Maass P., Peissker P. (ред.) Handbuch Feuerverzinken
Подождите немного. Документ загружается.


I
Beizzeit: 30 min, sie ist durch geeignete Maßnahmen so zu
optimieren, dass diese nicht wesentlich überschritten wird
(Fettfreiheit der Stahloberfläche, Temperatur, Bewegung der
Beizlösung und/oder der Stahlteile).
Sollte die Wasserstoffdiffusion in Größenordnungen liegen die die Stahlteile
beeinträchtigen, so kann diesen der Wasserstoff durch Tempern bei 180 bis 240 °C
entzogen werden (ist in der Galvanotechnik üblich). Der im Stahl befindliche
molekulare Wasserstoff kann auch erst nach längerer Zeit unter hohem Druck aus
dem Werkstoff austreten und den Zinküberzug abheben. Besonders beizempfind-
lich sind höher gekohlte und unberuhigte Stähle und siliziumhaltige Automatenst-
ähle [3.7, 3.80–3.82].
3.5.2.4 Analytische Kontrolle, Recycling, Reststoffverwertung
Analytische Kontrolle
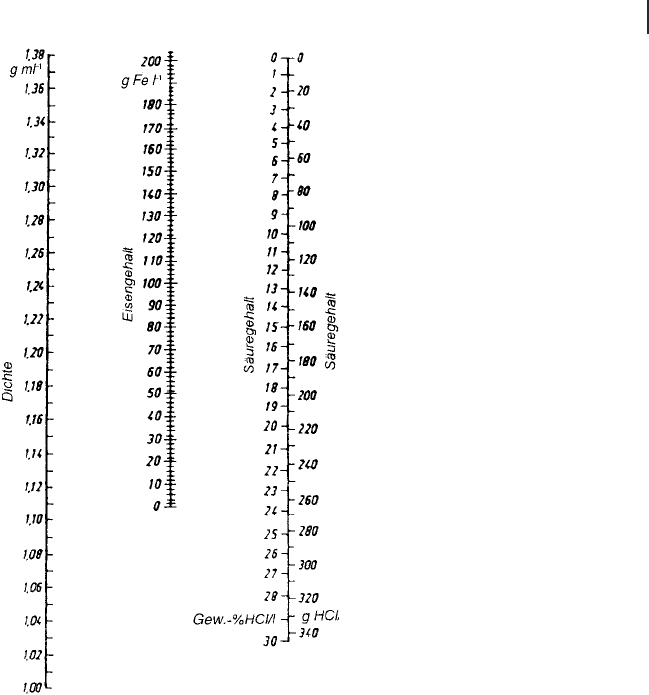
Zur Überwachung der Beize bestimmt man im allgemeinen die Dichte bei 20 °Cund
titriert den Gehalt an freier Salzsäure [3.5, 3.23, 3.28]. Aus beiden Größen wird
mithilfe des Nomogrammes in Abb. 3.25 der Eisengehalt ermittelt. Zur Berechnung
der für eine etwaige Regenerierung erforderlichen Salzsäuremenge bedient man
sich des Mischungskreuzes (Abschnitt 3.5.2.1). Anderenfalls beauftragt man damit
ein Labor, aber auch die Salzsäurelieferanten und Entsorgungsfirmen führen
derartige Analysen aus, meistens sogar kostenlos.
