, and digital manufactur-
ing are just some of the many models that seem to be
on the horizon for leading manufacturing companies in
order to induce further integration of processes. Sev-
eral technologies and systems are reaching the required
level of maturity to support these models, and thereby
accelerate the adoption of automation in production and
supply chains. Examples of these technologies would
be:
•
Supply chain planning systems
•
Supply chain security
•
Manufacturing operations management solutions
•
Active radiofrequency identification (RFID)
•
Sensor-based supply functions
•
Industrial process automation.
Furthermore other technologies such as manu-
facturing process management frameworks, supplier
relationship management suites, supply chain execu-
tion systems, passive RFID technology, Six-Sigma IT
(information technology), and lean manufacturing sys-
tems are more on an emerging or adolescence level of
maturity [54.3,4].
In addition, collaborative e-Work theory and tech-
niques are emerging as powerful automation support for
production, supply, logistics, and distribution [54.14,
15] (see also Chap.88).
54.5.1 RFID Technology in Supply Chain
and Networks
An emerging technology with great promise is the use
of radiofrequency identification (RFID) to automate
the collection of data. A RFID tag is a small com-
puter chip that can send via radiofrequency a small
amount of information a short distance. The signal is
captured by a RFID antenna and then transferred to
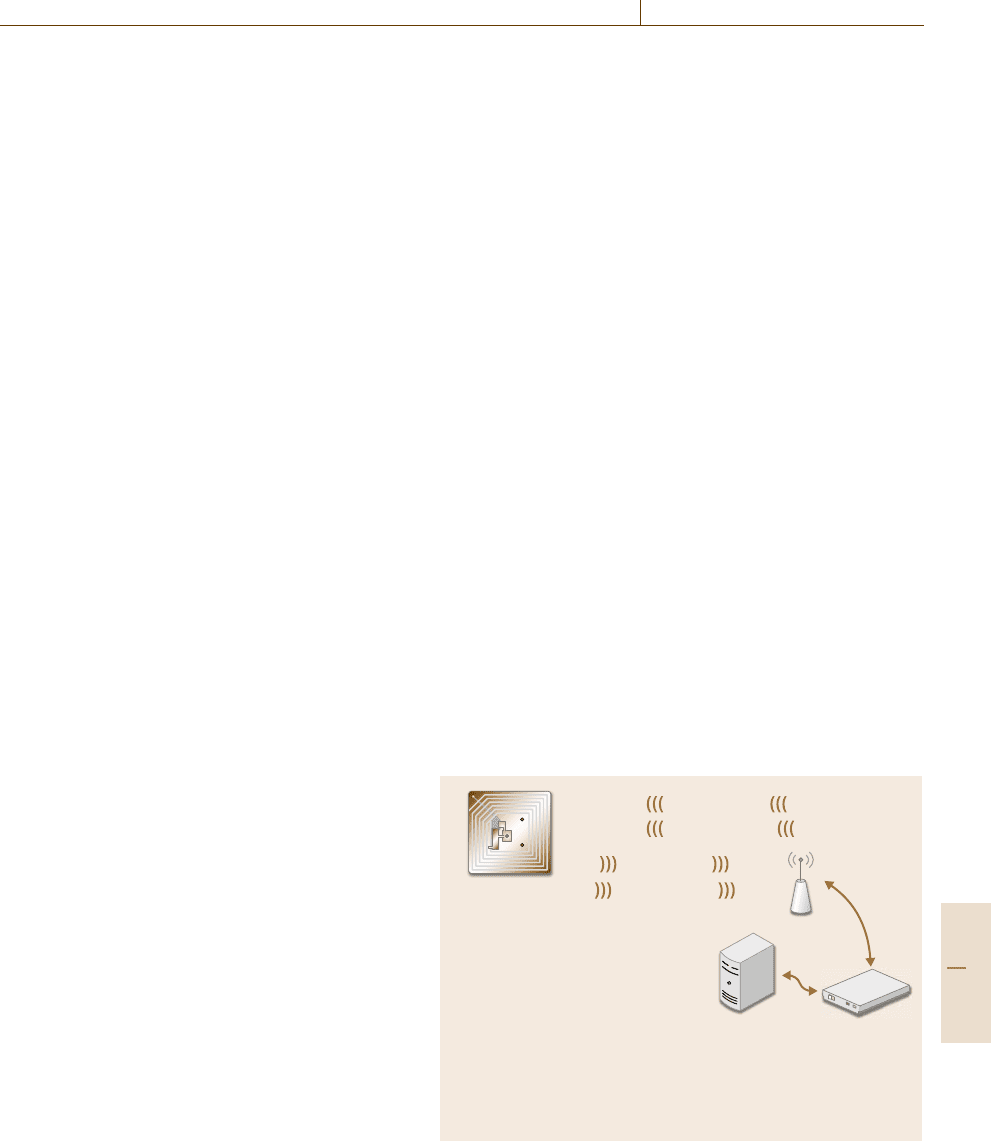
a computer network for data processing (Fig. 54.8).
The general RFID system architecture, applications,
frequencies, and standards are shown in Fig.54.9 and
Table 54.2.
