Козловский В.А., Кобзев В.В. Производственный и операционный менеджмент
Подождите немного. Документ загружается.

100
оптимальное решение и часто удовлетворяются «разумным» результатом после нескольких
шагов решения. Предполагаем, что компания удовлетворится суммарной величиной затрат
на перевозки между цехами (рабочими центрами) в размере $ 480, что соответствует органи-
зации потоков на рис.4.7.
Однако часто требуется шестой шаг.
Шаг 6. Подготовьте детальный план рассматриваемого пространства с учетом всех тре-
бований каждого цеха (рабочего центра), таких, как учет конфигурации здания, в котором
происходит размещение, расположение погрузочных площадок, лестничных пролетов,
складских помещений и пр. Также необходимо учесть эстетические требования и соответст-
вие проектируемых схем требованиям электрических систем.
Обсуждение проблемы велось на примере небольшой задачи, для которой графический
метод решения вполне приемлем. Однако для больших задач этот метод неудобен. Когда в
проблему размещения включаются 20 цехов (рабочих центров), возможны 600 триллионов
различных конфигураций размещения цехов. Для решения таких задач разработаны компью-
терные программы, например, CRAFT (Computerized Relative Allocation of Facilities Technique),
оперирующая с количеством цехов до 40. Она используется для решения задач размещения на
плоскости, т.е. в двух измерениях. Для решения задач размещения оборудования в трех изме-
рениях используют программу SPACECRAFT. К более сложным инструментам решения рас-
сматриваемых задач относится система FADES (Facilities Design Expert System), которая объе-
диняет суждения экспертов и использует математический инструментарий.
4.3. Схемы, ориентированные на повторяющиеся процессы
К особому случаю схем организации работ, ориентированных, с одной стороны, на
процесс, с другой – на продукт, относятся схемы, ориентированные на повторяющиеся про-
цессы. В основе таких процессов лежит модульный принцип изготовления изделий. Такие
процессы характерны для условий серийного и крупносерийного производства (в отечест-
венной терминологии). Организационные структуры, реализующие схемы организации ра-
бот, ориентированных на повторяющиеся процессы, должны в определенных пределах обла-
дать свойствами как технологической, так и предметной специализации, и обычно имеют
предметно-групповую форму организации. Это достигается созданием гибких рабочих
структур, каждая из которых способна выполнять определенный, но достаточно разнообраз-
ный по составу набор закрепленных за ней детале-операций. Такие рабочие структуры спо-
собны выполнять ряд различных операций над рядом различных деталей, схожих по конст-
руктивно-технологическим и организационно-плановым признакам (относящихся к опреде-
ленной группе общности). В основе создания подобных рабочих структур лежит идея груп-
пового производства, в котором используются групповые технологии и переналаживаемое
оборудование, организованное по типу “рабочих ячеек”.
Рабочие ячейки. Идея рабочих ячеек возникла в связи с развитием групповой техноло-
гии, когда объемы обрабатываемых предметов оправдывали специальную организацию ма-
шин и оборудования для их обработки. При групповой технологии осуществляется иденти-
фикация обрабатываемых предметов по одинаковым характеристическим признакам, что по-
зволяет из множества предметов выделять целые их семейства, чтобы обрабатывать их в
101
специально организованных для этих целей рабочих ячейках (в России это работы
С.П.Митрофанова). Идея создания рабочей ячейки заключается в объединении ранее рассре-
доточенных в разных местах различных станков, каждый из которых использовался в составе
систем машин, ориентированных на процесс, в небольшую новую группу станков с тем, что-
бы создать систему машин, обладающую преимуществом системы, ориентированной на про-
дукт; но в качестве продукта выступает уже не отдельная деталь или партия деталей одного
наименования, а семейство сходных по выделенным признакам деталей, воспринимаемых
как конкретный продукт (рис.4.8.).
