Maass P., Peissker P. (ред.) Handbuch Feuerverzinken
Подождите немного. Документ загружается.


Fallen bei der Wärmebehandlung begründet sein, also in der Änderung der
Mikrostruktur des Stahls.
Dieses Ergebnis ist u. a. ein Hinweis auf die Richtigkeit der wasserstoff-
beeinflussten Schichtbildung beim Feuerverzinken. Es zeigt, dass nicht die
Verzinkungstemperatur für den Sebisty-Effekt das Entscheidende ist, sondern
das Austreiben des Wasserstoffs, z. B. durch Tempern bei Temperaturen von 470 °C
und mehr. Wird bei 450 °Cundhöher verzinkt, spielt ein vorheriges Tempern auf die
Schichtausbildung keine Rolle, da der Sebisty-Effekt durch die erhöhte Ver-
zinkungstemperatur von selbst eintritt.
4.2.4
Hochtemperaturverzinken bei Temperaturen oberhalb 530 °C
Der Bereich der Hochtemperaturverzinkung beginnt bei 530 °C. Dabei handelt es
sich um die obere Stabilitätsgrenze der ζ-Phase, die oberhalb dieser Temperatur
nicht beständig ist. Diese Tatsache ist bestimmend für das Hochtemperaturver-
zinken und macht den beträchtlichen Unterschied im Schichtwachstum im
Vergleich zum Normaltemperaturbereich aus. Bei 620 °C endet dann der
Stabilitätsbereich der δ
1
-Phase. Aus ihr bildet sich eine Hochtemperatur-δ-Phase
[4.22], die ein geändertes Wachstumsverhalten auslöst.
Unter Punkt 4.2.2 wurde bereits das übliche Hochtemperaturverzinken bei 550 °C
vom Ergebnis her beschrieben. Nachfolgend soll darüber hinausgehend gezeigt
werden, wie sich die vier typischen Stahlsorten bei der Verzinkung von 580 °Cund
620 °C verhalten. Die Abb. 4.15 gibt die entstandenen Zinkschichtdicken wieder. Es
ist festzustellen, dass eine Abhängigkeit der Schichtdicke von der Stahlsorte und der
Schmelzetemperatur besteht. Bei Stahl im Niedrigsilizium- und Sandelin-Bereich
4 Technologie der Feuerverzinkung und Schichtbildung
Abb. 4.15 Zinkschichtdicken auf den untersuchten vier Stahl-
sorten bei Schmelzetemperaturen von 580 °Cund620°C, 5 min
Tauchdauer [4.17]
120

sinkt die Schichtdicke mit steigender Verzinkungstemperatur, die Schichtdicken auf
Stahl im Sebisty- und Hochsilizium-Bereich erhöhen sich hingegen mit steigender
Temperatur.
4.2.5
Struktur-Untersuchungen
Im Folgenden werden die zu den vorstehenden Ausführungen gehörenden
Gefügeausbildungen der Zinküberzüge dargestellt, um das Schichtwachstum der
Zinküberzüge in Abhängigkeit vom Si-Gehalt der Stähle, der Verzinkungs-
temperatur und der Verzinkungsdauer deutlicher zu erklären.
Gefügeausbildung im Temperatur-Bereich 435–490 °C
Die aus praktischer Sicht gebräuchlichsten Verzinkungstemperaturen liegen
zwischen 440 °Cund460°C. Es wurde bereits festgestellt, dass für diesen Bereich
eine allseits starke Abhängigkeit von den Verzinkungsparametern und dem Si-
Gehalt im Stahl besteht. Das spiegelt sich auch im Gefüge der Eisen/Zinkphasen des
Zinküberzuges wider.
Abb. 4.16a zeigt den typischen, klassischen Aufbau eines Zinküberzuges auf
Niedrigsilizium-Stahl. Über der dichten δ
1
-Phase, die durch einen schmalen, aber
deutlich sichtbaren Spalt vom Stahluntergrund getrennt ist (Detail siehe Abb. 4.17),
befindet sich die ζ-Phase, aus der gut sichtbar Kristalle in die äußere η-Phase
(Reinzinkschicht)abschwimmen. Die Γ-Phase direkt auf dem Stahl ist nicht sichtbar.
