Kutz M. Handbook of materials selection
Подождите немного. Документ загружается.

688 NONDESTRUCTIVE INSPECTION
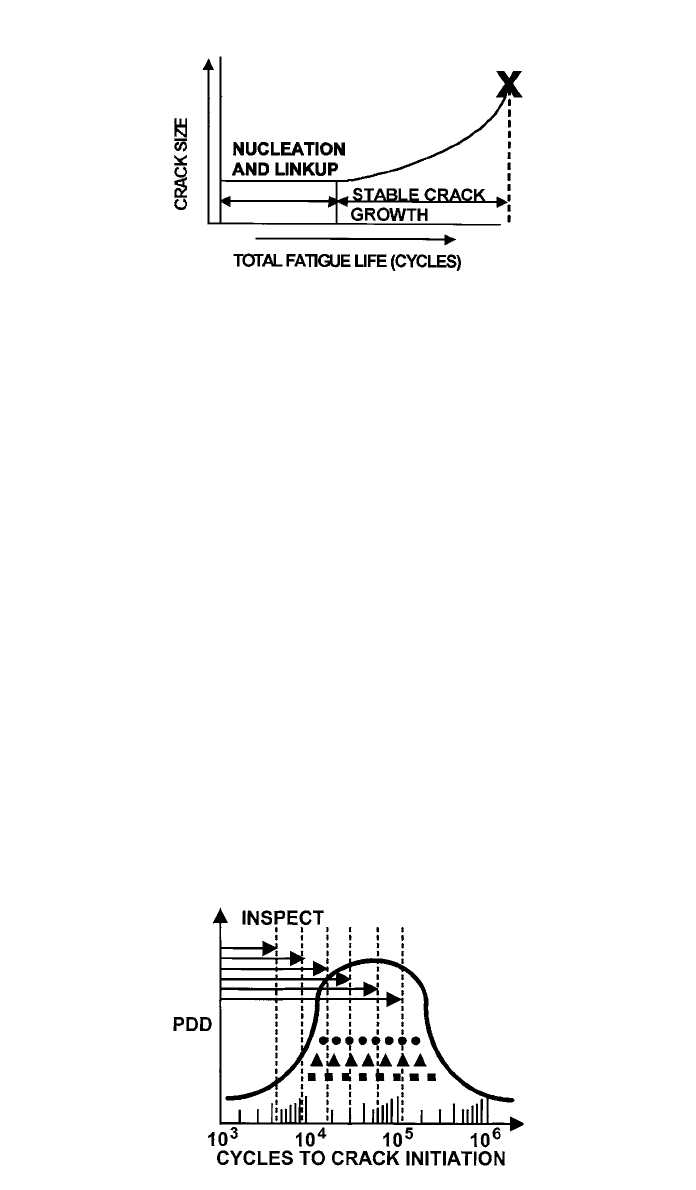
Fig. 32 Crack nucleation and growth to fracture.
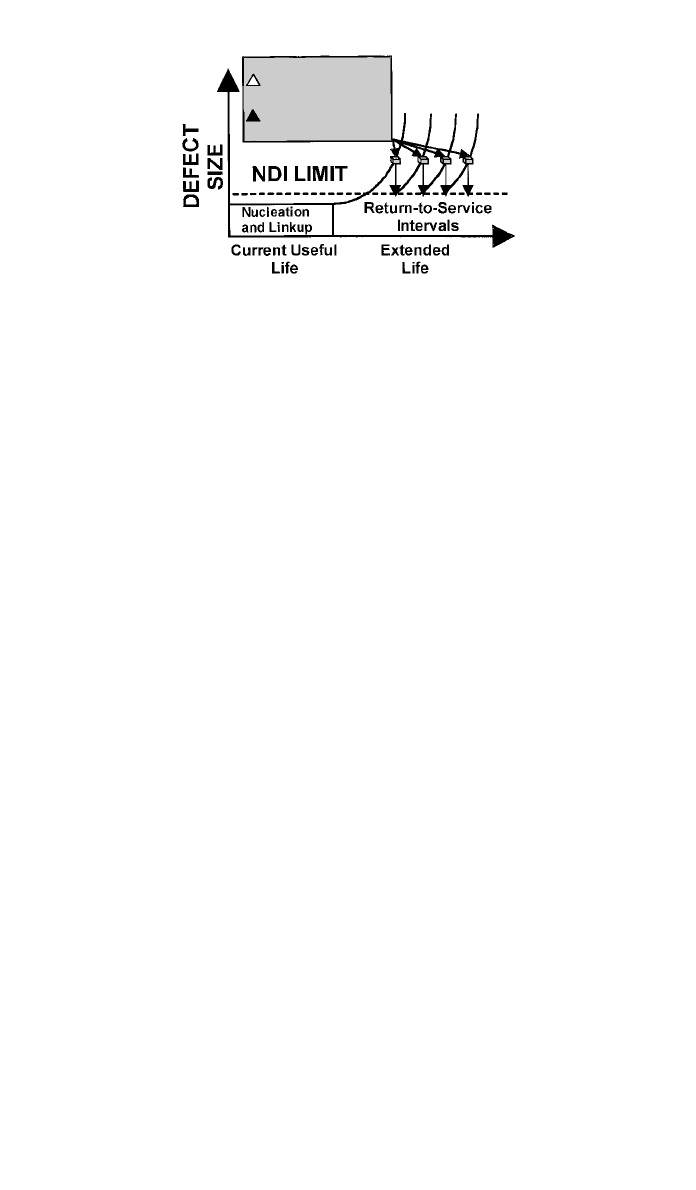
Fig. 33 Life extension by inspection and removal of cracks that initiate due to fatigue.
Structural integrity can be assured by periodic inspection to remove (replace/
repair) components that have developed cracks and thereby provide a quantified
continuing safe life. The inspection/maintenance interval is a function of the
service life and the capability of nondestructive inspection capabilities to reliably
detect components with cracks or cracklike flaws.
Retirement for Cause. The concept of ‘‘retirement for cause’’ (RFC) is to
discard a component when the probability of its failure reaches unacceptable
levels. This scenario has enabled both knowledge-based service life extension
and significant cost savings for many modern engineering systems and compo-
nents. The periodic inspection and removal of flawed components concept is
shown schematically in Fig. 34.
The RFC philosophy means that a structure or fleet of structures can be
managed by knowledge of crack initiation and growth characteristics. The phi-
losophy assumes that components that contain small cracks, at some size level,
have been removed at the time of production acceptance. Components/structures
that do enter service are subjected to cyclic loading (fatigue) during their service
lifetime. The mean time to initiation of a fatigue crack in service varies widely,
as shown in Fig. 33. As the components age in service, a few will be expected
to initiate and grow fatigue cracks earlier than the general population. Inspection
is then performed on the group of similar aged structures or components, and
those that contain size cracks above a certain size are removed from service.
8 CONSIDERATIONS FOR INSPECTABILITY IN MATERIALS SELECTION 689
No Defect
Return to Service
Defect Found
Retire from Service
Fig. 34 Retirement for cause life-cycle maintenance incorporating quantitative inspection.
The remaining components are returned to service and continue in useful life to