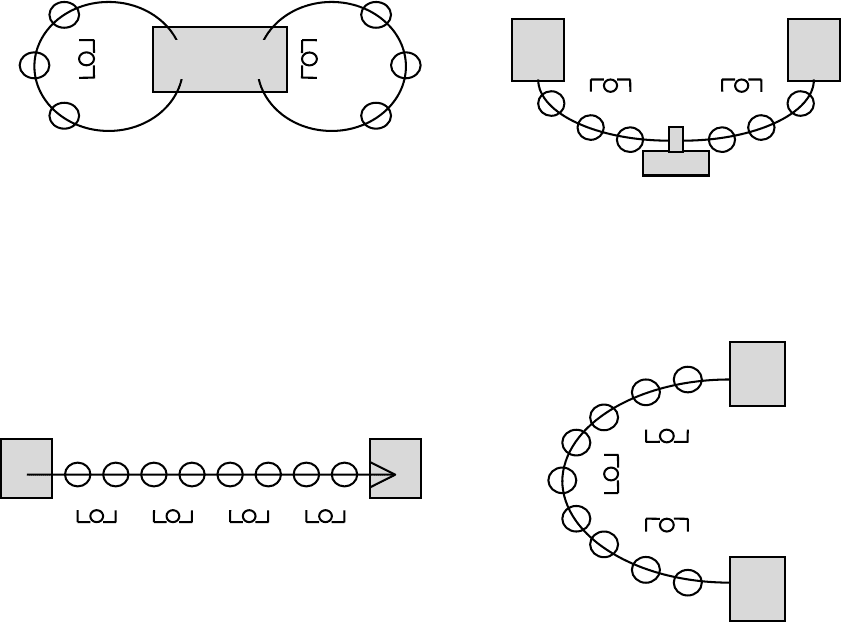
В обоих случаях (а) и (б) использование U-образных рабочих ячеек может сократить
путь движения материала и рабочего. U-образные рабочие ячейки могут также снизить по-
требность в рабочих площадях.
Рабочая ячейка строится «вокруг» продукта, которым является группа деталей, и имеет в
своем составе весь набор станков, необходимых для выполнения всех операций, связанных с
изготовлением всех деталей группы (в рамках частичного процесса, закрепленного за рабо-
чей ячейкой). Преимущества рабочей ячейки: сокращает оборотные заделы, потребность в
оборудовании, производственные площади, запасы материалов, полуфабрикатов и закончен-
а) Исходная схема организации работ -
р
абочие находятся на маленькой замк-
нутой площади. Невозможно увеличить
выход без третьего рабочего.
Улучшенная схема организации работ
- рабочие могут ассистировать друг
другу. Есть возможность ввести
третьего рабочего (в первой схеме это
сложно
)
.
(б) Исходная схема организации работ
- прямая линия очень трудно баланси-
р
уется (синхронизируется)
Улучшенная схема - U-образная ячейка,
р
абочие имеют больший доступ к обо-
р
удованию. Четыре рабочих заменены
на трех.
Рис.4.8. Улучшение схем организации работ на основе использования
концепции рабочей ячейки
Материал
102
ных обработкой предметов, длительность производственного цикла обработки каждого пред-
мета, инвестиции и текущие издержки производства, возрастает производительность труда,
уровень использования оборудования, сплоченность трудового коллектива как команды.
Сложности создания рабочих ячеек состоят в необходимости: тщательной классифика-
ции продуктов и формировании технологических групп или их эквивалентов; подбора необ-
ходимого комплекса средств технологического оснащения высокого квалификационного
уровня работающих, их способности к гибкому замещению; гибкой поддержки со стороны
управляющего персонала проявлений инициативы и творчества работающих при создании
рабочих ячеек.
Различные формы рабочих структур могут быть получены при формировании их на ос-
нове рабочих ячеек: специализированный рабочий центр, специализированное предприятие.
Заслуживает внимания японская точка зрения на развитие схем организации, ориенти-
рованных на повторяющиеся процессы. Японская идея основывается не только на физиче-
ском размещении оборудования по принципу рабочих ячеек, но в значительной степени на
решениях, обеспечивающих все большее творческое и активное участие работающих в про-
изводственном процессе. Идея реализуется путем создания U-образных линий в противовес
линейным структурам и внедрения систем ротации персонала взамен жесткого закрепления
каждого рабочего за определенным рабочим местом на постоянной основе.
