Научный вестник ДГМА 2009 № 01
Подождите немного. Документ загружается.

НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
165
УДК 621.317.1:621.316.7
Тришина С. Н.
ДИАГНОСТИРОВАНИЕ ТЕХНИЧЕСКОГО СОСТОЯНИЯ
ЭЛЕКТРИЧЕСКОЙ МАШИНЫ
В последние годы все отчетливее проявляются основные различия между системами
управления и контроля сложного энергетического оборудования, с одной стороны, и систе-
мами их диагностики, с другой стороны. Современные системы мониторинга и диагностики
машин и энергетического оборудования строятся на базе неразрушающих методов контроля
и диагностирования. При мониторинге появляется дополнительная информация о тенденци-
ях изменения параметров во времени, которая может использоваться и для прогноза. Диагно-
стические системы строятся с учетом необходимости получения наибольшего объема ин-
формации, содержащейся, прежде всего, в сигналах вибрации и шума. Именно поэтому для
систем диагностики широко используются новые информационные технологии, часто осно-
ванные на более сложных методах измерения и анализа сигналов [1–3].
Целью данного исследования является анализ экспериментальных данных в пакете
MathCAD для определения коэффициентов, влияющих на надежность, и прогнозирование
срока эксплуатации электрической машины.
В практике эксплуатации сложных электромеханических систем наиболее актуальной
является проблема обеспечения надежности их работы, неразрывно связанная с контролем
параметров технического состояния функционирующих механизмов, т. е. с проблемой тех-
нической диагностики [3]. Большой объем информации дает диагностирование, а именно,
идентификация места, вида и величины дефекта. Наиболее сложна задача прогноза развития
дефекта, а не изменений контролируемых параметров, решение которой позволяет опреде-
лить остаточный ресурс или прогнозируемый интервал безаварийной работы.
Ниже приведены критерии, имеющие прямое отношение к надежности привода и про-
гнозированию срока его эксплуатации [4].
Коэффициент некачественности преобразования момента:
,11
0
222
0
0
д
ва
мнп
М
М
МММ
М
К −=
++
−=
(1)
где
0
М – постоянная составляющая электромагнитного момента;
ва
ММ , – амплиту-
ды составляющей момента;
д
М – среднеквадратичный момент.
Коэффициент некачественности преобразования мощности:
,1
222
0
0
∑∑
∑
∑
++
−=
ва
рнп
РРР
Р
К
(2)
где
CBA
PPPP
0000
++=
Σ
– суммарная постоянная составляющая (активная мощ-
ность);
aCaBaAa
PPPP ++=
Σ
– суммарная переменная составляющая (косинусная);
вCвBвAв
PPPP ++=
Σ
– суммарная переменная составляющая (синусная).
Коэффициент некачественности преобразования, отражающий ухудшение вибраци-
онных характеристик электрической машины:
,
1
22
0
1
2
∑
∑
∞
=
∞
=
+
=
к
п
к
п
внп
ММ
М
К
(3)
НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
16
6
где
п
М
– действующие значение момента; n – номер гармоники.
Коэффициенты неравномерности токовой загрузки фаз и неравномерности тепловы-
деления в обмотках:
,
3
2
)(
2
)(
2
)(
2
)(
)(
∑∑∑
∑
+
⋅
=
СпВпАп
jп
jтнп
ІІІ
І
К
(4)
,
3
2
)(
2
)(
2
)(
2
)(
)(
CСпBВпAАп
Ajп
jнп
RІRІRІ
RІ
К
∑∑∑
∑
++
⋅
=
τ
(5)
где CBAj ,,= – соответствующая фаза асинхронного двигателя (АД);
)(),()(
,
СпВпАп
III
– действующие значения тока каждой фазы двигателя;
A
R ,
B
R ,
C
R – активные сопротивления фаз двигателя.
Для определения информативности вышеприведенных коэффициентов некачествен-
ности преобразования энергии проведено математическое моделирование работы АД в раз-
личных режимах при помощи математической модели.
Сформулированная задача решается путем анализа экспериментальных данных в па-
кете MathCAD. Функциональная схема экспериментальной установки приведена на рис. 1.
Математическая модель не учитывает насыщение стали машины
, и при ее составле-
нии приняты следующие допущения: фазные обмотки сдвинуты в пространстве на 120 °;
МДС и магнитные поля распределены вдоль окружности зазора синусоидально; ротор и ста-
тор магнитосимметричны; реальные обмотки заменяются сосредоточенными, а их МДС при-
нимается равной МДС реальной обмотки.