the next calculated inspection interval. The same group is reinspected at the next
interval, and those containing cracks above a certain size are removed with the
remainder again returned to service. By continuing this life-cycle management
process, the maximum useful life of all the components or fleet of structures
may be realized. The key to this process is quantification of the inspection
process to determine the flaw size that can be reliably detected and removed
from service. The calculated inspection interval is based on probable growth of
any detected flaws before the next inspection cycle. As an added safety factor,
the inspection interval is usually set at one-third to one-half of the calculated
time required for a flaw to grow to a critical failure inducing size. In this manner,
structural integrity can be maintained and service life can be extended until the
component is retired for cause—crack initiation, wear, corrosion, dimensional
changes, etc.
Damage-tolerant design and life-cycle management are dependent on detec-
tion and removal of cracks and cracklike stress risers during production and
during life. Such detection must necessarily be nondestructive and quantification
of detection capabilities are required.
Requirements for Quantitative Nondestructive Inspection
Nondestructive inspections/evaluations (NDI/E) have traditionally been rou-
tinely applied to a variety of engineering materials, components, structures, and
systems to provide confidence in structural integrity. Development and imple-
mentation of NDI/E methods were often prompted by a catastrophic failure of
an important engineering system. This experience base of previous failures was
integrated into ‘‘engineering art,’’ and NDI/E provided a deterministic but un-
quantified measure of confidence in structural integrity and continuing service.
The advent and implementation of fracture mechanics in engineering design
established the need for quantification of the capabilities of applied NDI/E pro-
cedures. That need moved nondestructive inspection requirements from a trades-
man’s art to an integrated engineering technology.
