Научный вестник ДГМА 2009 № 01
Подождите немного. Документ загружается.


НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
55
Из рис. 1 видно, что при использовании хромовой мишени на конструкционных леги-
рованных стальных подложках происходит рост фазы нитрида хрома и в данном случае зер-
но укрупняется. Однако укрупнение зерна в данном случае не приводит к снижению твердо-
сти, износостойкости и адгезии.
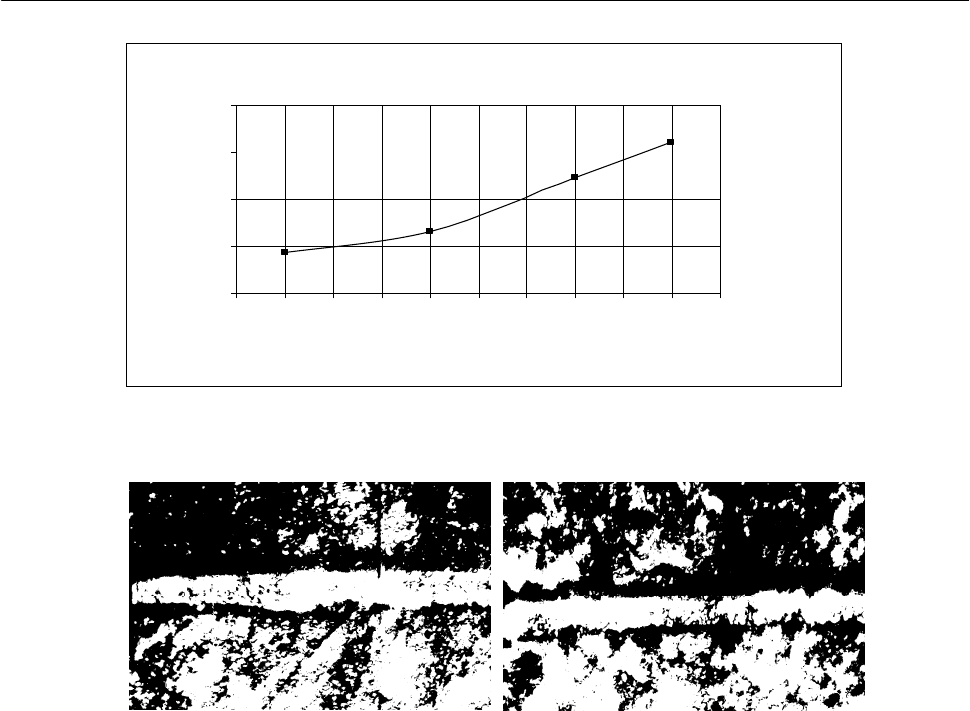
На рис. 2 приведена временная зависимость толщины модифицированного покрытия
на подложке из стали 40Х. На графике виден смешанный закон роста слоя – сначала покры-
тие растет по линейному закону, а после 40 мин имплантации наблюдается параболический
закон роста. В данном случае при использовании хромовой мишени и имплантации ионов
хрома в подложку стали, легированной хромом, происходит интенсивный рост фазы нитрида
хрома, что подтверждается рентгенографическим анализом. В результате этого при данных
условиях образуется слой толщиной 0,9 мкм (рис. 3).
Зависимость толщины от времени
0,2
0,4
0,6
0,8
1
0 102030405060708090100
t, мин
δ, мкм
Рис. 2. График зависимости толщины модифицированного покрытия на подложке
стали 40Х от времени имплантации хрома
Рис. 3. Оптический снимок поперечного среза модифицированного покрытия на
подложке стали 40Х при:
а – 10 мин имплантации; б – 90 мин имплантации, × 1950
НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
5
6
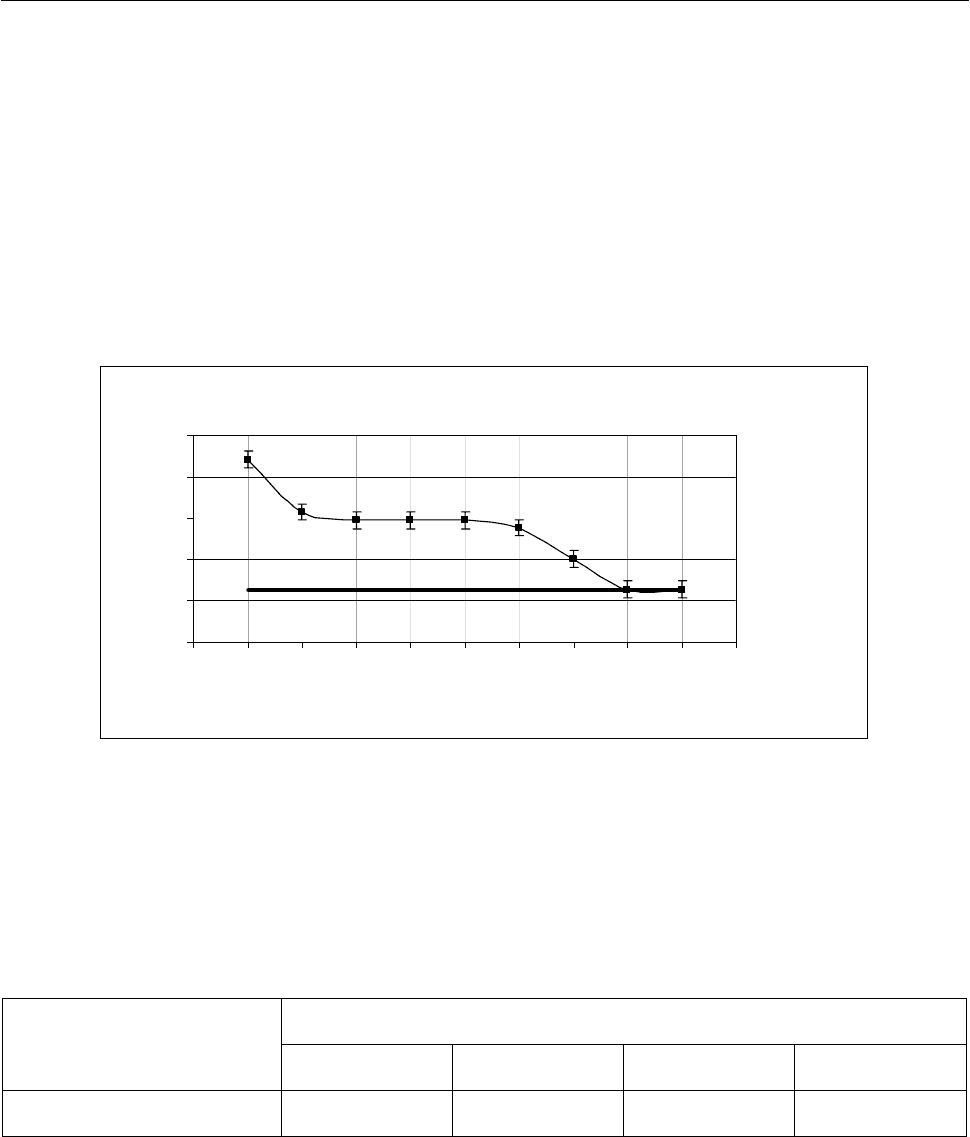
Временная зависимость твердости модифицированного покрытия стали 40Х имеет
максимальное значение при 10 мин имплантации (рис. 4). При увеличении времени имплан-
тации (20–60 мин) твердость покрытия одинакова и равна на всех участках времени ~ 4 ГПа.
При дальнейшей модификации поверхности (70–90 мин) твердость системы снижается. Связа-
