Научный вестник ДГМА 2009 № 01
Подождите немного. Документ загружается.

НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
65
Таблица 1
Составляющие регламентированных перерывов
Причины
возникновения
перерывов
Вид
регламентированного
перерыва
Среднее время
восстановления
Вид закона плотности
распределения времени,
коэффициент вариации, W
Технические
настройка на проход
настройка на переход
переустановка детали
установка детали
снятие детали
уборка станка
уборка стружки из ямы
планово-
предупредительные
ремонты станка
0,97 мин
1,58 мин
26 мин
51 мин
38 мин
15 мин
14 мин
238 час
лог-нормальный (W = 0,52)
лог-нормальный (W = 0,55)
лог-нормальный (W = 0,71)
нормальный (W = 0,53)
Организаци-
онные
сдача смены
обед
15 мин
30 мин
Таблица 2
Составляющие нерегламентированных перерывов
Среднее время
Закон плотности
распределения
времени и коэффи-
циент вариации, W
Вид
перерыва
Причины
возникнове-
ния
перерыва
Вид
нерегламентированного
перерыва
восста-
новле-
ния
между
пере-
рывами
восста-
новле-
ния
между
переры-
вами
Внут-
ренние
технические смена резца
заточка резца
вырубка твердого
сплава
изменение режимов
резания
измерение детали
уборка стружки из
зоны резания
поломка станка
2,9 мин
7 мин
5 мин
0,2 мин
0,9 мин
1,2 мин
41 час
53 мин
55 мин
33 мин
21 мин
16 мин
61 день
н; 0,367
л; 0,755
н; 0,468
э; 0,865
н; 0,661
л; 0,781
л; 0,415
в; 0,551
л; 0,795
л; 0,759
э; 0,825
л; 0,698
Внут-
ренние
организаци-
онные
доставка резцов из
кладовой
поиск необходимой
документации
15 мин
30 мин
технические поломка крана
ожидание детали
100 мин
45 мин
Внеш-
ние
организаци-
онные
ожидание ремонтника 35 мин
Примечание: л – лог-нормальный закон плотности распределения времени; н – нор-
мальный закон; в – Вейбулла; э – экспоненциальный закон.

НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
6
6
Рассмотрим входящий поток требований. Определение входящего потока требований
предполагает указание количества источников требований, закона поступления требований,
который показывает характер изменения промежутков времени между поступающими тре-
бованиями. Источниками требований в исследуемой СМО являются резец, деталь, станок.
В результате воздействия различных случайных и неслучайных факторов в СМО будет про-
исходить смена состояний. При рассмотрении процессов с дискретными состояниями и не-
прерывным временем, удобно представлять, что все переходы системы из состояния в со-
стояние происходят под действием потоков событий. Поступление требования в СМО счита-
ется событием. Перечень наиболее часто встречающихся событий приведен в табл. 1–2.
Как известно, потоком событий является последовательность однородных событий,
следующих одно за другим в случайные моменты времени. Приведенные в таблице заявки
формируют одноименные потоки требований. Например, поток смены резца, поток измере-
ния детали, из которых формируется входящий поток событий. Рассмотрим его свойства.
Ординарность потока требований предполагает невозможность появления двух и бо-
лее требований в один и тот же момент времени, то есть вероятность двух событий на эле-
ментарном интервале времени пренебрежимо мала по сравнению с вероятностью появления
одного события, что справедливо для рассматриваемой СМО. Большую роль в производст-
венных приложениях теории массового обслуживания играет поток с последействием. Он
имеет место в случаях, когда сравнительно небольшое число источников требований (в пре-
делах нескольких десятков) обслуживается одним или несколькими каналами обслуживания
(в исследуемой СМО это рабочий или рабочий с подручным). При этом для каждого источ-
ника время наработки на требование распределено по экспоненциальному закону [6].
Для рассматриваемых потоков характерно, что в любой момент времени число требо-
ваний, находящихся в системе, не может превосходить число источников (если требования
от каждого источника поступают по одному). Именно по этой причине такие потоки назы-
вают ограниченными. Важно отметить, что в подобной системе интенсивность требований
изменяется в зависимости от состояния системы. Рассмотрим некоторые сценарии. Напри-
мер, при односуппортной обработке без подручного смена резца приводит к остановке всей
системы, то есть останавливаются источники требований деталь и станок. Потоки требова-
ний в это время не создаются. Такая же ситуация создается при настройке на новый переход,
изменении режимов резания, заточке резца, измерении детали, то есть в случае переналадки
и обслуживания при остановленном станке. Есть ситуации, при которых источники требова-
ний не останавливаются: активное наблюдение
за процессом резания, уборка стружки из зо-
ны резания на ходу, наладка инструмента вне станка, то есть в случае резания с обслужива-
нием. Существуют ситуации, когда в процессе резания на некотором промежутке времени не
поступило ни одного требования, рабочий находится в состоянии пассивного внимания.
()
(
)
(
)
(
)
,
/,,
lim
11
0
1
τ
τ
λ
τ
Sttfp
f
+
=
→
(1)
где р
1
– вероятность поступления хотя бы одного вызова с характеристикой f
1
за про-
межуток времени (t, t + τ) при условии, что в момент t имеет место состояние S.
Отличительной особенностью исследуемого потока является его неразрывная связь
с системой обслуживания, характеризующейся стратегией обслуживания, особенностями
процесса формообразования детали, то есть для него характерно наличие последействия. По-
ток с последействием определим как поток неоднородных вызовов с конечным числом ха-
рактеристик f
1
… f
k
, для которого в любой момент времени t существует конечный условный
параметр этого потока (1), зависящий от состояния системы обслуживания S в момент t
р1
и характеристики вызова f
1
при данном S. Задание же системы обслуживания, функций рас-
пределения времени появления требований (рис. 1–2) совместно с приведенным выше опре-
делением потока с последействием определяет его полностью.
НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
6
7
0,0
0,1
0,2
0,3
5 101520253035404550556065
1
2
f(t)
t
в,
мин
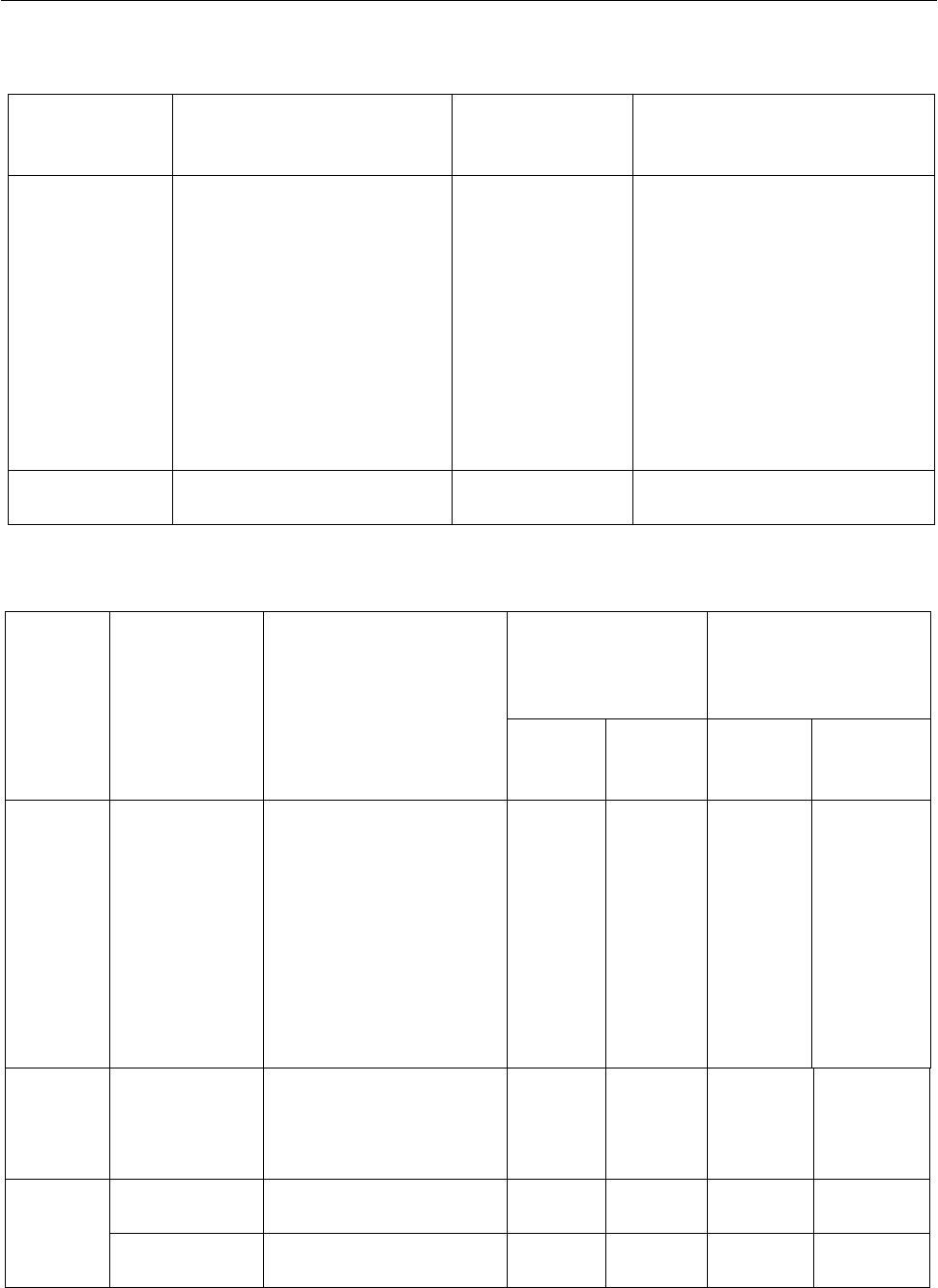
Рис. 1. Распределение плотности времени переустановки (1) и установки (2) детали на
станках с Д
с
= 1600мм (лог-нормальное распределение, коэффициенты вариации W
1
= 0,707;
W
2
= 0,53)
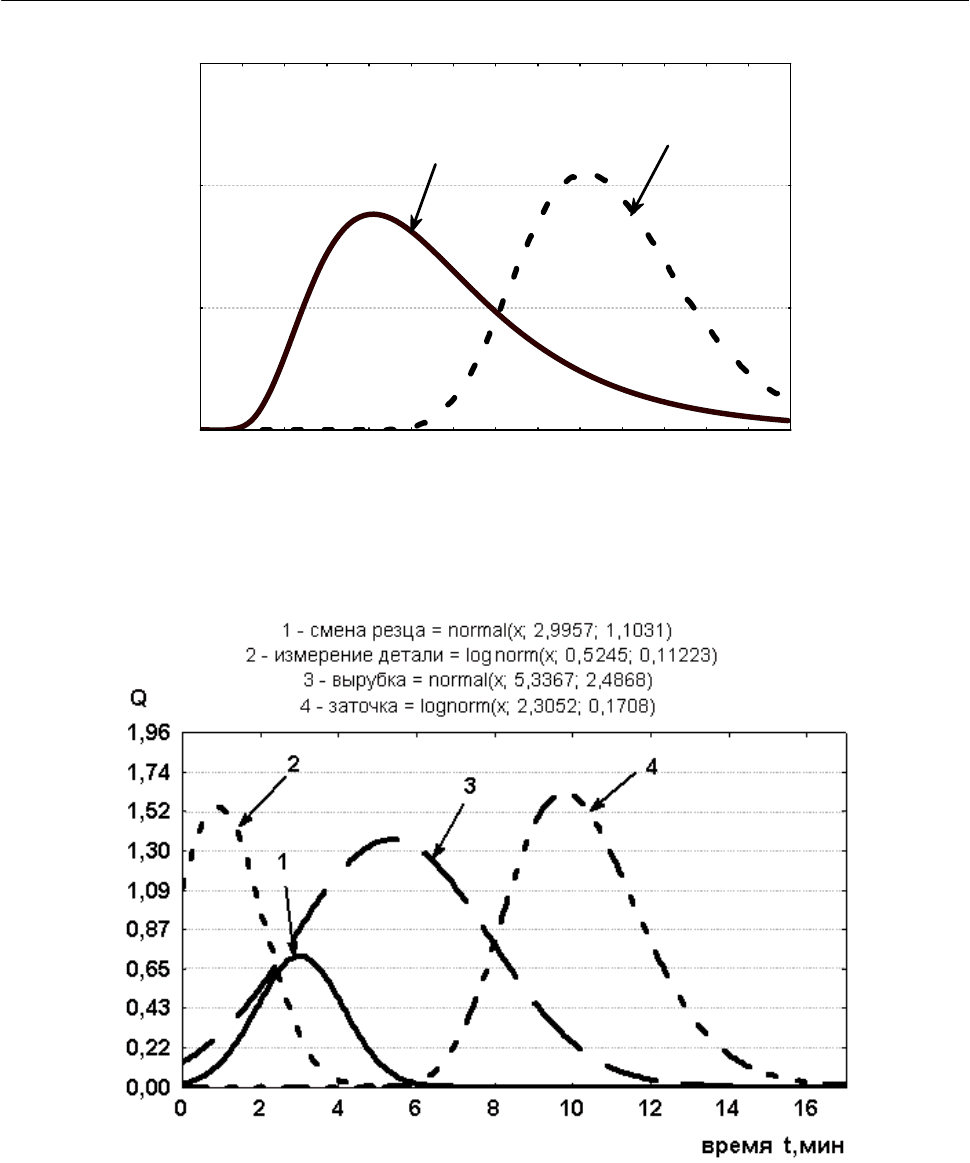
Рис. 2. Плотность распределения времени обслуживания ТС для Д
с
= 1600 мм:
1 – смена резца: N = 43, Mean = 2,991, StdDv = 1,103, Max = 5,1, Min = 1,1; D = 0,139,
p < n.s.;
2 – измерение детали: N = 50, Mean = 0,925, StdDv = 0,612, Max = 5,7, Min = 0,017;
D = 0,227, p < 0,05;
3 – вырубка: N = 98, Mean = 5,3379, StdDv = 2,487, Max = 11, Min = 1; D = 0,105, p < n.s.;
4 – заточка: N = 79, Mean = 10,165, StdDv = 1,621, Max = 13, Min = 6; D = 0,999,
p < 0,0100

НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
68
Так как вероятности состояний S системы зависят от времени t, то и вероятности по-
ступления вызовов в промежутке (t
0
, t
0
+ τ) зависят от t
0
, т. е. поток с последействием также
является нестационарным потоком. Для любого обслуживаемого в момент t требования с ха-
рактеристикой f
1
вероятность окончания обслуживания в промежутке (t, t + τ) равна μ (f
1
/s).
Таким образом, в исследуемой СМО поток входящих требований обладает свойства-
ми ординарности, нестационарности, последействия, то есть не является простейшим. Время
обслуживания с достаточной степенью точности описывается нормальным или лог-
нормальным распределением.
Итак, поток поступления требований и поток их обслуживания не простейшие, следо-
вательно, исследуемый процесс не марковский. В этом случае не удается построить простую
математическую модель, позволяющую в явном (аналитическом) виде найти интересующие
нас величины в зависимости от входных переменных.
Для расчета производительности и эффективности таких систем предлагается исполь-
зовать имитационное моделирование в специализированной среде, Поведение системы опи-
сывается с помощью состояний и моментов переходов между ними. Воздействие на систему
случайных факторов оценивается с помощью метода Монте-Карло. В качестве специализи-
рованной среды в данной работе выбрана среда GPSS.
ВЫВОДЫ