Requirements to establish a reliable nondestructive inspection include the fol-
lowing:

690 NONDESTRUCTIVE INSPECTION
1. Access. Access to perform an inspection is essential and must be
considered as a primary engineering design parameter. An inspection can-
not be performed unless key areas of the component are accessible. This
may require disassembly in some cases and must be considered as a part
of the life-cycle maintenance procedures.
2. Capability. The inspection method must be capable of detecting the re-
quired flaw sizes to a defined reliability and confidence levels. Selection
of the applicable inspection method is primarily the responsibility of the
NDI engineer. A design cannot be supported if the critical flaw size is
below the detection capability level.
3. Reliable. The reliability of an inspection method is dependent, in part,
on the reproducibility of the measurements being made by the NDI pro-
cedure. The reproducibility of a procedure is, in turn, largely dependent
on the ‘‘calibration’’/setup used for the NDI procedure. Additionally, the
process must be repeatable, i.e., the NDI procedure is dependent on pro-
cess control rigor in application of the NDI method/process.
4. Human Factors. Since the reproducibility and repeatability of an NDI
procedure are dependent on rigor in process control, the skill of the hu-
man operator is an important factor in NDI application. Most NDI
methods/procedures require dexterity in application and detection/pattern
recognition skills for ‘‘interpretation’’ and decision processing. Most NDI
methods produce indirect measurements of a property or configuration
and relates those measurement to a desired property or behavior. Profi-
ciency in such relationships are a product of the knowledge and skill of
the NDI engineer and the knowledge and skill of the inspector/operator.
8.4 Quantification of NDE Capabilities
Nondestructive inspection methods have a long history of application that range
from simple visual inspections to complex ultrasonic and eddy current inspec-
tions. Since most inspections were originally practiced as an art, the craft was
subject to a wide range of assumptions, exaggerations, misinformation, and mis-
applications. The requirement to quantify the detection capability has reduced
many of those deficiencies but has generated new barriers from practitioners
who resist change. Without discipline and quantification, many of inspection
procedures must be regarded as ‘‘inspection ceremonies.’’ This applies to many
established procedures that were generated and perpetuated by ‘‘specification.’’
The issue at hand is not ‘‘the smallest flaw that has been detected, but the largest
flaw that has been missed’’ by an inspection procedure or operator.
The methodology that is applied to quantification of nondestructive
inspection/evaluation capability is known as a ‘‘probability of detection (POD)’’
assessment. The single-valued inspection capability parameter that is provided
by the POD method is a crack size that can be detected (reliably) by application
of an inspection procedure. That value is often quoted as the 90/95 or the a
NDE
(nondestructive evaluation) capability/parameter and is the value that is used in
engineering design for use of nondestructive inspection as an element of vali-
dating component structural integrity.
8 CONSIDERATIONS FOR INSPECTABILITY IN MATERIALS SELECTION 691
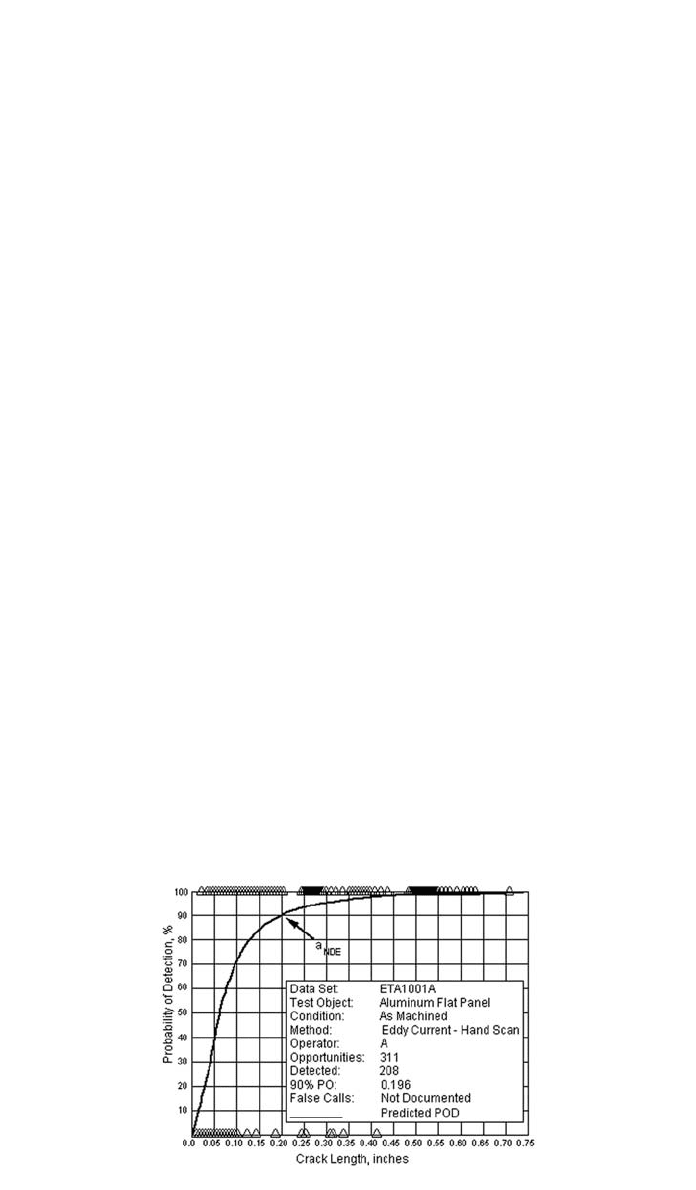
Fig. 35
8.5 Probability of Detection
The probability of detection (POD) methodology was generated to provide some
of the confidence level in flaw detection capability that is used in engineering