но это с тем, что с увеличением времени облучения поверхности (более 70 мин) в поверхност-
ном слое возникают значительные внутренние напряжения из-за непрерывного поступления
атомов азота и хрома вглубь подложки. В результате этого явления решетка искажается, воз-
никают внутренние дефекты, что, в свою очередь, приводит к снижению твердости. Значения
микротвердости на 10–60 мин имплантации имеют в 2,4 раза большие значения, чем твер-
дость необработанной подложки. Максимальная твердость равна 5,41 ГПа.
Зависимость твердости от времени
Твердость
композиции
Твердость
подложки
1
2
3
4
5
6
0 102030405060708090100
t, мин
H, ГПа
Рис. 4. График зависимости твердости модифицированного покрытия стали 40Х от
времени имплантации нитридом хрома
Для оценки адгезии пленок были взяты образцы при t = 10, 40, 70 и 90 мин импланта-
ции, данные приведены в табл. 1.
Таблица 1
Оценка величины адгезии модифицированных нитридных покрытий, ГПа, нагрузка 15 г
Время напыления, мин
Подложка
Н, ГПа
10 40 70 90
Сталь 40Х 1,935 2,156 2,728 3,104
Зависимость величины адгезии от времени имплантации при использовании мишени
Cr (рис. 5) имеет линейный характер. Однако, величина адгезии в 2 раз выше при использо-
вании подложки из стали 40Х, чем из конструкционной стали ВСт3сп [5]. Это связано с тем,
что в подложке, легированной хромом, при использовании хромовой мишени интенсивно
формируется фаза нитрида хрома в модифицированном слое. Ионы хрома, выбитые из ми-
шени, достигая подложки, в поверхностном слое встречают не только атомы железа, а также
атомы хрома и вступают с ними во взаимодействие. В результате этого фазы нитрида железа
и хрома формируются примерно в одинаковый промежуток времени и с увеличением време-
ни имплантации диффундируют вглубь стальной подложки.
НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
5
7
Зависимость величины адгезии от времени
1,5
2
2,5
3
3,5
0 102030405060708090100
t, мин
Н, ГПа
Рис. 5. График зависимости величины адгезии модифицированного покрытия стали
40Х от времени имплантации нитридом хрома
а б
Рис. 6. Результаты царапания поверхности покрытий нитрида хрома на стали 40Х при
нагрузке на индентор 15 г:
а – время имплантации 40 мин; б – время имплантации 90 мин, × 800
Результаты царапания поверхности покрытия (рис. 6) указывают на увеличение вели-
чины адгезии – визуально видно, что происходит сужение канавки.
ВЫВОДЫ
Таким образом, при имплантации нитридов хрома в поверхность конструкционных
легированных сталей, получается модифицированный слой толщиной до 1 мкм, обладающий
высокой твердостью и адгезией. Возможность легкой смены рабочего газа и мишеней обес-
печивает получение многослойных структур (карбидов, нитридов и т. д.), что позволяет их
использовать в качестве защитных покрытий на мелкоразмерном волочильном инструменте.
ЛИТЕРАТУРА
1. Pierson H. O. Handbook of Refractory Carbides and Nitrides : Properties, Characteristics, Processing and
Application / Westwood-New Jersey: Noyes Publ, 1996.
2. P. Le Clair and G. P. Berera Moodera // Thin Solid Films. – 2000. – Vol. 376. – № 1/2. – P. 9–15.
3. Кляхина Н. А. Зависимость адгезионных свойств нитридных пленок от способа их получения // Уп-
рочняющие технологи и покрытия. – Москва : Машиностроение. – 2009. – № 6 (54). – С. 19–22.
4. Ионная имплантация в полупроводники и другие материалы [Текст] : сборник статей / Пер. с англ.
под ред. д-ра физ.-мат. наук проф. В. С
. Вавилова. – Москва : Мир, 1980. – 332 с.
5. Дзюба В. Л. Исследование влияния режимов имплантации ионов на физико-механические свойства
стали / В. Л. Дзюба, Н. А. Кляхина, Л. А. Васецкая // Вісник Східноукраїнського національного університету
ім. Володимира Даля. – Луганськ : СНУ ім. В. Даля. – 2009. – № 5 (135). – С. 249–253.

НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
58
ВИНТОВАЯ ПЛАНЕТАРНАЯ ТРЁХВАЛКОВАЯ КОНСОЛЬНАЯ КЛЕТЬ
ДЛЯ ПРОКАТКИ КРУГЛЫХ СПЛОШНЫХ ИЛИ ПОЛЫХ ЗАГОТОВОК
С БОЛЬШОЙ СТЕПЕНЬЮ ДЕФОРМАЦИИ
Жукова Н. В., Литвинов В. И., Литвинова Т. С., Шепель В. М.
Выполнен технический проект клети трёхвалковой винтовой планетарной на основе
анализа геометрии, кинематики и динамики технологии винтовой прокатки. Данная конст-
рукция клети отличается от предыдущих тем, что она разработана на основе предваритель-
ного выбора оптимальных характерных параметров винтовой прокатки. Очаг деформации
клети соответствует максимальным валкам. Выбранные три критерия винтовой прокатки
обеспечивают максимальный КПД оборудования, отсутствие вращения деформируемого ме-
талла вокруг оси прокатки, а также его скручивания.
Виконано технічний проект кліті трьохвалкової гвинтовий планетарної на основі ана-
лізу геометрії, кінематики і динаміки технології гвинтової прокатки. Дана конструкція кліті
відрізняється від попередніх тим, що вона розроблена на основі попереднього вибору опти-
мальних характерних параметрів гвинтової прокатки. Вогнище деформації кліті відповідає
максимальним валянням. Обрані три критерії гвинтової прокатки забезпечують максималь-
ний ККД устаткування, відсутність обертання деформованного металу навколо осі прокатки,
а також його скручування.
The technical project of three- shaft screw planetary mill is executed on the basis of the
analysis of geometry, kinematics and dynamics of technology screw rolling. The given design mill
differs from the previous themes, that it is developed on the basis of a preliminary choice of opti-
mum characteristic parameters screw rolling. The center of deformation of mill meets maximal
валкам shafts. The chosen three criteria of screw rolling provide maximal efficiency of the equip-
ment, absence of rotation of deformable metal around of an axis rolling and also his twisting.
Жукова Н. В. канд. техн. наук, доц. ДонНТУ
skobtsov@kita.dgtu.donetsk.ua
Литвинов В. И. канд. техн. наук, вед. науч. сотрудник ЧФ «КОМР»
Литвинова Т. С. канд. техн. наук, и. о. директора ЧФ «КОМР»
Шепель В. М. вед. конструктор ЗАО «ДЕМЗ»
Жучков С. М. д-р техн. наук, проф. ИЧМ НАН Украины
office.isi@nas.gov.ua
ДонНТУ – Донецкий национальный технический университет
ИЧМ НАН Украины – Институт черной металлургии НАН Украины
ЗАО «ДЕМЗ» – ЗАО «Донецкий электрометаллургический завод»
НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
59
УДК 621.77.29
Жукова Н. В., Литвинов В. И., Литвинова Т. С., Шепель В. М.