1. Установлено, что при обработке валков на тяжелых токарных станках функциони-
рование ТС может быть описано с помощью класса непрерывно-вероятностных математиче-
ских моделей, при построении которых используется теория массового обслуживания, а ис-
следование моделей осуществляется с помощью имитационного моделирования в специали-
зированной среде.
2. Изучение надежности ТС с точки зрения ее восстановления показало, что время
восстановления можно использовать как параметр оценки производительности процесса вос-
становления.
3. Получены зависимости для времен выполнения приемов по восстановлению сис-
темы, что позволяет использовать их для задания переменных модели.
ЛИТЕРАТУРА
1. Мироненко Е. В. Исследование надежности блочных резцов для уникальных станков / Е. В. Миро-
ненко / под общ. ред. В. С. Гузенко и Г. Л. Хаета // Надежность режущего инструмента. Вопросы надежно-
сти, оптимального проектирования и эксплуатации инструмента. Теория и практические приложения : сб.
науч. тр. – Краматорск : ДГМА, 1994. – Вып. 5. – С. 196–210.
2. Казакова Т. В
. Использование моделей накопления повреждений для управления надежностью ре-
жущего инструмента / Т. В. Казакова, В. Н. Черномаз // Надежность режущего инструмента и оптимизация
технологических систем : сб. науч. тр. / под общ. ред. Г. Л. Хаета. – Краматорск : ДГМА, 1996. – Вып. 6. –
С. 178–180.
3. Завгородня Т. П. Экономико-математические модели в нормировании труда : (монографія) /
Т. П. Завгородня. –
Хмельницький. НВП «Евріка» ТОВ, 2001. – 212 с.
4. Томашевський В. М. Моделювання систем / В. М. Томашевський. – К. : Видавнича група BHV, 2005. – 352 с.
5. Губинский А. И. Надежность и качество функционированиия эргатических систем / А. И. Губин-
ский. – Л. : Наука, 1981. – 250 с.
6. Коткина М. Г. Выбор режима резания на тяжелых токарных станках / М. Г. Коткина, В. Н
. Чер-
номаз, Л. М. Зуева // Станки и инструмент. – 1983. – № 7. – C. 26–27.
7. Коткина М. Г. Определение производительности при обработке деталей на станках токарной
группы с учетом времени на обслуживание / М. Г. Коткина, В. Н. Черномаз, Л. М. Зуева // Надежность режу-
щего инструмента. – Донецк : ДПИ,1984. – Вып. 3. – C. 89–93.
8. Таха Хэмди А. Введение в исследование
операций / Хэмди А. Таха ; пер. с англ. – [7-е изд.]. – М. :
Вильямс, 2007. – 912 с.

НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
69
ЭЛЕКТРОДЫ С ФТОРИСТО-КАЛЬЦИЕВЫМ ПОКРЫТИЕМ
ДЛЯ СВАРКИ ЗАКАЛИВАЮЩИХСЯ СТАЛЕЙ
Кабацкий В. И., Кабацкий А. В., Трембач Б. А., Трембач И. А
Анализ литературных данных и предварительные испытания позволили определить
рекомендуемое количество компонентов электродного покрытия. Выполнялась также оценка
сварочно-технологических свойств разработанных электродов в сравнении с характеристи-
ками широко используемых электродов УОНИ 13/55. При этом определялись следующие ха-
рактеристики: отделимость шлаковой корки; производительность расплавления и коэффици-
ент наплавки; кроющая способность шлака. На их основании были созданы сварочные элек-
троды ЭФК-40 и ЭФК-46. Сравнительные испытания показали, что разработанные электроды
имеют достаточно высокие сварочно-технологические свойства, что определяет возможность
их использования на производстве.
Аналіз літературних даних і попередні випробування дозволили визначити рекомен-
довану кількість компонентів електродного покриття. Виконувалася також оцінка зварюва-
льно-технологічних властивостей розроблених електродів у порівнянні з характеристиками
широко використовуваних електродів УОНИ 13/55. При цьому визначалися наступні харак-
теристики: віддільні шлакової кірки; продуктивність розплавлення і коефіцієнт наплавлення;
криючу здатність шлаку. На їх основі були створені зварювальні електроди ЕФК-40 і ЕФК-46.
Порівняльні випробування показали, що розроблені електроди мають досить високі зварюва-
льно-технологічні властивості, що визначає можливість їх використання на виробництві.
The state in art analysis and preliminary tests have allowed to define recommended quantity
of electrode covering components. On their basis welding electrodes ЭФК-40 and ЭФК-46 have
been created. Performed an assessment of welding-technological properties of the developed elec-
trodes in comparison with the characteristics of commonly used electrodes UONI 13/55. It identi-
fies the following characteristics: the separability of the slag crust; productivity and the rate of fu-
sion welding; covering ability of the slag. Comparative tests have shown that the developed elec-
trodes have high enough welding-technological properties that defines possibility of their use on
manufacture.
Кабацкий В. И. канд. техн. наук, доц. кафедры МиТОМ ДГМА
mitom@dgma.donetsk.ua
Кабацкий А. В. канд. техн. наук, ст. преп. кафедры НГиКГ ДГМА
grafika@dgma.donetsk.ua
Трембач Б. А. студент ДГМА
Трембач И. А. студент ДГМА
ДГМА – Донбасская государственная машиностроительная академия
НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
70
УДК 621.791.85.011:546/56:669
Кабацкий В. И., Кабацкий А. В., Трембач Б. А., Трембач И. А
