Молодые ученые - развитию текстильной и легкой промышленности (ПОИСК-2007)
Подождите немного. Документ загружается.


ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
АДМИНИСТРАЦИЯ ИВАНОВСКОЙ ОБЛАСТИ
СОВЕТ РЕКТОРОВ ВУЗОВ ИВАНОВСКОЙ ОБЛАСТИ
СОВЕТ МОЛОДЫХ УЧЕНЫХ ИВАНОВСКОЙ ОБЛАСТИ
ИВАНОВСКАЯ ГОСУДАРСТВЕННАЯ ТЕКСТИЛЬНАЯ АКАДЕМИЯ
Межвузовская научно-техническая конференция
аспирантов и студентов
«МОЛОДЫЕ УЧЕНЫЕ - РАЗВИТИЮ
ТЕКСТИЛЬНОЙ И ЛЕГКОЙ
ПРОМЫШЛЕННОСТИ»
(ПОИСК - 2007)
СБОРНИК МАТЕРИАЛОВ
Иваново 2007
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
АДМИНИСТРАЦИЯ ИВАНОВСКОЙ ОБЛАСТИ
СОВЕТ РЕКТОРОВ ВУЗОВ ИВАНОВСКОЙ ОБЛАСТИ
СОВЕТ МОЛОДЫХ УЧЕНЫХ ИВАНОВСКОЙ ОБЛАСТИ
ИВАНОВСКАЯ ГОСУДАРСТВЕННАЯ ТЕКСТИЛЬНАЯ АКАДЕМИЯ
Межвузовская научно-техническая конференция
аспирантов и студентов
«МОЛОДЫЕ УЧЕНЫЕ - РАЗВИТИЮ
ТЕКСТИЛЬНОЙ И ЛЕГКОЙ
ПРОМЫШЛЕННОСТИ»
(ПОИСК - 2007)
СБОРНИК МАТЕРИАЛОВ
Иваново 2007
УДК 67.02.001.5
Молодые ученые - развитию текстильной и легкой промышленности (ПОИСК-2007): Сборник материалов межвузовской
научно-технической конференции аспирантов и студентов. Часть 1. – Иваново: ИГТА, 2007. - с.
Рецензенты:
Глазунов В.Ф., д-р техн. наук, проф., зав. кафедрой ИГЭУ;
Губерман М.С., д-р техн. наук, проф., председатель совета директоров
ОАО «ГЛУХОВСКИЙ ТЕКСТИЛЬ»;
Смирнова Н.С., д-р техн. наук, проф., зав. кафедрой КГТУ;
Соков В.С., канд. техн. наук, начальник Департамента
экономического развития и торговли
Ивановской области;
Чесноков А.Г., канд. техн. наук, ст.н.с., зам. директора ИВНИИОТ
Редакционная коллегия
д-р техн. наук, проф. Чистобородов Г.И. (председатель), канд. филос. наук, проф. Максимов Л.В., д-р техн. наук, проф. Павлов Ю.В., д-р техн. наук, проф.
Фролов В.Д., д-р техн. наук, проф. Фролова И.В., д-р техн. наук, проф. Маховер В.Л.,
канд. техн. наук Карева Т.Ю., канд. хим. наук, проф. Васильев В.В., д-
р техн. наук, проф. Изгородин А.К., д-р техн. наук, проф. Кузьмичев В.Е., канд. техн. наук, проф. Метелева О.В., д-р соц. наук, проф. Егорова Л.С., док.
техн. наук, проф. Роньжин В.И
., д-р техн. наук, проф. Власов Е.И., канд. техн. наук, проф. Осипов А.М., проф. Мизонова Н.Г., д-р техн. наук, проф. Гусев
Б.Н., канд. техн. наук., доц. Забелина Л.М., канд. техн. наук, проф. Можин Н.А., канд. техн. наук, проф. Суров В.А., д-р
техн. наук, проф. Фомин Ю.Г., канд.
техн. наук, проф. Коробов Н.А., д-р техн. наук, проф. Герасимов М.Н.
ISBN (часть 1)
ISBN Х
© ГОУ ВПО «Ивановская государственная
текстильная академия», 2007
Секция 1 Совершенствование техники и технологии производства пряжи и нитей
УДК 677. 052. 71
Исследование качественных показателей котонизированной пряжи
А.А. МИНОФЬЕВА, Ю.Н. ЯШКИНА, А.А. МИНОФЬЕВ
(Ивановская государственная текстильная академия)
Во всем мире миллионы людей с удовольствием носят одежду из тканей и трикотажа, содержащих льняное волокно. Такие изделия
обладают не только прекрасными гигиеническими свойствами и большой комфортностью, но и отличаются благородным внешним видом и
экологической чистотой.
Традиционные способы использования льняного волокна в текстильном производстве для выработки тканей предполагают
использование длинного волокна и специальной технологии. В то же время в балансе льняного сырья 65-75 % составляет короткое волокно.
По существующей технологии льнопрядения оно может быть использовано только при получении пряжи большой линейной плотности для
тарной и упаковочной тканей. Льняная отрасль
заинтересована в более эффективном и рациональном применении короткого льняного
волокна как сырья для производства бытовых тканей.
При необходимости получения типичного льняного эффекта особое предпочтение отдается пряже с кольцепрядильных машин.
Однако толстые, жесткие на изгиб и кручение волокна льна при кольцевом способе прядения плохо запрядаются в тело пряжи и увеличивают
ее
ворсистость.
Для переработки льняного волокна в смеси с хлопком на оборудовании хлопчатобумажного производства необходимо льняной
компонент приблизить к хлопку по длине и линейной плотности, то есть, пользуясь международной терминологией, котонизировать.