ВИНТОВАЯ ПЛАНЕТАРНАЯ ТРЁХВАЛКОВАЯ КОНСОЛЬНАЯ КЛЕТЬ
ДЛЯ ПРОКАТКИ КРУГЛЫХ СПЛОШНЫХ ИЛИ ПОЛЫХ ЗАГОТОВОК
С БОЛЬШОЙ СТЕПЕНЬЮ ДЕФОРМАЦИИ
Клеть винтовая планетарная – агрегат с высокой степенью деформации металла для
производства круглого проката и бесшовных труб. Винтовой планетарный стан является не-
прерывно работающим агрегатом со степенью деформации, превышающей 90 %, в котором
уменьшение поперечного сечения материала осуществляется только тремя валками за один
проход. В непрерывном режиме работы в одном единственном пропуске с помощью только
трёх валков достигается такой же коэффициент вытяжки, как, например, на десяти клетевом
стане непрерывной прокатки с коэффициентом вытяжки до
25 единиц. В планетарной клети
обжимаемый металл не вращается. Поэтому планетарная винтовая клеть может работать не-
прерывно в потоке с чистовыми клетями продольной прокатки, где металл принимает форму
и качество конечного продукта. Она может использоваться в качестве черновой линии на
мелкосортном или проволочном прокатном стане, или для раскатки непрерывно литых тол-
стостенных гильз в трубы. Поэтому она используется в совместной технологии непрерывно-
го литья круглых заготовок, их обжима и прокатки до товарного профиля (рис. 1).
Целью работы является представление технического проекта клети трёхвалковой вин-
товой планетарной на основе анализа геометрии, кинематики и динамики технологии винто-
вой прокатки
Рис. 1. Схема непрерывной группы клетей в составе планетарной винтовой клети
и клетей продольной прокатки
С переходом на технологию с большим обжатием за один проход уходит много проблем
по необходимости согласования непрерывно работающих черновых клетей продольной про-
катки. Винтовая прокатка экономит энергию на деформацию металла до 10 раз по отношению
НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
60