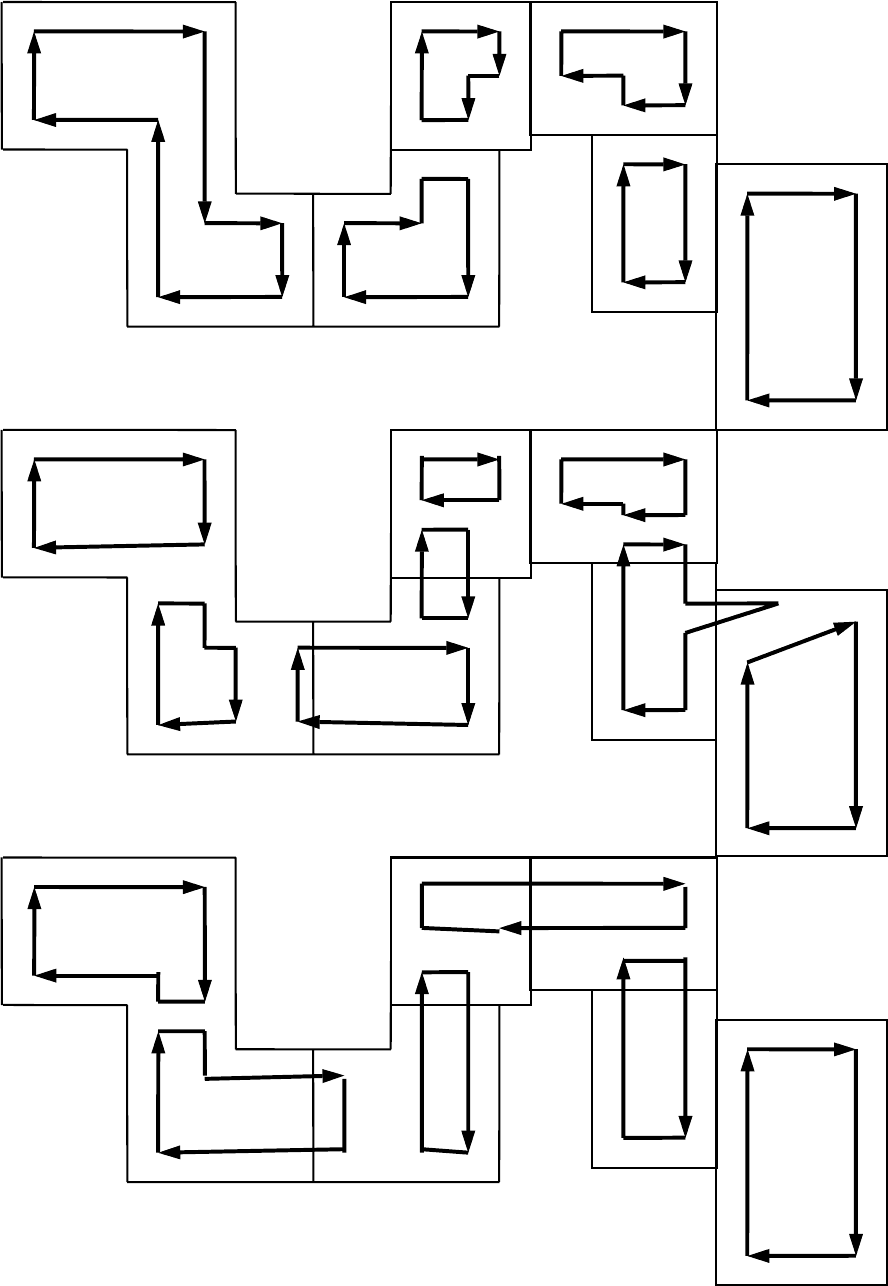
U-образные поточные линии. Идею U-образных линий иллюстрирует рис.4.8, 4.9.