3ф ТРН1ф ТРН
A' B' C'
A'' B'' C''
ГНЧШ
~220 B
СИФУ
СИФУ
АД
PV1
PA2
PA1
ТГ
SA1
A
В1
ДН, ДТ
Аналоговый
коммутатор
ЭВМ
АЦП
ЦАП
Рис. 1. Функциональная схема экспериментальной установки:
АД – исследуемый асинхронный двигатель; 1ф ТРН, 3ф ТРН – однофазный и трехфазный
тиристорный регулятор напряжения; ГНЧШ – генератор низкой частоты школьный;
ДТ, ДН – датчики тока и напряжения; СИФУ – система импульсно-фазового управления;
ТГ – тахогенератор; ЦАП – устройство цифро-аналогового преобразования; АЦП – устройство
аналогово-цифрового преобразования;
PV1 – вольтметр; PA1, PA2 – амперметры
НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
16
7
Рассмотрим влияние различного рода некачественностей на основные показатели
преобразования: гармонический состав тока, мгновенную потребляемую мощность, электро-
магнитный момент и тепловую загрузку фаз двигателя.
При амплитудной несимметрии питающего напряжения и несимметрии активных со-
противлений статорной цепи процессы, происходящие в электрической машине, достаточно
сходны как по математическому описанию, так и по физическому проявлению
. При указан-
ных видах некачественностей токи в фазах несимметричны и несинусоидальны. В результа-
те, несимметричная система токов создает МДС прямой и обратной последовательности.
Каждая МДС создает свой магнитный поток, которые приводят к появлению электромагнит-
ных полей, вращение которых направлено в противоположные стороны. Взаимодействие
магнитных потоков и токов ротора прямой и
обратной последовательностей создает два мо-
мента, вращение которых направлено в противоположные стороны.
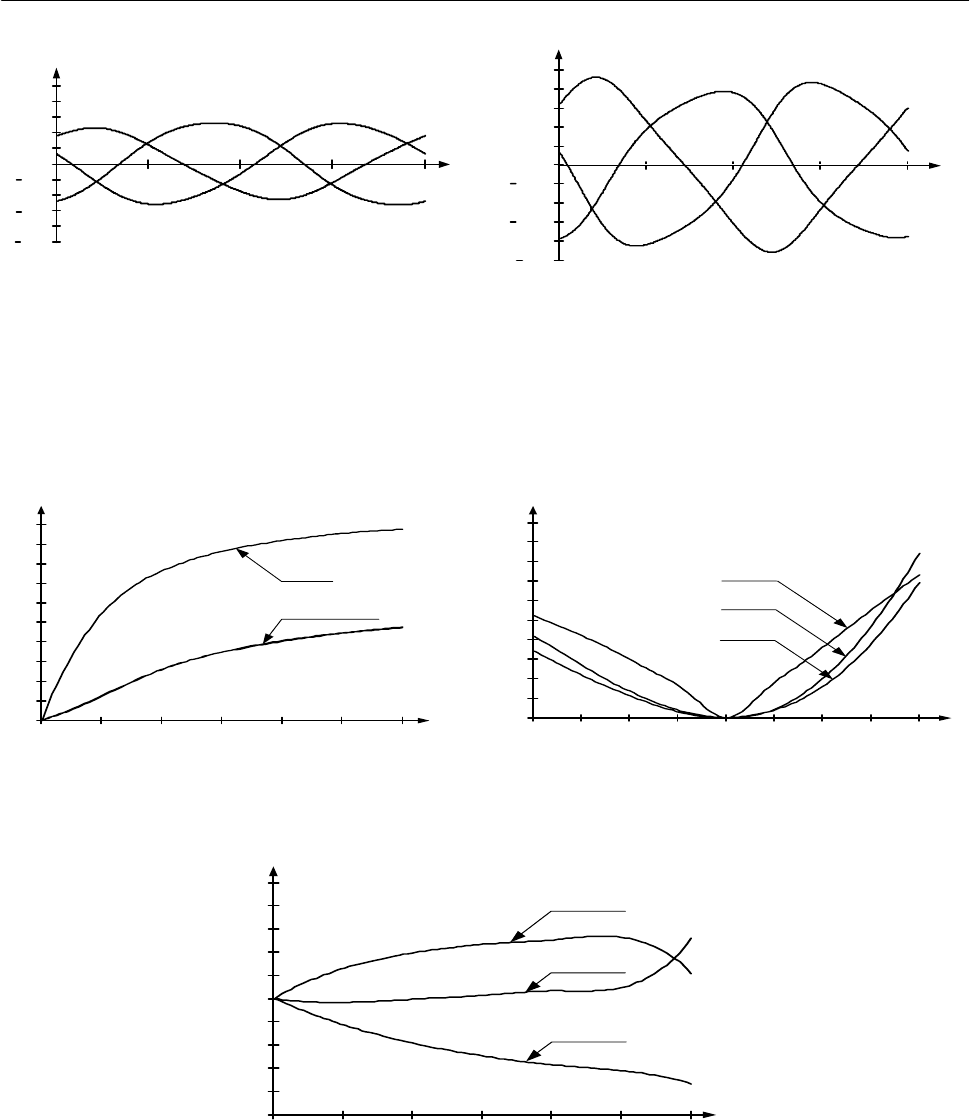
В гармоническом составе тока присутствует третья гармоника (рис. 2), величина ко-
торой зависит от степени несимметрии и составляет не более 10 % амплитуды первой гармо-
ники в исследуемом диапазоне. Кривые потребляемой мощности и развиваемого момента
содержат, кроме постоянной составляющей, вторую и, в
меньшей степени, четвертую гармо-
ники. Причем, амплитуда второй гармоники по величине может быть соразмерна амплитуде
постоянной составляющей (в зависимости от величины несимметрии).
