Марченко Н. Технология офсетной печати. Часть 2
Подождите немного. Документ загружается.

80
9.7.2. Фальцаппарат с захватами
В клапанном фальцаппарате тетрадь транспортируется
цилиндром при помощи графеек. Отверстия, образовавшиеся
после прокола графейками, во многих случаях нежелательны.
Для газет графейки приемлемы, так как отверстия находятся
внизу газетной полосы (на японских и китайских газетах,
которые читаются снизу вверх, спуск полос должен быть
перевёрнут, так как в противном случае отверстия появятся на
верхнем поле газеты).
Фальцаппараты без графеек оснащаются захватами. Так
как для захватов необходим промежуток между режущим
цилиндром и фальцевально-ножевым цилиндром, то в эту зону
вводится опорный цилиндр.
Отрезанная часть полотна после рубки проводится с
некоторым ускорением и попадает в открытые захваты, после
чего они закрываются
.
Привод захватов кулачковый. Захваты управляются таким
образом, чтобы не оставлять следов на тетради. Они оснащены
пружинами, поверхности имеют шероховатое покрытие, чтобы
несмотря на относительно небольшую силу замыкания
обеспечить надёжную транспортировку тетради.
Последующие процессы фальцовки соответствуют
процессам, происходящим в клапанном фальцаппарате.
9.7.3. Фальцаппарат барабанного типа
Совершенно другой принцип фальцовки применяется в
аппарате с вращающимся барабаном, называемым также
«фальцаппаратом колесного типа», или «ротационным
фальцаппаратом» (рис. 9.10).
Он состоит из резального, фальцевально-ножевого
цилиндров и внутреннего цилиндра с фальцевальным ножом.
Посредством вращающегося фальцевального ножа лист (листы)
проталкивается между двумя фальцующими валиками. При
такой конструкции фальцевальный нож имеет сложное
вращательное перемещение, для чего используется специальный
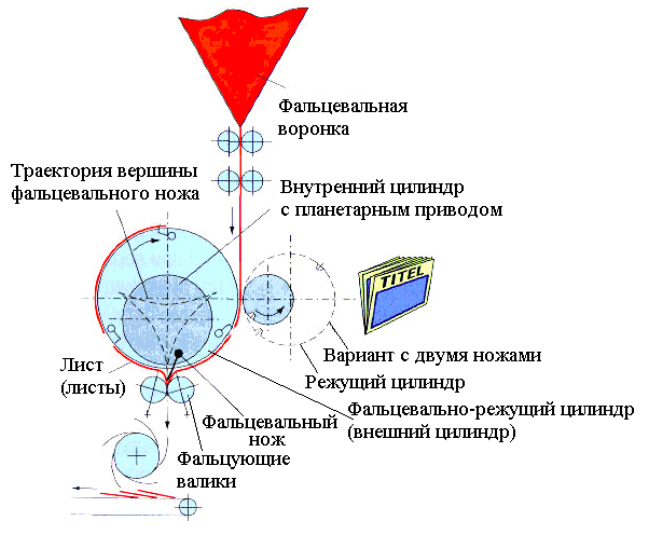
81
привод в виде планетарной передачи, что и определило название
«фальцаппарат барабанного типа».
Поскольку фальцнож должен взаимодействовать с
определенным сектором поверхности внешнего цилиндра, он
совершает два оборота за цикл. Для того чтобы фальцнож не
повреждал листы при своих холостых разворотах,
предусмотрены специальные конструктивные решения.
Рис. 9.10 . Фальцаппарат барабанного типа (IFRA)
Фальцующий нож установлен на внутреннем цилиндре со
смещением относительно оси фальцевально-ножевого цилиндра.
В рабочем положении он выходит за периферию внешнего
цилиндра в нижней его части, где расположены фальцвалики.
При попадании полуфабриката (листа) между ножом и валиками
нож проталкивает его между ними и таким образом создается
фальц.