Реализация концепции выравнивания производства, основанного на использовании
множества поточных линий, определяет работу этих линий с переменным ритмом, а значит,
и с изменяющимся количеством рабочих на линиях. Условием реализации этих особенностей
при организации производственного процесса является выполнение трех требований:
- правильное размещение станочного оборудования;
- наличие хорошо подготовленных рабочих-многостаночников, владеющих различны-
ми специальностями;
- постоянная оценка и периодический пересмотр плановой последовательности выпол-
нения технологических операций рабочими, отражаемых в карте трудового процесса.
Рис.4.9. U-образное размещение оборудования в производственной линии
4 5 8
9
106 7 3
1
2
103
При U-образном расположении оборудования входная и выходная операции произ-
водственной линии (участка) расположена в одном месте или рядом друг с другом. U-
образное расположение оборудования может иметь различные формы, например, вогнутую и
круговую, и позволяет гибко регулировать численность рабочих путем увеличения или со-
кращения их числа во внутреннем пространстве U-образного участка при изменении ритма
всей вытягивающей системы.
Вытягивающие производственные системы, работающие по принципу JIT, могут быть
организованы с размещением оборудования по U-образной схеме. Каждая новая заготовка
поступает на вход этого U-образного участка, когда соответствующее готовое изделие (обра-
ботанное) покидает его на выходе. Поскольку эти операции осуществляются одним и тем же
рабочим, количество изделий в незавершенном производстве на этой линии можно всегда
поддерживать постоянным. В то же время такая организационная структура позволяет легко
визуально обнаруживать недостаточно синхронизированные операции, выполняемые от-
дельными рабочими, и принимать меры по совершенствованию производственного процесса
в целях повышения синхронности выполнения его составных частей.
Как отмечалось выше, система U-образных линий, объединенная условно в одну об-
щую линию, позволяет решить проблему с дробным числом рабочих. При использовании та-
ких общих линий можно проводить перераспределение операций между рабочими в ответ на
колебания объемов производства изделий путем изменения стандартной последовательности
выполнения операций рабочими, т.е. используя на рабочем месте различные - в зависимости
от объема производства - карты трудового процесса.
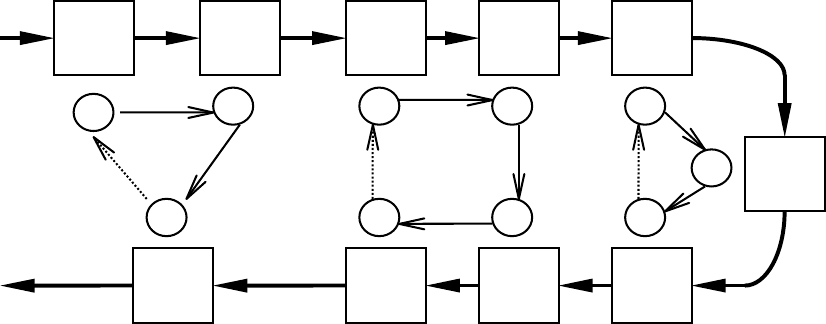
Следующий пример на рис.4.11 иллюстрирует это.
Пример 4.2. Репланирование U-образной линии. Задача заключается в том, чтобы пере-
распределить выполнение операций между рабочими в комплексной линии, обеспечив рабо-
ту с другим, чем ранее, ритмом; необходимость пересмотра ритма вызвана изменением спро-
са на продукцию линии по сравнению с предыдущим периодом. Из рис.4.11 (б) - (в) видно,
что при сокращении спроса возрастает ритм потока до 1,2 минуты. Это приводит к необхо-
димости перераспределить все операции, выполняемые на такой комплексной линии между 6
рабочими. Теперь каждый из них будет выполнять операций больше, чем в предыдущем ме-
сяце (рис.4.11 б), когда операции на комплексной линии выполнялись 8 рабочими, а ритм
потока был равен 1 минуте. Таким образом, дробное число рабочих, которое могло бы воз-
никнуть при линейном размещении различных отдельных участков, исключается благодаря
объединению этих участков в единую комплексную производственную линию. Сокращение
объемов производства, связанное с падением спроса, уменьшает число рабочих, занятых на
линии. В периоды непродолжительного сокращения объема производства можно осущест-
вить следующие мероприятия, направленные на использование высвобожденных на данной
линии рабочих: перевод рабочих на другие линии и участки; сокращение сверхурочных ра-
бот; проведение совещаний кружков качества; отработка операций по переналадке оборудо-
вания; профилактические и ремонтные работы; хозяйственные работы на предприятии; изго-
товление комплектующих изделий, которые раньше закупались у поставщиков.
