Козловский В.А., Кобзев В.В. Производственный и операционный менеджмент
Подождите немного. Документ загружается.

170
4. Как планируется по объемам потребность на основе ведомости состава изде-
лия/поставки?
5. Чем отличаются полная и чистая потребности?
6. Как планируется по срокам удовлетворение чистой потребности?
7. Как все потребности и их удовлетворение сводятся воедино в общем плане- графике?
8. Как определяется размер партии поставки?
9. Каким требованиям должна удовлетворять система планирования поставок?
10. Какие системы планирования поставок Вам известны и каковы области их применения?
Задачи для самостоятельного решения
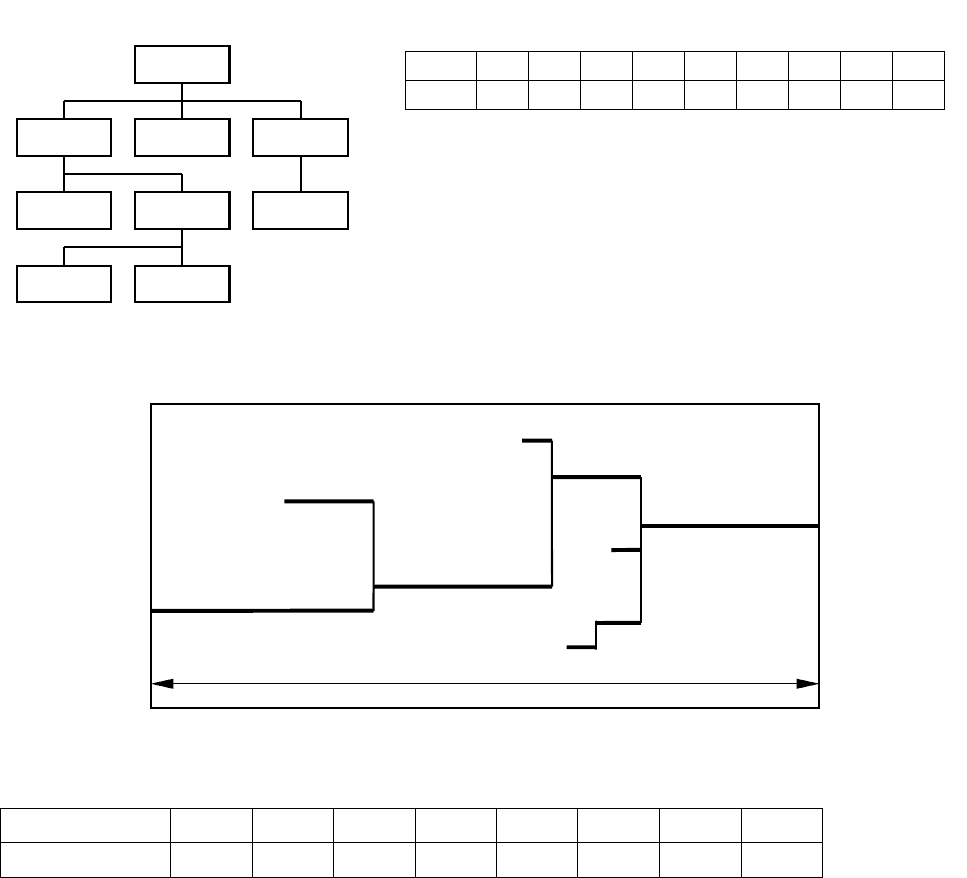
Задача 1. Определить потребность в сборочных единицах на изделие А. Структура из-
делия представлена на рис.7.4.
Ответ:
Код B C D E F G H I
Количество 3 1 4 15 6 12 36 6
Задача 2. Определить полную потребность в сборочных единицах на программу изде-
лия А. Программа составляет 100 единиц изделия А.