“Who are you”
Antenna
ReaderRFID server
• RFID server sends “talk” request to
reader
• Antenna broadcasts “talk” request
• Tags within RF field “wakes up” and
exchange EPC data
• Antenna recognizes tag signal and
transmits data back to reader
• Reader communicates collected EPC
data back to RFID server for
applications and analytics
EPC number
EPC attributes
Identify yourself
Fig. 54.8 How RFID works
Part F 54.5
956 Part F Industrial Automation
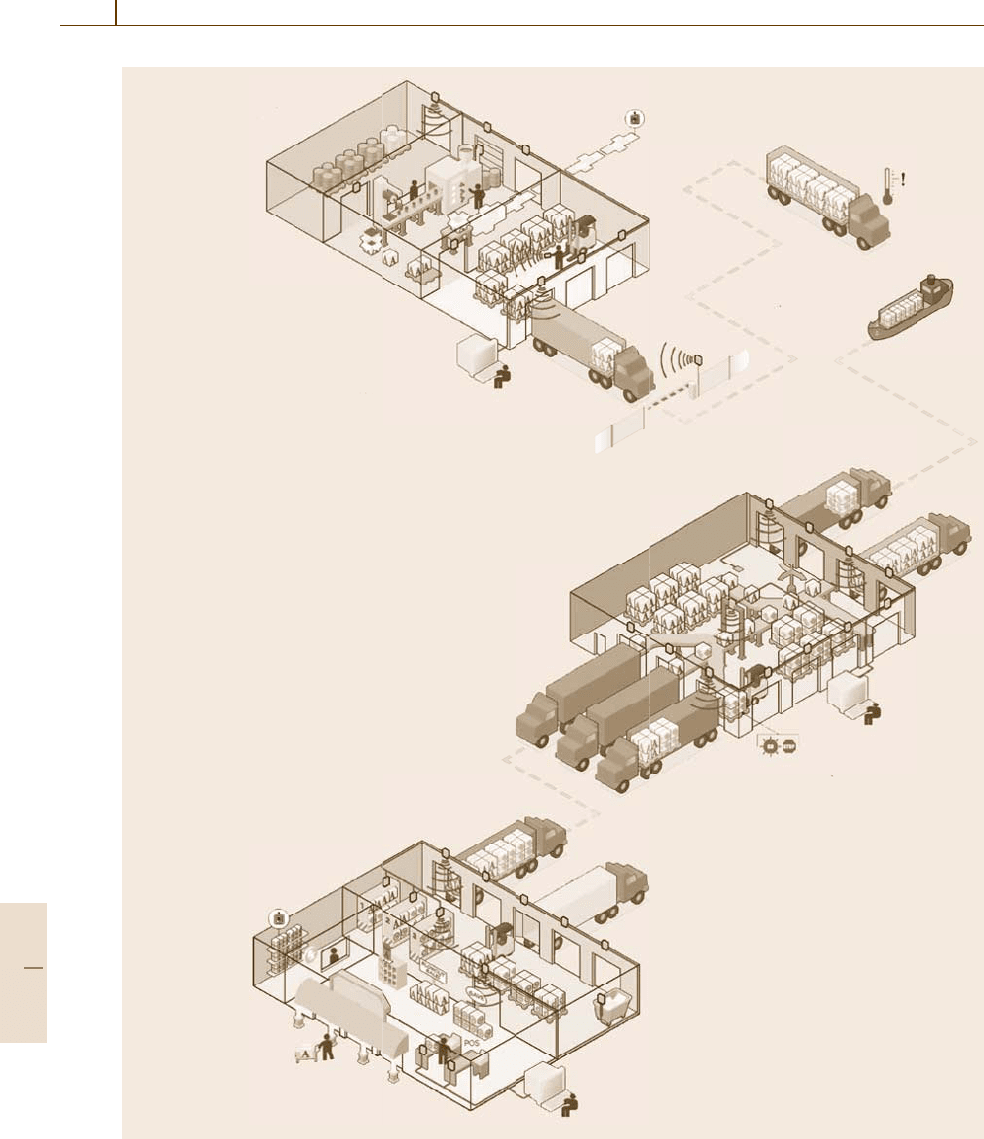
1
Raw materials and components for
production can be tagged to automate
receiving, tracking of inventory, lot
control, etc. The result is more
streamlined operations
RFID possible-state vision
3
Manufacturer
produces products and
packages them in cartons on
pallets. Each carton and/or
pallet can have RFID tag.
The unique EPC number can be
assigned when the tag is first
created (factory programmed)
or can be “written” later (field
programmable).
9
Order information is
integrated throughout a cross-
dock operation–receiving,
sorting, staging, and shipping
are streamlined.
4
Readers allow more accurate
picking and shipping, record all
products that leave the factory,
and report status to the
inventory system of record.
Inventory
system of
record
Warehouse
management
system (WMS)
Consolidated
point-of-sale data
5
Load authentication is
streamlined by allowing truck
weight to be compared to
attributes of the contents
reported by the tags. Errors
are detected earlier.
2
Tags can be integrated into
the cartons that will contain
the products.