104
Рис.4.11. Объединение нескольких U-образных линий в одну общую
10
9
8
7
2
3
4
5
1
6
7
6
5
1
2
3
4
1 2 3 4
18 17 16
12 11 10
8 9
5
6
7
15
14
13
3 4
1 2
9 8
5
6
7 6
1 8
3 4 5
2
1
3 2
98
7
6
4
5
а) комплексная производственная линия по изготовлению шести видов
изделий, входящих в состав одного агрегата;
1
2
3
10
9
8
7
1
2
3
4
5
7
6
5
4
5
1
3
2
8
7
6
4
1 8
3 4
2
7 6
5
6
9 8 7
1 2
12 11 10
8 9
5
6
7
18 17 16
1 2 3 4
15
14
13
3 4 5
9
6
б) распределение операций между рабочими на комплексной линии
на месяц (ритм потока 1 мин., число рабочих на линии 8 чел.);
6
4
6
9 8 7
1 2
3 4
12 11 10
8 9
4
7
6
5
1
2
3
2
7 6
1 8
8
3 4 5
5
6
7
18 17 16
1 2 3 4
15
14
13
5
6
1
3 2
9
7
10
9
8
7
2
3
4
5
1
5
в) распределение операций между рабочими в следующем месяце
(ритм потока 1,2 мин., число рабочих на линии 6 чел.)
105
Большинство из перечисленных процедур возможны только тогда, когда рабочие вла-
деют несколькими специальностями или являются рабочими-многостаночниками. Помогает
в этом ротация персонала.
Ротация персонала. Чтобы быстро приспосабливаться к изменяющимся условиям, на-
пример, на комплексных поточных линиях, рабочий должен быть универсально подготов-
ленным, т.е. он должен уметь квалифицированно выполнять работы по любой специальности
и на любой технологической операции. С этой целью фирма готовит свои рабочие кадры,
используя принцип профессиональной ротации. В соответствии с принципом ротации каж-
дый рабочий по очереди выполняет все виды работ в своем цехе. Через некоторое время ра-
бочий достигает необходимого профессионализма во всех специальностях и, таким образом,
становится универсалом.
Обучение по принципу профессиональной ротации состоит из трех основных этапов:
• на этапе 1 все начальники участков и мастера должны научиться работать на всех рабо-
чих местах, чтобы подтвердить перед рабочими цеха свои способности выполнять их работы;
• на этапе 2 каждый рабочий поочередно обучается всем специальностям, имеющимся в
цехе, и таким образом, готовится для работы по любой из них;
• на этапе 3 разрабатывается график прохождения рабочим всех операций с частотой
чередования видов работы до нескольких раз в день.
Преимущества принципа профессиональной ротации:
• внимание рабочего переключается и уменьшается мышечная утомляемость, в резуль-
тате снижается производственный травматизм;
• устраняется чувство несправедливости, вызываемое тем, что ветераны могут претен-
довать на выполнение более выгодных с точки зрения оплаты работ, это улучшает взаимо-
отношения между рабочими и способствует развитию взаимопомощи;
• передача опытными рабочими и мастерами своего опыта и знаний более молодым ра-
бочим и подчиненным способствует быстрому распространению рациональных приемов
труда в цехах;
• поскольку каждый рабочий участвует во всех производственных процессах в цехе, он
считает себя ответственным за все задачи, стоящие перед цехом: достижение необходимого
уровня качества, снижение издержек производства, повышение безопасности труда;
• переходя работать в другой цех или на новый производственный участок, все работ-
ники, независимо от того, мастер он или рабочий, смотрят на новую работу свежим взглядом
и могут выделить проблемы или найти способы усовершенствования производства.