Ответ:
Длительности циклов
Код A B C D E F G H I
Дни 10 5 2 3 2 10 2 5 12
A
B(3) C(1) D(4)
E(5) F(2) G(3)
H(6) I(1)
Структура изделия
A
B
E
H
I
F
G
C
12
5
10
2
3
2
2
5
10
T
ц
=37 дней
D
Дат
а
запуск
а
Дата
выпуска
Цикловой график
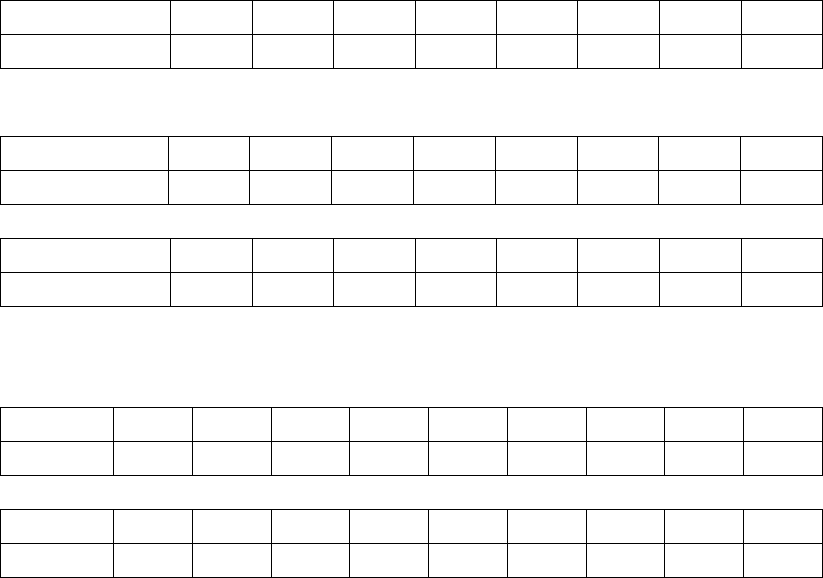
Рис.7.4. Построение циклового графика на основе расчета чистой потребности
171
Код B C D E F G H I
Количество 300 100 400 1500 600 1200 3600 600
Задача 3. Определить чистую потребность в сборочных единицах на программу изде-
лия А. Информация о состоянии запасов представлена в таблице.
Код B C D E F G H I
Запас 100 - 200 500 100 1000 600 100
Ответ:
Код B C D E F G H I
Количество 200 100 200 1000 500 200 3000 500
Задача 4. Определить длительности циклов процессов общей сборки и изготовления
(или закупки) сборочных единиц для изделия А в соответствии с планом чистой потребно-
сти. Информация о штучных нормах времени в рабочих днях представлена в таблице.
Процесс A B C D E F G H I
Дни / шт. 0,1 0,025 0,02 0,015 0,002 0,02 0,01 0,0017 0,024
Ответ:
Процесс A B C D E F G H I
Дни 10 5 2 3 2 10 2 5 12
Задача 5. Построить цикловой график работ по выпуску заданного количества изделий
А. Определить общую длительность цикла и дату запуска работ, если задана дата выпуска.
Ответ: цикловой график представлен на рис.7.4.
Общая длительность цикла составляет 37 рабочих дней.
Дата запуска = дата выпуска - общая длительность цикла.
Тест для самоконтроля
1. Цель современных систем планирования поставок предприятия:
а) “производить и поставлять только то и столько, что и сколько мы можем произвести”
(удовлетворение предложения, или возможностей предыдущего по ходу техпроцесса звена);
б) “производить и поставлять только то и столько, что и сколько нужно нашему потребите-
лю” (удовлетворение спроса, или потребности последующего по ходу техпроцесса звена); в)
оба варианта верны; г) оба варианта не верны.
2. Современные системы планирования поставок основываются:
а) на моделях потребности (запасов) в условиях зависимого спроса; б) на моделях по-
требности (запасов) в условиях независимого спроса; в) оба варианта верны; г) оба варианта
не верны.