6
Sensors in the shipment can
record temperature, humidity,
and other conditions during
transit and report them at the
end of the journey.
7
Authentication of import
products links digital certi-
fication to specific EPC
numbers, speeding customs
inspections and decreasing
opportunities for Counterfeit
products to enter the supply
chain.
10
Warehouse management
system tracks and updates all
inventory movement in real
time with each read event.
11
Validation to ensure that
products, quantities, and
destinations are correct is
facilitated by readers that can
trigger a warning before the
products are loaded on trucks.
13
RFID readers detect all
product moves within store
and can automatically prevent
stock-out conditions.
12
Tracking products
throughput the supply chain
reduces loss and theft of
inventory. In the event of a
tampering incident, lot control
information is available to trace
the problem to its source.
16
Product recall
management is simplified
because tags allow monitoring
of cases and pallets as they
move backwards through
the supply chain.
14
RFID readers on recycling
bins can monitor tags
attached to cartons and deduce
that individual products have
been put on the retail shelves.
15
Automatic inventory
replenishment orders can
be accelerated and more
accurate by supplementing the
POS system information with
RFID data.
8
Arriving products are
automatically detected through-
out the distribution center.
Manual steps are eliminated so
costs are reduced and accuracy
is improved.
Fig. 54.9a,b RFID in the supply chain (courtesy of BearingPoint’s RFID solution)
Part F 54.5

Production, Supply, Logistics and Distribution 54.5 Emerging Trends and Challenges 957
Table 54.2 RFID functions, frequencies, and standards
[54.16]
Applications Frequencies Standards
Animal, < 135 kHz ISO 18000–2
identification
ISO 11784
dogs, cats, cattle
ISO 11785
ISO 14223
Smart cards, 13.553–13.567 MHz ISO 18000–3
passport, books
ISO 7618
at library
ISO 14443
ISO 15693
13.56MHz
ISM band class 1
Supply chain 868–928 MHz EPC global
class 1 Gen-2
for retail
ISO 18000–6
RFID is becoming increasingly prevalent as the
price of the technology decreases. Some RFID appli-
cations are summarized in Table 54.3. In supply chain
applications, current uses of RFID technology are fo-
cused on location identification of products. These are
as varied as identifying trailers and ocean freight trail-
ers in a trailer yard, stopping of shoplifting of small
but higher-priced fast-moving consumer goods such as
razor blades, as well as an alternative to a WMS.In
broader uses Wal-Mart is discovering RFID technology
Table 54.3 RFID applications and examples
Application Examples
Documents (e.g., passports) Year 2000: Malaysia, Year 2005: New Zealand, The Netherlands,
Norway, Year 2006: Ireland, Japan, Pakistan, Germany, Portugal,
Poland, Year 2007: UK, Australia, and USA
Transportation payments Electronic Road Pricing (Canada)