Siebildetsicherstnachlängerer Verzinkungsdauer.
Die Abb. 4.16b zeigt die Struktur von Zinküberzügen auf Sandelin-Stahl unter
gleichen Verzinkungsbedingungen. Der Überzug besteht aus kleinen abgerundeten
Hartzinkkristallen (ζ-Phase), die in erstarrte Zinkschmelze eingebettet sind (η-
Phase). Eine δ
1
-Phase ist kaum ausgebildet.
Bei Sebisty-Stahl ist die Besonderheit zu beachten, dass die Schichtbildung
oberhalb und unterhalb von 450 °C nach unterschiedlichem Zeitgesetz und damit
Mechanismus erfolgt. Unterhalb 450 °CentstehteinÜberzug, der meist vollständig
durchlegiert ist und der Schichtdicken über 200 µm aufweist (Abb. 4.16c). Über einer
5bis10µmdünnen und sporadisch ausgebildeten δ
1
-Phase, erstrecken sich
senkrecht zur Stahloberfläche lange, stängelige ζ-Kristalle.
Beim Verzinken oberhalb 450 °C bis etwa 480 °C bilden sich Zinküberzüge wie im
Niedrigsilizium-Bereich. Bei 460 °C und 10 min Tauchdauer entsteht so ein
typisches, klassisches Gefüge, dass kaum noch von dem auf Niedrigsilizium-Stahl
zu unterscheiden ist, wie die Abb. 4.16d zeigt. Die δ
1
-Phase ist mindestens 25 µm
dick und sehr kompakt ausgebildet. Nach einer Schicht aus dicht gepackten ζ-
Kristallen folgt eine ausgeprägte η-Phase.
Die erneute Bildung einer kompakten δ
1
-Phase kann damit erklärt werden, dass
durch verzögerte Wasserstoff-Nachdiffusion aus dem Stahlinneren die Effusion von
Wasserstoff aus der Randzone des Stahls überwiegt, wodurch eine sehr gasarme
Randschicht erzeugt wird, die mit der Zinkschmelze intensiv reagiert und eine
kompakte δ
1
-Phase bildet mit allen Folgen für die Weiterreaktion ähnlich wie beim
Niedrigsilizium-Stahl.
4.2 Die Schichtbildung beim Feuerverzinken von Stückgut zwischen 435 °C und 620 °C
121
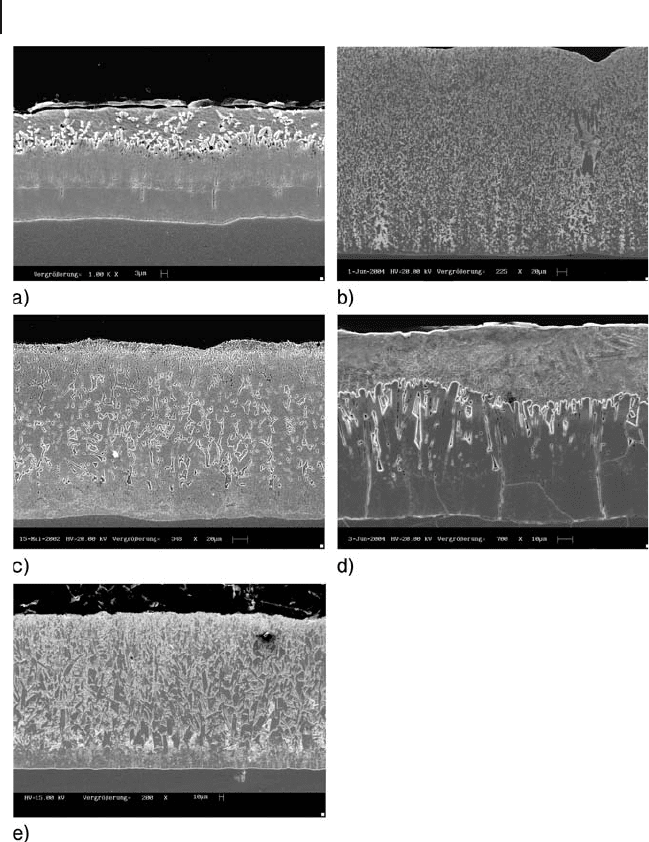
Hochsilizium-Stahl mit mehr als 0,28% Si ist dadurch gekennzeichnet, dass der
sich bildende Überzug überwiegend aus ζ-Phase besteht. Typisch fürdasGefüge
sind die scharfkantigen und großen ζ-Kristalle (Abb. 4.16e). Die auch vorhandenen
δ
1
-Kristalle nahe dem Stahlsubstrat sind stark aufgelockert und laut Phasenanalyse
(XRD) mit ζ-Phase vermengte δ
1
-Phase. Auf Grund des Fehlens einer dichten δ
1
-
Schicht resultiert erneut ein starkes Wachstum nach linearem Zeitgesetz.