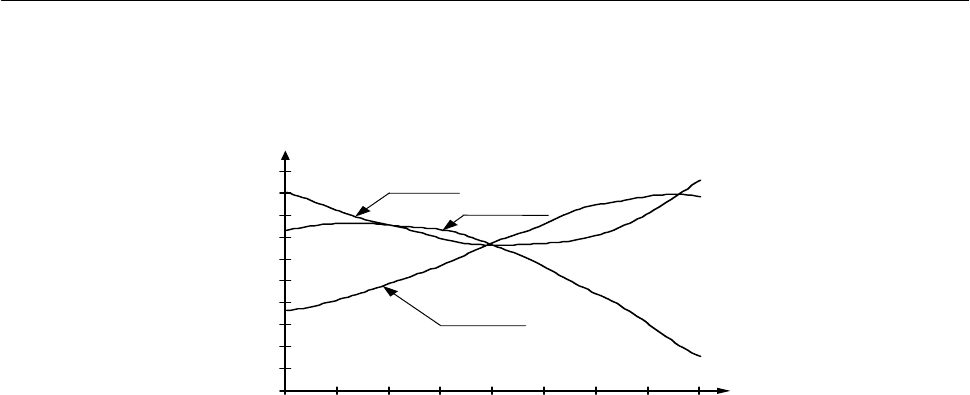
На рис. 3 для коэффициентов
р нп
k
и
м нп
k
имеется зона нечувствительности в диа-
пазоне
%5
*
±
A
R
, т. е. область, где несимметрия активных сопротивлений, в виду малой ве-
личины, практически не влияет на процесс преобразования энергии в двигателе.
0
0.005
0.01 0.02
1.2
0.96
0.72
0.48
0.24
0.24
0.48
0.72
0.96
1.2
0.015
t, c
I
1
*
0.8 0.85 0.9 0.95 1 1.05 1.1 1.15 1.2
0.001
0.0015
0.002
0.0025
0.003
0.0035
0.004
0.0045
0.005
0.0005
нп
k
мнп
k
*
A
R
внп
k
рнп
k
Рис. 2. Вид кривых тока статора
при амплитудной несимметрии питающего
напряжения
Рис. 3. Изменение коэффициентов
некачественности при несимметрии активных
сопротивлений АД
Результаты моделирования несимметричных режимов работы АД при несимметрии
активных сопротивлений статорной цепи и амплитудной несимметрии питающего напряже-
ния приведены на рис. 3–6. Для обоих случаев моделирование произведено путем изменения
величины активного сопротивления (фазного напряжения, соответственно) в фазе А, в диа-
пазоне
%20± . На рис. 3 кривая
в нп
k приведена в масштабе 1:20 для более наглядного ото-
бражения результатов моделирования.
0.8 0.85 0.9 0.95 1 1.05 1.1 1.15 1.2
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
нп
k
мнп
k
*
A
U
внп
k
рнп
k
Рис. 4. Изменение коэффициентов некачественности при амплитудной несимметрии
питающего напряжения АД
НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
168
0.8 0.85 0.9 0.95 1 1.05 1.1 1.15 1.2
0.85
0.88
0.9
0.93
0.95
0.98
1
1.03
1.05
1.08
1.1
τнп
k
*
A
R
)А(нп
k
τ
)В(нп
k
τ
)С(нп
k
τ
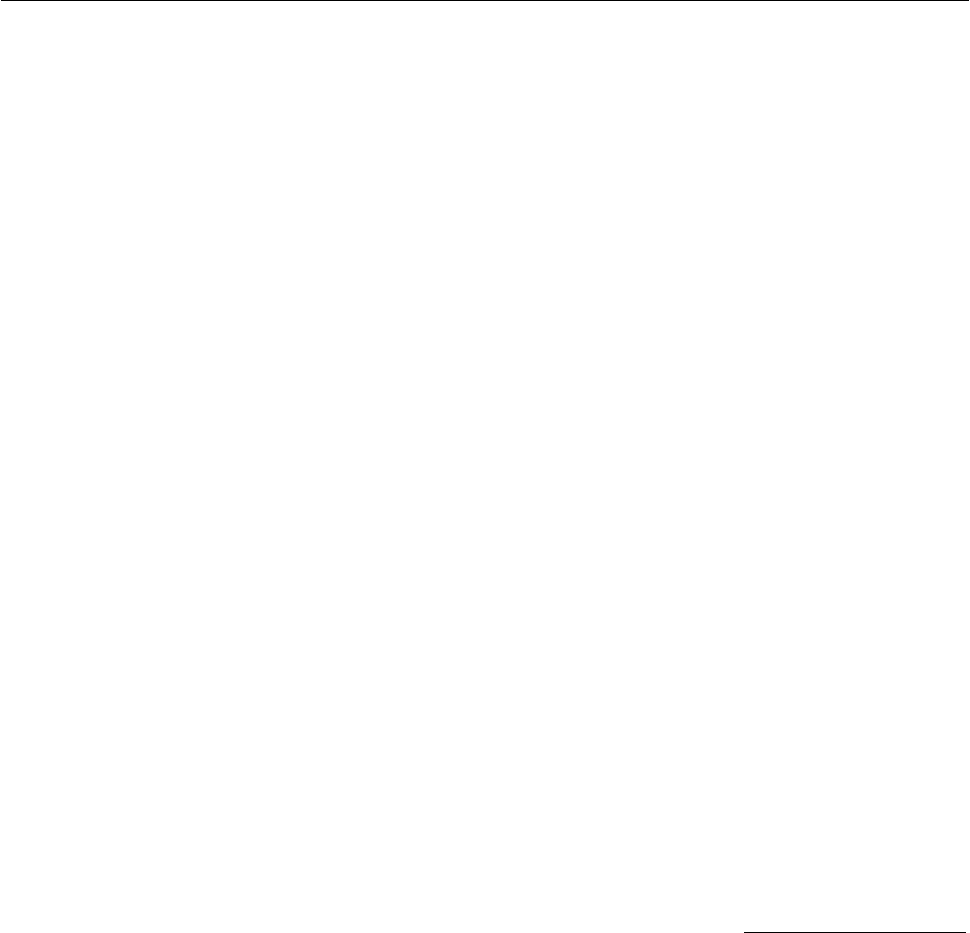
Рис. 5. Изменение коэффициентов неравномерности тепловыделения в обмотках при
несимметрии активных сопротивлений АД
0.8 0.85 0.9 0.95 1 1.05 1.1 1.15 1.2
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
2
τнп
k
)А(нп
k
τ
)В(нп
k
τ
)С(нп
k
τ
*
A
U
Рис. 6. Изменение коэффициентов неравномерности тепловыделения в обмотках при
амплитудной несимметрии питающего напряжения
На рис. 7–12 представлены результаты математического моделирования для случаев
магнитной несимметрии АД. Исследования произведены при увеличении величины
1
Х фазы
А на 60 %. Данный случай соответствует конструктивной некачественности электрической
машины, возникшей вследствие локальных механических дефектов стали статора (распуше-
ние листов, межлистовые замыкания), приводящих к увеличению вихревых токов. Кроме то-
го, представлены результаты исследования несимметрии геометрических параметров маши-