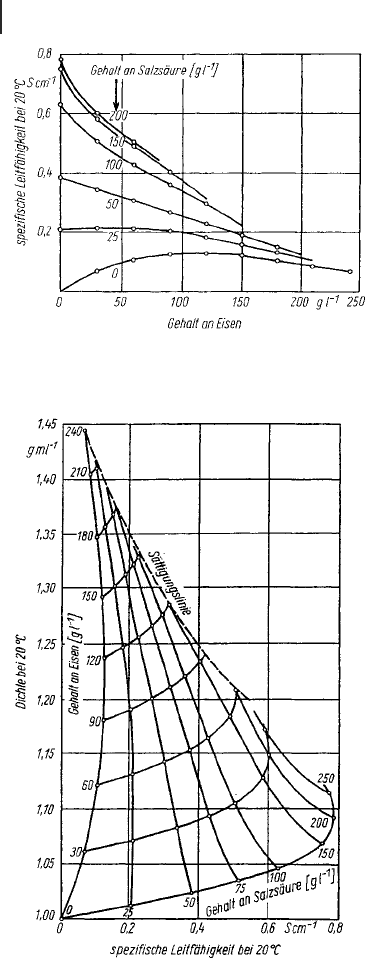
Zur Überwachung der Salzsäurebeize wird auch die Messung der spezifischen
elektrischen Leitfähigkeit vorgeschlagen [3.70, 3.84] (Abb. 3.26). Bei deren
Anwendung und gleichzeitiger Dichtebestimmung kann auf nasschemische
3 Technologie der Oberflächenvorbereitung
Abb. 3.24 Einfluss des Schwefelgehaltes von niedriglegierten
Vergütungsstählen auf die Wasserstoffaktivität in inhibitorfreier
l mol HCl (36,5 g HCl/1) bei Raumtemperatur [3.79]
a) 42CrMo4
b) 34CrNiMo6
80
Methoden verzichtet werden. In Abbildung 3.27 werden die Beziehungen zwischen
den relevanten Größen hergestellt. Während beim Stückverzinken die Über-
wachung der Beize turnusmäßig durchzuführen ist, lohnt sich bei großem
Durchsatz eine automatische Kontrolle, die mit gleichzeitiger Salzsäuredosierung
gekoppelt ist [3.64].
Internes Recycling
Das interne Recycling, d. h., die Salzsäurerückgewinnung erfolgt vor Ort bei der
Feuerverzinkerei, stellt technologisch die optimale Variante dar. Sie ist aber nur bei
einem großen Durchsatz (ab ca. 80000 t/a Beizgut bzw. 3 • 10
6
m
2
Oberfläche) und
bei kontinuierlicher Auslastung rentabel. Bei jeder Regenerierung wird die
Betriebsstätte mit einer Verfahrenstechnik ausgestattet, die dem Wesen nach in
dieser fremd ist. Diese Randbedingungen bestärken den Trend zu einer externen
zentralen Aufbereitung, wobei nicht ausgeschlossen ist, dass diese Funktion auch
von einer Feuerverzinkerei für mehrere Betriebe ausgeführt werden kann.
3.5 Beizen
Abb. 3.25 Nomogramm zum Zusammenhang von Dichte, Eisen- und Salzsäuregehalt bei 20 °C
81
3 Technologie der Oberflächenvorbereitung
Abb. 3.26 Netztafel für die spezifische Leitfähigkeit von Salz-
säure-Eisen(II)-chlorid-Lösungen bei 20 °C [3.70]
Abb. 3.27 Netztafel für die Dichte und spezifisch Leitfähigkeit von
Salzsäure-Eisen(II)-chlorid-Lösungen bei 20 °C [3.70]
82
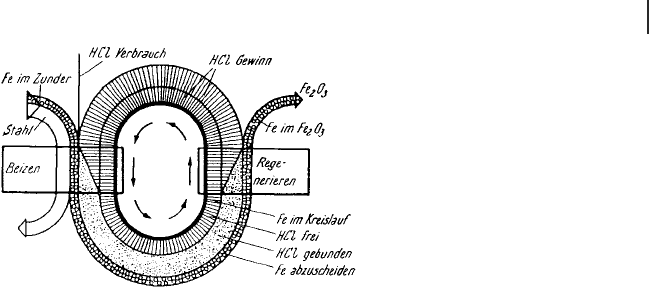
Als klassisches Verfahren zum kontinuierlichen Recycling von Beizlösungen und
konzentrierter Spülwässer gilt die thermische Spaltung in Salzsäure und Eisenoxid.