4 Technologie der Feuerverzinkung und Schichtbildung
Fig. 4.16a–e Aufbau der Zinküberzüge im Nor-
maltemperaturbereich [4.17]
a Zinkschichtaufbau auf Niedrigsilizium-Stahl;
Verzinkungsparameter: 460 °C, 10 min
b Zinkschichtaufbau auf Sandelin-Stahl; Ver-
zinkungsparameter: 460 °C, 10 min
c Zinkschichtaufbau auf Sebisty-Stahl; Verzin-
kungsparameter: 445 °C, 5 min
d Zinkschichtaufbau auf Sebisty-Stahl; Verzin-
kungsparameter: 460 °C, 10 min
e Zinkschichtaufbau auf Hochsilizium-Stahl;
Verzinkungsparameter: 445 °C, 5 min
122
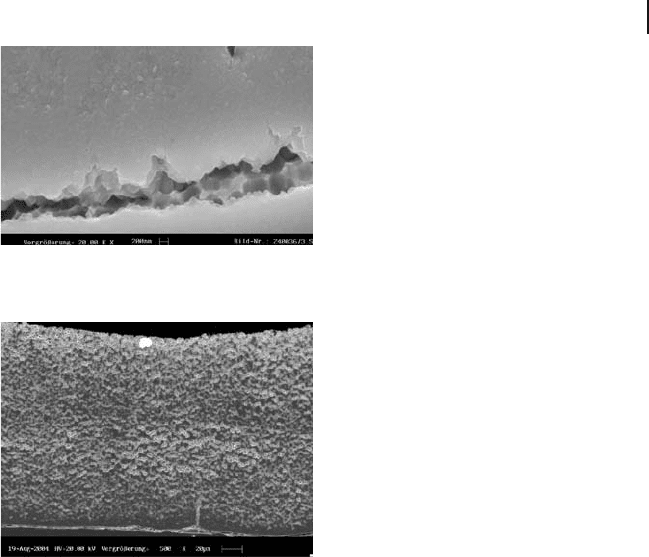
Gefügeausbildung im Temperaturbereich 490–530 °C
Es existieren im Schichtaufbau keine Unterschiede zwischen den verschieden
siliziumhaltigen Stählen. Alle Zinküberzüge bestehen bei ca. 500 °Causeinem
gleichartigen, feinkristallinen Gefüge aus (δ
1
+ζ)-Phase, welches dem Aussehen nach
dem Schichtaufbau im Sandelin-Bereich bei 460 °C ähnelt. Die Einflussfaktoren auf
das Verzinkungsverhalten des Stahles, die im Normaltemperatur-Bereich be-
stimmend sind, wie die Wasserstoffeffusion, die Legierungselemente und die
Mikrostruktur spielen offensichtlich bei diesen Schmelzetemperaturen keine Rolle.
Die Gefügeausbildung zeigt Abb. 4.18.
Gefügeausbildung im Hochtemperatur-Bereich 530–620 °C
Es bilden sich konstant dünne Überzüge aus δ
1
-Phase, denn die ζ-Phase ist ab 530 °C
thermodynamisch nicht mehr stabil. Bei allen Stählen folgt daher das Schicht-
wachstum einem parabolischen Zeitgesetz mit niedrigen Schichtdicken. Allerdings
fällt anhand der Bildbeispiele der Abb. 4.19a–d auf, dass mit steigendem Silizium-
Gehalt des Stahles die Brüchigkeit der Überzüge wächst.