Создание и внедрение технологии получения котонизировавнного льна обеспечит наиболее полное и рациональное использование
льняной сырьевой базы, снизит потребление хлопка текстильными предприятиями
, расширит ассортимент текстильных изделий.
Для исследования влияния толщины и длины входящих в смесь волокон льна (котонина) в условиях текстильного предприятия была
использована следующая цепочка оборудования:
- кардочесальная машина ЧМД;
- ленточная машина первого перехода Л2-50-1;
- ленточная машина второго перехода Л2-50-220У;
- прядильная машина BD-200RCE.
Испытания проводились по чесальной ленте, с 1
й
и 2
й
головок ленточных машин и с машины BD-200RCE.
Результаты экспериментов показали, что толщина котонина в десятки раз превышает толщину хлопкого волокна, а разброс котонина
по длине волокна крайне велик, причем максимальное количество волокон льна в хлопко-льняной пряже находится на грани прядомого, то
есть от 20-24 мм, а отдельные волокна превышают 38 мм. Возможность получения
качественной пряжи при таких геометрических параметрах
волокна в процессе циклического его сложения в роторе камеры представляется весьма затруднительным, поэтому необходимо ввести какие-
то дополнительные технологические процессы, позволяющие выравнивать качественные показатели волокон льна и хлопка.
УДК 677.052.3/.5:004.9
Анализ перспектив использования компьютерных технологий в прядильном производстве
О.Э. БЕЛЯЕВ, Н.А. КОРОБОВ
(Ивановская государственная текстильная академия)
Внедрение компьютерных технологий в прядильное производство (в частности для исследования технического состояния прядильных
камер) позволяет отслеживать ход процесса и оперативно реагировать на малейшие неисправности механических узлов как отдельных
прядильных камер, так и прядильных машин в целом.
Для обнаружения различных
неисправностей предлагается использовать методы спектрального анализа и вейвлет-преобразований,
что позволяет производить контроль и диагностику оборудования, а так же мониторинг длительных процессов, носящих как стационарный, так
и динамический характер.
Такой подход дает возможность:
• измерить уровень шума и вибрации;
• осуществлять непрерывный мониторинг состояния механизмов;
• проводить вибрационные и акустические стендовые
испытания и диагностику.
На кафедре прикладной математики и информационных технологий разработано микропроцессорное устройство сбора и анализа
диагностической информации, предназначенное для использования непосредственно в условиях производства. Предлагаемое устройство
позволяет следить за несколькими датчиками и управлять исполнительными механизмами одновременно, обеспечивает быстроту реакции
машины в целом на «нештатные ситуации» в процессе прядения. Это
позволит улучшить качество пряжи, уменьшить трудозатраты, снизить
простои оборудования, потери сырья и электроэнергии. Своевременное обнаружение и устранение неисправности в начальной её стадии
позволяет увеличить срок работы машины (оборудования) в целом.
УДК 677.051.17/18
Модернизация зоны чесания на чесальных машинах ЧМД-4
Е.Н. ГОЛУБЕВА
(Ивановская государственная текстильная академия)
Модернизация зоны чесания чесальных машин является частью разработки, направленной на решение проблемы использования
большого парка морально устаревших двухбарабанных чесальных машин типа ЧМД-4 в хлопкопрядении.
В студенческом конструкторском - исследовательском бюро (СКИБ) ИГТА ведется работа по модернизации чесальных машин
прядильного производства. Одна из последних
разработок СКИБ – модернизация зоны чесания малогабаритной чесальной машины ЧМД-4 с
валичной зоной чесания (ВЗЧ.02).
Испытания предложенной конструкции проведены в условиях ПТФ №3 ОАО ХБК «Шуйские ситцы», г. Фурманов Ивановской
области были проведены испытания. В качестве контрольного варианта принята двухбарабанная чесальная машина ЧМД-4 со шляпочными
зонами чесания на обоих барабанах при выработке
ленты 4 ктекс. Для оценки качества полученной на машине ленты приняты следующие
технологические параметры: линейная плотность, неровнота по массе 30мм отрезков, неровнота по массе метровых отрезков, количество
пороков на 1грамм прочеса. У этой машины вместо шляпочного полотна над первым главным барабаном чесальной машины
установливаются четыре пары валиков. Каждая пара состоит из
рабочего и чистительного валиков и установливается таким образом, что
волокнистая масса с главного барабана захватывается гарнитурой рабочего валика. Далее волокнистая масса с рабочего валика снимается
чистельным валиком и передается на главный барабан.

В процессе испытания машины ЧМД-4 с валичной зоной чесания на первом главном барабане выявлено улучшение технологических
параметров, а именно, - снижение количества пороков в 1 грамме прочеса и уменьшение показателей неровноты как на коротких, так и на
длинных отрезках. В результате получен значительный экономический эффект за счет снижения металлоемкости, упрощения конструкции
зоны чесания
и технического обслуживания ЧМД-4, поэтому целесообразно дальнейшее проведение работ в данном направлении, с целью
определения оптимального режима работы модернизированной чесальной машины.
УДК 681.532.1
Совершенствование процесса определения отделяемости льнотресты
А.С. ЕФРЕМОВ, А.А. КАТКОВ, В.Г. ДРОЗДОВ
(Костромской государственный технологический университет)
Одним из важных показателей используемой льнотресты является отделяемость. Величина отделяемости существенно влияет на
качество получаемого волокна и на параметры обработки льнотресты на мяльно-трепальном агрегате, в частности, на усилие прижима
верхних вальцов и частоту вращения трепальных барабанов
. Несоответствие режимов обработки ведет к снижению выхода длинного
волокна.
Существующие методы позволяют определять отделяемость только в лабораторных условиях, т.е. вне действующего производства. В
силу этого возникает необходимость автоматизации процесса определения отделяемости в потоке. Для этого используется видеокамера,
установленная перед мяльной машиной МТА. Зависимость отделяемости от цветовых характеристик установлена и
используется в
лабораторных устройствах.