к продольной прокатке, осуществляется глубокая проработка структуры материала, залечи-
вание его внутренних дефектов, повышается безаварийность работы оборудования, сокра-
щаются производственные площади, экономятся людские ресурсы при параллельном повы-
шении качества продукции. Кроме этого, прокат во время процесса деформации не перекру-
чивается, что крайне необходимо для прокатки тонкостенных труб.
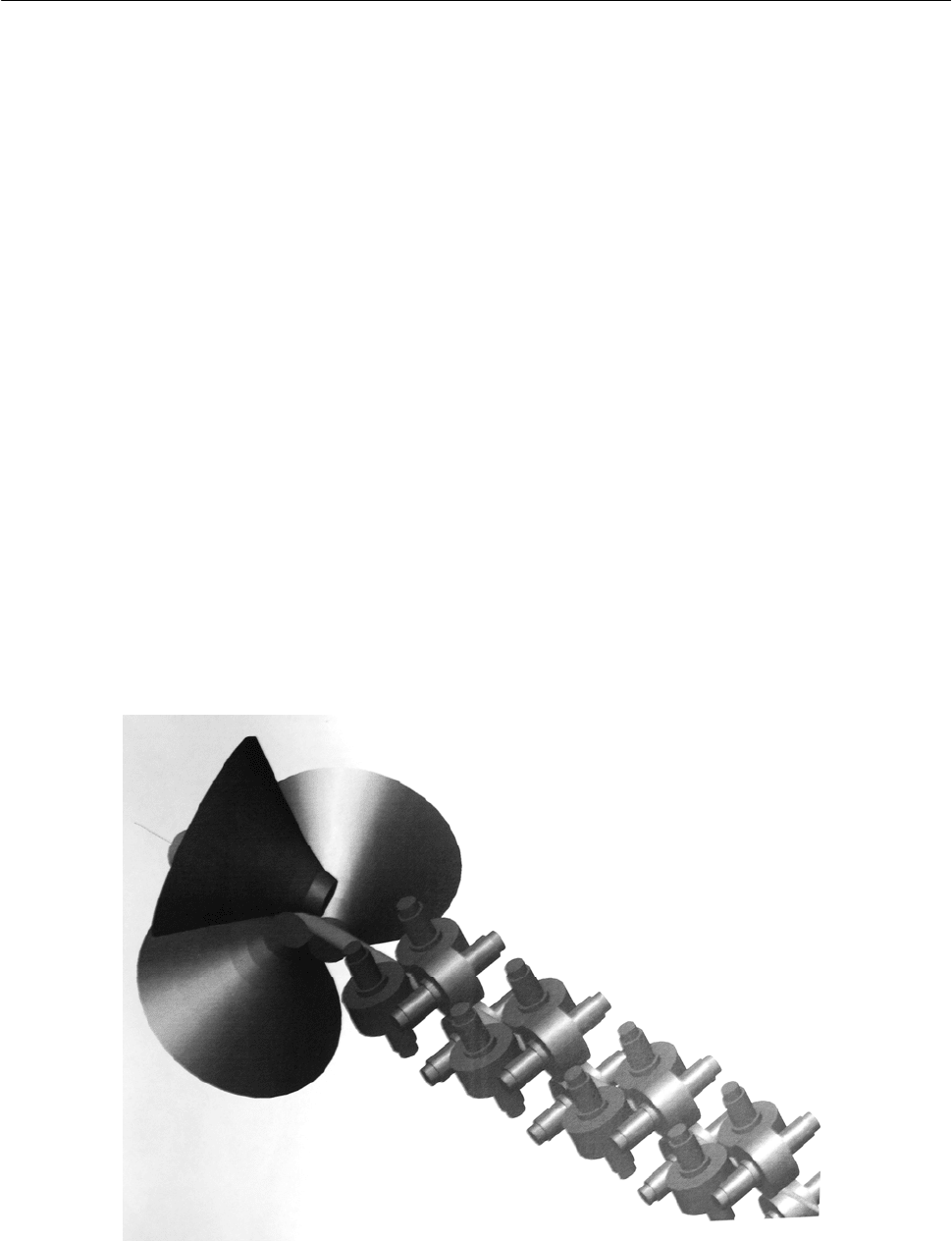
Принцип работы винтовой планетарной клети. Три консольных валка, расположенных
по отношению друг к другу под углом 120 °, обжимают металл таким образом, что между их
поверхностями образуется конусообразная зона деформации. Благодаря скрещенному поло-
жению осей валков по отношению к оси прокатки и их вращению вокруг своих осей и вокруг
оси прокатки, создаётся усилие подачи, направляющее металл через зону деформации с ком-
пенсацией его вращения.
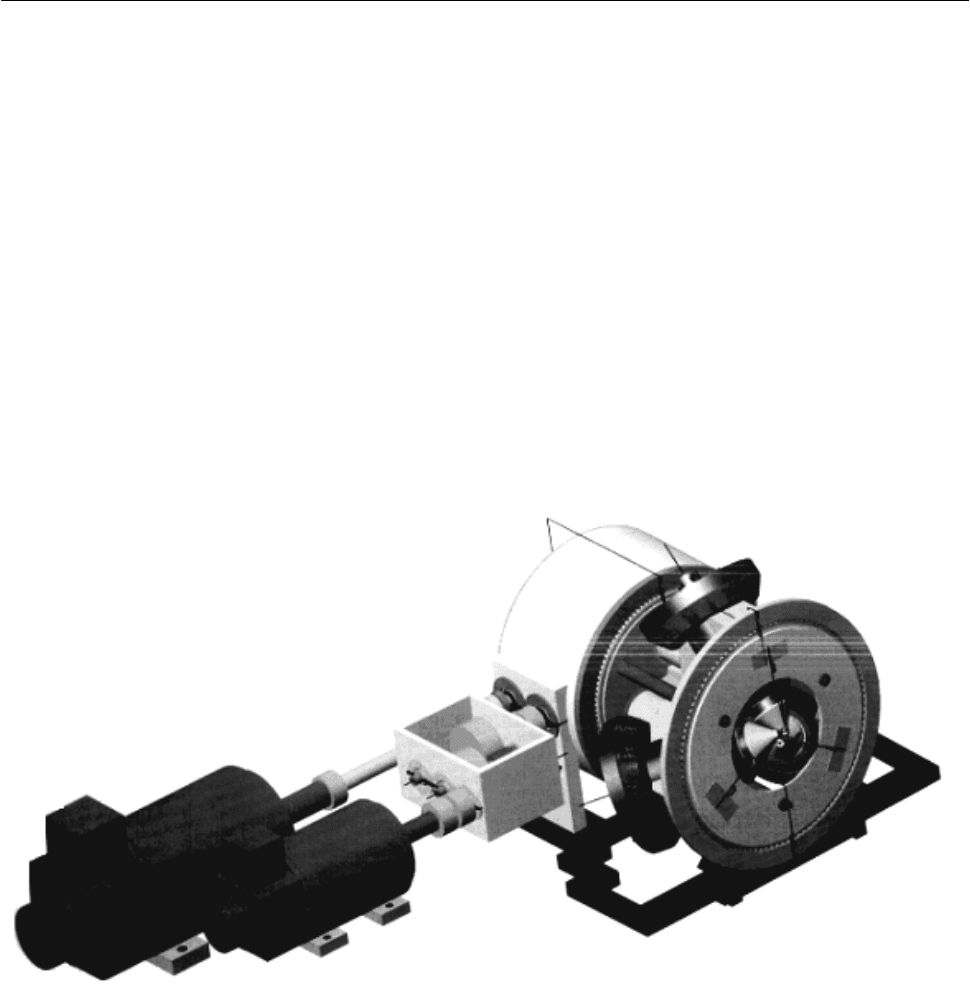
Валки приводятся в действие от главного двигателя посредством солнечного колеса
планетарной передачи. Водило клети или вращающийся корпус, в котором находятся валки,
приводится от второго дополнительного двигателя. Этот двигатель служит для предотвра-
щения вращения проката, которое возникает за счёт поперечного движения металла, ском-
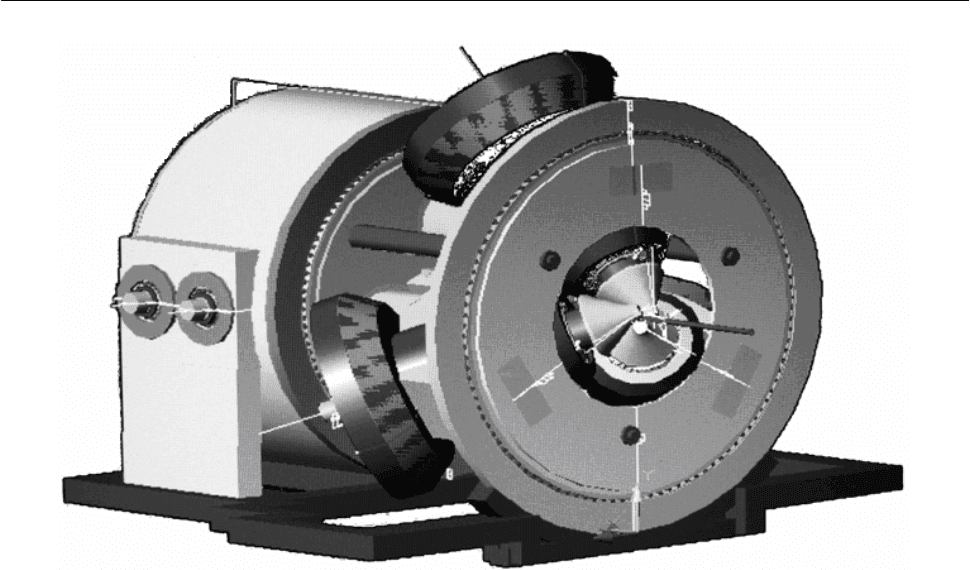
пенсированное вращением корпуса клети (рис. 2).
Рис. 2. Общий вид винтовой планетарной клети с электроприводами
Тенденции развития. В последние годы наблюдается тенденция развития металлурги-
ческих мини-заводов, на которых реализуются энергосберегающие технологии производства
стали и проката. Энергосбережение в металлургии заключается в стыковке процессов непре-
рывного литья и непрерывной прокатки от жидкого металла до конечного проката. Поэтому,
проектирование
и внедрение литейно-прокатных модулей в настоящее время актуально [1].