ЭЛЕКТРОДЫ С ФТОРИСТО-КАЛЬЦИЕВЫМ ПОКРЫТИЕМ
ДЛЯ СВАРКИ ЗАКАЛИВАЮЩИХСЯ СТАЛЕЙ
Как известно, одной из главных проблем, возникающих при сварке высокопрочных
сталей, является опасность образования холодных трещин в зоне термического влияния
сварных соединений («отколов»). Применение для сварки этих сталей большинства извест-
ных низколегированных электродных материалов проблематично без использования допол-
нительных технологических мер, в частности, подогрева, и последующей термической обра-
ботки сварных соединений
. Поэтому повышение стойкости против образования холодных
трещин сварных соединений закаливающихся сталей с низколегированными швами является
весьма актуальным, особенно в современных условиях недостатка энергоресурсов.
Как известно, [1] группа электродов для сварки легированных сталей менее много-
численна по сравнению с группой для сварки углеродистых и низколегированных сталей.
Это объясняется тем, что из всех
видов покрытий применяются только покрытия основного
типа и в редких случаях – рутило-основного типа. Так, установлено, что применение элек-
тродов основного вида обеспечивает получение наивысших вязко-пластических свойств по
сравнению с электродами других видов. Это, очевидно, достигается за счет наименьшего со-
держания в наплавленном металле водорода, сульфидных и оксисульфидных включений
(табл. 1 и 2). Сульфидные и оксисульфидные включения имеют в этом случае благоприят-
ную сфероидальную форму, неметаллические включения в виде цепочек и плен практически
не наблюдаются.
Исходя из этого в качестве прототипа при разработке электродных материалов для
сварки высокопрочных закаливающихся сталей основных фтористо-кальциевых электродов
типа УОНИИ.
Целью данных исследований является улучшение сварочно-технологических свойств
электродных материалов данного типа, применение которых могло бы обеспечить повыше-
ние стойкости против образования холодных трещин.
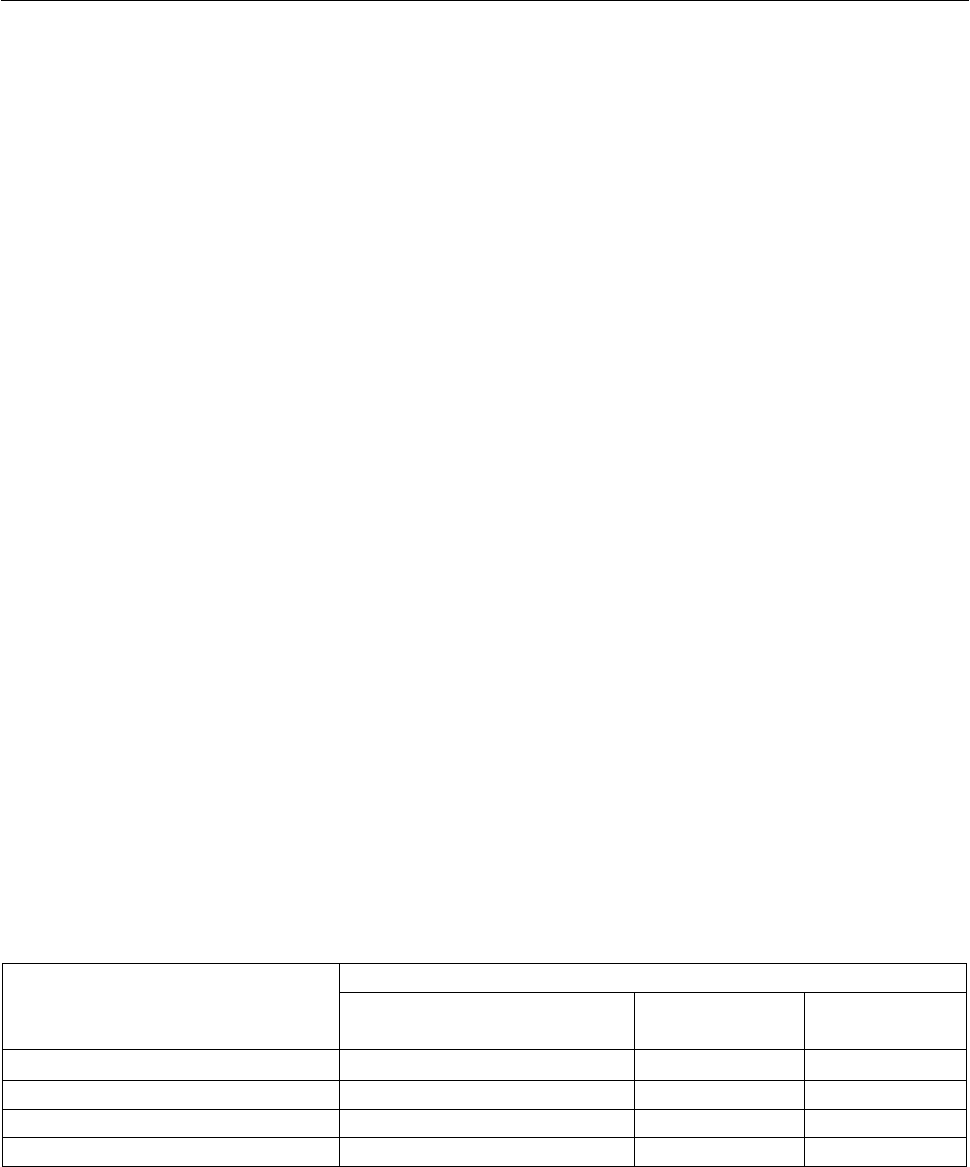
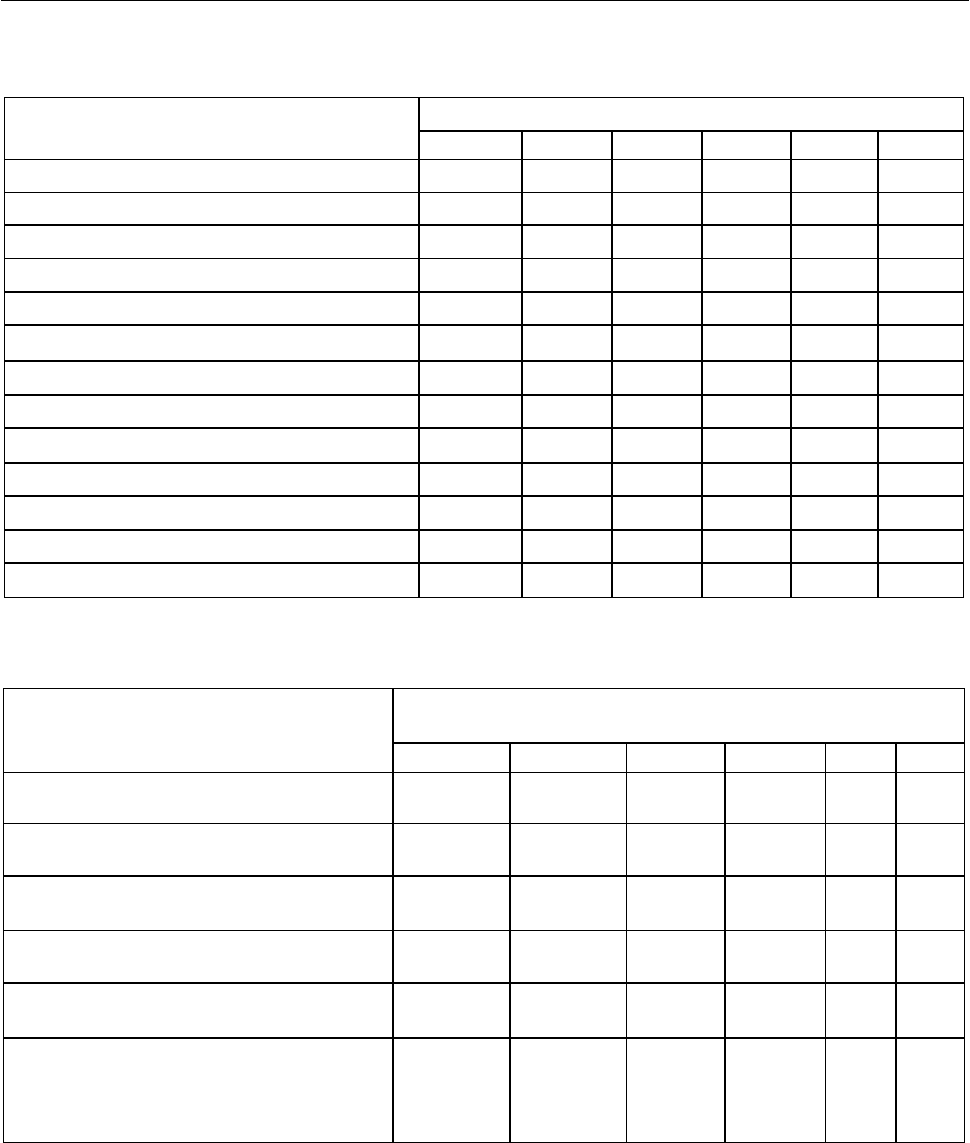
Таблица 1
Содержание примесей в металле шва при сварке электродами с покрытиями различных видов
Содержание примеси в наплавленном металле
Вид покрытия
Диффузионно-подвижного
водорода Н
д.
, см
3
/ 100 г.
Серы, % Кислорода, %
Кислый и окислительный 5 – 15 0,025 – 0,045 0,08 – 0,12
Рутиловый и ильменитовый 20 – 30 0,020 – 0,035 0,06 – 0,10
Целлюлозный 30 – 45 0,020 – 0,030 0,03 – 0,07
Основный 1 – 10 0,010 – 0,020 0,02 – 0,06
На основании литературных данных было выяснено что, наиболее распространенной
шлаковой системой, применяемой при сварке основными электродами, является система
CaO – CaF
2
– SiO
2
– TiO
2
с преобладанием СаСO
3
, вводимого в покрытие в виде мрамора.