Главное достижение профессиональной ротации - она гуманизирует труд, демонстри-
рует уважение к человеку и повышает роль человеческого фактора в производстве, ограждая
его от превращения в придаток машины.
4.4. Схемы, ориентированные на продукт
Схемы организации, ориентированные на продукт, создаются вокруг продуктов или
семейств продуктов (групп), больших по объему выпуска и с небольшими вариациями по
разнообразию. Их создают при следующих допущениях.
106
1. Объем выпуска достаточен, чтобы обеспечить высокую загрузку оборудования.
2. Спрос на продукт достаточно стабилен, чтобы оправдать долгосрочные инвестиции
в специализированное и специальное оборудование.
3. Выпускаемый продукт стандартизирован и достиг фазы своего жизненного цикла,
когда уже не вносятся изменения в его конструкцию и технологию изготовления.
4. Поставки материалов, комплектующих, всех видов услуг по обслуживанию произ-
водства отвечают требованиям стандартов для работы в условиях поточного производства.
Схемы организации работ, ориентированные на продукт, используются в непрерывном
производстве или, в отечественных терминах, массовом и крупносерийном производстве.
Организационные структуры (цехи, участки, линии), реализующие данные схемы организа-
ции работ, имеют предметную специализацию и предметно-замкнутую (или предметно-
групповую) форму организации.
Одной из схем организации работ, ориентированной на продукт, является обрабаты-
вающая линия (например, использующая агрегатные станки); другой - сборочная линия. Об-
рабатывающей может быть как линия изготовления деталей для автомобилей, так и линия
изготовления конфет или сосисок. Аналогичные линии используются для фасовки и упаков-
ки сыпучих и жидких продуктов (производство и продажа строительных материалов, молока
и т.д.). На сборочной линии изготовленные или закупленные заранее компоненты продукта
соединяются вместе (собираются, смешиваются, комплектуются). На сборочной линии ти-
пичным средством перемещения продукта является рабочий (реже распределительный) кон-
вейер, который проходит через серию рабочих станций. Так собираются автомобили и теле-
визоры на заводах, отправки и грузовые единицы в транспортно-складских терминалах и
распределительных центрах, гамбургеры в ресторанах быстрого обслуживания, и многое
другое. Линии, ориентированные на продукт, используют преимущественно специализиро-
ванное автоматизированное оборудование, что отличает их от организационных схем, ориен-
тированных на процесс. Поточные линии (обрабатывающие и сборочные) должны быть сба-
лансированы таким образом, чтобы обеспечивалось равенство производительности по всем
операциям (этапам) технологического процесса. Как известно, для этого необходимо синхро-
низировать операции, т. е. обеспечить равенство или кратность длительности их выполнения
такту (ритму) линии. Обрабатывающие линии, представленные в основном последователь-
ным набором машин, требуют механической и инженерной настройки для их сбалансиро-
ванной работы. Сборочные линии при балансировке требуют учета индивидуальных воз-
можностей каждого рабочего-сборщика и условий выполнения операции на рабочей станции
(специально оборудованные рабочие места нескольких рабочих-сборщиков). Поэтому балан-
сировка сборочной линии осуществляется перераспределением выполняемых операций и их
частей между индивидуальными исполнителями с целью достижения равенства или кратно-
сти длительности выполнения всех операций ритму потока. Центральной проблемой балан-
сировки сборочной линии является достижение равенства выхода продукта, собираемого на
каждой операции, выходу конечного продукта на последней операции линии. При этом вы-
игрыш состоит в том, что в результате балансировки образуется материальный поток, дви-
жущийся непрерывно с постоянной скоростью на протяжении всей сборочной линии, а вре-
мя простоя рабочих на каждой рабочей станции минимально. Хорошо сбалансированная

107
сборочная линия отличается высоким использованием рабочего времени и оборудования, а
также преимуществами “справедливой” загрузки рабочих на линии, что часто рассматрива-
ется как основное требование профсоюзов.
