Kutz M. Handbook of materials selection
Подождите немного. Документ загружается.

678 NONDESTRUCTIVE INSPECTION
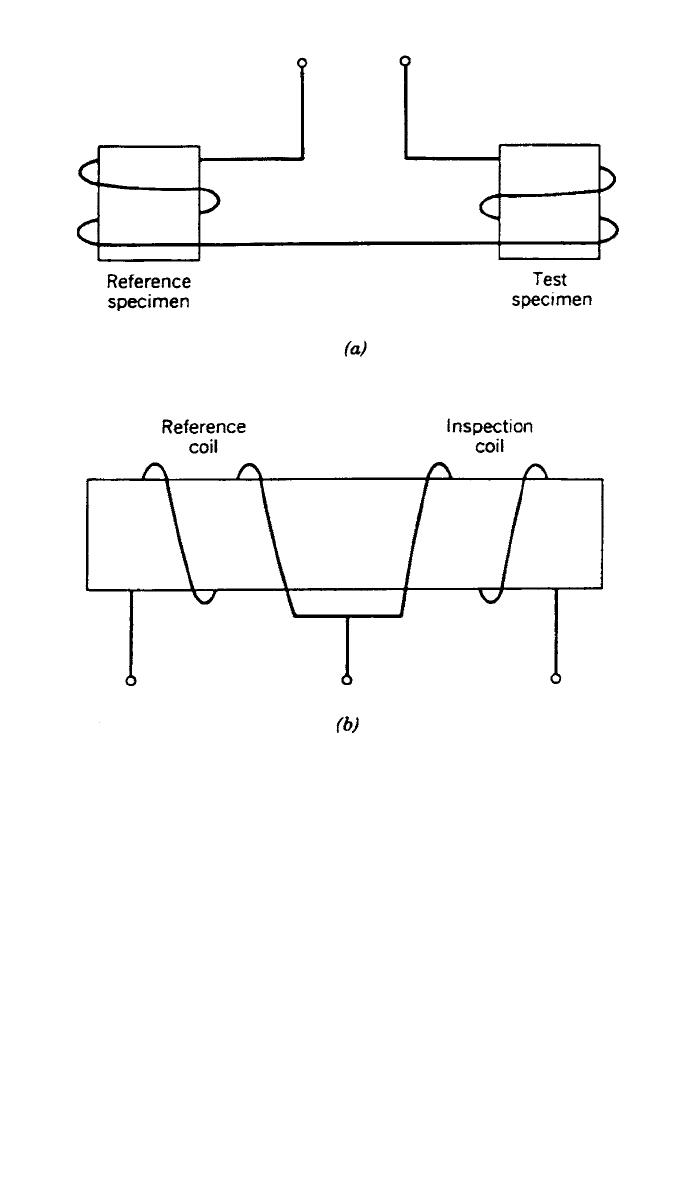
Fig. 27 Schematic representation of an (a) absolute versus (b) a differential coil configurations
used in eddy current testing.
6 THERMAL METHODS
Thermal nondestructive inspection methods involve the detection of infrared en-
ergy emitted from the surface of a test object.
14
This technique is used to detect
the flow of thermal energy either into or out of a specimen and the effect of
anomalies in the surface temperature distribution. Other material properties that
can influence this method are heat capacity, density, thermal conductivity, and
emissivity of the test specimen. Defects that are usually detected include poros-
ity, cracks, and delaminations. The sensitivity of any thermal method is greatest
for near-surface flaws and degrades rapidly for flaws buried in thermally con-
ductive materials. Materials with lower thermal conductivity yield better reso-
lution because they produce larger thermal gradients.
6.1 Infrared Cameras
All objects emit infrared (IR) radiation with a temperature above absolute zero.
At room temperature, the thermal radiation is predominately infrared, and mea-

6 THERMAL METHODS 679
surements are concentrated in the region near 10
m. IR cameras are available
that view large areas by scanning over a single, liquid-nitrogen-cooled detector
using rotating mirrors. Since the IR images can be stored in digital form, image
processing is easily performed and thermal images can be stored on magnetic
or optical media. For many applications, a thermal image that shows the relative
temperature across the surface of a specimen is sufficient to detect flaws. How-
ever, if absolute temperatures are required, the IR instrumentation must be cal-
ibrated to account for the surface emissivity of the test subject.