ны (как следствие прогиба вала, неравномерности воздушного зазора и т. п.), при этом
изме-
нению подвергся параметр
μ
Х , являющийся функцией угла поворота ротора двигателя.
Диапазон исследования –
%5± от номинального значения. Возникновение в электрической
машине данного рода изменений режима преобразования энергии приводит к появлению
высших гармоник в токах статора, кривых потребляемой мощности и развиваемого момента.
Необходимо отметить, что при несимметрии
1
Х в токе проявляется третья гармоника, ам-
плитуда, которой, в моделируемом диапазоне, составляет до 7 % первой гармоники (рис. 7).
В гармоническом составе потребляемой мощности и электромагнитного момента присутст-
вует, кроме постоянной составляющей, вторая и, в меньшей степени, четвертая гармоники.
При несимметрии
μ
Х токи статора имеют более сложный гармонический состав,
причем самыми значимыми по амплитуде являются первая и третья гармоники (рис. 8). Кри-
вые мгновенной потребляемой мощности и развиваемого момента также имеют сложный
гармонический состав, наиболее весомыми являются нулевая (постоянная составляющая)
и вторая гармоники.
НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
169
0
0.005
0.01 0.02
1.5
0.9
0.3
0.3
0.9
1.5
c,t
*
1
I
0.015
0
0.005 0.015 0.02
1.2
0.72
0.24
0.24
0.72
1.2
0.01
c,t
*
1
I
Рис. 7. Вид кривых тока статора при
несимметрии
1
Х
Рис. 8. Вид кривых тока статора при
несимметрии
μ
Х
Результаты моделирования для случаев магнитной несимметрии АД приведены на
рис. 9–12. На рис. 10 кривая
в нп
k для более наглядного отображения результатов моделиро-
вания приведена в масштабе 1:5.
1 1.1 1.2 1.3 1.4 1.5 1.6
0.08
0.16
0.24
0.32
0.4
0.48
0.56
0.64
0.72
0.8
*
A
X
нп
k
мнп
k
внп
k
рнп
k
,
0.95 0.96 0.97 0.99 1 1.01 1.02 1.04 1.05
0.012
0.024
0.036
0.048
0.06
0.072
0.084
0.096
0.11
0.12
нп
k
мнп
k
*
X
μ
внп
k
рнп
k
Рис. 9. Изменение коэффициентов
некачественности при несимметрии
1
Х
Рис. 10. Изменение коэффициентов
некачественности при несимметрии
μ
Х
1 1.1 1.2 1.3 1.4 1.5 1.6
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
2
τнп
k
)А(нп
k
τ
)В(нп
k
τ
)С(нп
k
τ
*
A
X
Рис. 11. Изменение коэффициентов неравномерности тепловыделения в обмотках при
несимметрии
1
Х
Необходимо учитывать, что система «электрическая машина – питающая сеть» неиде-
альна и в ней всегда, в той или иной степени, присутствуют некачественности как со сторо-
ны сети, так и со стороны двигателя.