Abbildung 3.28 zeigt den Stoffkreislauf mit der vollständigen Rückführung der
freien und gebundenen Salzsäure.
Zur Anwendung gelangten verschiedene Anlagentypen [3.33, 3.44, 3.73, 3.85], von
denen gestattet das Sprühröstverfahren ein Eisen-/Zinkverhältnis von > 10 : 1 [3.69].
Die Kopplung Beizanlage/Regenerationsanlage ermöglicht das ständige Beizen
unter optimalen Beizbedingungen (Temperatur, HCl- und Fe-Gehalt) (Abb. 3.20).
WegenderhohenKostenfür die Investition und das Betreiben rechnet sich das für
die üblichen Stückgutverzinkereien nicht. Derartige Anlagen werden von Breitband-
und Drahtverzinkereien sowie von Recyclingfirmen betrieben. Auch das Verfahren
der Solventextraktion soll zum Einsatz kommen [3.69]. Ionenaustauschverfahren
kommen aus wirtschaftlichen Gründen kaum zum Einsatz.
Bei der in einer Stückgutverzinkerei üblichen abwasserfreien Oberflächenvor-
bereitung – Einsatz eines salzsauren Beizentfetters, Verwendung des Spülwassers
fürNeuansätze zum Ergänzen der Verdunstungsverluste – fallen ausschließ lich
saure eisen- und zinkhaltige Beiz- und Entfettungslösungen an. Am wirtschaft-
lichsten ist es, mit der Entsorgung eine speziell dafür zugelassenen Recyclingfirma
zu beauftragen. Die zur Anwendung kommenden Recyclingverfahren erfordern das
Einhalten von Grenzwerten fürZink,ÖlundFett.Anderenfallserhöhen sich die
Kosten für das Entsorgen. Deshalb ist jede Verzinkerei daran interessiert, diese nicht
zu überschreiten. Gegenwärtig sind folgende Grenzwerte bekannt (sowohl die
Grenz- bzw. Sollwerte sowie die Kosten, bzw. Erlöse sollten stets vorher mit der
Entsorgungsfirma ausgehandelt und festgeschrieben werden):
1. Beizentfettungslösungen
I
Öl-, Fett und dgl. dürfen nur im gebundenen Zustand
vorliegen und nicht sichtbar auf der Oberfläche schwimmen
I
Fe: 100–130 g/1
I
Zink: wie unter 2.
I
Schwermetalle (Ni, Pb u. dgl.): in Spuren
I
Beizschlamm: wird gesondert entsorgt (höherer Preis)
3.5 Beizen
Abb. 3.28 Stofffluss bei einer totalen Rückführung von Salzsäure durch thermische Reaktion [3.85]
83
2. Beizlösung
I
Öl-, Fett, organische Verunreinigungen und dgl.: in Spuren
I
Schwermetalle: wie unter 1.
I
Beizschlamm: wie unter 1.
I
Fe: bis 200 g/1
I
Zink: < 1 g/l, anderenfalls erhöhen sich die Entsorgungs-
kosten entsprechend der folgenden Qualitätseinstufungen:
12 34
< 1 g/l Zn 1,1–3 g/l Zn 3,1–8g/l >8g/l (Mischsäure
Die dafür anfallenden Entsorgungskosten verhalten sich ungefähr wie 1,0 : 1,3 : 2,5 : 3,5
3. Mischbeize
I
Öl, Fett, organische Verunreinigungen u. a. in bestimmten
Größenordnungen zulässig (ist eine Frage des Preises fürdas
Entsorgen)
I
Zink: wenn > 8 g/l
I
Fe und Schwermetalle wie unter l.