T-Money (Korea)
Octopus Card (Hong Kong)
Super Urban Intelligent Card (Japan)
Chicago Card and the Chicago Card Plus, PayPass, CharlieCard (USA)
Product tracking Cattle tracking
Jewelry tracking
Library book or bookstore tracking
Truck and trailer tracking
Supply chain network Wal-Mart inventory system
Boeing 787 Dreamliner maintenance and inventory system
Promotion tracking
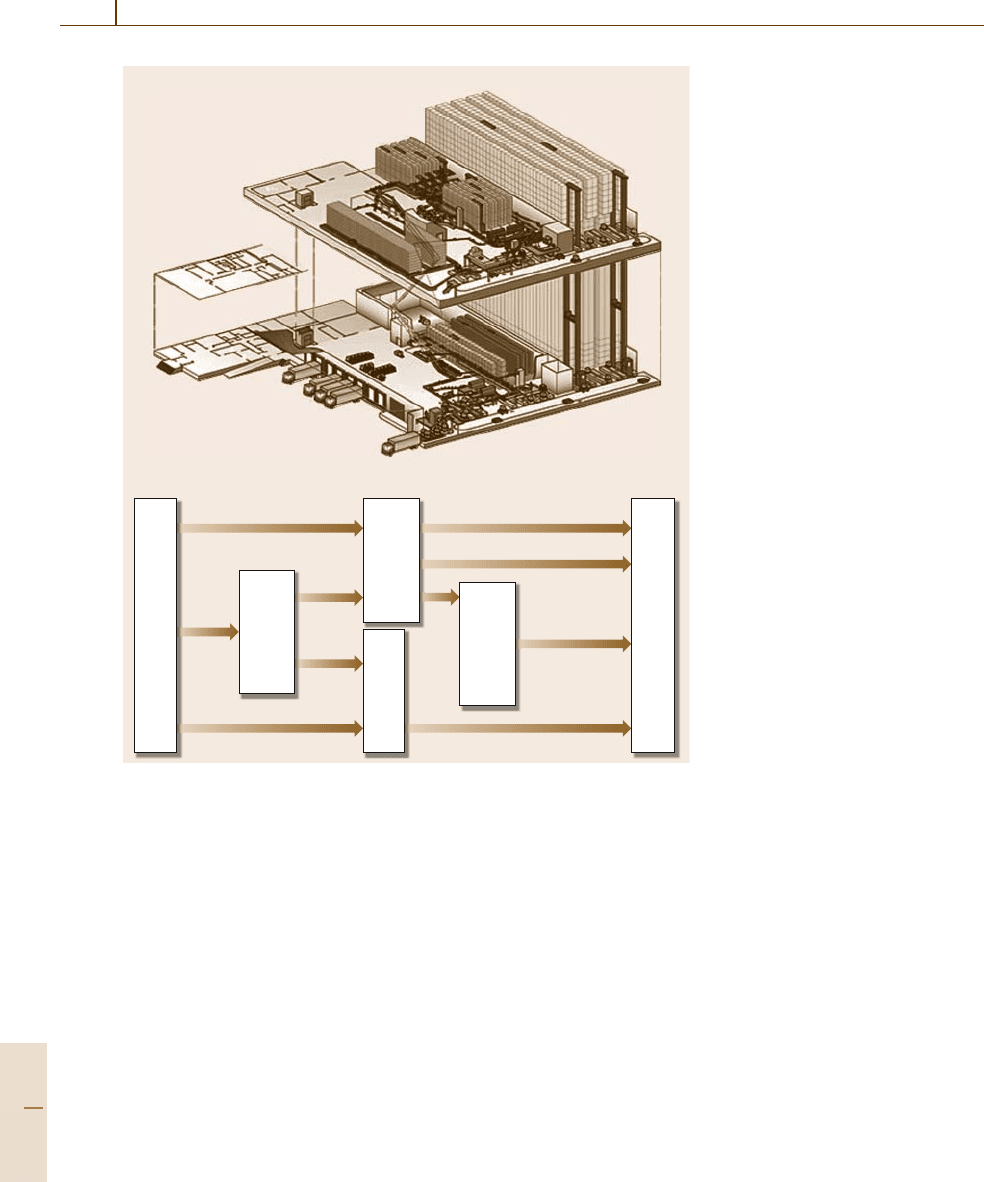
How the technology works
ONS server matches the EPC
number from a tag-read event
(the only data stored on an RFID
tag) to the address of a specific
server on the EPC Information
Services Network.
EPC network
contains detailed
information about
individual products.
Companies establish
rules to govern data,
access, and security
among trading
partners.
Middleware filters
raw data and applies
relevant business
rules to control what
goes into the core
system.
Reader beams
radio signal that
“wakes up” the tag
so it can reply with
its EPC number.
Less
than
2"
Radio waves allow tags to be
detected at specific points in the
supply chain even when products
are concealed in shipping contain-
ers. Any tag that's within range of
the reader will be detected.
Tag includes a
microchip with an
antenna atteched.
Typically attached to
a self-adhesive label.
Tag
Tag stores a unique
electronic product
code (EPC) to identify
the product. Can be
integrated with the
package or with the
product itself. The
EPC functions like a
key, unlocking a
wealth of detail about
the product.
Enterprise
Transactional
System
Internet
Internet
EPC networkMiddleware
Reader
ONS server
Fig. 54.9 (b)
can help it increase sales by making sure inventory at
the store’s loading dock is actually placed on the shelf.
The barriers to implementing RFID technology are
cost, effectiveness, and fears of a loss of personal pri-
vacy. The cost of a RFID tag has declined 90% in the
past few years, but is still expensive and their use is
usually limited to pallets and not on individual cases,
products or boxes. It is believed that the uses of RFID
Part F 54.5

958 Part F Industrial Automation
tags on individual packages is many years away. The
other cost barrier is the investment in antennas. For
a company such as Wal-Mart to utilize RFID tech-
nology, they need to install antennas in all of their
distribution centers as well as all of their stores. Also
RFID technology has problems sending signals through
certain dense materials such as liquids, which limits
their use. Finally, some people feel that, if RFID tech-
nology improves in terms of the distance a signal can be
sent, then people will be able to determine which prod-
ucts are in people’s homes, and thoughts of Big Brother
come to mind. Currently the technology is not capa-
ble of fulfilling these privacy concerns, but the concern
will continue to slow the acceptance of the technology.
See also Chap.49 on Digital Manufacturing and RFID-
Base Automation.