Der Grund ist, dass beim Hochtemperaturverzinken in Abhängigkeit vom Stahl
zwei unterschiedliche Phasenbereiche entstehen. Im Bereich siliziumarmer Stähle
existieren die Überzüge nur aus reiner, kompakter und relativ ungeschädigter δ
1
-
Phase (Abb. 4.19a und 4.19b). Diese wird mit steigendem Si-Gehalt allerdings durch
4.2 Die Schichtbildung beim Feuerverzinken von Stückgut zwischen 435 °C und 620 °C
Abb. 4.17 Spalt zwischen Stahluntergrund und Zinküberzug
(stark vergrößertes Detail aus Abb. 4.16a)
Fig. 4.18 Aufbau der Zinküberzüge bei Verzinkung um 500 °C
[4.17]. Zinkschichtaufbau auf Baustählen bei einer Verzinkungs-
temperatur von 500 °C, Verzinkungsdauer 10 min
123
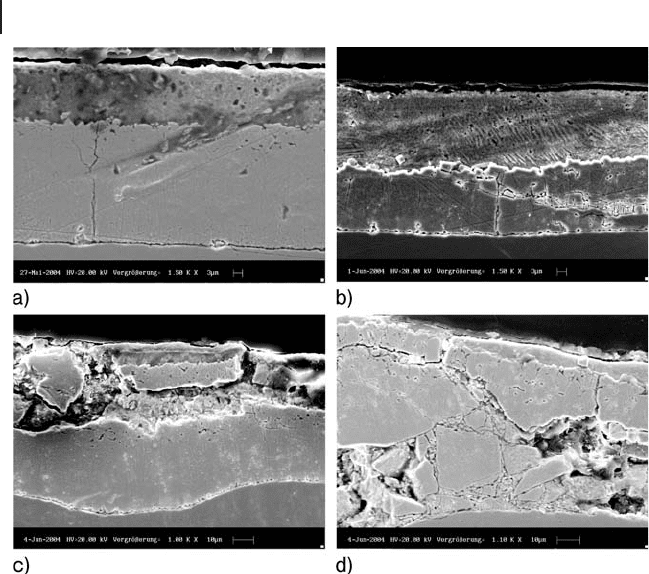
eine Mischphase aus (δ
1
+Schmelze)zurückgedrängt.DieMischphasesteht
thermodynamisch bei Raumtemperatur nicht im Gleichgewicht und wird durch den
Abkühlprozess des Überzuges brüchig, da es zwangsläufig zu einer Phasenum-
wandlung mit Volumenänderung kommt.
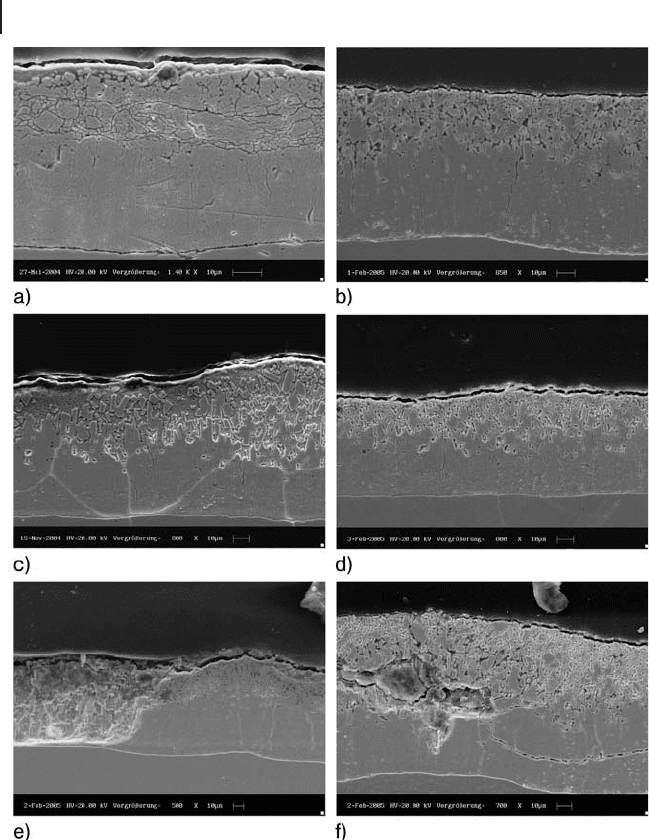
Auch die Schmelzetemperatur hat im Temperaturintervall um 600 °Ceinen
Einfluss auf die Schichtdicke. Aus der Abb. 4.15 geht hervor, dass im Niedrig-
silizium- und Sandelin-Bereich die Schichtdicken mit steigender Temperatur
aufgrund der transporthemmenden Wirkung der sich intensiv ausbildenden δ
1
-
Phase sinken, während sie im Sebisty- und Hochsilizium-Bereich wegen der
Ausbildung einer Mischphase aus (δ
1
+ Schmelze) ansteigen, da durch flüssiges
Zink zwischen den δ
1
-Kristallen das Schichtwachstum begünstigt wird. Aus den
Querschliff-Aufnahmen wird zusätzlich deutlich, dass die Schmelzetemperatur
einen Einfluss auf die Brüchigkeit der Überzüge besitzt. Das ist auch zu erwarten,
wenn man bedenkt, dass eine erhöhte Schmelzetemperatur die Bildung der reinen
δ
1
-Phase fördert, die meist frei von Zertrümmerungen bleibt. Allerdings ist dieser
Einfluss begrenzt. Im Hochsilizium-Bereich sind Zertrümmerungen sowohl bei
550 °C, 580 °Calsauchbei620°C unvermeidlich.
4 Technologie der Feuerverzinkung und Schichtbildung
Abb. 4.19a–d Aufbau der Zinküberzüge bei Ver-
zinkung um 550 °C [4.17]
a Zinkschichtaufbau auf Niedrigsilizium-Stahl;