Чем быстрее металл доходит от жидкого состояния до конечного проката, тем лучше эконо-
мические показатели энергоемкого металлургического производства. Таким образом, эконо-
мия энергии становится самым важным фактором любого металлургического производства.
Постановка задачи. Планетарная винтовая прокатка – наукоёмкая технология, которая
до сих пор на Украине не реализована по причине нерешённых проблем, связанных с отсут-
ствием на Украине первичной информации для реализации технического проекта планетар-
ной винтовой клети, а также отсутствием собственных конструктивных решений оборудова-
ния, реализующего данную технологию. Указанные проблемы можно решить собственными

НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
61
силами, не приобретая дорогостоящие технологию и оборудование в странах Евросоюза.
Основные вопросы геометрии, кинематики и динамики этого сложного объекта решены [2]
и реализованы в техническом проекте. Кратко решённые задачи формулируются следующим
образом.
1. Найдены функциональные зависимости между настроечными параметрами суще-
ствующих и возможных конструкций клетей винтовой прокатки и их связь с характерными
параметрами базисной винтовой клети, её кратчайшим расстоянием d и углом скрещивания
γ
между осями прокатки и валка и расстоянием L от торца очага деформации до кратчайше-
го расстояния d.
2. Разработана обобщённая методика расчёта профилировок валков в аналитической
зависимости от заданной функции r(z) очага деформации, находящимся на оси прокатки z,
и характерных параметров винтовой прокатки d,
γ
.
3. Определены оптимальные функциональные соотношения между характерными па-
раметрами винтовой прокатки d,
γ
, L, диаметрами подката
0
r и раската
1
r металла и профи-
лировкой валков, максимально возможных по габаритам и образующих замкнутый калибр
винтовой клети.