В данном случае изображение передается в ЭВМ. Управляющая программа производит обработку изображения: обеспечивает
фильтрацию, устранение фона, подсчет значения составляющих цветовой палитры. Средние значения R, G, B составляющих передаются на
входы нейронной сети, получается на выходе нейронной сети значение отделяемости.
Для вычислений используется трехслойная нейронная сеть обратного распространения, включающая 3 нейрона
(по числу цветовых
составляющих) в входном слое, 7 нейронов в промежуточном слое и 1 нейрон в выходном слое. Входной вектор сети содержит информацию
по 3-м составляющим цвета в RGB- формате. Каждая составляющая цвета представляет собой усредненную величину интенсивности
светового потока в красной, зеленой и синей областях спектра соответственно. Усреднение проводится по 10 снимкам
слоя льнотресты,
полученных с интервалом
t = 5с.
Подбор весов нейронной сети проводится в процессе обучения. Обучение проводится на основе данных, определяющих соответствие
между величинами интенсивности цветовых составляющих и номером льнотресты. Для обучения используется алгоритм Левенберга-
Марквардта. Итерации метода Левенберга- Марквардта проводятся по формуле:
EZlZZw
TT 1
)(
−
⋅+−=Δ
λ
, (1)
где Е -вектор ошибок на всех наблюдениях, Z - матрица частных производных от этих ошибок по весам, l – управляющий параметр.
Входной вектор Р будет иметь следующий вид:
Р = {R
i
, G
i
, B
i
}, (2)
где R
i
, G
i
, B
i
– соответствующие эталонные значения цветовых составляющих.
Вектор P имеет размерность {3, 13} – состоит из 13 наборов R,G,B- составляющих, соответствующих эталонным образцам разных
классов льнотресты.
Вектор весов нейронной сети имеет вид:
W = {w1, w2, w3, w4, w5, w6, w7, w8, w9, w10, w11}, (3)
Для обучения сети используется вектор Т {1,13}, содержащий соответствующие значения цветовых эталонов льнотресты. Веса
функции подбираются в ходе нескольких итераций. Для создания сети используется математический
пакет MathLab. В ходе эксперимента
получены следующие веса:
W={-11.945, 18.065, 29.832, 9.116, -5.132, -2.740, -5.090,
2.933, 0.907, -10.853, 0.972}, (4)
При проверке на соответствие полученной нейронной сети доверительная вероятность получаемых результатов высокая.
Для детальной проверки работы всей системы планируется провести тестирование сети на экспериментальных данных. При
правильной и тонкой настройке программа сможет корректно реагировать на всевозможные изменения, что позволит повысить скорость
определения
отделяемости льнотресты.
УДК 677.21.021.185:677.4
Моделирование процесса гребнечесания при переработке хлопкохнмических холстнков
А.Г. РОМАНОВСКИЙ
(Витебский государственный технологический университет, Беларусь)
Для повышения эффективности производства меланжевой пряжи на кафедре прядения натуральных и химических волокон ВГТУ
разработан комплекс программ, позволяющих прогнозировать количество хлопковых и цветных полиэфирных волокон, попадающих в очес и
прочес в процессе гребнечесания.
Разработанный комплекс включает программу для моделирования процесса рассортировки волокон при гребнечесании меланжевых
холстиков и программу, позволяющую получать результаты моделирования процесса рассортировки волокон очеса и прочеса в виде
диаграмм распределения волокон по классам длины по массе и их количеству в зависимости от параметров заправки оборудования, состава
и длины волокна, особенностей технологического процесса гребнечесания.
Разработанный комплекс программ может использоваться на текстильных предприятиях, выпускающих как хлопковую,так и
смесовую хлопкохимическую пряжу.
Данный комплекс опробован при проведении экспериментальных исследований, проводимых в условиях Гродненского РУПП
«Гронитекс» на гребнечесальной машине модели 1532 фирмы «Текстима» для оптимизации процесса гребнечесания при производстве
меланжевой хлопкополиэфирной гребенной пряжи. Результаты моделирования процесса рассортировки волокон подтверждаются
данными, полученными в результате экспериментальных исследований.
По результатам проведенных исследований можно судить о возможности применения процесса гребнечесания при
переработке хлопкополиэфирных смесей. Результаты исследования показали, что доля химических волокон как в очесе, так и в меланжевой
гребенной ленте при оптимальных параметрах заправки оборудования соответствует показателям состава смесей в выбранной
сортировке. Установлено, что при оптимальных параметрах заправки гребнечесальной машины при переработке смесей с содержанием
цветных полиэфирных волокон до 33% процент гребенного очеса не превышает 12-15%; при этом содержание цветного полиэфирного
волокна в очесе составляет 10-15%. Получаемая гребенная лента характеризуется высоким качеством смешивания цветных
компонентов.
Данный комплекс программ позволяет с достаточной точностью оценить влияние параметров работы гребнечесальной машины и
свойств волокон холстика на фактическую рассортировку волокон по длинам. Это способствует уменьшению материальных и временных затрат
на проектирование заправочных параметров работы гребнечесального оборудования.