54.6 Further Reading
•
A. Dolgui, J. Soldek, O. Zaikin: Supply Chain
Optimization: Product/Process Design, Facility Lo-
cation andFlow Control (Springer, NewYork 2005)
•
A.G. Kok, S.C. Graves: Supply Chain Management;
Design, Coordination, and Operation, 1st edn. (El-
sevier, Amsterdam Boston 2003)
•
A. Rushton, P. Croucher, P. Baker: The Handbook
of Logistics and Distribution Management (Kogan
Page 2006)
•
B. Kim: Supply Chain Management (Wiley (Asia),
Hoboken 2005)
•
C.E. Heinrich: RFID and Beyond: Growing Your
Business through Real World Awareness (Wiley, In-
dianapolis 2005)
•
D.E. Mulcahy: Warehouse Distribution and Opera-
tions Handbook (McGraw Hill, New York 1993)
•
D.F. Ross: Distribution: Planning and Control
(Springer, London 1995)
•
D.J. Bowersox, D.J. Closs, M.B. Cooper: Supply
Chain Logistics Management, 2nd edn. (McGraw-
Hill/Irwin, Boston 2007)
•
E.W. Schuster, S.J. Allen, D.L. Brock: Global
RFID: The Value of the EPC Global Network
for Supply Chain Management (Springer, London
2007)
•
G. Simson: RFID: Applications, Security, and
Privacy (Addison-Wesley, Upper Saddle River
2006)
•
H. Chen, P.B. Luth: Scheduling and coordination
in manufacturing enterprise automation, Proc. 2000
IEEE international Conference on Robotics and Au-
tomation (2000), pp.389–394
•
Harvard Business School Press: Harvard Business
Review on Supply Chain Management (Harvard
Business Review, Boston 2006)
•
I.Bose,R.Pal:Auto-ID: Managing anything, any-
where, anytime in the supply chain, Commun. ACM
48(8), 100–106 (2005)
•
J. Berger, J.L. Gattorna: Supply chain cybermas-
tery: building high performancesupply chains of the
future (Gower Publishing Company 2001)
•
J.J. Coyle, E.J. Bardi, C.J. Langley: The Manage-
ment of Business Logistics: A Supply Chain Per-
spective (South-Western/Thomson Learning, Ma-
son 2003)
•
J.-S. Song: Supply Chain Structures: Coordination,
Information and Optimization (Springer, London
2001)
•
N. Nicosia, N.Y. Moore: Implementing Purchasing
and Supply Chain Management: Practices in Mar-
ket Research (RAND, Santa Monica 2006)
•
N. Viswanadham: Supply chain engineering and
automation, Proc. 2000 IEEE international Confer-
ence on Robotics and Automation (2000) pp. 408–
413
•
N. Viswanadham: The past, present and future of
supply-chain automation, IEEE Robot. Automat.
Mag. 9(22), 48–56 (2002)
•
T.E. Vollmann, W.L. Berry, D. Clay: Manufacturing
Planning and Control System for Supply Manage-
ment, 5th edn. (McGraw-Hill, New York 2005)
•
S. Chopra, P. Meindl: Supply Chain Management:
Strategy, Planning, and Operation, 2nd edn. (Pren-
tice Hall, Upper Saddle River 2004)
Part F 54.6

Production, Supply, Logistics and Distribution References 959
References
54.1 C.Y. Huang, J.A. Ceroni, S.Y. Nof: Agility of net-
worked enterprises – parallelism, error recovery
and conflict resolution, Comput Ind. 42,275–287
(2000)
54.2 F. Keenan: Logistics Gets a Little Respect, Bus.
Week, 112–115 (2007)
54.3 Gartner, Inc.: Hype Cycle for Manufacturing 2005,
Gartner’s Hype Cycle Special Report (2005)
54.4 S.-L. Jämsä-Jounela: Future trends in process
automation, Annu. Rev. Control 31(2), 211–220
(2007)
54.5 H. Jack: Integration and Automation of Manufac-
turing Systems (2001)
54.6 R.A. LeMaster: Lectures on Automated Production
Systems (Department of Engineering, University of
Tennessee at Martin)
54.7 F. Gómez-Estern: Cintas Transportadoras en Au-
tomatización de la Producción, in Spanish
54.8 M. Piszczalski: Plant control evolution - technology
update information, Automot. Des. Prod. (2002),
http://www.thefreelibrary.com/Plant+control+
evolution.+(Technology+Update+Information).
-a084237484
54.9 R.S. Russell, B.W. Taylor III: Operations Manage-
ment, 4th edn. (Prentice Hall, Upper Saddle River
2003)
54.10 K.C. Laudon, J.P. Laudon: Management Informa-
tion Systems, 9th edn. (Prentice Hall, Upper Saddle
River 2006)
54.11 E. Turban, D. Leidner, E. Mclean, J. Wetherbe: In-
formation Technology for Management, 6th edn.
(Wiley, New York 2008)
54.12 J.F. Shapiro: Business Process Expansion to Exploit
Optimization Models For Supply Chain Planning
(2002)
54.13 P. Anussornnitisarn, S.Y. Nof: e-Work: the chal-
lenge of the next generation ERP systems, Prod.
Plan. Control 14(8), 753–765 (2003)
54.14 S.Y. Nof: Collaborative control theory for e-Work,
e-Production, and e-Service, Annu. Rev. Control
31, 281–292 (2007)
54.15 S.Y. Nof, F.G. Filip, A. Molina, L. Monostori,
C.E. Pereira: Advances in e-Manufacturing, e-
Logistics, and e-Service systems. Milestone report,
Proc. IFAC Congress’08 (Seoul 2008)
54.16 EPCglobal: http://www.epcglobalinc.org
Part F 54
“This page left intentionally blank.”