3. Адаптивность современных систем планирования потребностей проявляется в их
способности:
а) оперативно отражать в плане текущие изменения в состоянии внешней среды пред-
приятия; б) оперативно отражать в плане текущие изменения в состоянии внутренней среды
предприятия; в) оба варианта верны; г) оба варианта не верны.
4. Как объяснить практическую ситуацию при планировании объемов на очередной пе-
риод в MRP, когда заказ в производство превышает потребность последующего звена на этот
период:

172
а) часть производственного заказа идет на удовлетворение потребности последующего
звена, а другая часть - на продажи в виде комплектующих, запасных частей, полуфабрикатов,
услуг по субконтракту; б) часть производственного заказа идет на удовлетворение потребно-
сти последующего звена, а другая часть - на восполнение запаса между этими звеньями, ис-
пользованного в предыдущем периоде; в) оба варианта верны; г) оба варианта не верны.
5. Как объяснить практическую ситуацию при планировании объемов на очередной пе-
риод в MRP, когда заказ в производство ниже потребности последующего звена на этот пе-
риод (производственные мощности достаточны):
а) потребность последующего звена будет удовлетворяться частично за счет производ-
ства, а частично за счет имеющихся в наличии запасов; б) потребность последующего звена
будет удовлетворяться частично за счет собственного производства, а частично за счет заку-
пок и субконтракта на стороне; в) оба варианта верны; г) оба варианта не верны.
6. Ниже представлена структура изделия А и длительности циклов. Программа изделия
А составляет 1000 единиц. В состав изделия А входит сборочная единица D. В запасе имеет-
ся 1000 единиц D. Штучная норма времени на изготовление D равна 0,0002 рабочего дня.
Уровень Структура единицы изделия А
0 А
________|_______
| |
1 В(5) С(3)
____|______ ____|__________
| | | |
2 | Е(3) Е(1) F(4)
| | | _________|___
| | | | |
3 D(6) H(7) I(4) G(1) D(5)
Процесс A B C D E F G H I
Дни 10 5 2
?
2 10 2 5 12
Определить потребность в сборочных единицах D на единицу изделия А.
а) 30; б) 60; в) 90; г) 120.
7. Определить полную потребность в сборочных единицах D на программу изделия А
при исходных данных п.6.
а) 3000; б) 90000; в) 120000; г) 11111,1.
8. Определить чистую потребность в сборочных единицах D на программу изделия А
при исходных данных п.6.
а) 110000; б) 4000; в) 73654,3; г) 80000.
9. Определить длительность цикла в рабочих днях изготовления сборочных единиц D
для изделия А в соответствии с планом чистой потребности (при исходных данных п.6). Это
есть суммарная длительность цикла изготовления двух разных партий D, предназначенных
для сборки B и F.
а) 170; б) 8; в) 16; г) 3.
10. Определить общую длительность цикла работ по выпуску заданного количества из-
делий А в рабочих днях (при исходных данных п.6).
а) 32,67; б) 24,85; в) 49, 31; г) 11,67.

173
Раздел 3. Оперативные решения
8. ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ И ДИСПЕТЧИРОВАНИЕ
8.1. Составление расписаний
Оперативные решения принимаются в процессе оперативного планирования (составле-
ние расписаний работ) и диспетчирования (текущий учет, контроль и регулирование хода
работ).
Расписания. Расписание определяет время, место и последовательность выполнения
работ. Составление расписаний ведется на короткие отрезки времени (неделя, день или час)
и охватывает горизонты планирования до 3 месяцев. Поэтому относится к краткосрочному
планированию, являясь продолжением и детализацией среднесрочного планирования– агре-
гатного, планирования запасов и потребностей/ ресурсов.
Цели, на реализацию которых направлено составление краткосрочных расписаний: ми-
нимизировать время ожидания потребителя; минимизировать длительность производствен-
ного цикла; поддерживать низкие уровни запасов; эффективно использовать оборудование и
персонал.