4. Entzinkungslösung
I
Öl-, Fett, Schlamm, organische Verunreinigungen u. dgl.: in
Spuren
I
Zink.: 160–200 g/l = 335–420 g ZnCl
2
/l
I
HCl: 2–3% =20–30 g/l
I
Fe (abhängigvomZn-Gehalt):Zn:Fe>8:1;Zn:Fe<8:1
zählt als Mischbeize. Je niedriger das Verhältnis Zn : Fe,
desto niedriger der Erlös.
3.5.3
Vorbereitung von Gusswerkstoffen
Unter Gusswerkstoffen versteht man zahlreiche Sorten von Gusseisen mit 2 bis
4,5% C und Stahlguß mit < 2% C [3.77, 3.86]. Die Oberfläche der Werkstücke besteht
aus einer bis 3 mm dicken Haut aus Eisenoxiden und den in Salzsäure schwer bzw.
unlöslichen Eisensilicaten sowie Formsand, Graphit und Temperkohle. Die
genannten Stoffe benetzen im Flussmittel und in der Zinkschmelze nicht, sodass
sie fehlerhafte Überzüge verursachen [3.64]. Bereits bei der Herstellung der
Gussformen (Porosität und Feuchtigkeit der Form, getrocknete Kerne) kann man
auf die spätere Feuerverzinkung günstig Einfluss nehmen. Bei einer Serienfertigung
empfiehlt sich zwischen der Gießerei und der Feuerverzinkerei eine technologische
Abstimmung der Parameter.
Zur Oberflächenvorbehandlung kommen das Strahlen (s. Abschnitt 3.2.1) oder
das Beizen bzw. beides in Kombination zur Anwendung. Das Strahlen ist bei
Werkstücken mit einer starken Gusshaut oder sichtbaren Graphitbelägen einzu-
3 Technologie der Oberflächenvorbereitung
84

setzen, jedoch kann es bei kompliziert geformten Teilen nur bedingt wirken. Die
Entfernung von Formsand aus Lunkern und Poren bereitet ebenfalls Schwierigkei-
ten. Wird durch Strahlen auf der Stahlteiloberfläche der Oberflächenvorbereitungs-
grad Sa 3 (Tab. 3.3) erzielt, können die Teile nach Absaugen des Staubes direkt in das
Flussmittel und die Zinkschmelze eingebracht werden. Die Zeit nach dem Strahlen
und Fluxen darf 15 min nicht überschreiten. Anderenfalls tendiert das durch das
Strahlen erreichte und für den Verzinkungsprozess notwendige Aktivierungs-
potenzial der Stahloberfläche soweit gegen 0 mV, dass eine Diffusion Zn-Fe-Zn
gestört oder nicht abläuft und keine qualitätsgerechten Zinküberzüge erreicht
werden. Wegen des Aufwandes fürdieAusrüstungen und der Zeit für das Absaugen
des Staubes von der Gussteiloberfläche schaltet man eine Beize in einem Salzsäure-
Flußsäure-Gemisch nach und erreicht damit den Oberflächenvobereitungsgrad
„Be“ (Tab. 3.3).Dieflußsäurehaltige Salzsäure löst silicatische Bestandteile gut auf,
und die Fluoridionen greifen eine Magnetithaut rasch an [3.56], ohne das Eisen
wesentlich abzutragen. Die Zusammensetzung der Beize ist unter der Maßgabe
einer kurzen Beizzeit und unter Anpassung an den Ausgangszustand der
Gussoberfläche innerhalb des folgenden Bereiches zu wählen:
Gehalt Salzsäure 35–140 g HCl g/1 = 3,15–13,2 Gew.-%
Gehalt Flusssäure 20–50 g HF g/1.
Reaktion der Flusssäure:
Gl. 3.12SiO
2
+6HFR H
2
SiF
6
+2H
2
O
(H
2
SiF
6
= Hexafluorwasserstoffsäure, wasserlöslich)
Die Metalloxide der Zunderschicht werden zu Metallfluorid umgesetzt und der
Kohlenstoff (Graphit) fällt als Schlamm im Beizbehälter aus [3.78].