Thermography’s ability to detect flaws is often affected by the type of flaw
and its orientation with respect to the surface of the object. To have a maximum
effect on the surface temperatures, the flaw must interrupt heat flow to the sur-
face. Since a flaw can occur at any angle to the surface, the important parameter
is its projected area to the field of view of the camera. Subsurface flaws such
as cracks parallel to the surface of the object, porosity, and debonding of a
surface layer are easily detected. Cracks that are perpendicular to the object
surface can be very difficult to find using thermography.
Most thermal NDE methods do not have excellent spatial resolution due to
spreading of thermal energy as it diffuses to the surface. The greatest advantage
of thermography is that it can be a noncontact, remote-viewing technique re-
quiring only line-of-sight access to one side of a test specimen. Large areas can
be viewed rapidly, since scan rates for IR cameras run between 16 and 30 frames
per second. Temperature differences of 0.02
⬚C or less can be detected in a con-
trolled environment.
6.2 Thermal Paints
A number of contact thermal methods are available to give the temperature
distribution for surfaces. These methods involve applying a coating to the sample
and observing a color change as the specimen is thermally cycled. Several dif-
ferent types of coatings are available that cover a wide temperature range. Tem-
perature-sensitive pigments in the form of paints have been made to cover a
temperature range from 40 to 1600
⬚C. Thermal phosphors are organic com-
pounds that emit visible light when exposed to ultraviolet (UV) radiation. (The
amount of visible light is inversely proportional to temperature.) Thermochromic
compounds and cholesteric liquid crystals change color over large temperature
ranges. The advantages of these approaches are the simplicity of the test and
the relatively low cost if only small areas are scanned.
6.3 Thermal Testing
Excellent results may be achieved if thermography is performed in a dynamic
environment where the transient effects of a heat flow in test object can be
monitored. This enhances detection of areas where different heat transfer rates
occur. Applications involving steady-state conditions are more limited. Ther-
mography has been successfully used in several different area of testing. In
medicine it is used to detect tumors. In aircraft manufacture or maintenance it
is used to detect debonding in layered structures. In the electronics industry it
is used to detect poor thermal performance of circuit board components. Re-
cently, it has been sometimes used to detect stress-induced thermal gradients
around defects in dynamically loaded test samples. For more information on

680 NONDESTRUCTIVE INSPECTION
Fig. 28 Schematic representation of the magnetic lines of flux in a ferromagnetic metal near a
flaw. Small magnetic particles are attracted to the leakage field associated with the flaw.
thermal NDE methods the reader is referred to Nondestructive Testing Hand-
book,
14
Special Nondestructive Testing Methods,
21
and to Metals Handbook:
Nondestructive Evaluation and Quality Control.
2
7 MAGNETIC PARTICLE METHOD
The magnetic particle method of nondestructive testing is used to locate surface
and subsurface discontinuities in ferromagnetic materials.
19
An excellent short
reference for this NDE method is Ref. 9, especially Chapters 10–16. Magnetic
particle inspection is based on the principle that magnetic lines of force, when
present in a ferromagnetic material, are distorted by changes in material conti-
nuity, such as cracks or inclusions, as shown schematically in Fig. 28. If the
flaw is open or close to the surface, the flux lines escape the surface at the site
of the discontinuity. Even near-surface flaws, such as nonmagnetic inclusions,
cause the same bulging of the lines of force above the surface. This distorted
field, usually referred to as a leakage field, is used to reveal the presence of the
discontinuity when fine magnetic particles are attracted to it. If these particles
are fluorescent, their presence at a flaw will be visible under ultraviolet light
much like penetrant indications—see Fig. 28. Magnetic particle inspection is
used for the inspection of steel components because it is fast, easily imple-
mented, and has rather simple flaw indications. The part is usually magnetized
with an electric current, and then a solution containing fluorescent particles is
applied by flowing it over the part. The particles that stick to the part form the
indication of the flaw.