Имеются определенные различия в технике составления расписаний для переменных,
повторяющихся и постоянных, а также сервисных процессов. Поскольку “работа на заказ”
преобладает во всех отраслях производства и сервиса, что диктуется требованиями “рынка
покупателя”, сосредоточим внимание на краткосрочном планировании переменных процес-
сов. Далее сформулируем основные особенности составления расписаний для повторяющих-
ся и постоянных, а также сервисных процессов.
Объектом планирования при составлении краткосрочных расписаний являются рабо-
ты, выполняемые в рабочих центрах. В производственной сфере это цех, участок, техноло-
гический комплекс, единица оборудования /ячейка, рабочее место/.
Особенностью краткосрочных расписаний является то, что они находятся на самом
нижнем уровне иерархии в системе планов фирмы, поэтому максимально приближены к
процессу исполнения принятых на всех уровнях управленческих решений и тесно взаимосвя-
заны (обратной связью) с системой текущего контроля и регулирования хода работ в фирме
(диспетчирование).
Системы краткосрочного планирования и контроля должны: принимать к исполнению
поток поступающих заказов без нарушения ограничений по мощности индивидуальных ра-
бочих центров; определять обеспеченность рабочих центров инструментом и материалами
прежде, чем назначать им исполнение заказа; определять длительность цикла и календарные
сроки выполнения каждой работы, а также вести контроль за их соблюдением; контролиро-
вать ход выполнения всего комплекса работ рабочего процесса по всем рабочим центрам;
обеспечивать обратную связь в загрузке рабочих центров и исполнении работ с учетом ре-
сурсной обеспеченности; вести эффективный учет, контроль и анализ затрат времени и ре-
сурсов (использование оборудования, персонала, материалов) на выполнение работ.
При любой степени автоматизации система составления и контроля краткосрочных
расписаний должна обеспечивать необходимую точность в выполнении требований каждого
заказа, прежде всего по срокам поставки. Это означает, что требуется наличие соответст-
174
вующей информационной базы как для целей планирования, так и контроля. При любом
способе ведения необходимо иметь следующие базы данных.
1) Файлы планирования состоят из главного списка элементов, который содержит ин-
формацию обо всех материалах и конструктивных элементах товара, которые производятся
на фирме или закупаются на стороне; файла маршрутов, в котором приводятся технологиче-
ские маршруты прохождения каждого компонента через рабочий центр (цех), главного файла
рабочего центра, который содержит полную информацию о рабочем центре, в т.ч. его мощ-
ности (производительности).
2) Файлы контроля отслеживают реальное выполнение плана по каждому заказу, для
чего фактические данные, полученные в результате натурных измерений на объекте управ-
ления, сопоставляются с плановыми, полученными из файлов планирования; в случае обна-
ружения отклонений фактических значений показателей от плановых вступает в действие под-
система регулирования, которая может инициировать, в частности, отработку процедуры ре-
планирования, т.е. внесения изменений в составленные расписания работ для рабочих центров.
Составление расписаний. По содержанию процедура составления расписаний заклю-
чается в назначении допустимых по условиям заказа и необходимых по условиям процесса
сроков выполнения работ. При составлении расписаний ставится цель достижения заданного
результата процесса с наилучшим использованием необходимых для этого ресурсов (с наи-
меньшими общими затратами).
Подход к составлению расписаний может быть различным в зависимости от того, как
ставится задача – спланировать выполнение комплекса работ относительно заданного срока
запуска (определить срок выпуска) или же к заданному сроку выпуска (определить срок за-
пуска). Соответственно различают:
- прямое составление расписаний, которое предполагает планирование операций в пря-
мой последовательности, соответствующей ходу техпроцесса (“выталкивание” работ);
- обратное составление расписаний, которое предполагает планирование операций в
последовательности, обратной ходу техпроцесса (“вытягивание” работ).
Как видим, различие касается только алгоритма расчета календарных сроков по меж-
звенным передачам в технологической цепи. В любом случае планирование поставок как ра-
бочего задания для предыдущего звена основывается на определении потребности после-
дующего звена: поставщик своим предложением удовлетворяет спрос потребителя.