4. Получен первый критерий винтовой прокатки
ϕ
V
z
V
ВП
К
=
1
, как отношение про-
дольной и азимутальной скоростей точек поверхности валка, минимально отстоящих от оси
прокатки, в функции d,
γ
, z. Данный критерий для проектируемого оборудования выбран
максимальным, что соответствует максимальному коэффициенту полезного действия винто-
вой клети.
5. Определён второй критерий винтовой прокатки
М
ω
В
ω
ВП
К
=
2
, как отношение уг-
ловых скоростей вращения валка (В) и металла (М) при отсутствии его скручивания в очаге
деформации. При этом условии второй критерий зависит только от угла
γ
.
6. Найден третий критерий винтовой прокатки, он касается планетарного исполнения
винтовой клети, которая имеет два независимых привода, поэтому клеть является планетар-
ным дифференциальным механизмом с двумя степенями свободы. С помощью данного ме-
ханизма реализуется винтовая прокатка без вращения металла вокруг оси прокатки. Третий
критерий, при соблюдении названного условия, равен определённому отношению
H
ω
Ц
ω
ВП
К
=
3
угловых скоростей центральной шестерни (Ц) и водила (Н) и является функ-
цией
ВП
К
2
и коэффициента передачи
Σ
i механизма клети.
7. Определена поверхность контакта металла и инструмента, что даёт возможность
оценить силу и момент прокатки, а также мощности, прилагаемые к основному и дополни-
тельному приводу клети, при заданных пределе текучести материала и коэффициенте тре-
ния.
Т. е., в первую очередь геометрия планетарной винтовой клети, выбор оптимальных
характерных её параметров
, функционально связанных с параметрами настройки клети, пол-
ностью предопределяют выбор конструкции оборудования. В этом и заключается основная
сложность начала проекта. Обычное 2D-проектирование здесь не поможет. Только 3D-
модель объекта с параллельными расчётами геометрии очага деформации, максимальных
валков его образующих, дают ключ к стратегии всего проекта этого сложного объекта, по-
вышающего уровень
прокатного передела (рис. 3).
НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
62
Рис. 3. Базовая модель планетарной винтовой клети
Данная конструкция клети отличается от предыдущих тем, что она разработана на ос-
нове предварительного выбора оптимальных характерных параметров винтовой прокатки d,
γ
, L и трёх её кинематических критериев. Поэтому необходимость в регулировании клети
отпала. Дополнительно исключается наличие механизмов, обеспечивающих жёсткость кон-
струкции регулируемой клети. Характерные геометрические параметры не надо изменять
или регулировать, их оптимальные величины реализуются на клети консервативным образом
посредством простого оборудования с наименьшими затратами, что всегда приемлемо в про-
изводственных условиях.
ВЫВОДЫ
Выполнен технический проект клети трёхвалковой винтовой планетарной на основе
анализа геометрии, кинематики и динамики технологии винтовой прокатки. Данная конст-
рукция клети отличается от предыдущих тем, что она разработана на основе предваритель-
ного выбора оптимальных характерных параметров винтовой прокатки. Очаг деформации
клети соответствует максимальным валкам. Выбранные три критерия винтовой прокатки
обеспечивают максимальный КПД оборудования, отсутствие вращения деформируемого ме-
талла вокруг оси прокатки, а также его скручивания.
ЛИТЕРАТУРА
1. Жукова Н. В. Планетарный косовалковый стан, как объект автоматизации / Н. В. Жукова,
В. И. Литвинов, В. М. Шепель // Збірник наукових праць ДонДТУ. – Донецьк : ДонНТУ, 2007. – № 3 (121). – С. 6–13. –
(Серія «Обчислювальна техніка та автоматизація»).
2. Проектирование профилировок валков клетей винтовой прокатки / [Ф. Е. Долженков, А. Ю. Литвиненко,
В. И. Литвинов, Ф. А.
Писаренко]. – К. : Техника, 1992. – 135 с.
3. Машины и агрегаты металлургических заводов : учебник для вузов в 3 т. Т. 3. Машины и агрегаты
для производства и отделки проката / [А. И. Целиков, П. И. Полухин, В. М. Гребеник и др.]. – М. : Металлургия,
1981. – 376 с.
4. Королев А. А. Конструкция и расчет машин и механизмов прокатных станов /
А. А. Королев. – М. : Ме-
таллургия, 1969 – 424 с.
НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
63
ОБОСНОВАНИЕ МОДЕЛИ РАСЧЕТА ПРОИЗВОДИТЕЛЬНОСТИ
ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ ПО ОБРАБОТКЕ ПРОКАТНЫХ ВАЛКОВ
Зуева Л. М., Черномаз В. Н.
Показано, что процесс, протекающий в исследуемой технологической системе, не
марковский. Поэтому аналитически, в явном виде, вычислить характеристики системы не-
возможно. Для этой цели необходимо применить имитационное моделирование. При созда-
нии модели функционирования технологической системы использованы понятия и аппарат
теории массового обслуживания. Это позволило описать исследуемый объект как человеко-
машинную систему, находящуюся под воздействием случайных факторов.