961
Material Hand
55. Material Handling Automation in Production
and Warehouse Systems
Jaewoo Chung, Jose M.A. Tanchoco
This chapter presents material handling automa-
tion for production and warehouse management
systems that process: receipt of parts from ven-
dors, handling of parts in production lines, and
storing and shipping in warehouses or distri-
bution centers. With recent advancements in
information interface technology, innovative sys-
tem design technology, and intelligent system
control technology, more sophisticated systems
are being adopted to enhance the productivity
of material handling systems. Information inter-
face technology utilizing wireless devices such as
radiofrequency identification (RFID) tags and mo-
bile personal computers significantly simplifies
information tracking, and provides more accurate
data, which enables the development of more re-
liable systems for material handling automation.
Highly flexible and efficient automated mater-
ial handling systems have been newly designed
for various applications in many industries. Re-
cently these systems have been connected into
large-scale integrated automated material
55.1 Material Handling Integration ............... 962
55.1.1 Basic Concept and Configuration .. 962
55.2 System Architecture .............................. 964
55.2.1 Material Management System ...... 965
55.3 Advanced Technologies ......................... 969
55.3.1 Information Interface Technology
(IIT) with Wireless Technology ...... 969
55.3.2 Design Methodologies for MHA..... 971
55.3.3 Control Methodologies for MHA .... 972
55.3.4 AI and OR Techniques for MHA ..... 975
55.4 Conclusions and Emerging Trends .......... 977
References .................................................. 977
handling systems (IAMHS) that create synergy with
material handling automation by proving speedy
and robust infrastructures. As a benefit of high-
level material handling automation, the modern
supply chain management (SCM) successfully syn-
chronizes sales, procurement, and production in
enterprises.
In today’s competitive environment, suppliers must be
equipped with more cost-effective and faster supply
chain systems to remain in the market. Companies are
investing in material handling automation (MHA) not
only to reduce labor cost, delivery time, and product
damage, but also to increase throughput, transparency,
and integratability in production and warehouse man-
agement systems. The material handling industry has
grown consistently over many years. The Material Han-
dling Industry of America (MHIA) estimates that, in
2006, new orders of material handling equipment ma-
chines (MHEM) grew 10% compared with 2005 and set
a new record high at US$ 26.3billion in the USA [55.1].
In the past, labor cost was the most important el-
ement for estimating the return on investment (ROI)
of a stand-alone automated material handling system
(AMHS), and the system was a relatively small part
of the production or warehouse facility. Nowadays,
the impact of the system throughout the supply chain
is becoming larger and more complicated; for ex-
ample, a radiofrequency identification (RFID) system
enhances customer satisfaction by providing conve-
nience in data tracking as well as reducing order picking
times and shipping errors in warehouse. AMHSs are
not alternatives selected after prudent economic ana-
lysis, but are rather major components in a production
and warehouse facility. Also, the sizes of systems
and the complexities of their operations are increas-
ing. Multiple AMHSs consisting of RFID systems,
automated guided vehicles (AGVs) systems, and au-
Part F 55
962 Part F Industrial Automation
Free-size AS/RS
Floor
storage area
Piece picking
system
Pallet AS/RS
Receiving and inspection
Load handling area
Vertical stacker pallet retrieval line
Small cargo delivery line
Filling in /packing/
transportation
line
a) Warehouse system for pharmaceutical industry
b) Material flows in warehouse system above
Fig. 55.1a,b IAMHS for pharmaceu-
tical industry (courtesy of Murata
Machinery).
(a) Warehouse system
for pharmaceutical industry,
(b) ma-
terial flows in warehouse system
above
tomated storage and retrieval systems (AS/RSs) are
typically installed in a production and warehouse fa-
cility as a connected system. As its complexity has
increased, optimization of the design and operation of
these systems has become of interest to both AMHS
vendor companies and their customers. Many exam-
ples of these integrated systems can be observed in the
semiconductor [55.2], automotive [55.3], and freight in-
dustries [55.4,5].
This chapter introduces practical applications of
MHA for production and warehouse systems. It starts
by introducing a concept of the IAMHS that uses sev-
eral types of the AMHS in a single integrated system
(Figs. 55.1 and 55.2). The focus is particularly on what
an IAMHS consists of and how it collaborates with
other systems in SCM. Based on this introduction, com-
ponents of the IAMHS and their recent technology
advancement in the MHA will be reviewed.
55.1 Material Handling Integration
55.1.1 Basic Concept and Configuration
An IAMHS integrates different types of automated
material handling equipment in a single control en-
vironment. A simple type of IAMHS was used for
seaport or airport cargo terminals, which are served
by stacker cranes and AGV systems [55.5]. The main
issue of the simple IAMHS is how to reduce wait-
Part F 55.1
Material Handling Automation in Production and Warehouse Systems 55.1 Material Handling Integration 963
Fig. 55.2 New IAMHS design for next-generation semi-
conductor fab (courtesy of Middlesex)
ing time during job transition between two different
AMHSs to increase throughput; for instance, an AGV
has to wait after arriving at the load position if the
crane is not ready to unload a container to the AGV.
If their jobs are poorly synchronized, the waiting time
will be longer, and as a consequence throughput will
drop.