Работы, составляющие поток заказов, разнообразны, имеют свою специфику и требуют
выполнения в рабочих центрах с определенной специализацией. Поэтому для составления
расписания необходимо назначение работ в рабочие центры исходя из их специализации.
Но рабочие центры, требуемые для выполнения определенной работы, не в любой момент
доступны: они могут быть заняты другими работами или могут находиться не в работоспо-
собном состоянии. Поэтому назначение работ в рабочие центры нужно проводить с учетом
их текущего состояния в момент, предполагаемый для запуска работы.
Множество работ одновременно могут претендовать на использование одного рабочего
центра (как и любого ресурса). Поэтому для составления расписания необходимо определить
последовательность запуска работ в рабочий центр исходя из их приоритетности. Но рабо-
ты могут иметь равные приоритеты или не иметь таковых - по внешним факторам, таким как
175
срок поставки по контракту. Тогда порядок следования работ в рабочем центре необходимо
задавать с учетом внутренних факторов и целей, таких как минимум цикла обработки всех
заказов в очереди, максимум и равномерность загрузки мощностей во времени.
Таким образом, составление расписания включает две составляющие:
1 - назначение работ в рабочие центры;
2 - задание последовательности запуска работ в рабочем центре.
Возможны значительные изменения в поступлении потока заказов на выполнение ра-
бот, связанные с краткосрочными колебаниями спроса и влиянием других внешних факто-
ров. Поломки машин, невыходы на работу персонала, проблемы качества, дефицит материа-
лов и другие внутренние сбои также возможны. Все это осложняет процесс календарного
планирования работ. Поэтому технологическое обоснование длительности и назначение ка-
лендарного срока еще не гарантируют выполнения работы в этот срок; требуется постоян-
ный контроль за сроками и, когда это нужно, регулирование хода работ (иногда и потока за-
казов), в т.ч. путем перепланирования назначений в рабочие центры, последовательности
выполнения работ и промежуточных сроков.
Правила составления расписаний. Для составления эффективных расписаний требу-
ется знать и соблюдать набор определенных правил; при их использовании составление рас-
писаний становится надежным и формальным средством рациональной организации рабочих
процессов во времени. В качестве примера можно привести 10 правил корректного составле-
ния расписаний, используемых при работе с диалоговой компьютерной системой “оптими-
зированные производственные технологии” (OPT): «использование ресурсов местами (под-
разделениями), не являющимися узкими, определяется не их собственной мощностью, а дру-
гими ограничениями, существующими в системе; привлечение ресурса не является синони-
мом его использования; час, потерянный в узком месте, - это час, потерянный во всей систе-
ме; час, сэкономленный в месте, не являющемся узким, есть мираж; перемещение партии
может не быть и во много раз не должно быть эквивалентно процессу обработки партии;
процесс обработки партии должен быть изменяемым, а не фиксированным; пропускную спо-
собность и приоритет необходимо рассматривать одновременно, а не последовательно;
“Мерфи” не неизвестен, и его опасное воздействие может быть изолировано и минимизиро-
вано; общезаводская мощность не должна балансироваться; сумма локального оптимума не
равна сумме глобального оптимума».
Многие из этих правил формализованы в математических методах и моделях. Может
использоваться много методов составления расписаний. Выбор метода зависит от объемов
заказов, специфики процессов и стратегий, принятых фирмой (это и стратегия удовлетворе-
ния спроса - уровень сервиса в обслуживании потребителей, это и стратегия развития фирмы
- товара, процесса, технической и кадровой политики). Выбор метода также зависит от глу-
бины и широты охвата системой работ, представляющих рабочий процесс, что зависит от
выдвигаемых целей. Можно поставить цель минимизировать или ограничить время простоев
машин, на которых выполняются дорогостоящие операции, и в то же время минимизировать
стоимость заделов, находящихся в рабочем процессе.