design. The basic guidelines and values for materials properties are available
from MIL-HDBK-5.
67
The number of parameters and variances inherent to the
application of an inspection procedure greatly exceed the materials properties
variances, and the POD method is intended to account for the end-to-end vari-
ances and to provide a detection capability as a function of flaw size. Figure 35
is an example of a typical POD curve. The a
NDE
value is the point at which the
POD curve crosses the 90% POD threshold. This point has been selected by
convention and is the basis for most modern design applications.
A POD curve is generated by passing a large number of flaws of varying size
through an inspection process/procedure and recording either the ‘‘hit/miss’’
(detection or nondetection) data or the scalar output of the procedure. The data
are then fit to a mathematical model
68
to provide rigor and consistency in the
analysis and to produce the POD result. Typically 60 or more cracks of varying
sizes are required to produce the POD curve.
69
The POD method is specific to the flaw/artifact variables, inspection method,
the inspection procedure, the inspection equipment, the inspection process, cal-
ibration, detection threshold used in the decision processing, test coupon/object
variables, geometry, inspection environment, and human factors and is thus an
end-to-end process measurement value. If any of the parameters change, the
POD process must be repeated for rigor in application. The importance of pro-
cess control in actual implementation is self-evident. Generation of a POD curve
is expensive. Methods of reducing cost are constant considerations. In engi-
neering application of the deterministic parameters, reference data are often used
as the starting point for analysis. The NDE Capabilities Data Book
70
provides a
handbook reference of POD curves that have been generated for various mate-
rials, inspection processes, and inspection conditions. This reference is a starting
point when considering incorporation of an inspection requirement into a design.
For damage-tolerant designs, it is important to consider the capabilities of
various nondestructive inspection methods for both purposes of cost of the in-

692 NONDESTRUCTIVE INSPECTION
spection and the cost/benefits ratio of inspection capabilities on life-cycle man-
agement. For example, fluorescent penetrant inspection is a widely used
inspection method due to its inherent capabilities, wide area coverage, and eco-
nomical cost of application. In general application, the capability of fluorescent
penetrant processes is the detection of 0.100- to 0.150-in. long cracks. Fluores-
cent penetrant inspection is capable of detection cracks smaller than 0.100–0.150
in. in size but requires more discipline and control with corresponding increase
in application cost. The lower limit for practical penetrant inspection is 0.030
in. This level requires extraordinary process control and discipline and is there-
fore not applicable to most components. If detection of smaller cracks than this
is required, then it is necessary to apply alternate inspection methods such as
eddy current. Eddy current inspection is in turn a focused inspection method
and therefore has a higher cost. Regardless of the NDI method selected, it may
be necessary to assess and demonstrate detection capability using the POD
method (for fracture-critical applications). The demonstrated capability is spe-
cific to a facility, equipment, procedure, and operator. Only operators so qualified
may be allowed to perform inspections of fracture-critical components.