УДК 677. 021.173
Моделирование процесса волокнообмена в валичной чесальной машине
Т.Н. ОКИШЕВА
(Витебский государственный технологический университет, Беларусь)
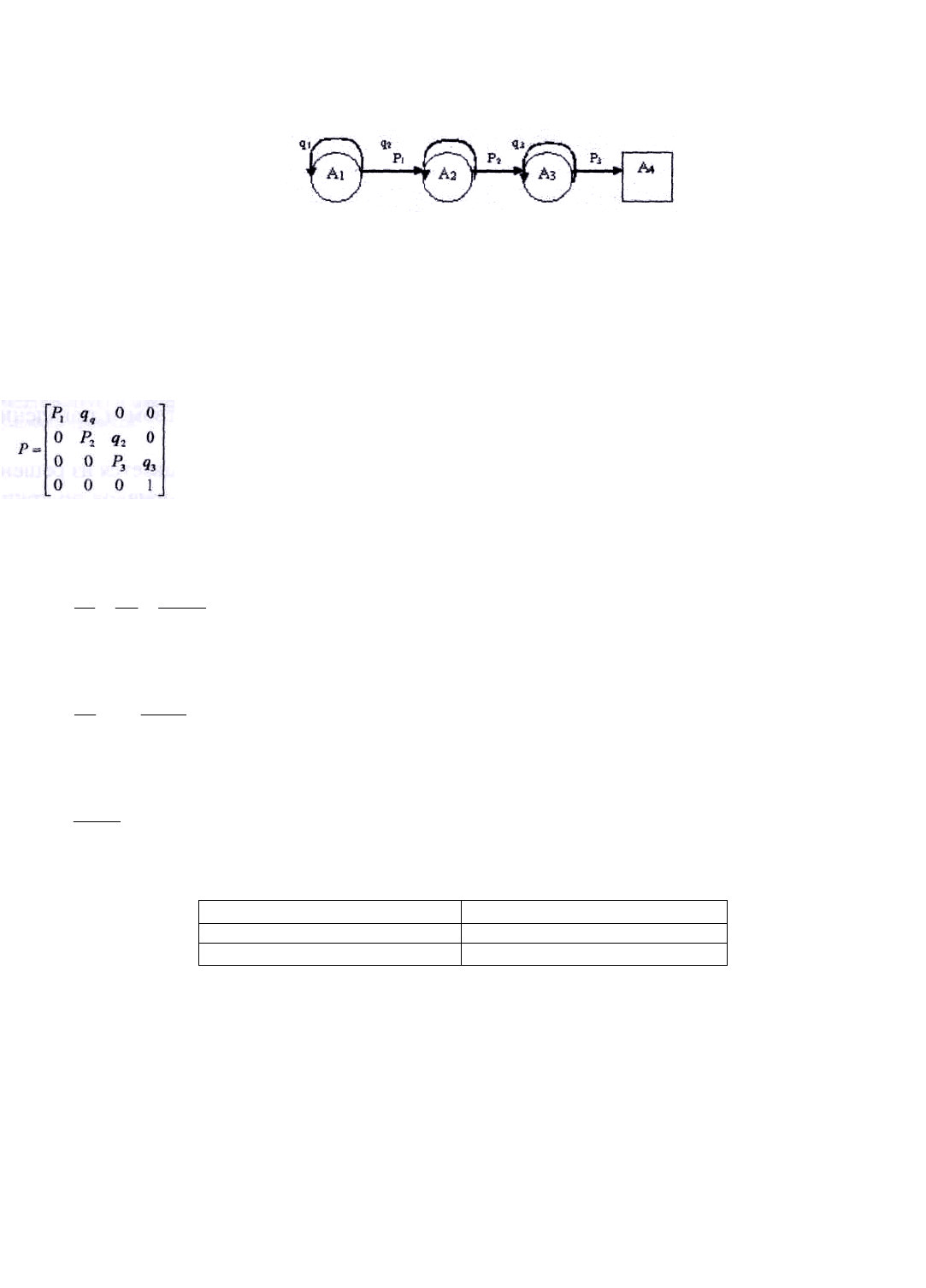
Движение волокна в двухпрочесной валичной чесальной машине может быть описано простой однородной поглощающей цепью Маркова.
Рис. 1. Блок-схема валичной чесальной машины (m=2, n=1)
На рис. 1 представлена блок-схема валичной чесальной машины с 2 рабочими парами (m=2) и одним съемным барабаном (n=1).
Здесь А
1
и А
2
- зоны взаимодействия главного барабана с 1 и 2 рабочими парами; А
3
- зона взаимодействия главного и съемного
барабанов; А
4
- съемный барабан (поглощающее состояние): q
1
и q
2
- вероятность того, что волокно останется на главном барабане после
взаимодействия с 1 или 2 рабочими парами; q
3
- вероятность того, что волокно останется на главном барабане после взаимодействия со
съемным барабаном; Р
1
и Р
2
- вероятность того, что волокно перейдет на 1 или 2 рабочие пары; Рз - вероятность того, что волокно перейдет на
съемный барабан:
Вероятностную картину возможных перемещений волокна дает матрица перехода за 1 шаг
(1)
Элементы матрицы N есть математические ожидания числа попаданий волокна в зоны чесания (невозвратные состояния). Это позволит впо-
следствии определить среднее число раз, которое волокно будет находиться в каждой зоне чесания. В результате среднюю кратность чесания можно
вычислить по формуле (2), где q
1
и q
2
- вероятность того, что волокно останется на главном барабане после взаимодействия с 1 или 2
рабочими парами; q3 - вероятность того, что волокно останется на главном барабане после взаимодействия со съемным барабаном.
К
ч
= ,
1
111
321
qqq −
++
(2)
Если P
1
=l-q
l
и Р
2
= 1
– q
2
- вероятности перехода волокна на 1 или 2 рабочий валик соответственно, a S = 1 – q
3
- вероятность перехода
волокна на съемный барабан (для предварительного прочесывателя S=l), то формула (2) имеет вид
К
ч
=
∑
=
−
+
2
1
1
1
11
i
i
PS
, (3)
В результате вычисления по формуле (3) имеем, что вероятность перехода волокна на первый съемный барабан, равна
b
1
=S
1
, (4)
а вероятность перехода на второй съемный барабан равна
S
2
=
1
1
1 S
S
−
. (5)
Были проведены исследования коэффициентов съема при чесании следующей смеси химических волокон для военного меха: лавсан Т=О,33 текс,
L=35 мм - 50%, нитрон Т=О,33 текс, L=32 мм - 50%. Сравнение экспе-риментальных и расчетных данных приведено в таблице.