176
8.2. Назначение работ в рабочие центры
Назначение работ предполагает планирование загрузки рабочих центров (цех, участок,
рабочее место) и требует выполнения двух шагов: 1 - подвергается проверке загрузка цен-
тров исходя из их мощности, для этого используется метод, известный под названием “кон-
троль вход-выход”; 2 - осуществляется назначение работ исходя из действительной загрузки
центров, для чего используются загрузочные графики Гантта и метод назначений (в виде
постановки и решения задачи линейного программирования).
Контроль вход - выход. Является техникой, позволяющей гибко управлять протеканием
рабочих процессов на основе точной подгонки расписания под состояние объекта управления,
что позволяет увеличить интенсивность прохождения материального потока через рабочий
центр. Если работа прибывает быстрее, чем это было предусмотрено, рабочий центр оказыва-
ется перегруженным и растут заделы; если работа прибывает с меньшей скоростью поступле-
ния, чем это было предусмотрено, рабочий центр оказывается недогруженным и график вы-
полнения заказа нарушается (происходит задержка по срокам). Средства, доступные оператив-
ному управлению и необходимые для гибкого регулирования рабочего потока (процесса):
корректировка состояния центра; изменение загрузки и количества оборудования; изменение
входа рабочего центра; изменение объемов субконтрактов и производительности центров.
Графики Гантта. Являются наглядными средствами, которые помогают описать ис-
пользование ресурсов, таких как загрузка рабочих центров и сверхурочное время.
Загрузочный график Гантта показывает рабочее время (время занятости) и время про-
стоев, анализ которых позволяет принять оперативные меры по регулированию загрузки ра-
бочих центров. Например, когда один из рабочих центров становится перегруженным, рабо-
чие из низкозагруженного центра могут быть временно переведены в перегруженный; ожи-
дающие выполнения работы могут быть распределены по другим рабочим центрам; некото-
рые работы из высокозагруженных центров могут быть переданы в центры, загруженные не
полностью; гибкое многофункциональное оборудование также может быть перераспределе-
но между центрами. Загрузочный график Гантта имеет несколько главных ограничений по
использованию: он не учитывает разнообразия производственных ситуаций, таких как отка-
зы оборудования или ошибки персонала, которые требуют повторения работы и корректи-
ровки расписания; он должен оперативно пересчитываться при появлении новых работ и
при пересмотре их временных оценок.
Временной график Гантта используется для управления работами в процессе их выпол-
нения; он указывает, выполняется ли работа по расписанию, опережает или отстает от распи-
сания. Как правило, на практике рассматривается временной график, размещающий работы
по ходу их выполнения на вертикальной оси и время их выполнения на горизонтальной оси.
Примеры построения временных графиков Гантта здесь не приводим, поскольку они пред-
ставляют собой простейший вариант цикловых графиков.
Метод назначений. Представляет специальный класс моделей линейного программи-
рования, в которых рассматриваются задачи назначений работ в зависимости от имеющихся
ресурсов (назначения работ по станкам, контрактов по поставщикам, людей по проектам,
продавцов по территориям и т. п.). Целью является достижение минимума суммарных де-
177
нежных затрат или времени, необходимых для выполнения комплекса работ. Назначению
подлежит только одна работа (или рабочий) на одну машину (или проект). Задача назначения
может быть представлена денежными или временными затратами, связанными с каждым
конкретным назначением. Денежные записи (занесения) представляют оценки затрат фирмы,
которые возможны при назначении соответствующей работы на определённую машину.
Метод предназначен для того, чтобы найти самые низкие затраты, соответствующие услови-
ям каждого отдельного назначения. Как правило, задачи назначения определяют порядок
максимизации выручки или минимизации потерь, выбирая соответствующие назначения.
Пример 8.1. Метод назначений. Найдем минимальную стоимость назначения для вы-
полнения работ на машинах за четыре шага. Исходные значения следующие.
Машина
Работа
А В С
R – 34
S – 66
T - 50
$11
$ 8
$ 9
$ 14
$10
$12
$ 6
$11
$ 7
Шаг 1а. Используя данную таблицу, вычтем минимальное число каждой строки из ка-
ждого числа в строке. Результат будет следующий.