False confidence in crack detection capabilities is the norm for many inspec-
tion facilities and operations. Since crack-to-crack variance is one of the POD
process parameters, small cracks may be detected and larger cracks missed.
Unfortunately, statistical variance in ‘‘calibration’’ and process control is often
a cause for variance in detection. This fact reinforces the requirement to assure
a stable NDI procedure (calibration and process control) before an assessment
by the POD method is initiated.
The POD method of assessment has proven useful, not only as tool to meet
design engineering requirements but also as a tool for a quantifiable comparison
of the performance of various NDI procedures, to qualify inspection facilities
and personnel, and to validate critical procedures in difficult inspection appli-
cations.
Lessons Learned from POD Assessments
A large number of POD assessments have been completed and results docu-
mented in various applications. The primary requirement is to have a stable
calibration and process controls before a POD assessment is initiated. Rigid
calibration and process controls are necessary in application to provide confi-
dence that the same level of detection has been maintained. Reliable application
demands reproducibility and repeatability to maintain a capability. The POD
process is sensitive to a wide range of parameters. These include:
●
Flaw (artifact) variables
●
Test object variables
●
Inspection method variables
●
Materials variables
●
Equipment variables
●
Inspection procedure variables
●
Inspection process variables
●
Calibration variables

9 SUMMARY 693
●
Acceptance criteria/decision variables
●
Human factors
Individual NDI procedures and applications considerations and identifiable
sources of variance supplement this list. Variance in a single parameter will vary
the POD and thus the capability of the NDI procedure.
8.6 General Process Control Is Required in All NDI Applications
Inspection for fracture control is a specialized application and reflects the full
capabilities and benefits of quantitative NDI. Most engineering components are
not fracture critical and do not require the rigor of demonstrating flaw detection
capabilities. Rigorous quality control in these applications is, however, required
due to the dependence of NDI capabilities on general structural integrity and
life management. Cost should not be an issue since it costs no more to perform
in an undisciplined (unreliable) manner than it does to perform in a discipline
(reliable) manner. The labor may cost a small amount more, but the materials
and equipment are the same. The results can vary significantly in terms of legal
and economic exposure.
Care must be exercised in establishing engineering requirements to assure
that the required level of detection is applied. Specifying a small flaw size does
not necessarily provide a superior or applicable inspection, but may add unnec-
essarily to the inspection cost. A common practice in the past has been to specify
‘‘no defects/no cracks/or no flaws.’’ The practice arose for fracture-critical com-
ponents where the engineer wanted to know about every flaw detected and thus
be able to review and disposition all flaws found. This is an unacceptable practice
since it leaves the level of inspection to the NDI engineer and no qualitative
value is provided. An acceptable practice is to specify a critical flaw size and a
reportable flaw size. This imposes the requirement to demonstrate detection
capability at the reportable flaw size level and to reject at the critical flaw size
level. This method provides a quantified margin for the inspection process and
provides a higher confidence in results. The reportable flaw size level is espe-
cially useful for automated inspection processes since it provides a mechanism
for reassessment and trend monitoring of inspection data for purposes of com-
ponent system performance assessments. The melding of engineering design and
NDI to provide quantitative analysis, specification, measurement, and reporting
has supported engineering efficiency and confidence levels that are the hallmark
of modern engineering materials, components, structures, and systems.
9 SUMMARY
The intent of this chapter is to provide the reader with a basic understanding of
the fundamentals of nondestructive inspection both from the fundamental science
and reliability standpoints. This latter point is important since the design process
often requires the engineer to specify a reliability of a component. While all
designers realize that a material or manufacturing process specification signifi-
cantly affects the reliability of a design, the inclusion of an inspection procedure
is also a significant factor in reliability. In choosing a particular material, the
designer automatically limits the inspection choices. For example, only ferro-
magnetic alloys such as cast iron and most steels are inspectable with magnetic
694 NONDESTRUCTIVE INSPECTION
particle inspection. Another example might be the limited ability to detect deeply
buried flaws using thermal inspection methods on highly conductive aluminum
components. Therefore, the design engineer should be cognizant of the limita-
tions that material choice places on the applicable inspection methods. In these
days of product liability law suits, an understanding of inspection technology
has become another critical component of the designer’s required skill set. The
authors hope that this chapter provides a first step to acquainting design and
process engineers with some of the basic considerations necessary to achieve
reliable, cost-effective products. If additional information is needed, the reader
is referred to the references or to Internet sites cited.