Для электродов данной системы установлено [2] оптимальное соотношение двух основных
компонентов электродов СаСO
3
/CaF
2
= 1,3–1,5. По показателям отделимости шлаковой кор-
ки для электродов системы CaO – CaF
2
– SiO
2
лучшая отделимость шлаковой корки отмече-
на у шлаков, находящихся в области составов 40…60 % CaO; 4…20 % CaF
2
; 20…40 % SiO
2
[3]. Также были определены отношения вводимых компонентов еще по ряду показателей,
представленных в табл. 3.
НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
71
Таблица 2
Морфология неметаллических включений в металле шва при сварке электродами
с покрытиями различных видов
Морфология включений
Вид покрытия
сульфиды оксиды
Соотношение
[Mn] / [Si]
в оксидных
включениях
Кислый и
окислительный
Размером более 5 мкм,
сфероидальные и полигональные,
есть цепочки и плены
Полигональные
и пленочные
1 – 2
Рутиловый и
ильменитовый
Размером 3–5 мкм, цепочки
и плены встречаются редко
Полигональные 2 – 4
Целлюлозный
Размером 3–5 мкм, цепочки
и плены встречаются редко
Полигональные 3 – 5
Основный
Размером менее 3 мкм, цепочки
и плены не встречаются
Сфероидальные
и полигональные
4 – 8
Таблица 3
Показатели влияния состава покрытия на характеристики электродов основного вида
Показатель Условия оптимизации
Мелкокапельный перенос металла Содержание CaF
2
от 20 % до 25 %
Стабильность горения дуги
Соотношение CaCO
3
/ CaF
2
выбирается в отношении
1,3–2,0, содержание CaF
2
15–26 % [2]
Соединения с низким потенциалом ионизации
(например, оксиды щелочных металлов Na
2
O и К
2
O)
Отделимость шлаковой корки
Соотношение CaO/SiO
2
в шлаке приближалось
к 2׃1 [3]
Найденные выше соотношения компонентов покрытий использовались при разработ-
ке электродов ЭФК – 40 и ЭФК – 46, предназначенных для сварки и ремонта конструкций из
закаливающихся сталей. В задачи проводимых исследований входила также дальнейшая оп-
тимизация сварочно-технологических свойств разрабатываемых электродов путем варьиро-
вания состава покрытия.
Оценка влияния добавок различных компонентов в покрытие производилась из пока-
зателей стабильности горения дуги, надежности защиты металла шва шлаком, легкости от-
деления шлаковой корки. Результаты выполненных исследований приведены в табл. 5. Мож-
но видеть, что имеются определенные диапазоны оптимальных добавок компонентов в по-
крытие. Так, получения удовлетворительных сварочно-технологических свойств возможно
достичь путем дополнительных ограниченных совместных добавок кальцинированной соды
(около 2 %) и полевого шпата (до 3 %). Анализ данных, приведенных в диаграммах, показы-
вает, что добавки талька (до 1–2 %), а также слюды (до 2–3 %) обеспечивают стабильный пе-