Показано, що процес, що протікає в досліджуваній технологічній системі, не марків-
ський. Тому аналітично, у явному виді, обчислити характеристики системи неможливо. Для
цієї мети необхідно застосувати імітаційне моделювання. При створенні моделі функціону-
вання технологічної системи використані поняття й апарат теорії масового обслуговування.
Це дозволило описати досліджуваний об'єкт як людино-машинну систему, що перебуває під
впливом випадкових факторів.
The article shows that the process occurring in the investigated technological system is non-
Markov. Therefore, analytically, explicitly calculation of the system characteristics is impossible.
It is necessary to use simulation for this purpose. Concepts and theory of mass service was used
when create a model of the functioning of the technological systems. This allowed describing the
research object as man-machine system under the influence of random factors.
Черномаз В. Н. канд. физ.-мат. наук, доц., зав. кафедрой ПМ ДГМА
lina.bogdanova@dgma.donetsk.ua
Зуева Л. М. ст. преп. кафедры КИТ ДГМА
ДГМА – Донбасская государственная машиностроительная академия

НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
64
УДК 621.9.002.014
Зуева Л. М., Черномаз В. Н.
ОБОСНОВАНИЕ МОДЕЛИ РАСЧЕТА ПРОИЗВОДИТЕЛЬНОСТИ
ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ ПО ОБРАБОТКЕ ПРОКАТНЫХ ВАЛКОВ
Одной из основ высокой прибыльности и конкурентоспособности машиностроения
является надежное функционирование технологических систем (ТС). Интенсификация в ма-
шиностроении, интеллектуализация труда, повышение роли человеческого фактора также
вызывает необходимость рассмотрения ТС как системы «человек-машина» (СЧМ).
Анализ состояния вопроса показал, что:
1. Предложено много моделей для оценки надежности отдельных элементов системы,
значительно меньше – для всей ТС как целостной системы. Много работ посвящено оценке
долговечности и безотказности элементов ТС, однако, мало работ по оценке ремонтопригод-
ности [1, 2].
2. В результате многолетнего изучения человека, разработаны: методология систем-
ного исследования, концептуальные аппараты анализа деятельности и субъекта труда, мето-
ды и схемы изучения человека в трудовой деятельности. Но несмотря на это недостаточно
моделей, обладающих одновременно оцениваемостью и описательностью [3, 4, 5].
Целью данной работы является обоснование модели описания СЧМ для расчета ее
производительности с учетом восстановления, как составляющей ремонтопригодности тех-
нологической системы. Одним из важнейших технико-экономических свойств ТС является
производительность обработки, элементами которой являются производительность процес-
сов резания и восстановления ТС. Критерием производительности восстановления является
время восстановления. Это информативный показатель, отражающий ремонтопригодность,
поэтому он может рассматриваться как один из критериев надежности ТС. Время восстанов-
ления одновременно также учитывает характеристики человека как составляющей ТС.
Авторами ранее [6, 7] проводились работы с целью поиска моделей для расчета про-
изводительности резания с учетом многосуппортной обработки. Однако основное внимание
уделялось только анализу смены инструмента и другие операции по восстановлению ТС не
учитывались. Расчеты проводились на основе модели марковского процесса с дискретными
состояниями, которая не обладает свойством описательности. В данной работе учитываются
все приемы по восстановлению, что обусловило поиск новой модели для описания процесса
функционирования ТС.
Исследовался процесс
обработки деталей типа вал на тяжелых токарных станках
с Дс = 1000 … 4000 мм. Для анализа предметной области собирался статистический матери-
ал с помощью хронометража и длительных наблюдений. Наряду с временами восстановле-
ния фиксировались характеристики технической составляющей СЧМ: станка, детали, инст-
румента, а также режимы резания.
Анализ полученных данных позволил представить структуру времени обработки
де-
тали, состоящей из следующих времен: резания, резания с обслуживанием (уборка стружки
из зоны резания и измерение детали на ходу станка, активное внимание, наладка инструмен-
та вне станка, изучение технологии и расчеты), регламентированных (табл. 1) и нерегламен-
тированных перерывов (табл. 2).
Для дальнейшего описания СЧМ были использованы понятия и аппарат теории мас-
сового обслуживания [8], в терминах которой исследуемый объект рассматривался как сис-
тема массового обслуживания (СМО). Данная СМО является однофазной, с неограниченной
очередью, неограниченным временем ожидания в очереди. В зависимости от наличия под-
ручного СМО может быть одно- и многоканальной. Заявки обслуживаются по принципу
«первой поступила – первая обслужена» внутри одного приоритета. Дисциплина обслужива-
ния каналов определяется разделением функций между 1-м и 2-м рабочим.