7.1 Magnetizing Field
The magnetizing field may be applied a component in any one of a number of
methods. Its function is to generate a residual magnetic field in the surface of
the part. The application of a magnetizing force (H) generates a magnetic flux
(B) in the component as shown schematically in Fig. 29. In this figure, the
magnetic flux density, B, has units of newtons/ampere or webers/m
2
, and the
strength of the magnetic field or magnetic flux intensity, H, has units of Oersted
or amperes/meter. Starting at the origin, a magnetizing force is applied and the
magnetic field internal to the part increases in a nonlinear fashion along the path
shown by the arrows. If the force is reversed, then the magnetic field does not
return to zero, but follows the arrows around the curve as shown. The reader
will note that once the magnetizing force is removed, the flux density does not
return to zero, but remains at an elevated value called the material’s remanence.
This is the point at which most magnetic particle inspections are performed. The
reader will also note that an appreciable reverse magnetic force H must be
7 MAGNETIC PARTICLE METHOD 681
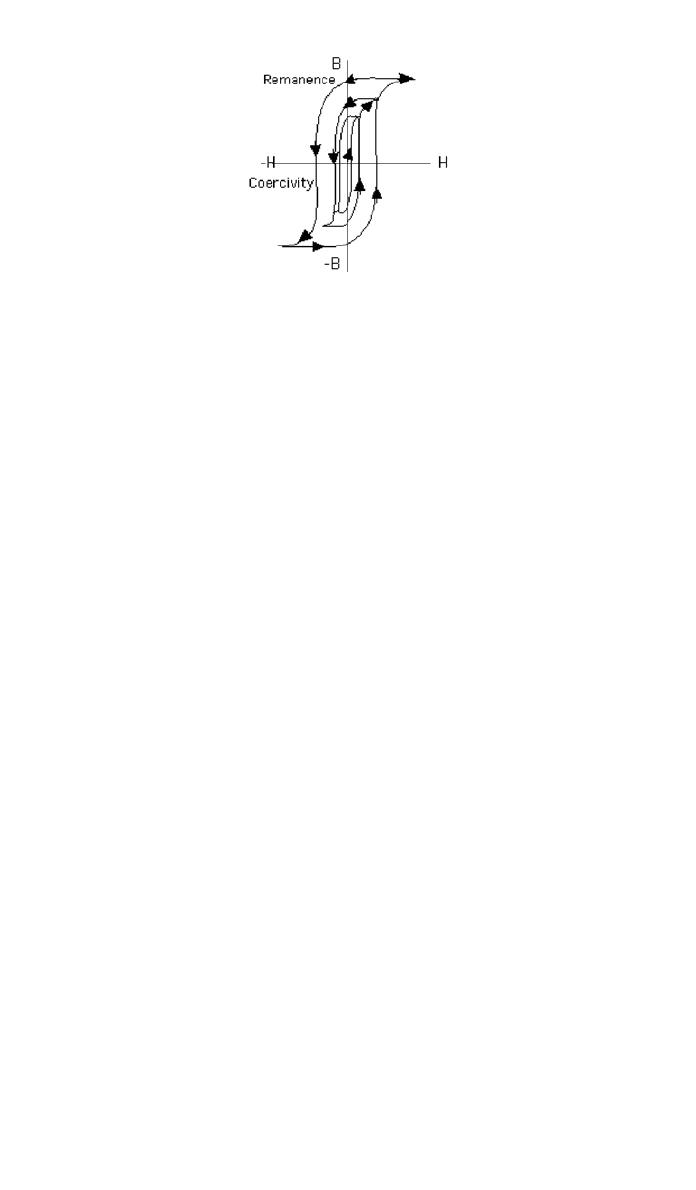
Fig. 29 Magnetic flux intensity, H, versus magnetic flux density, B, hysteresis curve for a typi-
cal steel. Initial magnetization starts at the origin and progresses as shown by the arrows.