Angesetzt wird mit technisch reinen Chemikalien; die Flusssäure wird 40–50%ig
gehandelt, ihre Dichte ist der Abb. 3.29 zu entnehmen. Zur analytischen
Überwachung der Flusssäure-Salzsäure-Beize stehen Vorschriften zur Verfügung
[3.23]. Das Beizen erfolgt bei Raumtemperatur, und es ist die kürzestmögliche Zeit
einzuhalten, um Zerklüftungen des Werkstoffes zu vermeiden. Wenn es die Form
und GrößederWerkstücke erlauben, sind diese in einer rotierenden Trommeln zu
behandeln. Nach dem Beizen ist aufgrund der Porosität des Grundmaterials
mindestens 1 min in einem luftbewegten Spülwasser oder in der rotierenden
Trommel zu reinigen.
Während die Flusssäure bei dem oben beschriebenen Beizen von Gusseisen
ausschließlich zum Lösen der silicatischen Bestandteile in einem Konzentrations-
bereich > 2%, in dem Hautkontakte gefährlich sind, verwendet wird, könnte sie bei
Gehalten unter dem genannten Wert (hier ist die Gesundheitsgefährdung gering) in
einer Salzsäure bei unlegierten Stählen zur beschleunigten Zunderauflösung
beitragen [3.56].
3.5 Beizen
85

3.5.4
Entzinken
Stahlteile mit fehlerhaften ZinküberzügenwerdenineinerSalzsäurelösung
entzinkt.
Zusammensetzung und Arbeitsbedingungen:
I
HCl: 3–5% =30–50 g/1
I
Dichte: 1,015–1,025 g/ml
I
Dichte der ZnCI
2
-Lösung:s.Abb.3.30
I
Fe:Zn:Fe>8:1,s.Abschnitt3.5.2.4unterRecycling
I
Inhibitor: 0,5–2% (nach Angaben des Herstellers)
I
pH-Wert: < 1
I
Temperatur: 17–20 °C
I
Beizgeschwindigkeit bei 30 g HCl/l, T = 20 °C: 50– 70 g/m
2
h
I
Entsorgung: s. Abschnitt 3.5.2.4
Im Interesse einer kostengünstigen Entsorgung ist die Belastung der Entzinkungs-
lösung mit für die Aufarbeitung störenden Verunreinigungen (z. B. Eisen, Öl, Fett)
so gering wie möglich zu halten.
Dazu folgende Hinweise:
I
Einsatz eines wirkungsvollen, nichtschäumenden und ent-
sorgungsfreundlichen Inhibitors für Eisen (sollte mit Ent-
sorgungsfirma abgestimmt werden). Damit wird gleichzeitig
einer möglichen Wasserstoffversprödung vorgebeugt.
I
Sofortige Entnahme der Teile nach Abschluss des Entzin-
kungsprozesses.
I
FürKleinteilekönnen Körbe aus den gleichen Werkstoffen wie
zur Oberflächenvorbereitung eingesetzt werden (Reinnickel,
Nickel-Kupfer-Legierung, Eisen-Silizium-Legierung [3.87]
Titan [3.79], PVC, Polypropylen, Stahllegierung X8CrNiMoTi
18.11).
3 Technologie der Oberflächenvorbereitung
Abb. 3.29 Dichte vom System Flusssäure-Wasser bei 20 °C
86

DieReaktionZn+2HCIR ZnCl
2
+H
2
ist mit einer heftigen Wasserstoffent-
wicklung verbunden. Deshalb sind hierbei, aber auch generell in der Beizerei alle
Zündquellen auszuschließen, die zu einer Explosion führen können. Auch über dem
Behälter angeordnete Fahrleitungen fürKräne können durch Funkenbildung das
Auslösen eines Brandes verursachen. So kam es in einer Feuerverzinkerei zu einer
ca. 1 m langen Stichflamme mit nachfolgendem Brand, als Funken von der
Fahrleitung in einen Entzinkungsbehälter mit einer ca. 50 cm dicken Schaumdecke
gefallen sind, unter der sich Wasserstoff angesammelt hatte. Zum Abbrechen des
Brandes muss die Wasserstofferzeugerquelle ausgeschaltet werden indem die zu
entzinkenden Teile sofort aus der Entzinkungsbeize ausgebracht werden.