Verzinkungsparameter: 550 °C, 10 min
b Zinkschichtaufbau auf Sandelin-Stahl; Ver-
zinkungsparameter: 550 °C, 10 min
c Zinkschichtaufbau auf Sebisty-Stahl; Verzin-
kungsparameter: 550 °C, 10 min
d Zinkschichtaufbau auf Hochsilizium-Stahl;
Verzinkungsparameter: 550 °C, 10 min
124

4.2.6
Ganzheitliche Theorie der Schichtbildung
Die vorstehend beschriebenen Untersuchungen erlauben folgende ganzheitliche
Theorie über die Schichtbildung beim Stückgutfeuerverzinken zwischen 435 °Cund
620 °C in konventioneller, an Eisen und Blei gesättigter Zinkschmelze (Abb. 4.21).
Normaltemperatur-Bereich zwischen 435 und 490 °C
In diesem Temperaturintervall ist eine sehr starke Abhängigkeit des Schicht-
wachstums vom Si-Gehalt des Stahles zu beobachten. Es existieren 4 typische
Verzinkungsbereiche (Niedrigsilizium-, Sandelin-, Sebisty- und Hochsilizium-
Bereich), die sich hinsichtlich Dicke und Struktur der Überzüge deutlich unter-
scheiden.
Das Wachstum und die Struktur von Zinküberzügen werden von effundierendem
Wasserstoff beeinflusst und damit indirekt vom Si-Gehalt im Stahl. Silizium
behindert die Wasserstoffeffusion und bestimmt die Mikrostruktur und Be-
schaffenheit der Randzone des Stahls. Phosphor reichert sich in Stählen durch
Seigerungsprozesse in der Randzone an und verhindert die Bildung einer
kompakten und dichten δ
1
-Phase, was sich insbesondere in Stählen mit wenig
Silizium durch starkes Schichtwachstum bemerkbar macht.
Im Niedrigsilizium-Bereich und im Sebisty-Bereich oberhalb 450 °C hemmt
Wasserstoff das Schichtwachstum indirekt, weil sich durch eine verzögerte
Wasserstoffeffusion bzw. durch eine verzögerte Wasserstoff-Nachdiffusion durch
Reaktion der Schmelze mit der Randzone des Stahls eine dichte δ
1
-Phase bilden
kann. Ein Spalt zwischen Stahl und Zinküberzug, der sich deutlich im Niedrig-
silizium-Bereich und etwas abgeschwächt auch im Sebisty-Bereich oberhalb 450 °C
durch effundierenden Wasserstoff bildet, hemmt zusätzlich das Schichtwachstum,
da es sich um Störungen des Phasengrenzverbundes handelt. Damit kann eine
einheitliche Ursache für das parabolische Wachstum in diesen beiden Bereichen
angenommen werden.