Главным преимуществом линии, ориентированной на продукт, являются низкие затраты
на единицу продукта, связанные с большими объемами выпуска. Ориентированные на продукт
линии характеризуются также низкой стоимостью затрат перемещения продукта и относи-
тельно низким уровнем заделов разных видов на линии. Облегчаются подготовка рабочих для
работы на линиях и наблюдение за ходом работ, упрощается управление производством.
Эти преимущества часто перевешиваются недостатками линий, ориентированных на
продукт.
1. Необходимы большие инвестиции в создание и наладку линий.
2. Остановка работы в одном (практически любом) месте связывает операционный
процесс всей линии.
3. Линии не обладают достаточной гибкостью в продуктовом разнообразии и варьиро-
вании производительностью.
Поскольку задачи балансировки обрабатывающих и сборочных линий схожи, рассмот-
рим их решение на примере сборочной линии.
Балансировка сборочной линии. Балансирование линии имеет целью минимизиро-
вать отклонения в продолжительности работы рабочих мест (машин, людей) в линии от тре-
буемого ритма выпуска продукта.
Ритм – это интервал времени между моментом запуска (или выпуска) двух, следую-
щих один за другим продуктов (изделий, партий, работ).
Для того, чтобы организовать работу с заданным ритмом, нужно тщательно подобрать
инструменты, оборудование, регламентировать все действия и приемы, которые используют-
ся в рабочем процессе. Также должны быть окончательно определены длительности выпол-
няемых в линии отдельных процессов (операций) и их последовательность. Для этого стро-
ится карта (диаграмма) последовательности операций.
Пример 4.3. Построение карты последовательности операций. Фирма ставит задачу
построения диаграммы последовательности операций сборки. Исходные данные представле-
ны в следующей таблице.
Операция
Время выполнения
(минуты)
Операции предшествования,
операции следования
A
B
C
D
E
F
G
H
I
10
11
5
4
12
3
7
11
3
-
A*
B
B
A*
C, D
F
E
G, H
Суммарное время 66
108
Примечание.* Операции B и E не могут быть начаты, пока операция A не будет завер-
шена.
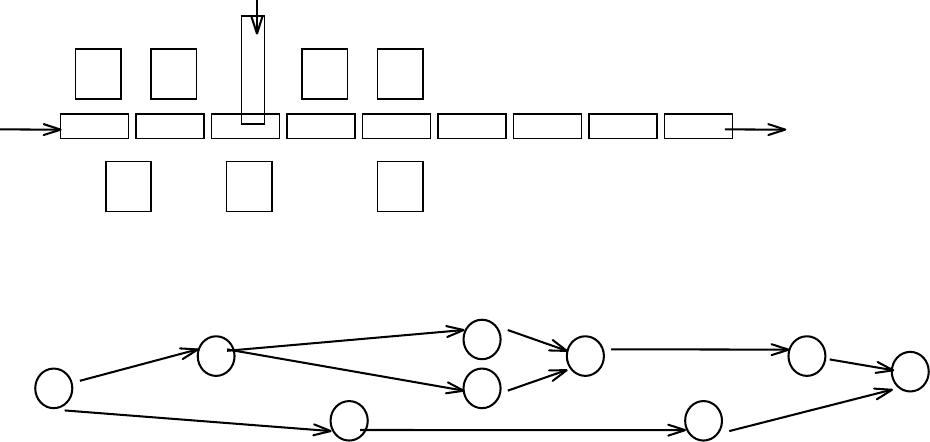
Общая компоновка линии и построенная диаграмма последовательности операций
представлены на рис.4.13. - 4.14.
Рис.4.13. Схема размещения сборочной линии
Рис.4.14. Диаграмма последовательности операций
После того, как построена карта последовательности операций, приступают к процеду-
ре группирования операций в рабочие станции. Эта процедура включает три шага.