82
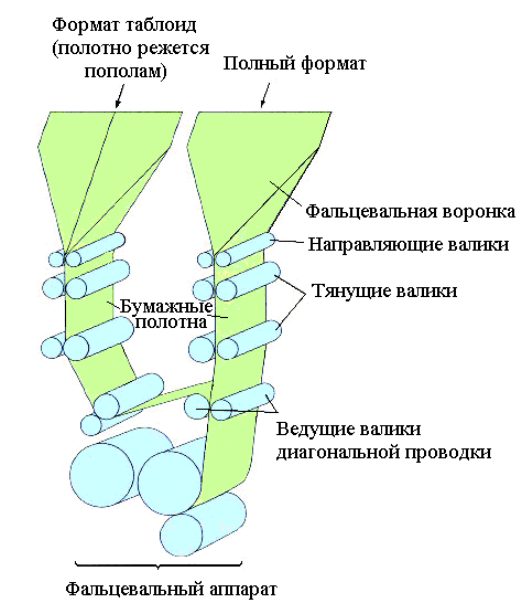
Рис. 9.11. Параллельно установленные фальцевальные
воронки для сведения полотен (IFRA)
Вывод тетради фальцевальными валиками может оставлять
следы.
К особенностям фальцаппаратов подобного типа относится
проблема ускорения листа при проталкивании его между
валиками. При помощи направляющих специальной формы и
амортизирующих щеток обеспечивается надежная фальцовка
без повреждения тетрадей.
83
9.7.4. Вороночная фальцовка
Перед цилиндрами фальцаппарата установлено
фальцующее устройство в виде воронки. Полотно или комплект
полотен (подборка) проводится по двум боковым сторонам
воронки, расположенным под углом друг к другу с наклоном к
направлению движения полотна (60˚ или 70˚). Таким образом, у
носовой части воронки выполняется продольный фальц.
Для машин одинарной ширины обычно устанавливается
одна, а для машин двойной ширины - две фальцевальные
воронки (рис. 9.11).
Поскольку количество фальцевальных воронок
определяется характером продукции (например, газеты), может
быть использовано больше двух фальцевальных воронок.
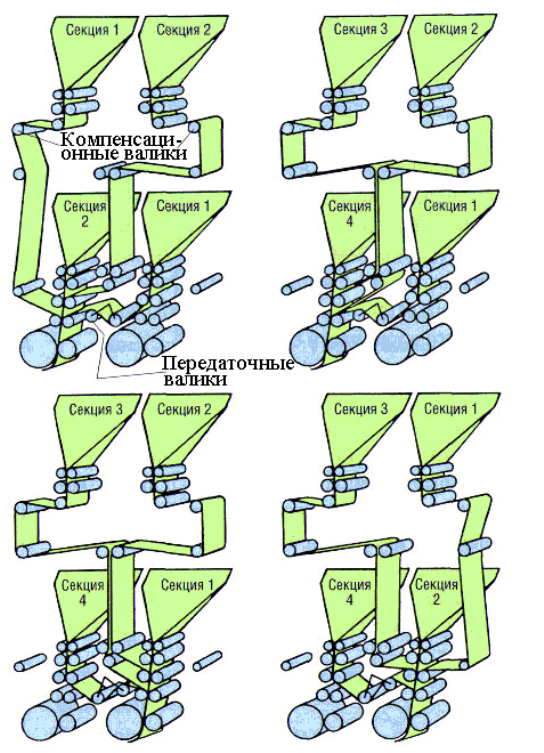
Если используются по две пары фальцевальных воронок,
расположенных одна над другой, то речь идёт о «фальцевании
по кругу» (рис. 9.12).
Существует схема установки, при которой пара воронок
одна над другой расположены в три яруса. Таким образом,
можно обрабатывать до шести полотен, при подборке их можно
удвоить до двенадцати.
Поперечная фальцовка, параллельная фальцовка,
дельтовидная (треугольная) фальцовка.
Поперечная фальцовка, имеет различные варианты,
которые дают возможность производить разнообразную
продукцию, в частности, на рулонных офсетных машинах для
печати акцидентной продукции.
Если на окружности фальцевально-ножевого цилиндра
будет установлен второй малый фальцующий цилиндр, то лист
будет наполовину сфальцован, прежде чем он дойдёт до второй,
поперечной фальцовки. Таким образом, при выпуске продукции
карманного формата образуется тетрадь с двумя параллельными
фальцами, когда изготавливают тетради-двойники за время
одного цикла.