Insbesondere im Sandelin-Bereich, in dem sich kaum eine und auf keinen Fall
eine dichte δ
1
-Phase bildet, fördert die Wasserstoffeffusion das Schichtwachstum, da
die Reaktionsfläche ständig aktiv gehalten wird.
Im Hochsilizium-Bereich ist ein Einfluss von Wasserstoff nicht oder nur wenig
erkennbar. Das an der Phasengrenze sich im Laufe der Reaktion aufkonzentrierende
Silizium senkt aber das Eisenangebot in der Reaktionszone, weshalb sich keine
durchgängige δ
1
-Phase mehr bilden kann und die Geschwindigkeit der Ver-
zinkungsreaktion gegenüber dem Sebisty-Bereich erneut stark ansteigt.
Temperaturbereich zwischen 490 °C und 530 °C
Auf allen Stählen entstehen Zinküberzüge unabhängig vom Si-Gehalt der Stähle aus
einem feinkristallinen Gefüge aus δ
1
-undζ-Kristallen. Auch die Schichtdicken der
Zinküberzüge auf den untersuchten Stahlsorten haben sich angeglichen. Die
Schichtbildung erfolgt nach dem linearen Zeitgesetz.
Da die Verzinkung bei Temperaturen um 500 °CkurzunterhalbderStabilitäts-
grenze der ζ-Phase stattfindet, dominiert ein thermodynamischer Effekt das
4.2 Die Schichtbildung beim Feuerverzinken von Stückgut zwischen 435 °C und 620 °C
125
4 Technologie der Feuerverzinkung und Schichtbildung
Abb. 4.20a–h Aufbau der Zinküberzüge bei Ver-
zinkung zwischen 580 °Cund620°C [4.17]
a Zinkschichtaufbau auf Niedrigsilizium-Stahl;
Verzinkungsparameter: 580 °C, 10 min
b Zinkschichtaufbau auf Niedrigsilizium-Stahl;
Verzinkungsparameter: 620 °C, 10 min
c Zinkschichtaufbau auf Sandelin-Stahl; Ver-
zinkungsparameter: 580 °C, 10 min
d Zinkschichtaufbau auf Sandelin-Stahl; Ver-
zinkungsparameter: 620 °C, 10 min
e Zinkschichtaufbau auf Sebisty-Stahl; Verzin-
kungsparameter: 580 °C, 10 min
f Zinkschichtaufbau auf Sebisty-Stahl; Verzin-
kungsparameter: 620 °C, 10 min
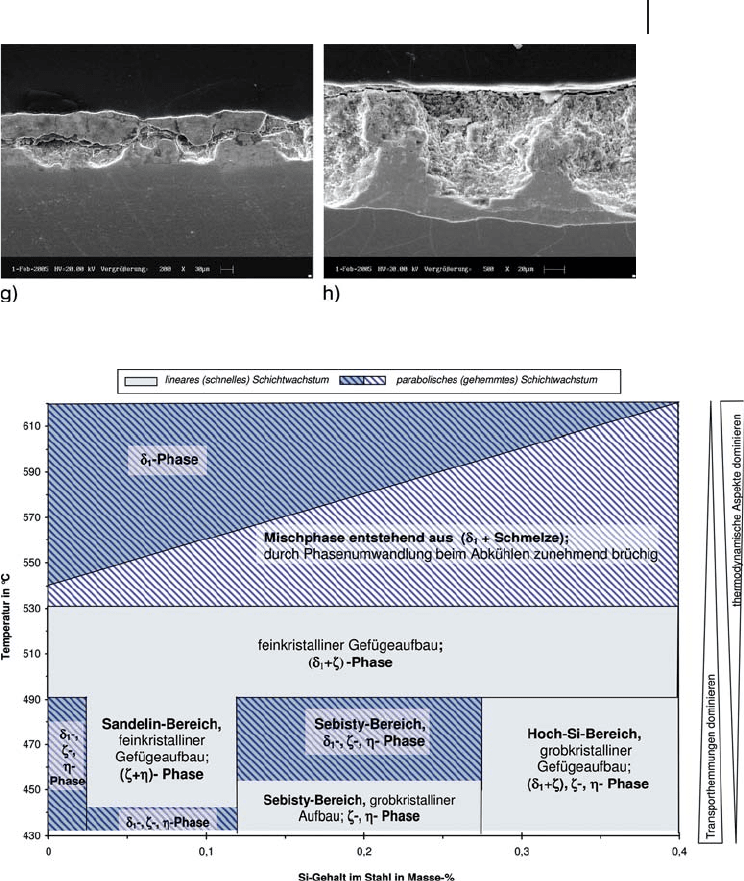
g Zinkschichtaufbau auf Hochsilizium-Stahl;
Verzinkungsparameter: 580 °C, 10 min
h Zinkschichtaufbau auf Hochsilizium-Stahl;
Verzinkungsparameter: 620 °C, 10 min
126
4.2 Die Schichtbildung beim Feuerverzinken von Stückgut zwischen 435 °C und 620 °C