Kc≈S
1
0.086
S
2
0,094
Кс
2
0,097
Различие между коэффициентом съема Кс
2
, полученным экспери-ментальным путем, и вероятностью S
2
, вычисленной по формуле (5), не
превосходит 3,1%, что свидетельствует о хорошем соответствии разработанной модели физической сущности процесса.
УДК 667.072 (677.017.56: 536.495)
Теоретические исследования процесса формирования
крученых комбинированных огнетермостойких нитей
С.С. АЛАХОВА, В.И. ОЛЬШАНСКИЙ, А.Г. КОГАН
(Витебский государственный технологический университет, Беларусь)
Комбинированные огнетермостойкие нити получены по новой сокращенной технологии на машине ПК-100 МЗ с использованием полых
веретен. В качестве их составляющих использованы арселоновая пряжа линейной плотностью 20-30 текс, полученная по кардной системе
прядения хлопка, и комплексная высокопрочная огнетермостойкая нить линейной плотностью 17-30 текс, при этом под переднюю пару
вытяжного прибора заправляется комплексная нить «Русар», а в качестве прикручивающей составляющей используется арселоновая пряжа.
В работе определены основные параметры формирования комбинированных огнетермостойких нитей: крутка, натяжение, форма баллона.
При формировании крученых комбинированных нитей особое внимание уделяется правильному выбору натяжения скручиваемых
стренг, которое оказывает значительное влияние как на свойства получаемой крученой нити, так и на стабильность процесса ее
формирования. Натяжение прикручиваемого компонента зависит от места сматывания с початка, стадии сматывания и формы баллона.

Вторая стренга, выходящая из-под передней пары вытяжного прибора, имеет более постоянное натяжение и может регулироваться с
помощью натяжного устройства. Натяжением нити определяется форма баллона и по форме баллона можно оценить натяжение нити.
В результате теоретического исследования процесса получения комбинированных крученых огнетермостойких нитей на машине ПК-
100 разработана методика расчета величины натяжения баллонирующей нити с учетом ее геометрических и физико-механических свойств.
Методика основана на численном методе решения трансцендентных уравнений. Получено уравнение формы баллонирующей нити,
учитывающее ее геометрические и физико-механические свойства. Разработана методика и программа теоретического расчета формы
баллонирующей нити, определены оптимальные значения крутки. Сравнение экспериментальных и теоретических данных показало
высокую сходимость результатов.
УДК 677
Имитационная модель процесса волокнообмена
с учетом использования выпадов в чесальной машине
В.Г. МЕШКОМАЕВ, Х.Х. ОСМАН, Н.М. АШНИН
(Санкт-Петербургский государственный университет технологии и дизайна)
Процесс чесания многокомпонентных смесей сопровождается образованием выпадов, имеющих сложную структуру, вследствие
чего меняется состав прочеса на выходе. Для анализа состава перерабатываемой смеси на этапе чесания разработана математическая
модель, учитывающая образование выпадов и их
дальнейшее удаление из прочеса чесания и предусматривающая вариант их возврата в
питающий бункер.
В имитационной модели процесс волокнообмена рассматривается на уровне потока волокон (массообмен) и на уровне единичного
волокна. Переход волокон на уровне потока волокон задается коэффициентом распределения, а на уровне единичного волокна -
вероятностью перехода. Процесс обрыва волокон моделируется посредством различных
алгоритмов обрыва волокон.
Математическая модель создана для исследования многокомпонентных смесей, т. е. совокупности групп волокон, имеющих
различные физико-механические свойства и, соответственно, различное поведение в процессе кардочесания. Каждый компонент
представлен в модели набором значений, соответствующих массам групп волокон с одинаковыми физико-механическими свойствами и
объединенных в одномерный массив α
i
: (i=1,…n). Величина n определяет количество контролируемых групп волокон в компоненте
смеси и характеризует информативность исследования, а каждое i-е значение массива определяет массу группы волокон, имеющих
одинаковое значение показателя, определяющего поведение волокна в процессе кардочесания. Таким показателем в модели
принимается вероятность перехода волокон в процессе волокнообмена в чесальной машине (Рi), которая
является функцией,
зависящей только от длины волокна. Информация о состоянии многокомпонентной смеси по аналогии с предыдущим содержится в
двумерном массиве α
ij
: ( i=1,…….n, j=1,……..k ), где k-количество компонентов в смеси. Соответственно, характеристика,
определяющая поведение отдельных групп волокон, -- вероятность перехода волокон в многокомпонентной смеси - представляется
также в виде двумерного массива Рij : (i=1,…….n, j=1,……..k).
В процессе моделирования обрывности волокон при волокнообмене в чесальной машине предложен ряд искусственно
заданных способов разрыва волокон в процессе чесания. В частности, задавались
различные соотношения частей волокон,
получающихся после разрыва волокна. Помимо этого, изменяемым фактором являлась величина массы волокон загрузки главного
барабана, подвергнувшейся разрыву за каждый оборот. При реализации этих алгоритмов в случайном порядке формировался
псевдо-случайный алгоритм разрыва волокон при волокнообмене, который оказался наиболее близким к реальному процессу
обрывности при сравнении с экспериментальными
данными . Так как в реальном процессе чесания волокнистых смесей
параллельно с переходом волокон с главного барабана на съемный происходит уменьшение массы перерабатываемых волокон из-
за образования выпадов, то математическая модель была дополнена специальным блоком, учитывающим изменение масс и
структур загрузок при выбывании волокон из процесса волокнообмена в зависимости от их
длины.