APPENDIX A: ULTRASONIC PROPERTIES OF COMMON MATERIALS
Liquids
Liquid
(20⬚C unless noted)
Longitudinal
Wave Speed
(⫻10
5
cm/s)
Density
(g/cm
3
)
Acetic acid 1.173 1.049
Acetone 1.192 0.792
Amyl acetate (26
⬚C) 1.168 0.879
Aniline 0.656 1.022
Benzene 1.326 0.879
Blood (horse) (37
⬚C) 1.571 —
Bromoform 0.928 2.890
n-Buytl alcohol 1.268 0.810
Caprylic acid 1.331 0.910
Carbon disulfide 1.158 1.263
Carbon tetrachloride 0.938 1.595
Cloroform 1.005 1.498
Formaldehyde (25
⬚C) 1.587 0.815
Gasoline (34
⬚C) 1.25 0.803
Glycerin 1.923 1.261
Kerosene (25
⬚C) 1.315 0.82
Mercury 1.451 13.546
Methyl alcohol 1.123 0.796
Oils
Campor (25
⬚C) 1.390 —
Castor 1.500 0.969
Condenser 1.432 —
Olive (22
⬚C) 1.440 0.918
SAE 20 1.74 0.87
Sperm (32
⬚C) 1.411 —
Transformer 1.38 0.92
Oleic acid 1.333 0.873
n-Pentane 1.044 —
Silicon tetrachloride (30
⬚C) 0.766 1.483
Toluene 1.328 0.67
Water (distilled) 1.482 1.00
m-Xylene 1.340 0.864

APPENDIX A: ULTRASONIC PROPERTIES OF COMMON MATERIALS 695
Solids: Metals
Metal
(20⬚C unless noted)
Longitudinal
Wave Speed
(⫻10
5
cm/s)
Transverse
Wave Speed
(⫻10
5
cm/s)
Density
(g/cm
3
)
Aluminum
Al (1100) 6.31 3.08 2.71
Al (2014) 6.37 3.07 2.80
Al (2024-T4) 6.37 3.16 2.77
Al (2117-T4) 6.50 3.12 2.80
Al (6061-T6) 6.31 3.14 2.70
Bearing babbit 2.30 — 10.1
Beryllium 12.890 8.880 1.82
Bismuth 2.18 1.10 9.80
Brass (70% Cu & 30% Zn) 4.37 2.10 8.50
Brass (naval) 4.43 2.12 8.42
Bronze (5% P) 3.53 2.32 8.86
Cadmium 2.78 1.50 8.64
Cerium 2.424 1.415 6.77
Chromium 6.608 4.005 7.20
Cobalt 5.88 3.10 8.90
Columbium 4.92 2.10 8.57
Constantan 5.177 2.625 8.88
Copper 4.759 2.325 8.93
Copper (110) 4.70 2.26 8.9
Dysprosium 2.296 1.733 8.53
Erbium 2.064 1.807 9.06
Europium 1.931 1.237 5.17
Gadolinium 2.927 1.677 7.89
Germanium 5.18 3.10 5.47
Gold 3.24 1.20 19.32
Hafnium 2.84 — 13.3
Hastelloy X 5.79 2.74 8.23
Hastelloy C 5.84 2.90 8.94
Holmium 3.089 1.729 8.80
Indium 2.56 0.74 7.30
Invar 4.657 2.658 —
Lanthanum 2.362 1.486 6.16
Lead 2.160 0.700 11.34
Lead (96% Pb & 6% Sb) 2.16 0.81 10.88
Lutetium 2.765 1.574 9.85
Magnesium 5.823 3.163 1.74
AM-35 5.79 3.10 1.74
FS-1 5.47 3.03 1.69
J-1 5.67 3.01 1.70
M1A 5.74 3.10 1.76
O-1 5.80 3.04 1.72
Manganese 4.66 2.35 7.39
Manganin 4.66 2.35 8.40

696 NONDESTRUCTIVE INSPECTION
Metal
(20⬚C unless noted)
Longitudinal
Wave Speed
(⫻10
5
cm/s)
Transverse
Wave Speed
(⫻10
5
cm/s)
Density
(g/cm
3
)
Molybdenum 6.29 3.35 10.2
Nickel
Pure 5.63 2.96 8.88
Inconel 5.82 3.02 8.5
Inconel (X-750) 5.94 3.12 8.3