1. Определяется время цикла (ритм). Для этого дневное рабочее время (в минутах)
нужно разделить на дневной спрос в штуках. Результат - время цикла (ритм), т.е. производ-
ственное время, выделяемое на каждую рабочую станцию для выполнения части рабочего
процесса, состоящего из операций, в минутах/штуку.
Время цикла = Дневное рабочее время / Дневной спрос
2. Определяется минимальное число рабочих станций. Для этого суммарное время всех
операций нужно разделить на время цикла. Результат округляется до ближайшего целого
числа:
m
Минимальное число рабочих станций = Σ время операции i / время цикла,
i=1
где m - число сборочных операций, i =1,m.
Составляется баланс линии, предписывая каждой рабочей станции выполнение отдель-
ных сборочных операций или их групп. Эффективный баланс - такой, который обеспечивает
полное завершение сборки без нарушения последовательности операций и обеспечивает ми-
нимальное время простоя на каждой рабочей станции. Формально процедура представляет
собой группирование операций в комплексы с продолжительностью, близкой времени цикла
(ритма), и закрепление их за рабочими станциями, число которых соответствует числу сфор-
мированных комплексов операций.
1
3 5 6
2 4 7
Сборочный конвейер
Рабочие станции 1, 2, ...
Комплектующие
A
B
C
D
F
G
E
10 мину
т
3
7
1112
11
3
4
5
I
H

109
Пример 4.4. Балансировки линии сборки. На основе диаграммы последовательности
операций, построенной в примере 4.3., фирма ставит задачу балансировки линии. Дневное
рабочее время составляет 480 минут. Производственное расписание требует выпуска в тече-
ние рабочего дня 40 единиц полностью законченных сборкой изделий. Тогда:
Время цикла (в минутах) = 480 минут / 40 единиц =12 мин/единицы
Минимальное число рабочих станций =
=Суммарное время операций / Время цикла = 66/12 = 5,5 или 6 станций
Рис.4.15. показывает решение, при котором операции группируются для выполнения в
шести станциях. Закрепление операций за рабочими станциями осуществлено таким обра-
зом, чтобы в наибольшей степени использовать допустимое время цикла, равное 12 минутам.
Рис.4.15. Решение балансировки линии на основе 6-ти станций
На первой станции выполняется только одна операция А, при этом затрачивается 10
минут из допустимых 12 минут. Вторая станция использует 11 минут, и третья потребляет
полностью все 12 минут. Четвертая рабочая станция группирует три непродолжительные
операции, выполнение которых занимает точно 12 минут. Пятая станция имеет 1 минуту
простоя, шестая (последовательно объединяет операции G и I) имеет 2 минуты простоя за
цикл. Общее время простоя (потерь) для этого решения составляет 6 минут за цикл.
Можно рассчитать эффективность балансировки линии путем деления суммарного
времени операций на число рабочих станций, умноженных на предписанное время цикла:
Эффективность=Σвремя операции/(число рабочих станций)x
х(предписанное время цикла)
Обычно сравниваются различные уровни эффективности для различного числа рабочих
станций. Действуя таким образом, можно определить чувствительность линии к изменениям
ритма (скорости процесса) и выбрать наилучшую комбинацию рабочих станций.
Пример 4.5. Оценка эффективности балансировки линии. Фирма ставит задачу рассчи-
тать эффективность балансировки линии для примера 4.4:
Эффективность = 66 минут / (6 станций)x(12 минут) = 66/72 = 91,7 %.
Создание седьмой станции (дополнительной), как пример, понизило бы эффективность
балансировки до 78,6 %:
Эффективность = 66 минут / (7 станций)x(12 минут) = 78,6 %.
Масштабные задачи балансировки линий, как и большой размерности задачи размеще-
ния оборудования, часто требуют использования компьютера. Для определения состава ра-
бочих станций на сборочной линии со 100 и более операциями могут использоваться, напри-
10
7
11 12
11 3
4
5
3
A
B
C
D
F
G
I
E H
Станция I
II
III
VI
V
IV