Recently IAMHSs with more complicated com-
ponent systems have been implemented for many
companies in different industries. Figure 55.1 shows
an example IAMHS used in a warehouse system in
the pharmaceutical industry [55.6]. In this configura-
tion, there are five different types of the AMHS. First,
a pallet AS/RS is installed and the temperatures of
each shelf in the AS/RS can be controlled according
to the characteristics of the products stored to main-
tain product quality. Second, a free-size AS/RS is used
for storage of individual orders and items that are fre-
quently replenished. It can store items regardless of
their size, shape, or weight since it uses a hoisting car-
riage that can handle a wide range of products. Third,
an automated overhead traveling vehicle is installed to
replenish items with minimum labor cost and waiting
time. It uses overhead space to increase space effi-
ciency. Another AMHS used is a digital pickingsystem,
providing convenience for picking tasks by displaying
directions on a digital panel installed on the shelves.
Finally, the IAMHS is operated by handheld termi-
nals providing many applications in the warehouse.
It is equipped with an RFID or barcode reader that
allows flexible adaptation to changes in distribution
quantity.
The semiconductor industry is equipped with one
of the most complex IAMHSs for wafer fabrication
(fab) lines (Fig. 55.3). A fab line may consist of more
than 300 steps and 500 process tools. Material trans-
portation between tools in a wafer fab line is fully
automated by the overhead hoist transporter (OHT)
system, which is a type of rail-guided vehicle (RGV)
system, an AS/RS called the stocker, a lifting system
that transfers wafer carriers between different floors,
and a mini-environment that is used for a standard
interface of machineswith the AMHS.Forthenextgen-
eration of IAMHS in a fab line, Middlesex has proposed
a new concept using conveyor systems (Fig.55.2)in-
stead of OHT systems and stockers, which guarantees
larger-capacity transfers and quick response times for
deliveries. Middlesex has focusedon high-endconveyor
systems for many years. More reviews of the IAMHS in
the semiconductor industry are provided by Montoya-
Torres [55.2].
These IAMHSs are generally highly flexible in
design for customized usage, and some of them are
even unique and revolutionary. Kempfer [55.7]in-
troduced an order picking system utilizing a voice
recognition system and RFID system in a large-
scale automated distribution center. The article reports
that the average order picking performance was im-
proved from 150 cases per man-hour to 220 cases
per man-hour by reducing operators’ information han-
dling time. A few companies also achieved similar
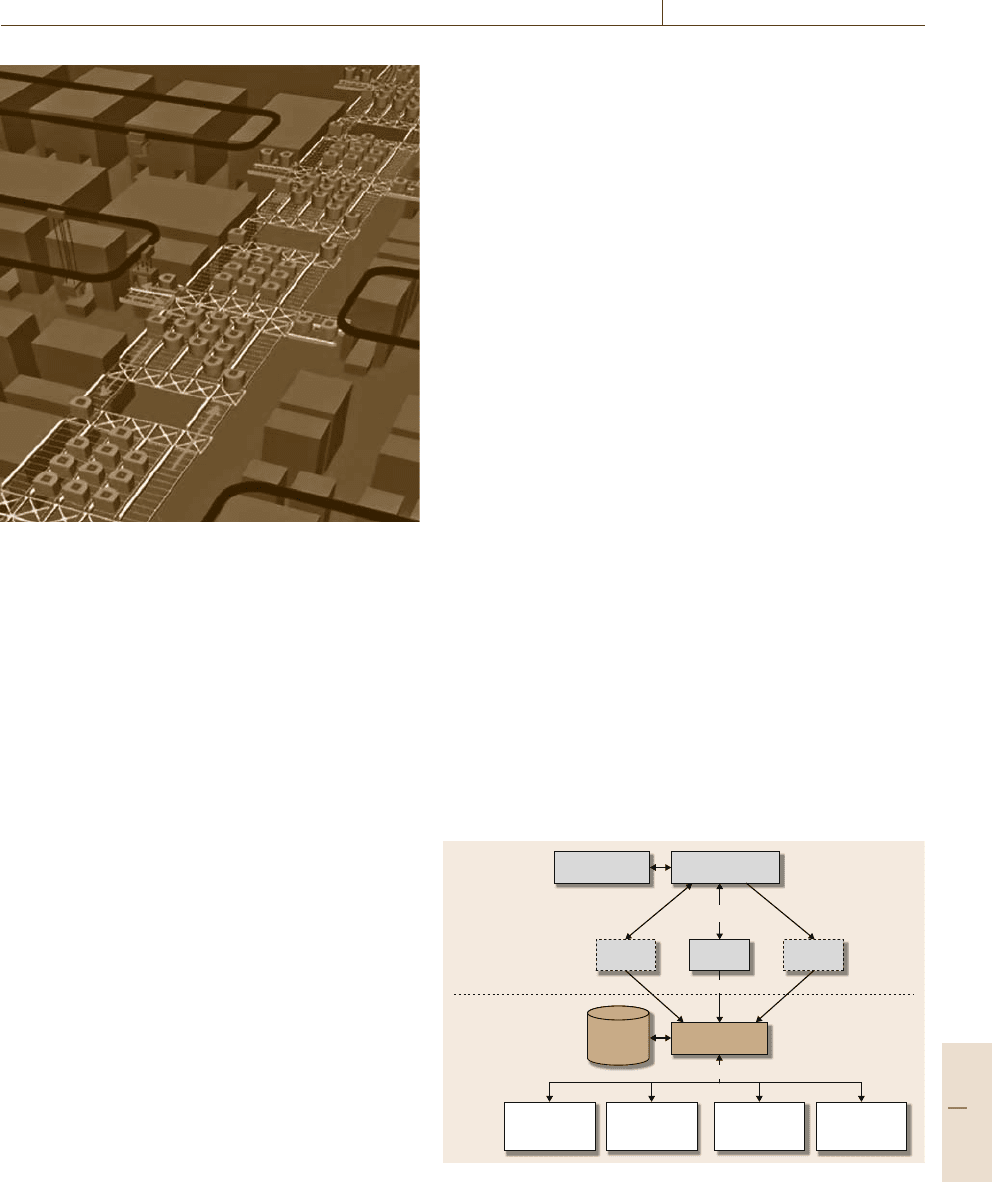
Master planning
Transfer command A
Transfer command B
ERP systemEDI server
MES
MMS
IAMHS
Data
server
AS/RS
controller
AGV
controller
Other systems
in SCM
Conveyor
controller
RFID
system
SDSWMS
Fig. 55.3 IAMHS in hierarchical system architecture
Part F 55.1

964 Part F Industrial Automation
improvements by adopting an integrated RFID and
voice recognition system [55.8,9]. Chang et al. [55.9]
proposed an integrated multilevel conveying device
for an automated order picking system that transfers
articles between two different levels of a multi-
storey building to improve the operational and spa-
tial efficiency of the warehouse system. The system
employs a specially designed device comprised of
a stacker crane, a vehicle-based transporter, and con-
veyor system.
55.2 System Architecture
In the design of a large-scale IAMHS, a well-structured
system reduces the redundancies of functions in differ-
ent modules, unnecessary transactions between mod-
ules, and system errors caused by large and complex
individual functions of these modules. An algorithm
ignoring the system architecture sometimes tends to
create many problems during implementation, mainly