При наличии конструктивной несимметрии параметров АД или некачественностей
напряжения питающей сети происходит перераспределение тепловых потерь в фазах (рис. 5–8),
в
результате чего некоторые из фаз оказываются значительно перегруженными в тепловом
отношении, что значительно снижает срок службы изоляции обмоток, приводит к повторным
НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
170
ремонтам электрической машины. Кроме того, ухудшение вибрационных характеристик
двигателя (рис. 3–6) приводит к усилению механических воздействий на подшипниковую
группу, что является причиной ее разрушения.
0.95 0.96 0.97 0.99 1 1.01 1.02 1.04 1.05
0.8
0.83
0.86
0.89
0.92
0.95
0.98
1.01
1.04
1.07
1.1
τнп
k
)А(нп
k
τ
)В(нп
k
τ
)С(нп
k
τ
*
X
μ
Рис. 12. Изменение коэффициентов неравномерности тепловыделения в обмотках при
несимметрии
μ
Х
Последствия взаимодействия различного вида некачественностей приводит к услож-
нению процесса преобразования энергии в электрической машине и снижению его эффек-
тивности. Технология ремонта подразумевает термические и механические воздействия на
электрическую машину, что приводит к изменению конструктивных параметров и, соответ-
ственно, процесса преобразования энергии в ней. В свою очередь машина, имеющая некаче-
ственности
, оказывает негативное влияние на питающую сеть и ухудшает качество электро-
энергии, что отражается на других потребителях энергии. Требуется глубокая проработка
вопросов послеремонтных испытаний и последующей эксплуатации оборудования, связан-
ных с разработкой и внедрением новых подходов в определении эффективности преобразо-
вания энергии, прогнозировании срока службы некачественной машины и управлении про-
цессом
преобразования энергии в ней. Необходимым является создание систем управления
электроприводом с комплексным подходом к задачам улучшения энергетических показате-
лей электрических машин путем использования особенностей преобразования энергии
в электрических машинах.
ВЫВОДЫ
1. Результаты моделирования показывают, что все виды приобретенных в результате
ремонта двигателя некачественностей и некачественности питающей энергии приводят
к снижению эффективности
преобразования энергии в электрической машине. В результате,
как правило, появляются знакопеременные составляющие потребляемой мощности и элек-
тромагнитного момента, что негативно влияет на вибрационные характеристики машины,
снижает ресурс подшипников.
2. Сформулированные показатели некачественности преобразования энергии расши-
ряют возможности выявления потенциальных (скрытых) дефектов, приобретенных в ходе
эксплуатации, предремонтного обслуживания или непосредственно ремонта.
ЛИТЕРАТУРА
1. Васильев В. Н. Структуры и режимы работы диагностических комплексов испытательных стан-
ций // Труды КГПУ. – 1999. – Сб. 1.
2. Петренко В. Р. Эксплуатационный мониторинг электродвигателей: функции, методы, техниче-
ские средства реализации / В. Р. Петренко, С. Н. Тришина // Нові технології. – 2006. – № 3 (13).
3. Тришина С. Н. Разработка систем эксплуатационного мониторинга для определения ресурса ра-
ботоспособности
электрических машин / С. Н. Тришина // Нові технології. – 2007. – № 1–2 (15–16).
4. Лобанин В. Э. Исследование зависимости надежности асинхронных двигателей от основных эксплуата-
ционных факторов / В. Э. Лобанин // Труды ВЗПИ. – 1981. – Вып. 129. – С. 58–60. – (Серия «Электрические машины»).
НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
171
ЗАСТОСУВАННЯ ІНТЕГРАЛЬНОЇ ТЕМПЕРАТУРНО-ЧАСОВОЇ
ХАРАКТЕРИСТИКИ ДЛЯ ВИЗНАЧЕННЯ ТЕХНОЛОГІЧНИХ РЕЖИМІВ
ПРИ ЕЛЕКТРОІМПУЛЬСНОМУ ЗМІЦНЮВАЛЬНОМУ ТОЧІННІ
Тулупов В. І.
Проведен анализ методов прогнозирования качества обрабатываемой поверхности для
высокоскоростной термической обработки. Как наиболее точный и удобный для определе-
ния режимов обработки разрабатываемого технологического способа электроимпульсного
упрочняющего точения выбран метод, использующий интегральную температурно-
временную характеристику и разработанный алгоритм в программном продукте MathCAD,
позволяющий моделирование эволюции тепловых полей в реальном времени в зависимости
от технологических параметров.