Demagnetization follows the arrows of the smaller hysteresis loops.
applied before the internal field density is again zero. This point ⫺H
c
is referred
to as the coercivity of the material. If the magnetizing force is applied and
reversed, the material will respond by continually moving around this hysteresis
loop.
Selection of the type of magnetizing current depends primarily on whether
the defects are either open to the surface or are wholly below it. Alternating
current (ac) magnetization is best for the detection of surface discontinuities
because the current is concentrated in the near-surface region of the part. Direct
currents (dc) magnetization is best suited for subsurface discontinuities because
of the deeper penetration of the part. While dc can be obtained from batteries
or dc generators, it is usually produced by half-wave or full-wave rectification
of commercial power. Rectified current is classified as half-wave direct current
(HWDC) or full-wave direct current (FWDC). Alternating current fields are usu-
ally obtained from conventional power mains, but it is supplied to the part at
reduced voltage for reasons of safety and the high-current requirements of the
magnetizing process.
Two general types of magnetic particles are available to highlight flaws. One
type is a low-carbon steel with high permeability and low retentivity particle,
which is used dry and consists of different sizes and shapes to respond to both
weak and strong leakage fields. The other type of inspection media is very fine
particles of magnetic iron oxide that are suspended in a liquid (either a petroleum
distillate or water). These particles are smaller and have a lower permeability
than the dry particles. Their small mass permits them to be held by the weak
leakage fields at very fine surface cracks. Magnetic particles are available in
several colors to increase their contrast against different surfaces or backgrounds.
Dry powders are typically gray, red, yellow, and black, while wet particles are
usually red, black, or fluorescent.
7.2 Continuous versus Noncontinuous Fields
Because the field is always stronger while the magnetizing current is on, the
continuous magnetizing method is generally preferred. Additionally for speci-
mens with low retentivity the continuous method is often used. In the continuous
method, the current can be applied in short pulses, typically 0.5 s. The magnetic
particles are applied to the surface during this interval and are free to move to

682 NONDESTRUCTIVE INSPECTION
the site of the leakage fields. Using liquid suspended fluorescent particles pro-
duces the most sensitive indications. For field inspections, the magnetizing cur-
rent is often continuously applied during the test to give time for the powder to
migrate to the defect site.
In the residual method, the particles are applied after the magnetizing current
is removed. This method is particularly suited for production inspection of mul-
tiple parts.
The choice of direction of the magnetizing field within the part involves the
nature of the flaw and its direction with respect to the surface and the major
axis of the part. In circular magnetization, the field runs circumferentially around
the part. It is induced into the part by passing current through it between two
contacting electrodes. Since flaws perpendicular to the magnetizing lines are
readily detectable, circular magnetization is used to detect flaws that are parallel
or less than 45
⬚ to the surface of the long, circular specimens. Placing the spec-
imen inside a coil to create a field running lengthwise through the part produces
longitudinal magnetization. This induction method is used to detect transverse
discontinuities to the axis of the part.
7.3 Inspection Process
The surface of the part to be examined should be clean, dry, and free of con-
taminants such as oil, grease, loose rust, loose sand, loose scale, lint, thick paint,
welding flux, and weld splatter. Cleaning of the specimen may be accomplished
with detergents, organic solvents, or mechanical means, such as, scrubbing or
grit blasting.
Portable and stationary equipment are available for this inspection process.
Selection of the specific type of equipment depends on the nature and location
of testing. Portable equipment is available in lightweight units (35–90 lb), which
can be readily taken to the inspection site. Generally, these units operate off of
115, 230, or 460 V ac and supply current outputs of 750–1500 A in half-wave
or ac.