Abb. 4.21 Gesamtübersicht der Gefügeausbildungen beim Stückgutfeuerverzin-
ken für phosphorarme Baustähle und konventionelle Zinkschmelze (Verzin-
kungsdauer > 5 min). Anmerkung: Zwischen den einzelnen Strukturbereichen
existiert real ein Übergangsverhalten
127

Wachstumsverhalten, der auf eine unterschiedliche Temperaturabhängigkeit von
Keimbildungs- und Kristallwachstumsgeschwindigkeit zurückzuführen ist [4.23].
Die Anzahl und Form der Kristalle der δ
1
-undζ-Phase hängt vom Verhältnis dieser
beiden Geschwindigkeiten bei der entsprechenden Erstarrungstemperatur ab. Da
die Bildung eines Keims eine höhere Aktivierungsenergie benötigt als sein
anschließendes Wachstum, nimmt mit steigender Temperatur die Keimbildung
stärker als das Kristallwachstum zu. Der Grund für das feinkristalline (δ
1
+ζ)-Gefüge
liegt daher in der hohen Keimbildungsgeschwindigkeit vor allem der ζ-Phase, die bei
Temperaturen kurz unterhalb der Beständigkeitsgrenze von 530 °CihrMaximum
erreicht. Die nicht in dem Maßetemperaturabhängige Kristallwachstumsge-
schwindigkeit kann der beschleunigten Keimbildung nicht folgen. Das sich
bildende feinkörnige Gefüge hat die Eigenschaft – analog dem Gefüge auf
Sandelin-Stahl im Normaltemperatur-Bereich – keine schichtdickenreduzierenden
Reaktionshemmungen auszulösen, da δ
1
-undζ- Phase nicht kompakt ausgebildet
sind.
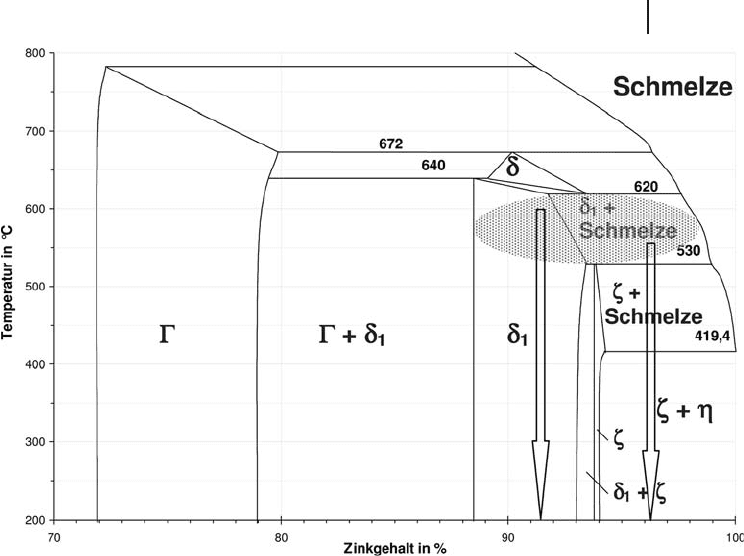
Hochtemperatur-Bereich zwischen 530 °Cund620°C
Im Temperaturbereich zwischen 530 °C und 620 °Cistnurdieδ
1
-Phase thermo-
dynamisch stabil. Sie bildet sich bevorzugt auf Niedrigsilizium-Stahl aufgrund der
dort an der Stahloberfläche vorhandenen verunreinigungsfreien α-Eisenschicht und
der dadurch gegebenen hohen Reaktionsgeschwindigkeit stets kompakt mit
Schichtdicken zwischen 40–50 µm aus. Mit steigendem Si-Gehalt im Stahl kommt
es aber auch zunehmend zur Bildung einer nicht kompakten Mischphase, die aus δ
1
-
Kristallen besteht, die während des Verzinkens in Schmelze eingebettet sind. Beide
möglichen Phasenausbildungen werden im Ausschnitt des Zustandsschaubildes
Fe/Zn der Abb. 4.22 durch die gepunktete ellypsoide Markierung gekennzeichnet.