Проведено аналіз методів прогнозування якості оброблюваної поверхні для високо-
швидкісної термічної обробки. Як найбільш точний і зручний для визначення режимів обро-
бки технологічного способу електроімпульсного зміцнювального точіння, що розробляється,
вибрано метод, який використовує інтегральну температурно-часову характеристику і розро-
блений алгоритм в програмному продукті MathCAD, що дозволяє моделювання еволюції те-
плових полів у реальному часі залежно від технологічних параметрів.
The analysis of methods of prognostication of quality of the processed surface is con-
ducted for ultra high speed heat treatment. Chosen as maximally exact and acceptable for de-
termination of the modes of treatment of the developed technological method of the electro-
impulsive hardening by lathe turning, method in-use integral temperature-temporal description
and developed algorithm in the software product of MathCAD allowing the model of evolution
the thermal fields in real time depending on technological parameters.
Тулупов В. И. аспирант ДГМА
tiup@dgma.donetsk.ua
ДГМА – Донбасская государственная машиностроительная академия

НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
172
УДК 621.787.001.57
Тулупов В. І.
ЗАСТОСУВАННЯ ІНТЕГРАЛЬНОЇ ТЕМПЕРАТУРНО-ЧАСОВОЇ
ХАРАКТЕРИСТИКИ ДЛЯ ВИЗНАЧЕННЯ ТЕХНОЛОГІЧНИХ РЕЖИМІВ
ПРИ ЕЛЕКТРОІМПУЛЬСНОМУ ЗМІЦНЮВАЛЬНОМУ ТОЧІННІ
Вирішальний вплив на структурні зміни і фазові переходи роблять кінетичні і термо-
динамічні умови обробки металу, формуючи при цьому фізико-механічний стан поверхнево-
го шару деталі, що впливає на його експлуатаційні властивості [1].
Для технологічного забезпечення заданої твердості, структури і фазового складу, гли-
бини зміцнення у процесі імпульсної обробки робочих поверхонь деталей машин, виникає
актуальна проблема оцінки динаміки температурних полів які залежать від енергетичних
умов імпульсного зміцнення.
У процесі електроімпульсного зміцнювального точіння (ЕІЗТ), що включає механічну
обробку чистовим точінням з одночасним пропусканням імпульсного струму прямокутної
форми через зону контакту різального інструменту з деталлю [2, 3], який утворює регулярну
дискретну структуру (РДС) поверхні у вигляді зміцнених фрагментів білого шару.
Зміцнені фрагменти утворюють РДС, залежно від частоти і тривалості імпульсів
струму, а також режимів механічної обробки (повздовжньої подачі і частоти обертання шпи-
нделя), задається розподілення цих фрагментів по поверхні, що оброблюється. Твердість цих
фрагментів залежатиме від температурно-часового режиму, марки матеріалу що обробляєть-
ся та його початкового стану.
Метою роботи є визначення методу зазначення режимів ЕІЗТ залежно від необхідної
глибини зміцнення поверхні та твердості зміцнених фрагментів, що визначає технологічні
можливості даного методу обробки в загалі.
Автор [1] ґрунтуючись на результатах досліджень утверджує, що при виконанні умов
(1) забезпечується отримання якісного білого шару:
з
о
Е
сТ
ТР
К
τ
=
, (1)
де К
Е
– енергетичний коефіцієнт (встановлений експериментально);
с – питома теплоємність металу, що обробляється, Дж/(кг⋅°С);
Т
з
– температура гартування металу, °С;
Р
о
– середній питомий тиск на локальний об’єм металу, МПа;
τ – час теплової дії на локальний об’єм металу, що обробляється.
Запропонована методика не враховує закон розподілу теплового потоку та температу-
рно-часову характеристику процесу обробки, і тому не є досконалою.
В роботі [4], для визначення необхідних технологічних режимів електромеханічної
обробки, автори користуються знайденими критичною температурою (істинною температу-
рою початку утворення)
Тк яку пропонують знаходити оперуючи наступним емпіричним рі-
внянням подібності температур при різних швидкостях нагріву:
,
1
exp
1
exp
2
1
2
1 v
n
Tk
T
Tk
T ⋅
⎟
⎠
⎞
⎜
⎝
⎛
⋅
−⋅=
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
⋅
−⋅
(2)
де Т – температура гартування при відомім режимі;
НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
173
Т
1
– температура гартування при шуканому режимі;
k – постійна величина, що залежить від марки матеріалу;
n
v
– чинник подібності швидкості нагріву та критичною швидкістю гартування Vк:
,
min
min
τ
TAc
V
K
−
= (3)
де Ас – температура критичної точки;
Т
min
– температура мінімальної стійкості аустеніту;
τ
min
– час мінімальної стійкості аустеніту.
Даний метод визначення режимів обробки має також недоліки – невелика точність
розрахунку.
Результати проведених досліджень [5] показують, що встановити однозначний зв’язок
чисельних значень параметрів термічних циклів з режимами обробки і характеристиками
якості зміцненого шару не представляється можливим. Проте, очевидно, що чисельні зна-
чення параметрів термічних циклів визначаються
величиною введеної енергії і характером її
розподілу в матеріалі.