Машина
Работа
А В С
R – 34
S – 66
T - 50
5
0
2
8
2
5
0
3
0
Шаг 1б. Вычтем минимальное число каждой колонки из каждого числа в колонке. Ре-
зультат будет следующий.
Машина
Работа
А В С
R – 34
S – 66
T - 50
5
0
2
6
0
3
0|
3|
0|
Шаг 2. Прочеркнем линии так, чтобы покрыть ими все нули. Поскольку только две ли-
нии пересекают таблицу, решение не оптимальное.
Машина
Работа
А В С
R – 34
S – 66
T - 50
5
0
2*
6
0
3
0|
3|
0|
* Минимальное не вычеркнутое число
Шаг 3. Вычтем минимальное не зачеркнутое число (2 в этой таблице) из каждого не
зачеркнутого числа и прибавим его к числу, находящемуся на пересечении двух линий.
178
Машина
Работа
А В С
R – 34
S – 66
T - 50
3
0
0
4
0
1
0
5
0
Вернемся к шагу 2. Покроем нули прямыми линиями снова.
Машина
Работа
А В С
R – 34
S – 66
T – 50
3|
0|
*0|
4
*0
1
*0|
5|
0|
Поскольку необходимы для этого три линии, то может быть сделано оптимальное на-
значение.
Шаг 4. Назначение: R - 34 на машину С, S - 66 на машину В, T - 50 на машину А.
Минимальные затраты $ 6 + $10 + $ 9 = $25.
Замечание: если бы назначили S - 66 на машину А, то не смогли бы назначить T - 50 на
место, обозначаемое нулем.
8.3. Задание последовательности работ
Задание последовательности работ предполагает определение порядка, в котором рабо-
ты должны быть выполнены в каждом рабочем центре. Рассмотрим основные подходы к
решению данной проблемы.
Правила приоритетов. Широко используются при планировании и подготовке дис-
петчерских сводок (листов) о порядке выполнения работ (обработки партий) в рабочих цен-
трах. Разработано большое число этих правил, как статических, так и динамических. Прави-
ла приоритетов находят особенно широкое приложение в сложных по маршрутам движения
потока дискретных процессах, в которых обработка ведется партиями различной величины, а
производство ориентировано на независимый спрос. Правила приоритетов помогают мини-
мизировать среднее время протекания процесса, среднее время завершения изготовления,
среднее время пролеживания (ожидания) и максимизировать выход.
Наиболее известными правилами приоритетов являются следующие:
FCFS (первым пришел, первым обслужен) - первой запускается работа, прибывающая в
рабочий центр первой;
EDD (ранняя по дате выполнения) - первой запускается работа с ранней датой выпол-
нения;
SPT (кратчайшее время выполнения) - первой запускается работа с кратчайшим време-
нем выполнения;
LPT (наиболее продолжительное время выполнения) - первой запускается работа, наи-
более продолжительная по времени выполнения.
Результаты каждого правила оцениваются следующими измерителями эффективности
его использования: среднее время завершения работы как отношение суммы потоков времен
179
к числу работ; среднее число работ в системе как отношение суммы потоков времен к об-
щему времени процесса; среднее ожидание работы как отношение общего опоздания (в
днях) к числу работ.