3.6
Flussmittel zum Feuerverzinken
Bei jeder Art der Feuerverzinkung von Stückgut sind zum einwandfreien Ablauf der
Verzinkungsreaktion Flussmittel notwendig. Diese haben die Aufgabe, das gebeizte
und gespülte Verzinkungsgut so zu aktivieren, dass dieses schnell und auf die
Oberfläche bezogen homogen mit der Zinkschmelze reagieren kann. Flussmittel
stellen also eine Art abschließende Feinbeize dar.
3.6 Flussmittel zum Feuerverzinken
Fig. 3.30 Dichte einer wässrigen ZnCl
2
-Lösung bei 20 °C
87

3.6.1
Flussmittel auf Basis ZnCI
2
/NH
4
CI
So lange industriell feuerverzinkt wird, dienen Salzgemische der chemischen
Zusammensetzung ZnCl
2
/NH
4
Cl als Flussmittel. Das Schmelzverhalten derartiger
Flussmittel kann dem bekannten Zustandsdiagramm von Hachmeister [3.80]
entnommen werden (Abb. 3.31). Danach erniedrigt sich der Schmelzpunkt des
ZnCl
2
von ca. 280 °CbeiNH
4
Cl-Zugabe auf ca. 230 °C bei etwa 12 Masse-% NH
4
Cl,
die Schmelztemperatur des so genannten ersten Eutektikums E
1
. Ein weiteres
Eutektikum E
2
mit einem Schmelzpunkt von ca. 180 °C liegt bei 26 bis 27 Masse-%
NH
4
Cl. In der Praxis finden Salzgemische beider Eutektika Anwendung.
Kennzeichnend für Salzgemische des Eutektikums E
1
sind ihre gute Benetzungs-
fähigkeit. Die Vorteile von Salzgemischen des Eutektikums E
2
sind größere
Unempfindlichkeit gegenüber einem Unterschreiten der Trockentemperatur beim
Trocken verzinken, die leichtere Kristallwasserabgabe und die bessere Beizwirkung.
Nachteilig gegenüber Salzschmelzen des Eutektikums E
1
sind die geringere
Benetzungsfähigkeit des Schmelzflusses und die stärkere Rauchentwicklung infolge
des höheren NH
4
Cl-Gehaltes.
Prinzipiell beruht die Flussmittelwirkung von ZnCl
2
/NH
4
Cl-Salzgemischen auf
zwei Effekten. Beim Trocknen bilden sich auf einem flussmittelbehandelten Teil
zunächst Clorhydroxozinksäuren, die bis ca. 200 °C dominieren und die so genannte
1. Beizstufe sichern, was besonders bei der Nassverzinkung wichtig ist. Bei höheren
Temperaturen – etwa ab 200 °C – entsteht aus dem sich bildenden Doppelsalz ZnCl
2
· 2NH
4
Cl durch thermische Spaltung HCl, das die 2. Beizstufe bewirkt. Diese 2.
Beizstufe ist besonders beim Trockenverzinken wichtig. Die Auflösung von
Zinkoxidresten auf der Zinkschmelze erfolgt nach analogem Mechanismus.