Bildet sich sofort und überwiegend eine Schicht aus δ
1
-Phase, wie das für
Niedrigsilizium-Stahl anzunehmen ist, dann bleibt auch beim Abkühlen nach dem
Verzinken die Phasenstruktur gleich und es entstehen gut ausgebildete, qualitativ
hochwertige Zinküberzüge. Der linke Pfeil in Abb. 4.22 kennzeichnet diese
Möglichkeit. Kommt es jedoch zur Bildung von (δ
1
-Phase+Schmelze), wie bei höher
Si-haltigen Stählen, so kommt es beim Abkühlen zu Phasenumwandlungen. Dieses
Verhalten wird durch den rechten Pfeil in Abb. 4.22 beschrieben. Aus (δ
1
+Schmelze)
kann sich (δ
1
+ζ)-, ζ-oder(ζ+η)-Phase bilden. Alle möglichen Phasenumwandlungen
führen zu Volumenveränderungen, wodurch beim Abkühlen mechanische
Spannungen in die Überzüge eingetragen werden. Darum neigen durch Hoch-
temperaturverzinkung erzeugte Überzüge dazu, teilweise spröde und brüchig zu
sein. Das kritische Phasengebiet (δ
1
+ Schmelze) wird prinzipiell mit steigender
Verzinkungstemperatur zurück gedrängt, weil bei höheren Temperaturen ver-
mutlich die Bildung einer kompakten δ
1
-Phase gefördert wird. Die qualitativ besten
Überzüge entstehen also auf Niedrigsilizium-Stahl bei möglichst hoher Ver-
zinkungstemperatur.
4 Technologie der Feuerverzinkung und Schichtbildung
128
4.2.7
Einfluss von Legierungselementen der Schmelze auf die Schichtbildung
4.2.7.1 Konventionelle Zinkschmelzen
Die konventionelle Zinkschmelze besteht aus technisch reinem Zink, dem bereits in
der Anfangsphase der Entwicklung des Feuerverzinkens rohstoffbedingt, später aus
technologischen Gründen, Blei zugemischt war. Die Schmelze sättigt sich während
des Gebrauchs mit Eisen und enthält geringe Mengen an Verunreinigungen an
weiteren Metallen wie Kupfer u. Ä.m.
Im Laufe der Entwicklung kamen aus optischen Gründen (Glanz, Zinkblume)
noch geringe Mengen an Zinn und Aluminium dazu. Mit dieser Zinkschmelze
wurde bis in die 60er-Jahre des vergangenen Jahrhunderts nahezu ausschließlich
verzinkt. Erst die Bedürfnisse der letzten Jahrzehnte nach Unabhängigkeit von der
Stahlzusammensetzung, nach hohem Glanz und niedriger Schichtdicke sowie nach
erhöhter Korrosionsbeständigkeit haben dazu geführt, dass sich seit dieser Zeit
gezielt legierte Zinkschmelzen im Einsatz befinden, die sich in der Praxis trotz
erhöhter Anforderungen an die Betreiber unter bestimmten Voraussetzungen auch
bewährt haben [4.24].
4.2 Die Schichtbildung beim Feuerverzinken von Stückgut zwischen 435 °C und 620 °C
Abb. 4.22 Zinkreiche Seite des Zustandsschaubildes Fe/Zn mit
Markierung des Phasenbereichs, der bei Schmelzetemperaturen
zwischen 530 °C und 620 °C beim Feuerverzinken relevant ist
129