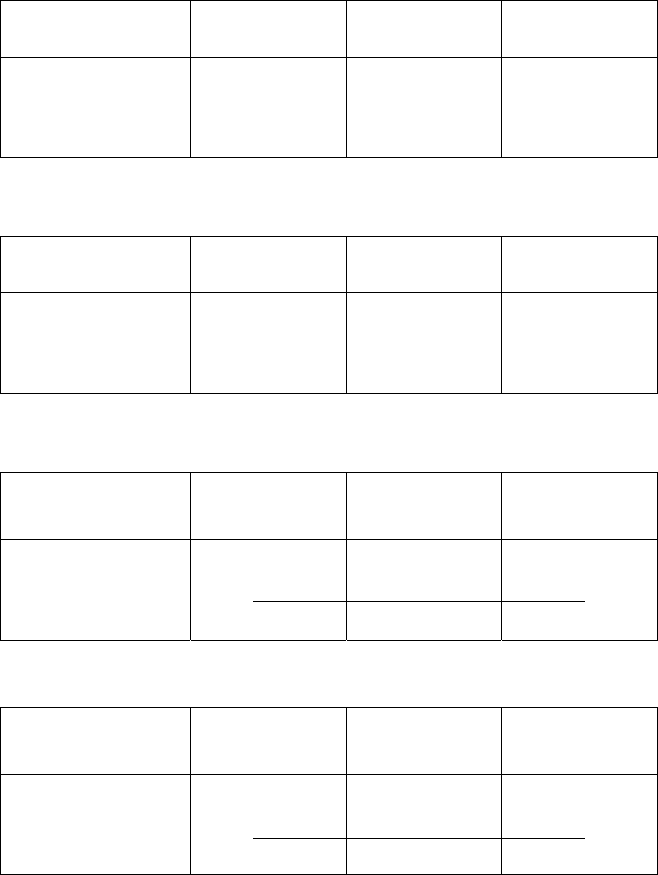
Пример 8.2. Правила приоритетов. Пять работ ожидают назначения в рабочий центр.
Длительность работ и даты выполнения приводятся ниже. Требуется определить последова-
тельность выполнения работ согласно правил: (1) FCFS, (2) SPT, (3) EDD, (4) LPT. Работам
была назначена буква в порядке их прибытия.
Работа Время процесса в днях Срок выполнения работы (дни)
A
B
C
D
E
6
2
8
3
9
8
6
18
15
23
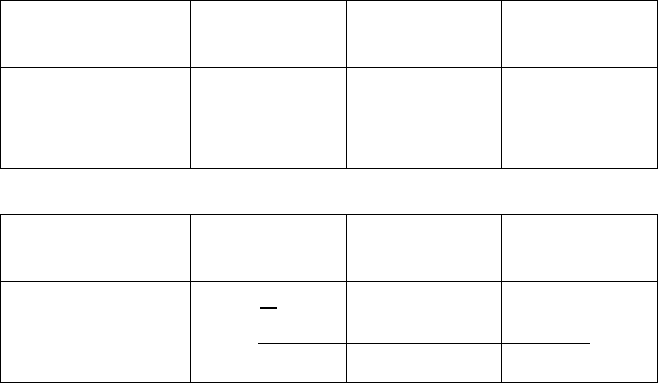
1) FCFS - последовательность: A - B - C - D - E. Время потока в системе для этой по-
следовательности измеряется временем ожидания каждой работы плюс время нахождения в
рабочем процессе. Работа B, например, ожидает шесть дней, пока работа A находится в рабо-
чем процессе и затем ещё требуется два дня выполнения процесса над работой B. Таким обра-
зом, работа будет завершена за восемь дней, что на два дня позже, чем время ее ожидания.
Последовательность
работ
Время процесса Время потока
Срок выполнения
работы
Запаздывания
работ
A
B
C
D
E
6
2
8
3
9 x
28
6
8
16
19
28 c
77
8
6
18
15
23
0
2
0
4
5 f
11
2) SPT - последовательность: B - D - A - C - E. Порядок следования определяется дли-
тельностью времени процесса с наивысшим приоритетом, приписываемым наикратчайшей
работе.
Последовательность
работ
Время процесса Время потока
Срок выполнения
работы
Запаздывания
работ
B
D
А
С
E
2
3
6
8
9 x
28
2
5
11
19
28 c
65
6
15
8
18
23
0
0
3
1
5 f
9
3) EDD - последовательность: B - A - D - C - E. Заметим, что эти работы выстраиваются
в порядке ранней по дате исполнения работе, которая идет первой.