7.4 Demagnetizing the Part
Once the inspection process is complete, the part must be demagnetized. This
is done by one of several ways depending on the subsequent usage of the com-
ponent. A simple method of demagnetizing to remove any residual magnetism
from small tools is performed as follows: Place the tool in the coil of a soldering
iron and slowly withdrawn it. This has the effect of retracing the hysteresis loop
a large number of times, each time with a smaller magnetizing force. When
completely withdrawn, the tool will then have a very small remnant magnetic
field, which is for all practical purposes zero. This same process is accomplished
with industrial part by slowly reducing and reversing the magnetizing current
till it is essentially zero. This process of reducing the residual magnetic field is
shown schematically by following the arrows in Fig. 29. Another method of
demagnetizing a part is to heat it above its Curie temperature (about 550
⬚C for
iron), where all residual magnetism disappears. This last process is the best
means of removing all residual magnetism, but it does require the expense and
time of an elevated heat treatment.

8 CONSIDERATIONS FOR INSPECTABILITY IN MATERIALS SELECTION 683
8 CONSIDERATIONS FOR INSPECTABILITY IN MATERIALS
SELECTION
The reader will note that reliability of the inspection process is a very important
parameter. This is so important that the description of any NDI procedure is
incomplete without a thorough evaluation of its reliability. For this reason a
special section of this chapter is devoted to inspection reliability. One might be
tempted to assume that inspection reliability is related to the specific inspection
method, but this is unfortunately not true. The reliability of each inspection
process is a function of the technique used, the material, and its structural or
geometric configuration, as well as the methodology of interpreting the data.
Considerations for inspectability in materials selection ranges from visual
inspection
6
for esthetic applications to sophisticated inspection by a variety of
nondestructive methods and processes.
8,10–12,14,16–19,21
The use of a material is a
primary consideration in establishing requirements for inspection. Materials are
initially selected on the basis of their properties. Much of the realization of
modern technology implementation is due to increased reliability and confidence
level in the ‘‘fitness for purpose’’ of the materials, components, structures, and
assemblies. A significant factor in those increased is the use and improvements
in nondestructive inspection capabilities and confidence level.
8.1 Confidence in Materials Properties
For engineering applications, expectations and confidence that materials can be
produced with consistent properties is essential to the reliability and confidence
level in the end product. Process control in producing materials is required to
assure that consistent properties are produced and inspection may be an essential
element in both process control and final product acceptance. For example, heat
treatment of structural materials is often monitored by eddy current conductivity
and indentation hardness measurements to provide assurance that desired prop-
erties have been produced.
In some cases, the practical use of an excellent engineering material may be
critically dependent on in-process application of nondestructive testing proce-
dures to detect and remove anomalies that are inherent to the materials produc-
tion process. An example is the X-radiography of titanium sponge material to
detect and remove tungsten inclusions that may be introduced during the melting
and alloying process.
8.2 Structural Integrity
The structural integrity of engineering materials, components, assemblies, sys-
tems, and structures is also a primary element in successful designs and appli-
cations. Historically, structural integrity was provided by judgment and
experience in initial materials selection, and assurance was provided by a com-
bination of experience in process control and production and a safety margin to
reduce risk of failure. A design was often proof tested to validate its structural
integrity, and subsequent units were assumed to be identical to the validated
component, and variance in properties was assumed to be accounted for by the
design margin. An article was said to be ‘‘proof tested’’ if it was used in an
environment that was sufficiently extreme for some defined period of time. The

684 NONDESTRUCTIVE INSPECTION
extreme conditions were defined to be more severe than any that the component
could be reasonably expected to see in service.
The companion consideration in assuring structural integrity is to provide an
alternate load path such that the load/function of the failed element is carried
by companion structure until shutdown/maintenance/repair can be effected.
‘‘Fail-safe’’ design is always a basic consideration but is not always possible for
primary structure such as pressure vessels.
Safe-Life Design
The structural/performance integrity of a system for a ‘‘safe life’’ was histori-
cally assured by a combination of experience (prior art), design margin, sub-
element tests, and full-scale ‘‘fatigue test articles.’’ Test components were as-
sumed to be either ‘‘flaw free’’ or to contain small (but undetectable) flaws of
an assumed size at the time of production, and flaw growth was calculated from
that assumed small flaw size. Crack growth rate and life were based on materials
properties testing (fatigue life). Various measures were used to assure that the
production components were ‘‘identical’’ to the test article. These included the
application of nondestructive inspection methods and procedures.