Имитация возврата выпадов в бункер чесальной машины в математической модели учитывает время, необходимое для
прохождение пути до попадания на гарнитуру главного барабана.
УДК 677.072.0.17.32
Управление процессом получения фасонной переслежистой пряжи на кольцевой
прядильной машине
О.М. ЛИСТРАТЕНКО, А.В. УЛЬЯНОВ
(Санкт-Петербургский государственный университет технологии и дизайна)
Применение фасонных нитей – один из возможных путей расширения и обновления ассортимента текстильных изделий. Фасонная
пряжа разнообразна по своим свойствам, линейной плотности, характеру поверхности, цвету, материалу, крутке, форме фасонного эффекта.
Для получения фасонной переслежистой пряжи на кольцевой
прядильной машине используют различные устройства в виде валиков с
канавками, кулачками и т.д. При этом на пряже формируются периодические утолщения, которые могут повторяться случайно или с
некоторым постоянным промежутком. При формировании переслежистой пряжи таким способом управление частотой формирования
утолщений невозможно. На кафедре технологии прядения и нетканых материалов СПГУТД проведена работа
по разработке технологии
получения переслежистой пряжи на кольцевой прядильной машине с управлением процессом формирования утолщений на пряже. Для
управления процессом получения фасонной пряжи с переслежистым эффектом на двух веретенном стенде создано специальное устройство.
Устройство состоит из электромагнита и рычажной системы, которая позволяет периодически останавливать питающую пару вытяжного
прибора. Управление электромагнитом
осуществляется электронным устройством, которое обеспечивается управление по командам,
поступающим с персонального компьютера. В персональном компьютере установлено программное обеспечение, созданное на языке
программирования Турбо Паскаль 7.0. Программа подает электрический импульс на электромагнит с временной задержкой, что позволяет
производить остановку задней пары цилиндров вытяжного прибора прядильной машины с определенным временным интервалом для
создания эффекта
. Это обеспечивает формирование утолщения или группы утолщений по некоторой программе практически в любом месте
пряжи.
Основным недостатком переслежистой фасонной пряжи является низкая ее прочность. Для увеличения прочности фасонной нити
можно использовать армирующую комплексную нить или пряжу, при этом основная часть нагрузки при разрыве обеспечивает стержневая
нить, а из мычки формируются
фасонные эффекты. Кроме армирования, можно применить обкручивание формируемой переслежистой пряжи
нитью (или нитям), что позволяет получить разные фасонные эффекты на пряже при большей прочности пряжи.
УДК 677.072.0.17.32
Разработка элементов САПР пряжи
Е.А. МЯТЫГИНА, А.В. УЛЬЯНОВ
(Санкт-Петербургский государственный университет технологии и дизайна)
Информационные технологии являются неотъемлемой частью современной жизни во всех аспектах деятельности человека.
Трудоемкие и однообразные процедуры и действия, для которых разработано математическое описание, могут быть быстро и четко
выполнены компьютером в автоматическом или автоматизированном режиме. На
предприятиях текстильной промышленности универсальные
и специализированные программы используются для решения все более широкого круга необходимых для функционирования предприятия
задач. Автоматизированное проектирование является одним из актуальных направлений совершенствования конструкционно-
технологической подготовки производства, обеспечивающим высокое качество и эффективность проектных решений. Прикладные программы
и специализированные системы предназначены для решения профессиональных задач, помогают специалистам справиться
с огромным
объемом информации, быстро находить, обрабатывать и многократно использовать наработанные данные. Анализ использования
специализированных программ в текстильной отрасли позволил выделить решаемые с их помощью группы задач:
- расчеты, выполняемые на этапе подготовки;
- проектирование процесса производства;
- учет и анализ результатов производственной деятельности.
На кафедре технологии прядения и нетканых материалов ведутся
работы по созданию САПР пряжи. Разработанные методики и
программное обеспечение широко используются как в учебном процессе, так и при проектировании технологических процессов и оценке
технико-экономических показателей прядильного производства. В рамках развития существующей САПР разработаны новые элементы,
позволяющие провести приближенные подготовительные расчеты большинства технологических и технико-экономических показателей.
Традиционно проектирование
включает разработку нескольких альтернативных проектов, из числа которых выбирается наиболее
оптимальное решение. Предложенные элементы САПР пряжи позволяют на базе упрощенных расчетов основных показателей производства
более точно выбирать направления дальнейшего проектирования и начальные показатели производства, на которые следует
ориентироваться при проектировании. Это позволяет избежать при проектировании диаметрально противоположных альтернативных
вариантов проекта (если
это не делается специально). Совместно с разработанными элементами возможно применение известных методов
оптимизации. Допустимо применение упрощенной САПР пряжи и как самостоятельного элемента проектирования прядильного производства,
служащего базой для дальнейшего развития САПР пряжи.
УДК 658.04:62
К вопросу обеспечения уменьшения неровноты шелковой нити
Ш.А. КАДЫРОВ, Г.А. МАДЖИДОВА
(Ташкентский институт текстильной и легкой промышленности, Узбекистан)
Значительная часть производимого в Республике шелка-сырца не отвечает требованиям качества на мировом рынке и не
соответствует классом 3А, 4А, 5А. К основной причине этого можно отнести отсутствие контроля за соблюдением неровноты шелковой нити
по линейной плотности
.
Известно, что положительные результаты можно достичь при соблюдении в заданном режиме параметров технологического процесса
первичной переработки кокона, разматывания коконов, а также правильной организации хранения готовой продукции и уборки. К факторам,
обеспечивающим в норме неровноту шелковой нити, относятся виды разматываемых коконов.