Если на первой трети полуфабриката, расположенного на
фальцевально-ножевом цилиндре, разместить небольшой
84
Рис. 9.12. Комбинации фальцевальных воронок для
образования пекетов полотен (IFRA)
дополнительный цилиндр для клапанной фальцовки, то
получается тетрадь прямоугольной формы. Это, так
называемый, «дельта-фальц», с зигзагообразным фальцем
навстречу друг другу. Это говорит о том, насколько
85
разнообразными могут быть виды фальцовки, выполненные
фальцаппаратом с учетом характера продукции.
9.7.5. Третий фальц
«Третьим фальцем», или «ударным фальцем» (также
перпендикулярным фальцем) называют вид фальца, который
выполняется после первого вороночного фальца (первый
продольный фальц) и второго поперечного фальца. При
выполнении третьего фальца (второй продольный фальц)
применяется принцип фальцовки, производимой
фальцаппаратом барабанного типа.
Вращающийся фальцевальный нож заталкивает тетрадь
через два фальцевальных валика, которые и выполняют
фальцовку.
Можно производить продукцию как с ножевым фальцем,
так и без него, а также работать с двумя ручьями полотна на
двух собирателях или выводных транспортёрах.
Для повышения производительности, а также для
разделения производственного потока существуют решения, в
которых перед образованием третьего фальца тетради
направляются на два различных стола для выполнения ударного
фальца. Высокие скорости в процессе фальцовки приводят к
образованию не только «ослиных ушей» (загнутых углов
страниц) на открытых углах продукта, но и к образованию
складок, вызванных попаданием воздуха в закрытые углы
тетради.
Для удаления воздуха тетрадь перфорируется в
продольном направлении или подводится на столе для
«ударного фальца» к острому упорному ножу, который слегка
прорезает кромку сгиба. Два закрытых устройства для ножевой
фальцовки, установленные один за другим, называются в
полиграфии «швейцарской почтовой фальцовкой», посредством
которой газета складывается до «жилетного карманного
формата».
86
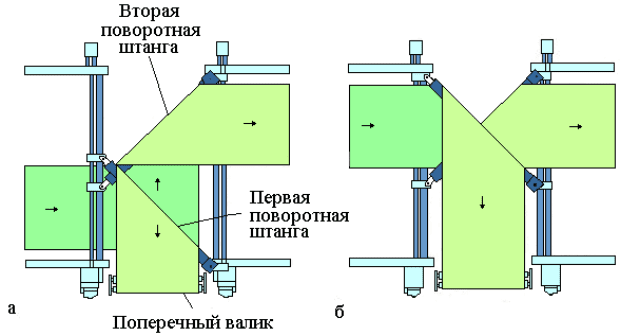
9.7.6. Поворотные штанги
Поворотные штанги служат для того, чтобы наложить одну
половину полотна на другую и таким образом сформировать
подборку полотен, которые можно подводить к воронке. Для
этого необходимо наличие двух поворотных штанг.
Одна штанга поворачивает полотно под прямым углом,
после чего оно попадает на вторую штангу. Она обеспечивает
полотну прежнее направление, но со смещением (рис. 9.13,а).
На рис. 9.13,а и б показано, как посредством двух
поворотных штанг и промежуточного поперечного валика
достигается переворот полотна. Такой вариант подачи полотна
со смещением называется «пони».
Рис. 9.13. Конфигурация поворотных штанг:
а )расположение штанг для смещения и переворачивания полотна;
б) расположение штанг для переворачивания полотна (MAN Roland)
При этом одна из перевернутых половин полотна может
быть развернута для подачи в печатный аппарат для
запечатывания ее с оборотной стороны, с тем, чтобы узкое
полотно запечатать в аппарате двусторонней печати двойной
ширины.
87
9.8. Секция резки
В газетной и журнальной печати принято производить
поперечную резку полотна ножом с мелкими зубцами, который
опирается на марзан из жёсткой резины. При этом получается
пилообразная линия реза, к которой уже привыкли при
производстве газет. При выпуске журналов и прочей
акцидентной продукции она удаляется, например, посредством
обрезки с трёх сторон.
Гладкие ножи, работающие по принципу ножниц, в
настоящее время редко применяются даже на рулонных
офсетных машинах для акцидентной печати, так как они
требуют очень тщательной регулировки и постоянной
юстировки.