because of the lack of necessary information and dif-
ficulty in interacting with existing systems [55.10].
Examples of this limitation can be found in the liter-
ature. An AGV scheduling algorithm under an FMS
environment determines a sequence of the AGV route
within a certain time horizon, considering the informa-
tion from both the work centers and AGV systems on
a shop floor. However, under this system architecture, it
is very difficult for an AGV controller to take into con-
sideration complex constraints of work centers such as
machine status, processing times, and setup times be-
cause of the long calculation time. Therefore, generally,
job sequencing and scheduling are performed indepen-
dently by the scheduling and dispatching system, which
is then connected to the AGV controller using a se-
quence of protocols. An AGV controller only takes
care of requested transfer commands, which specify
source and destination locations, priorities, and com-
mand trigger times. There is already too much load
on the AGV controller in its original tasks, which in-
clude path planning for a vehicle, job dispatch for
a newly idle vehicle, vehicle dispatch for a new job
requested, error recovery, etc. [55.11]. Therefore, the
developed AGV scheduling algorithm should be mod-
ified based on the structure of the system architecture.
One way to carry out this modification is to break up
the algorithm for different modules in the system struc-
ture. During this break-up process, it is unavoidable
to change the algorithm depending on the availabil-
ity of information to the module, which sometimes
causes significant performance degradation compared
with the original algorithm. As the number of subsys-
tems being used in production and warehouse systems
continues to increase, a well-structured system will be
beneficial for facilitating collaborations between dif-
ferent departments as well as these systems. However,
it is an open challenge to construct a well-designed
system structure that accommodates all the different
types of AMHS regardless of the size of the sys-
tem and the type of business on which the IAMHS is
centered.
Various types of system architecture can be used to
design an IAMHS with other application systems, de-
pending on the manufacturing type of the shop floor,
the size of the total system, the number of transactions
per second, etc. Figure 55.3 illustrates a design exam-
ple of the system architecture for the IAMHS presented
in Fig.55.1. The focus of this figure is on software mod-
ularity. Each AMHS has its own controller (the four
controllers at the bottom of Fig. 55.3), which is respon-
sible for its own tasks and communication with the
material management system (MMS), which is a high-
level integrating system that will be explained later in
more detail; for example, an AGV controller addresses
job allocation, path planning, and collision avoidance,
receives a transfer command from the MMS (trans-
fer command B in Fig.55.3), and reports necessary
activities such as vehicle allocation and job comple-
tiontotheMMS so that data are kept for tracking in
the future. Each controller also has to process error-
recovery routines for robustness of the system control.
The MMS manages multiple controllers of different
AMHSs, and has a database server to store all trans-
actions of the subsystems in the IAMHS. It receives
transfer commands or short-term scheduling results of
processing machines from the scheduling module in
a higher-level system in the SCM (transfer command A
in Fig.55.3). In this structure,long-term optimization of
processing machines is responsible for the higher-level
system, and the MMS focuses on efficiencies during
the transportation of unit loads within production and
warehouse facilities. Details of the MMS are explained
in the next section. As shown in Fig.55.3, the higher-
level systems of the
MMS can be a manufacturing
execution system (MES), warehouse management sys-
Part F 55.2