Periodic Inspection and Maintenance
Continuing confidence in structural integrity is provided by periodic (often cal-
endar date programmed) inspection and maintenance to address undetected var-
iances in production, design short falls, functional use, and environmentally
induced anomalies. The design and application risks were once unquantified but
were driven to conservatism by experience in applications (engineering art).
Technology Advancement
The historic methods of design and life-cycle management were successful in
providing functionality and an unquantified confidence level in inherent and
continuing structural integrity. In like manner, the inspection methods applied to
such designs were based on experience, and the availability of inspection
method(s), which provided a perceived confidence in design. These are the prin-
cipal elements of the experience-based design/decision process. The advent and
development of fracture mechanics as an engineering tool offers a method of
quantifying the effects of material flaws on structural integrity. A key factor in
application is detection and quantification of anomalies (primarily cracks)
throughout the component’s service life.
Damage-Tolerant Design
Fracture mechanics provides a method of predicting the capability of material
to perform in a specific service environment with a crack of a given size under
a given load (environment, etc.). It also defines a new material property termed
fracture toughness, which is roughly the ability of a material to resist the rapid
growth of a crack from a small size to failure of the material. Quantification of
crack detection capability and sizing have new requirements for nondestructive
inspection and life-cycle management with corresponding increases in design
efficiency. High efficiency, high confidence, and reduced life-cycle cost benefits
8 CONSIDERATIONS FOR INSPECTABILITY IN MATERIALS SELECTION 685
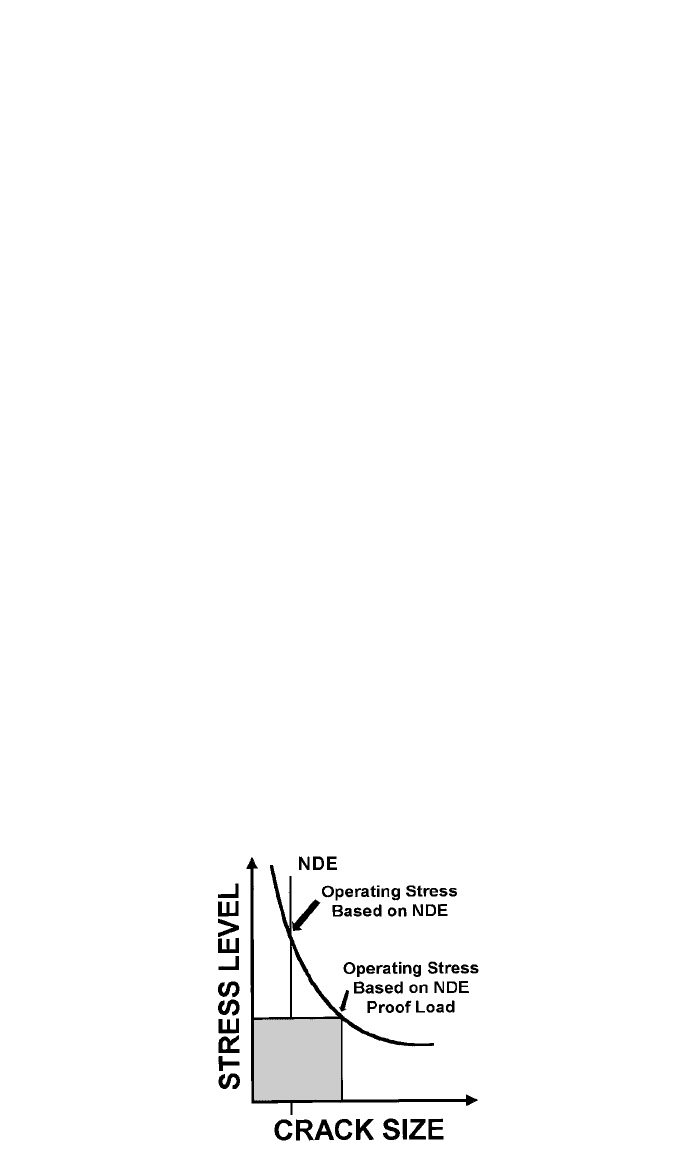
Proof
Test
Fig. 30 Crack size as a function of stress level.
from damage-tolerant design generated a new scenario for materials selection
and design usage.