3 Technologie der Oberflächenvorbereitung
Abb. 3.31 Das binäre System ZnCl
2
/NH
4
Cl nach Hachmeister [3.80]
88

Trockenverzinken
Beim Trockenverzinken wird das flussmittelbehandelte Teil bei etwa 120–150 °C
getrocknet und im trockenen Zustand in die Zinkschmelze getaucht. Temperaturen
von über 100 °C, gemessen auf der Werkstückoberfläche, sollten nicht wesentlich
überschritten werden, da anderenfalls das Flussmittel verbrennt und damit die
Wirksamkeit reduziert wird. Die als Aktivierung zu bezeichnende Feinbeize durch
das Flussmittel beginnt während des Trockenvorganges durch die komplexen
Chlorhydroxozinksäuren und erfolgt dann durch das beim Eintauchen infolge der
höheren Temperatur entstehende HCl.
Wichtig für den Prozess ist die Konzentration des Flussmittels. Diese sollte fürdie
wässrige Flussmittellösung zwischen 10 und 45 Masse-% liegen. Während 10% die
absolute Mindestkonzentration bei ZnCl
2
/NH
4
Cl-Gemischen darstellt und nur bei
ideal gestalteten Teilen und bester Vorbehandlung zum Erfolg führt, dürfen 45%
nicht überschritten werden, weil sich oberhalb dieser Konzentration bereits im
Flussmittelbad Chlorhydroxozinksäuren bilden, die zu einem starken Eisenangriff
und damit verstärkter Eisenanreicherung im Flussmittel führen. Die Flussmittel-
lösung kann bei Raumtemperatur betrieben werden, jedoch wirken sich höhere
Temperaturen günstig auf die Trocknungsdauer aus, und sie vermindern die
Oxydation der Stahloberfläche während des Weitertransportes. Anderenfalls ist eine
negative Beeinflussung der Fluxschicht und des Zinküberzuges möglich. Der
Eisengehalt im Flussmittel sollte gering sein, d. h., 5–10 g/l nicht übersteigen.
Die anschließende Trocknung hat schnell und zügig zu erfolgen, um den
Eisenangriff und damit die Bildung von Eisen(III)-Verbindungen gering zu halten,
da diese das Schmelzverhalten des Flussmittelgemisch negativ beeinflussen.
Kommen Eisen(III)-Verbindungen in merklicher Menge in die Zinkschmelze, so
führt das zusätzlich zu einer Erhöhung der Hartzinkbildung, der Hauptanteil der
Eisenverbindungen wird aber in der entstehenden Zinkasche angereichert und mit
dieser entfernt. Das flussmittelbehandelte, gut getrocknete Teil muss mit einer
optimalen Geschwindigkeit in die Zinkschmelze getaucht werden, damit das
Flussmittel seine Beizwirkung einerseits voll entfalten kann, andererseits aber auch
nicht infolge von Verdampfung von Ammoniumchlorid zu einer unwirksamen
Schmelzmasse „verbrennt“. Von besonderer Wichtigkeit ist ferner, dass NH
4
Cl-
haltige Flussmittel stark mit Aluminium reagieren. Das entstehende Aluminium-
oxid bildet auf der Oberfläche des zu verzinkenden Teiles einen dünnen, weißlichen,
krümeligen Film, der durch weiteres Flussmittel nicht beseitigt werden kann und zu
Fehlverzinkungen führt. Beim Trockenverzinken soll der Aluminiumgehalt um
0,009 Masse-% liegen und 0,02 Masse-% nicht übersteigen.
Nassverzinken
Beim Nassverzinken wird mit einer etwa 5 cm dicken Flussmitteldecke auf der
Zinkschmelze gearbeitet. Diese besteht aus NH
4
Cl und ZnCl
2
etwa im Verhältnis 1:2
sowie deren Zersetzungsprodukten. Bedingt durch die schlechteWärmeleitfähigkeit
der Flussmitteldecke besteht in dieser ein starkes Temperaturgefälle, d. h.,
gegenüber der Zinkschmelztemperatur von etwa 450–460 °CliegtdieTemperatur
im Inneren der Flussmittelschicht deutlich tiefer. Auf der Oberfläche beträgt sie
maximal 100–150 °C. Damit können sich im Flussmittel einmal komplexe
3.6 Flussmittel zum Feuerverzinken
89