Inconel (wrought) 7.82 3.02 8.25
Monel 5.35 2.72 8.83
Monel (wrought) 6.02 2.72 8.83
Silver–nickel (18%) 4.62 2.32 8.75
German silver 4.76 2.16 8.40
Neodymium 2.751 1.502 7.10
Platinum 3.96 1.67 21.4
Potassium 2.47 1.22 0.862
Praseodymium 2.639 1.437 6.75
Samarium 2.875 1.618 7.48
Silver 3.60 1.59 10.5
Sodium 3.03 1.70 0.97
Steel
1020 5.89 3.24 7.71
1095 5.90 3.19 7.80
4150, Rc14 5.86 2.79 7.84
4150, Rc 18 5.88 3.18 7.82
4150, Rc 43 5.87 3.20 7.81
4150, Rc 64 5.83 2.77 7.80
4340 5.85 3.24 7.80
52100 Annealed 5.99 3.27 7.83
52100 Hardened 5.89 3.20 7.8
D6 Tool Steel Annealed 6.14 3.31 7.7
Stainless Steels
302 5.66 3.12 7.9
304L 5.64 3.07 7.9
347 5.74 3.10 7.91
410 5.39 2.99 7.67
430 6.01 3.36 7.7
Tantalum 4.10 2.90 16.6
Thorium 2.94 1.56 11.3
Thulium 3.009 1.809 9.29
Tin 3.32 1.67 7.29
Titanium (Ti-6-4) 6.18 3.29 4.50
Tungsten
Annealed 5.221 2.887 19.25
Drawn 5.410 2.640 19.25
Uranium 3.37 1.98 18.7
Vanadium 6.023 2.774 6.03
Ytterbium 1.946 1.193 6.99
Yttrium 4.10 2.38 4.34
Zinc 4.187 2.421 7.10
Zirconium 4.65 2.25 6.48

APPENDIX A: ULTRASONIC PROPERTIES OF COMMON MATERIALS 697
Solids: Ceramics
Ceramic
(20⬚C unless noted)
Longitudinal
Wave Speed
(⫻10
5
cm/s)
Transverse
Wave Speed
(⫻10
5
cm/s)
Density
(g/cm
3
)
Aluminum oxide 10.84 6.36 3.98
Barium nitrate 4.12 2.28 3.24
Barium titanate 5.65 3.03 5.5
Bone (human tibia) 4.00 1.97 1.7–2.0
Cobalt oxide 6.56 3.32 6.39
Concrete 4.25–5.25 — 2.60
Glass
Crown 5.66 3.42 2.50
Flint 4.26 2.56 3.60
Lead 3.76 2.22 4.6
Plate 5.77 3.43 2.51
Pyrex 5.57 3.44 2.23
Soft 5.40 — 2.40
Granite 3.95 — 2.75
Graphite 4.21 2.03 2.25
Ice (
⫺16⬚C) 3.83 1.92 0.94
Indium antimonide 3.59 1.91 —
Lead nitrate 3.28 1.47 4.53
Lithium fluoride 6.56 3.84 2.64
Magnesium oxide 9.32 5.76 3.58
Manganese oxide 6.68 3.59 5.37
Nickel oxide 6.60 3.68 6.79
Porcelain 5.34 3.12 2.41
Quartz
Crystalline 5.73 — 2.65
Fused 5.57 3.52 2.60
Polycrystalline 5.75 3.72 2.65
Rock salt 4.60 2.71 2.17
Titanium dioxide (Rutile) 8.72 4.44 4.26
Sandstone 2.92 1.84 2.2–2.4
Sapphire (c-axis) 11.91 7.66 3.97
Slate 4.50 — 2.6–3.3
Titanium carbide 8.27 5.16 5.15
Tourmaline (Z-cut) 7.54 — 3.10
Tungsten carbide 6.66 3.98 10.15
Yttrium iron garnet 7.29 4.41 5.17
Zinc sulfide 5.17 2.42 4.02
Zinc oxide 6.00 2.84 5.61
Solids: Polymers
Polymer
(20⬚C Unless Noted)
Longitudinal
Wave Speed
(⫻10
5
cm/s)
Transverse
Wave Speed
(⫻10
5
cm/s)
Density
(g/cm
3
)
Acrylic resin 2.67 1.12 1.18
Bakelite 2.59 — 1.40
Buytl rubber 1.99 — 1.13
Cellulose acetate 2.45 — 1.30