Use of fracture mechanics as a design tool significantly changes the design
process by replacing a part of the engineering art (assumptions of material flaw
content at the time of component production and considerations of flaw behavior
in various environments) with quantifiable engineering parameters. Furthermore,
the design life and life-cycle maintenance can now be quantified using new
design parameters.
Static Considerations
A typical design sequence includes:
1. Selection of a structural material
2. Calculation of the maximum service load
3. Calculation of a ‘‘critical crack size’’ that could result in fracture using
fracture mechanic design tools
Figure 30 shows a simple case relating the critical crack size in a selected
material at various loads. If the calculated critical crack size is very large (low-
stress level) in the selected application, the design process may proceed with
other considerations. Useful stress levels often require consideration for small
cracks and a method of verifying structural integrity may be in order. In a
traditional design, proof test was often used. Proof testing has many advantages
and is often used in conjunction with other verification methods. In some cases,
the crack size that may be successfully screened by proof testing is larger than
that screened by nondestructive evaluation (NDE) methods, and a larger design
margin may be attained by use of inspection methods. This advantage is shown
schematically in Fig. 30.
Dynamic Considerations
The next step in the design process is to consider growth of a crack during the
service life of the design component. At a given load (environment, etc.), crack
686 NONDESTRUCTIVE INSPECTION
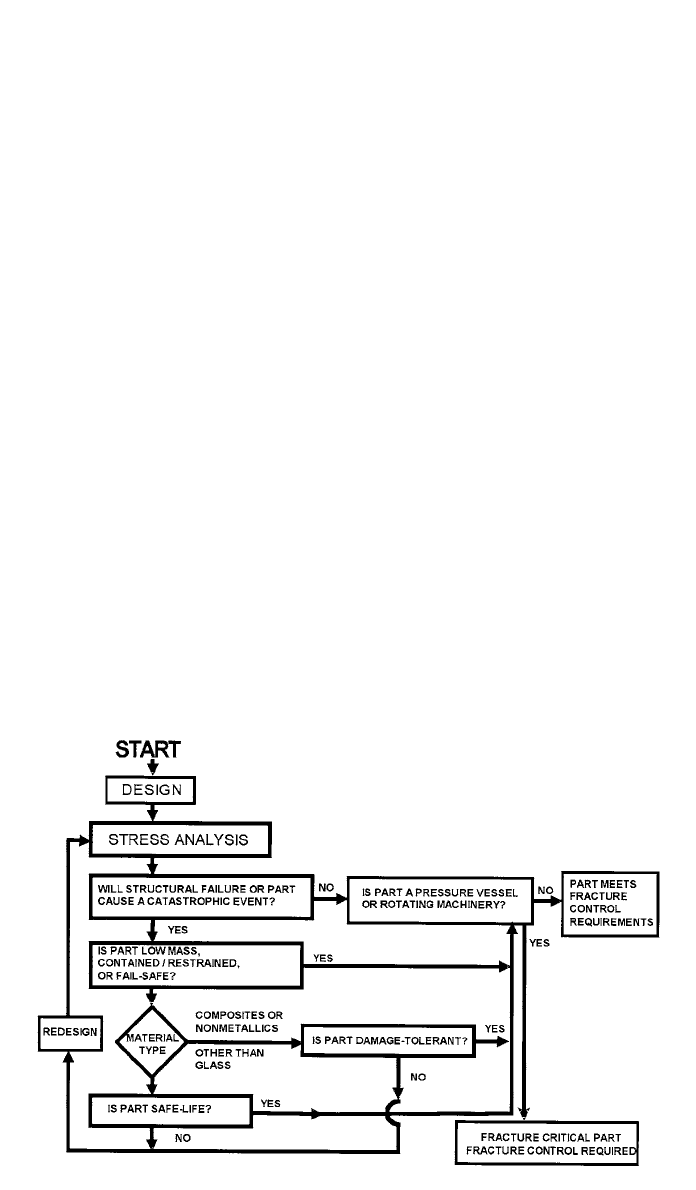
Fig. 31 Fracture control plan logic.
growth rate may be calculated and a safe life predicted by assuring that a pre-
existing crack (screened on entry into service) does not grow to a critical size
during the service life. A part of that safe-life assurance may include scheduled
maintenance/inspections at various service cycles to remove cracks that could
grow to a critical size before the next scheduled maintenance inspection point.