ренос металла с незначительным разбрызгиванием (варианты № 3, 4). Введение рутила до
2 % в комплексе с другими компонентами также позволяет получить хорошие результаты
в отношении отделимости и разбрызгивания в сочетании с удовлетворительным формирова-
нием валика. Большие количества названных добавок существенно ухудшают отделимость
и повышают разбрызгивание (варианты № 1 и 2).
НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
72
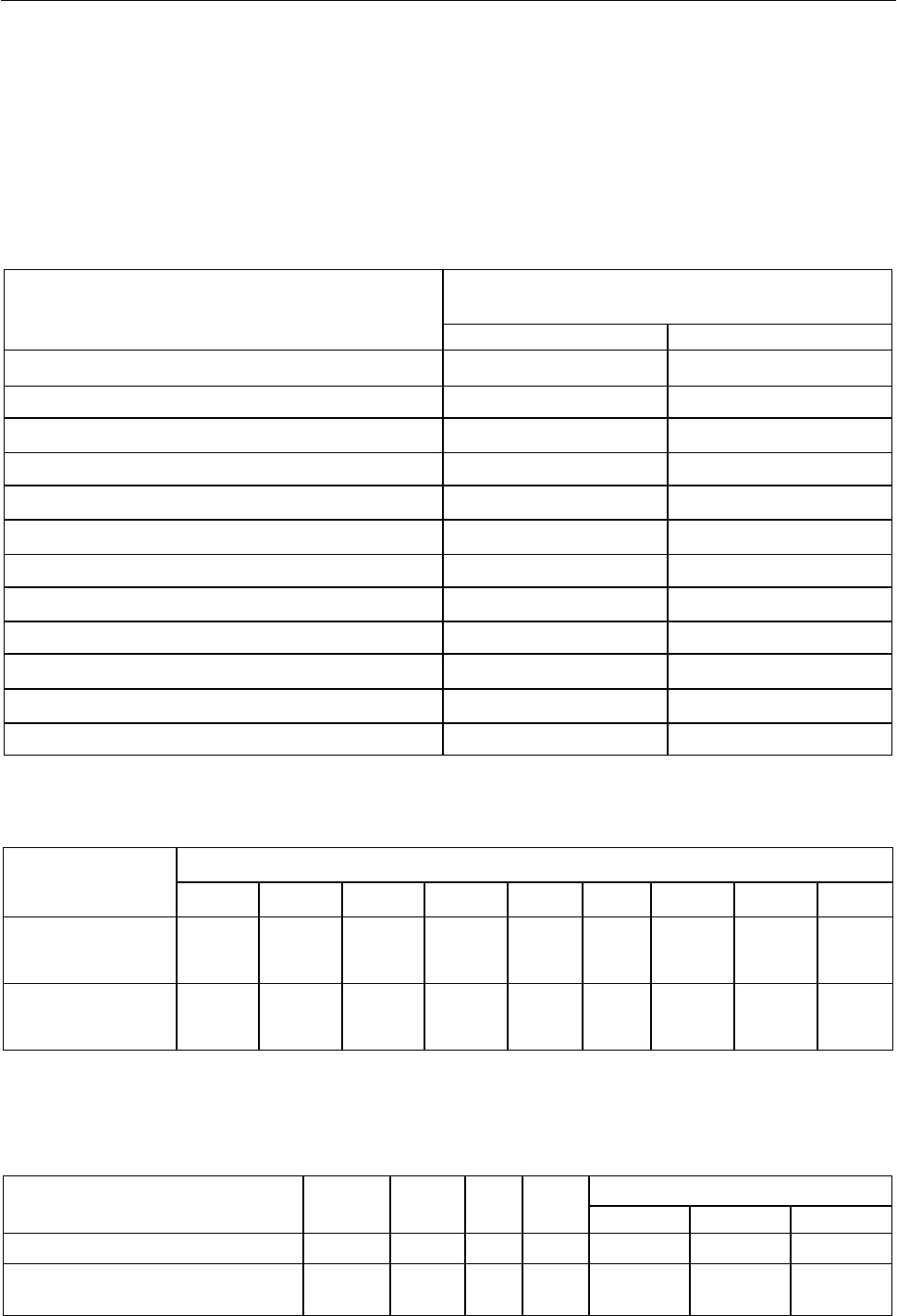
Таблица 4
Рецепты покрытий опытных электродов
Содержание компонентов, вес. %
Компонент
1 2 3 4 5 6
Мрамор 52 52 51 55 56
58
Плавиковый шпат 20 20 20 20 20
24
Ферромарганец 5 5 5 5 5
2,6
Ферросилиций 8 8 8 8 8
8
Ферромолибден 1,6 1,6 1,6 1,6 1,6
0,6
Феррохром азотированный (2 % N) 0,4 0,4 0,4 0,4 0,4
0,4
Феррованадий 0,5 0,5 0,5 0,5 0,5
0,5
Лигатура ФС30РЗМ30 0,2 0,2 0,2 0,2 0,2
0,2
Сода кальцинированная 2 2 2 2 2
2
Полевой шпат 2 3
3
Тальк 3 6 2 1 1
1
Слюда мусковит 5 4 4 2 2
Рутиловый концентрат 2 4 2
Таблица 5
Оценка сварочно-технологических свойств вариантов покрытий
Оценка для каждого из вариантов
Параметр
1 2 3 4 5 6
Устойчивость горения дуги Хор. Хор. Хор. Хор. Хор. Хор.
Разбрызгивание металла Неудовл. Неудовл. Хор. Хор. Хор. Хор.
Формирование валика Удовл. Хор. Удовл. Удовл. Хор. Хор.
Отделимость шлака Удовл. Неудовл. Удовл. Хор. Хор. Хор.
Отделимость шлака в разделку Удовл. Хор. Хор.
Склонность к порообразованию
Пор
нет
Пор
нет
Пор
нет
Пор
нет
Пор
нет
Пор
нет
Приведенные исследования позволили определить наиболее оптимальный рецепт
шихты разрабатываемых электродных материалов. Состав вариантов покрытий электродов
приведен в табл. 6. Химический состав и механические свойства металла сварных швов, вы-
полненных разработанными электродами, приведены в табл. 7 и 8.
Выполнялась также оценка сварочно-технологических свойств разработанных элек-
тродов в сравнении с характеристиками широко используемых электродов УОНИИ 13/55.
При этом определялись следующие характеристики:
1. Отделимость шлаковой корки.
2. Производительность расплавления и коэффициент наплавки.
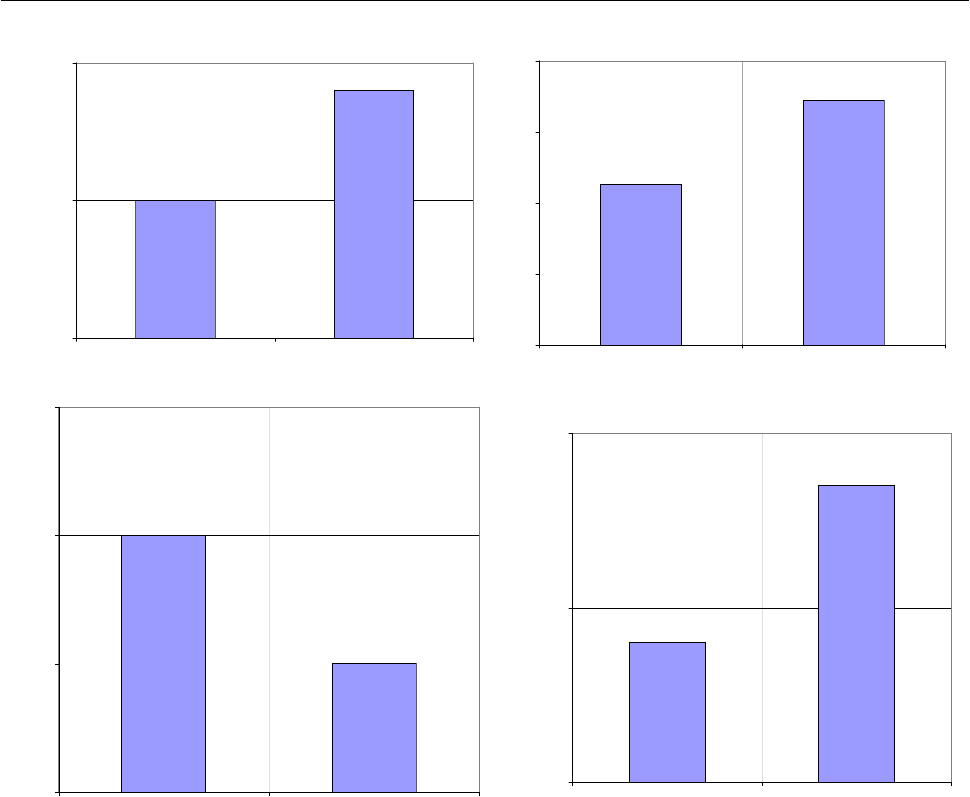
НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
73
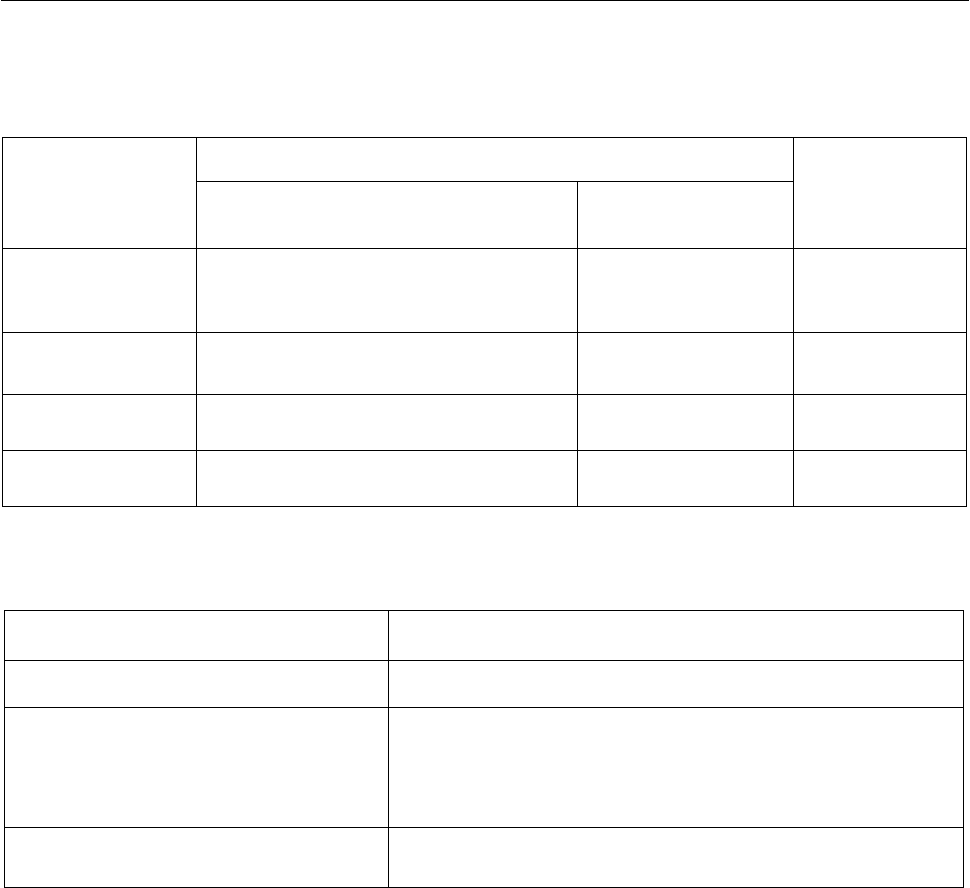
3. Кроющая способность шлака.
Испытания показали (рис. 2), что разработанные электроды имеют достаточно высо-
кие сварочно-технологические характеристики, близкие к соответствующим результатам ис-
пытаний стандартных электродов. Это позволяет во многих случаях заменять используемые
в настоящее время стандартные низколегированные электроды на разработанные, что, оче-
видно, является также экономически оправданным.
Таблица 6
Состав вариантов покрытий электродов