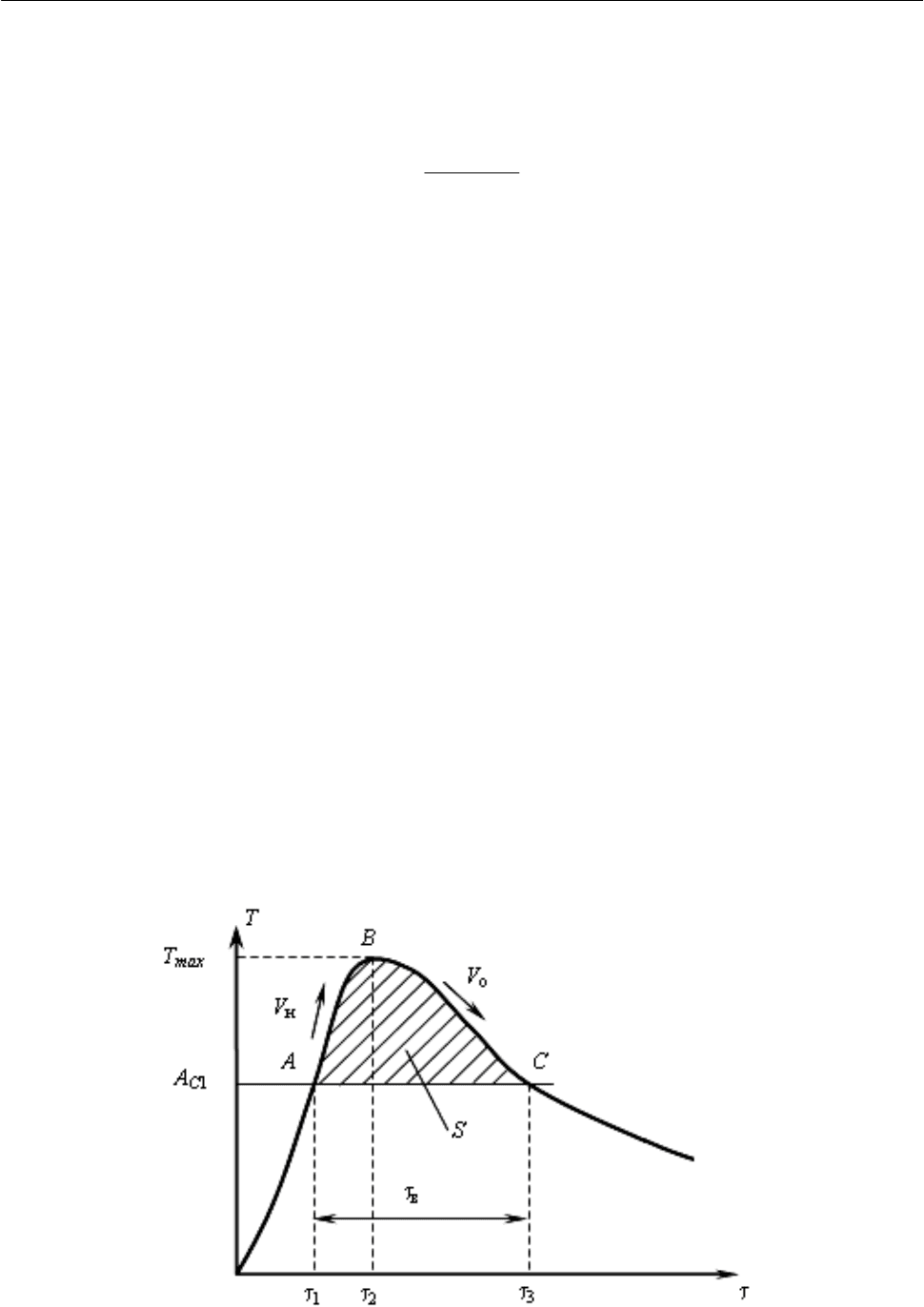
На підставі цього пропонується [6] при призначенні режимів поверхневого гарту з ви-
користанням концентрованих джерел нагріву використовувати замість двох параметрів: се-
редньої швидкості і максимальної температури нагріву, один комплексний – інтегральну те-
мпературно-часову характеристику S (2), яка дозволяє якнайповніше описати термічні про-
цеси утворення
в металі (рис. 1):
() ( )
131
3
1
ττττ
τ
τ
−−=
∫
C
AdTS
. (4)
За допомогою сумісного моделювання температурних полів і процесу аустенітизації
сталі автором [6] були встановлені чисельні значення характеристики S, що забезпечують
завершеність процесу аустенітизації сталі, а також визначені залежності значень цієї харак-
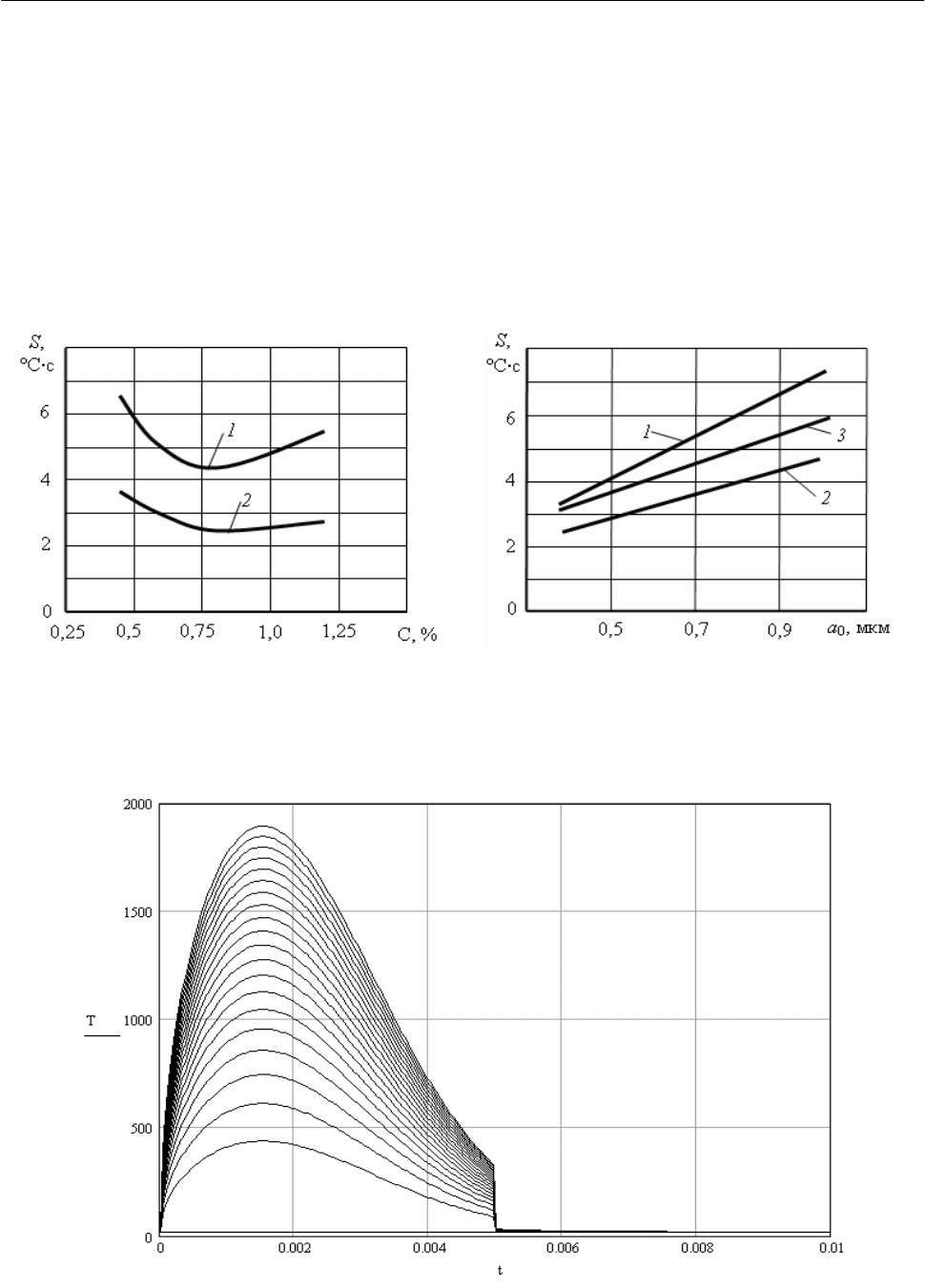
теристики від вмісту вуглецю в сталі (рис. 2) і початкового стану матеріалу (рис. 3).
Рис. 1. Кінетична крива нагріву і охолодження сталі в процесі гарту [6]
НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
174
Крива 2 відповідає незавершеному процесу аустенитизації, при якому у стадії охоло-
дження може бути зафіксоване 50 % мартенситу, якщо в даному шарі будуть досягнуті зна-
чення характеристики S, відповідні кривій 1, то це гарантує отримання в цьому шарі гомо-
генного дрібного зерна аустеніту а, отже, і мілкодисперсного мартенситу в процесі відповід-
ного охолодження сталі.
Таким
чином, скориставшись побудованими графіками еволюції теплових полів
(рис. 4), які виникають у процесі ЕІЗТ та інтегральною температурно-часовою характеристи-
кою S (рис. 2, 3), при проведенні їх аналізу з’являється можливість прогнозування якості
протікання процесу обробки з метою отримання необхідного фазово-структурного стану по-
верхні, що обробляється.
Рис. 2. Залежність температурно-часової
характеристики від концентрації вуглецю
в сталі (a
0
= 0,8 мкм) [6]
Рис. 3. Залежність температурно-часової
характеристики від структурного фактора а
0
:
1 – сталь 45; 2 – сталь У8; 3 – сталь У10 [6]
Рис. 4. Графік еволюції теплового поля сумісної дії теплових потоків від процесу
різання та одного імпульсу на локальний фрагмент поверхні, що обробляється