A design logic sequence incorporating considerations for fracture control is
shown in Fig. 31. Special designation of fracture-critical components is often
required on engineering drawings. Notes may include requirements for special
handling, environmental control, special inspection methods, or special testing
methods. Special inspection methods include quantified crack detection capabil-
ity assessment and validation.
8.3 Benefits of Quantified Crack Detection
In design and life-cycle management considerations, the benefits of quantified
crack detection capabilities are multiplied in both risk analysis/reduction and in
life-cycle cost of ownership. These benefits are manifested in:
Material Quality Selection
The selection of a material quality/grade for a given application is often driven
by the availability and/or cost of inspection that is required to provide the re-
quired confidence level for use. For example, the grade of titanium used in
rotating gas turbine engine (jet) components is considerably different from that
used in a submarine hull. The material quality or grade is often determined by
the defect size that can be detected with confidence in that material.
Impact on Structural Integrity
Damage tolerance is based on the ability of a component, system or structure
to maintain structural integrity in the presence of an assumed included flaw of

8 CONSIDERATIONS FOR INSPECTABILITY IN MATERIALS SELECTION 687
a given size. The design efficiency (load levels), margin, etc. are based in part
on the flaw size, which can be detected prior to entry into service and at various
programmed inspection maintenance intervals throughout the service life.
Inspection and Maintenance
Inspection and maintenance requirements for a given design/application can be
quantified and periodic maintenance can be scheduled on the basis of design
requirements and use rather than on an arbitrary calendar schedule. Additional
confidence/safety margin can be incorporated and maintenance can be adjusted
to account for design short falls, unanticipated service usage, unanticipated en-
vironmental degradation, and risk reduction. The economics of quantifying
inspection, maintenance, and overhaul may drive incorporation of damage tol-
erance design/analysis to traditional applications where tradition and historical
confidence have provided high confidence in structural integrity in past appli-
cations.
Safe Life
The ability to quantify safe life for an engineering structure also has tremendous
economic impact. When the initial assumed flaw size is quantified, the time for
that flaw to grow to a critical size may be quantified based on fatigue life and
design load analyses. In many cases, the initial cost of application may be much
lower than the life-cycle cost of ownership. Safe-life analyses provides a capa-
bility to provide better selection of material for both structural/functional integ-
rity and for cost of ownership during that life.
Life Extension
Demands continually increase for life extension of engineering systems and
structures and systems. Indeed many commercial aircraft in service are being
used well beyond their design life. Within limits, service life extension can be
justified by analysis when the basis for the design is quantified and the life-cycle
inspection/maintenance cycles are quantified. Life extension may be effected
with no change in risk or confidence level by consideration of fatigue life be-
havior and the incorporation of quantified inspection procedures.
Life Extensions Considerations. Consider the initiation and growth of a
flaw in service. Service life will include nucleation and stable flaw growth until
it reaches a critical size and precipitates fracture. This process is shown sche-
matically in Fig. 32. Failure can be avoided by detection of that flaw before it
grows to a critical size. The interaction of inspection is thus to apply an inspec-
tion method that has the capability to detect flaws before they grow to a critical
size.
Material behavior is such that there is a significant variance between the time
that a fatigue crack initiates for a given material lot and the time when the all
components will initiate a flaw. If inspection is applied, those components that
have early flaw initiation may be removed from service and the remainder of
the lot may continue in service with extended life. Figure 33 shows a typical
spread in crack initiation for a material lot in service and periodic inspections
to remove those components that have initiated a flaw.