Транспортировка графейками или захватами
Графейки располагаются в фальцевально-ножевом
цилиндре в той его части, где будет находиться передняя кромка
полотна. Они имеют форму игл, выполненных в виде крючков с
заострёнными концами. Лист, который должен быть захвачен,
прокалывается иглами и таким образом фиксируется на
поверхности цилиндра по его окружности. На нижней части
полуфабриката (листа) образуются проколы, так называемые
«графеечные отверстия». При выпуске газет они остаются на
каждом экземпляре. Для журналов и акцидентной продукции
они, как и пилообразная линия среза, удаляются посредством
трёхсторонней обрезки на этапе отделочных процессов. При
передаче полуфабриката на клапанный цилиндр фальцаппарата
графейки отводятся посредством кулачкового механизма, и лист
освобождается от фальцевально-ножевого цилиндра.
Для транспортировки сфальцованной продукции захватами
(по сравнению с транспортировкой графейками) на цилиндре
должны быть углубления для их размещения, т.е. необходима
другая конструкция фальцаппарата.
88
9.9. Выводное устройство с собирателем
Собиратель (лопастное колесо) при выводе тетрадей на
выводной транспортер формирует каскадный поток тетрадей и,
кроме того, обеспечивает их торможение. Для этого он имеет
поперечное сечение в виде набора сегментов и изогнутых
лопастей. К точности положения тетрадей в каскадном потоке
предъявляются определённые требования. Для устранения
боковых отклонений применяют устройства в виде
проталкивающих дисков. В лопастном колесе устанавливаются
подвижные упоры для ограничения движения тетрадей при
приеме их вращающимися захватами. Конструкция лопастных
колёс служит для распределения потока тетрадей на два
выводных устройства.
После печатных секций следуют различные устройства для
дальнейшей обработки, такие, как нумератор, клеевой аппарат,
сушильное устройство, агрегат
для охлаждения, устройства
продольной разрезки полотна, поворотные штанги,
перфорирующие устройства, а также фальцаппарат с
фальцевальной воронкой. Так как все они в определенной мере
оказывают влияние на движение бумажного полотна, то оно
должно быть стабилизировано при помощи тянущих валиков с
приводом. Фальцаппарат представлен в виде бумаговедущего,
направляющего и тянущих валиков. Бумаговедущий
валик
расположен перед фальцевальной воронкой, а тянущие — после
нее. Проводку ленты обеспечивает также клапанный
фальцаппарат. Чтобы при дополнительной настройке подачи не
останавливать машину, регулируется на ходу специальным
механизмом. После поперечного разреза полотна листы
посредством графеек или захватов фальцаппарата
транспортируются далее и выводятся. На фальцаппарат могут
устанавливаться также другие дополнительные приспособления.
89
10. ПЕЧАТЬ БЕЗ УВЛАЖНЕНИЯ. ОСОБЕННОСТИ
ПЕЧАТНОГО ПРОЦЕССА
10.1. Расходные материалы
10.2. Особенности красок для печати без увлажнения
10.3. Технологические особенности использования красок для
офсета без увлажнения
Основные достоинства сухого офсета связаны с
отсутствием увлажнения формы при печати. Благодаря этому не
тратится время на регулировку баланса «краска — вода» и
исключается брак, обусловленный нарушением этого баланса в
процессе печати. Другие преимущества офсетной печати без
увлажнения:
• низкое растискивание даже при печати на
сильновпитывающих материалах;
• хорошая адгезия краски к невпитывающим
запечатываемым материалам.
Недостатком офсетной печати без увлажнения является
необходимость поддержания температуры краски в узком
диапазоне значений.
При работе с УФ-красками температура красочного
аппарата должна быть ниже 30 °С, а температура формы должна
находиться в диапазоне 22-27°С.
Если температура краски выходит за рамки допустимого
интервала, происходит резкое изменение ее вязкости. При
пониженной температуре ухудшается краскоперенос, при
повышенной температуре краска заливает пробельные элементы
формы.
Перед началом печати следует выждать, пока машина не
разогреется до рабочей температуры.
Поскольку деформационные нагрузки способствуют
увеличению температуры краски и формы, следует
устанавливать минимальный натиск между цилиндрами