Содержание компонентов, вес. %
Компонент
ЭФК – 40 ЭФК – 46
Мрамор
58 52
Плавиковый шпат
24 24
Ферромарганец
2,6 1,9
Ферросилиций
8 8
Ферромолибден
0,6 0,5
Полевой шпат
3 3
Феррохром азотированный (2 % N)
0,4 0,4
Феррованадий
0,5 0,5
Лигатура ФС30РЗМ30
0,2 0,2
Никель (порошок металлический)
0 7
Сода кальцинированная
2 2
Тальк
1 1
Таблица 7
Химический состав металла сварных швов, выполненных разработанными электродами
Содержание элементов в металле шва, %
Металл
шва
C Mn Si Cr Ni Mo V N Ce
10ХМАФЧ
(ЭФК – 40)
0,07–
0,12
0,2–
0,6
0,10–
0,45
0,15–
0,35
−
0,15–
0,30
0,02–
0,10
0,025–
0,03
0,05–
0,10
10ХН3МАФЧ
(ЭФК – 46)
0,07–
0,12
0,2–
0,6
0,10–
0,45
0,15–
0,35
2,8–3,2
0,15–
0,30
0,02–
0,10
0,025–
0,03
0,05–
0,10
Примечание: азот и церий вводятся по расчету и анализом в металле не определяются.
Таблица 8
Механические свойства металла сварных швов
КCU, Дж/см
2
, при
Металл
шва
σ
0,5
,
МПа
σ
в
,
МПа
δ
5
,
%
ψ ,
%
+ 20 °С – 40 °С –60 °С
10ХМАФЧ (ЭФК–40) 470 620 20 55 102 65 –
10ХН3МАФЧ (ЭФК–46) 580 670
15,
5
66,5 104 53 50
НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
74
3,15
3,19
3,1
3,15
3,2
УОНИИ 13/55 ЭФК-40
Марка электрода
Коэффициент отделимости, мм
2
/Дж
1,127
1,721
0
0,5
1
1,5
2
УОНИИ13/55 ЭФК – 40
Марка электрода
g
p
, кг/ч
0,92
0,91
0,9
0,91
0,92
0,93
УОНИИ 13/55 ЭФК – 40
Марка электрода
K
9,9
10,35
9,5
10
10,5
УОНИИ13/55 ЭФК – 40
Марка электрода
α
н
., г/А*ч
Рис. 2. Сопоставление основных сварочно-технологических характеристик при сварке
испытываемыми электродами:
а – отделимость шлака; б – производительность расплавления; в – показатель кроющей
способности; г – коэффициент наплавки
ВЫВОДЫ
1. Анализ литературных данных и предварительные испытания позволили определить
рекомендуемое количество компонентов электродного покрытия. На их основании были соз-
даны сварочные электроды ЭФК-40 и ЭФК-46.
2. Сравнение сварочно-технологических свойств разработанных электродов с элек-
тродами типа УОНИИ показало лишь незначительную разницу, что позволяет во многих
случаях заменять широко используемые в настоящее время низколегированные электроды на
разработанные.
ЛИТЕРАТУРА
1. Потапов Н. Н. Сварочные материалы для дуговой сварки : справочное пособие. Т. 2 . Сварочные
проволоки и электроды / Общ. ред. Н. Н. Потапов. – М. : Машиностроение, 1993. – 765 с.
2. Любич А. И. Основные принципы выбора газошлакообразующей системы покрытия электродов ос-
новного вида / А. И. Любич, В. Д. Макаренко, В. Ю. Чернов // Сварочное производство. – 1989. – № 12. –
С. 20–22.
3. Походня И. К. Отделимость шлаковой корки электродов с основным покрытием / И. К. Походня,
В. И. Карманов, В. Н. Упырь // Автоматическая сварка. – 1980. – № 11. – С. 33–34.