Правительством республики большое внимание уделяется развитию шелковой отраслью и увеличению
экспортного потенциала
шелковой продукции. С целью перехода на качественно новый этап развития промышленности приняты конкретные меры. Созданы
благоприятные условия для иностранных инвесторов. Работа по повышению экономического потенциала отрасли проводится на всех этапах
производства, начиная с увеличения кормовой базы для заготовки коконного сырья и промышленной переработки коконов, вплоть до
производства готовых тканей
. Результаты проводимой модернизации технической базы шелкомотальных предприятий позволить перейти на
выпуск шелка-сырца класса 3А и приведут к увеличению экспортного потенциала республики.
К примеру, продукция, выпускаемая на Узбекско-Китайском совместном предприятии «Хвашен-Бухара КО ЛТД» в объеме 180 тонн
шелка-сырца класса 3А, в год полностью отгружается на экспорт. По мнению
авторов, шелковая отрасль республики должна больше
привлекать иностранных инвеститоров, а с целью повышения качества переработки шелкового сырья необходимо переоборудование
действующих шелкоткацких предприятий. Все это приведет к увеличению производства конкурентоспособной готовой продукции, в том числе
для экспорта.
В инвестиционную программу шелковой отрасли должно быть включено приобретение технологического оборудования производимого
в Кореи, Китая
и Японии. Такое оборудование позволяет одновременно контролировать неровноту шелковой нити по линейной плотности и
определять длину шелковой нити по линейной плотности и длину пряжи при перемотке.
В настоящее время учеными кафедры Технологии шелка ТИТЛП проводится научный исследовании области перемотки нити шелка-
сырца и шелкового пряжи с одновременным обеспечением линейной плотности
и длины полуфабрикатов.
УДК 677.022.6:[ 687.03:677.071.252 .4]
Комбинированные швейные нитки для специальных изделий
С.В. СМЕТАННИКОВ, Е.И. БАНЦЕКИНА, В.А. РОДИОНОВ
(Московский государственный текстильный университет им. А.Н.Косыгина)
В мировом производстве с каждым годом наблюдается тенденция увеличения производства текстильных волокон и нитей для средств
индивидуальной защиты.
Защита от нагрева и огня является наиболее часто востребуемой функцией как в случае материальной, так
и персональной защиты.
Одежда, защищающая от термических нагрузок, необходима во многих отраслях промышленности, общественных предприятиях и в армии.
Исследование рынка огнестойких материалов Западной Европы показало, что его объем оценивается больше чем в 25 млн. м
2
, причем их
главными странами-производителями в этом регионе являются Великобритания, Германия, Франция и Италия. Среди многообразных видов
защитной одежды термозащитное снаряжение занимает 3-е место.
Целью работы является разработка структуры комбинированных швейных ниток для пошива изделий, защищающих от высоких
температур (для работников пожарных служб), от пуль, осколков (для работников военных структур).
В работе проведено исследование влияния параметров процесса кручения на физико-механические свойства комплексных
комбинированных нитей и ниток, полученных на основе оксалон, русар и полиамидных, полиэфирных комплексных нитей.
Основным недостатком швейных ниток на базе комплексных нитей СВМ и русар является низкая прочность в петле, связанная с
хрупкостью, что отрицательно сказывается на пошивочных
свойствах. Предпочтительно, введение высокоэластичного компонента, который
улучшит пошивочные свойства.

Как известно, полиамидные и полиэфирные нити обладают повышенной устойчивостью к истиранию, повышенной эластичностью,
поэтому для улучшения эластичных свойств швейных ниток на основе комплексных нитей СВМ и русар в работе предложено ввести в их
состав полиамидную и полиэфирную нить.
В работе проведены физико-механические испытания исходного сырья, исследовано влияние параметров процесса кручения
на
физико-механические свойства комплексных комбинированных нитей и ниток, полученных на основе оксалон, русар и полиамидных,
полиэфирных комплексных нитей.
Разработанная технология позволяет снизить себестоимость швейных ниток и улучшить их пошивочные свойства.
УДК 677.5:677.017.4
Выбор структурных компонентов для выработки комбинированных электропроводящих нитей
А.Р. КУРАМШИН, О.В. ЗАХАРИКОВА, В.А. РОДИОНОВ
(Московский государственный текстильный университет им. А.Н. Косыгина)
В последнее время увеличился спрос на обладающие электропроводящими свойствами тканые и трикотажные изделия, которые
используются для работы под высоким напряжением. Для защитных изделий, которые применяются для работы с электричеством, например,
таких, как
электропроводящие перчатки, большое внимание уделяется их электрическому сопротивлению, а также сохранению исходной
структуры перчаток и их защитных свойств в процессе эксплуатации.
Для безопасной работы на линиях электропередачи напряжением 110-1150 кВ используют специальные защитные костюмы и
электропроводящие перчатки, которые являются эффективным средством защиты.
В качестве электропроводящего компонента используется специальная заготовка, состоящая из одной
углеродной и нескольких
металлизированных нитей. Обкручивающим компонентом являются высокопрочные арамидные нити, которые придают готовой нити
прочность и компактность.
Углеродный и металлизированные компоненты придают комбинированной электропроводящей нити повышенную разрывную нагрузку
и высокую электропроводность, а компонент русар – повышенную износостойкость и предохраняет углеродную нить от повреждений, что
способствует улучшению эксплуатационных свойств готовых изделий (
перчаток) и снижает электрическое сопротивление защитной перчатки
из комбинированной нити в процессе эксплуатации.
Исходные компоненты (углеродные нити 50, 70, 100, 180 и 205 текс, металлизированная нить 50 и 65 текс, и нити русар 6,3, 14,3, 29,4
и 58,8 текс) для выработки комбинированных электропроводящих нитей испытывались на физико-механические показатели и электрическое
сопротивление. Наработка опытных образцов комбинированных электропроводящих нитей производилась в производственных условиях
на
стенде окруточной машины при различных технологических параметрах таким образом, чтобы найти оптимальное соотношение между
числом обкручиваний комбинированной нити и ее прочностью, устойчивостью к истиранию и электрическим сопротивлением защитных
перчаток.
Полученные результаты позволили определить оптимальную структуру комбинированных электропроводящих нитей, обладающих
наименьшим электрическим сопротивлением, повышенной прочностью и устойчивостью к истиранию.
Из
полученных образцов выработаны защитные перчатки, которые удовлетворяют требованиям по технике безопасности по
электрическому сопротивлению.
УДК [677.071.252.4:677.463]:677.55
Разработка питающего устройства эластомерного компонента
для производства фасонных растяжимых нитей
А.С. ДОРИОМЕДОВ, В.А. РОДИОНОВ
(Московский государственный текстильный университет им. А.Н. Косыгина)
В настоящее время при производстве фасонных растяжимых нитей с эластомерным компонентом большое значение придается
способу подачи эластомерного компонента в зону окручивания.
Подачу эластомерного компонента со сходом с неподвижной паковки осуществить нельзя, так как незначительные нагрузки
приводят к
деформации эластомерного компонента и появлению больших удлинений, что отрицательно сказывается на скорости подачи в рабочую зону.
Существующие устройства на отечественном оборудовании также не обеспечивают постоянство скорости подачи в рабочую зону в
связи с трением насадки питающей паковки в цапфах питающего устройства.
Поэтому целью работы явилась разработка питающего разматывающего устройства
для эластомерного компонента. С этой целью
было спроектировано питающее устройство в виде вращающегося фрикционного цилиндра, получающего вращение от кинематической
передачи и свободно вращающегося валика, установленным на одном уровне с питающим цилиндром. Оси фрикционного цилиндра и
свободно вращающегося валика строго параллельны и расположены они на расстоянии 20-30 мм. друг от друга. Для
исключения осевого
смещения питающей паковки с эластомерным компонентом использовались проволочные ограничители, расположенные с боков шпули
паковки на расстоянии не более 5 мм. В случаи использования питающей паковки с эластомерным компонентом большей ширины намотки,
проволочные ограничители раздвигались и фиксировались в новом положении.
В процессе работы проведена проверка частоты вращения паковки с эластомерным компонентом
на новом питающем устройстве,
которая показала постоянство частоты вращения паковки во времени. Проскальзывания паковки не наблюдалось. Использование
вращающегося фрикционного цилиндра и свободно вращающегося валика, на котором размещается входная паковка, с эластомерным
компонентом позволяет снизить её давление на фрикционные поверхности и тем самым исключить сцепляемость эластомерного компонента
при сходе с неё.
С использованием нового питающего устройства для разматывающей паковки с эластомерным компонентом наработаны
образцы растяжимых фасонных нитей.
Проведеные исследования по равномерности фасонных эффектов на единицу длины показали высокую и надежную
работоспособность нового питающего устройства для получения фасонных растяжимых нитей с эластомерным компонентом.
УДК 677.052
Анализ обрывности на пневмомеханической прядильной машине
Е.В. СТАРОСТИНА
(Ивановская государственная текстильная академия)
Величина обрывности по причинам характеризует уровень технологического процесса на машине и позволяет выявить влияние
отдельных параметров на этот показатель. В таблице представлены данные, характеризующие обрывность пряжи по технологическим
причинам в %:

Величина обрывности пряжи
Вариант Неровнота
ленты
Утолщенный
конец
Тонкий
конец
Сор в
камер
е
Пух в
камер
е
Итого
I
II
III
IV
V
VI
VII
VIII
-
-
-
-
-
-
0,63
-
-
0,35
11,3
0,41
9,1
-
4,4
0,74
34,4
50
28,8
51
19,5
45,6
18,9
36,8
19,9
0,35
26,5
1,7
18,2
-
13,2
-
24,7
31,1
15,2
29,5
19,5
29,3
18,8
25,7
79
81,8
81,8
82,6
66,3
74,9
55,9
63,2
Наименьшее количество обрывов по технологическим причинам отмечено в V (66,3%), VII (55,9%) и VIII (63,2%) вариантах при крутке
730 кр/м. Таким образом, наименьшая технологическая обрывность наблюдается на пневмомеханической прядильной машине БД-200РЦЕ
при большем числе кручений.
Кроме того, на обрывность также влияет большая разница в линейной плотности массодлины волокон в смеси. Следовательно,
для обеспечения стабильности технологического процесса на пневмомеханической прядильной машине БД-200РЦЕ при существующем
способе подготовки и параметрах питающей ленты для хлопколавсановой меланжевой пряжи линейной плотности 50 текс величина крутки
должна быть 730 кр/м. Однако изменения массодлины в пределах эксперимента не позволили выявить влияния частоты вращения
дискретизирующего валика на укорочение волокон в зоне дискретизации питающего продукта. Все это можно объяснить в основном двумя
причинами: во-первых, в состав сортировки входят хлопковое и лавсановое волокна, которые имеют разную длину, различное удлинение, а
линейная плотность лавсанового волокна почти в 2 раза больше хлопкового; разрывная нагрузка лавсанового волокна также выше. При
воздействии гарнитуры дискретизирующего валика лавсановое волокно менее подвержено разрыву, чем хлопковое. Во-вторых, методика
определения длины волокна на приборе МШУ-1 не позволяет точно воспроизвести по группам длин распределение разнородных волоков с
резко различными технологическими свойствами.
В процессе проведенных исследований установлено, что при выработке вискознолавсановой пряжи линейной плотности 60 текс на
машинах БД-200 лучшие физико-механические показатели и меньшая обрывность получаются при частоте вращения дискретизирующего
валика 4800 мин-1 и крутке 542 кр/м. За счет повышения производительности машины увеличение выпуска пряжи составит 13,3 т в год.