Киселёв Е.С. Теплофизика правки шлифовальных кругов с применением СОЖ
Подождите немного. Документ загружается.

105
лучшие результаты получены сприменением жидкостей, отличающихся
большей охлаждающей способностью (эмульсий с малым содержанием эмульсола).
Естественно, что максимальные температуры наблюдаются в зоне контакта круга
с алмазом правящего инструмента. При этом ранжирование СОЖ сохраняется во всех
расчетных точках. С удалением от зоны контакта (по окружности или радиусу круга и
по оси правящего инструмента) температура в расчетных точках уменьшается (см. рис.
39 и 40) и быстро достигает температуры окружающей среды (воздух, пары СОЖ). По
абсолютной величине контактная температура при правке всухую и с применением
масляной СОЖ, несмотря на большой ее расход (
∼
0,37 кг/с), находится в интервале
температур, оказывающих
негативное влияние на механическую
прочность и теплостойкость алмаза [38,
125].
Интерес для практики
представляют и результаты расчетов
температуры при удалении от зоны правки
по оси правящего инструмента: на
расстоянии 1 мм сохраняются
значения температур от 370 до 520 К (см.
рис. 39, 40). Этот интервал необхо- димо
учитывать при выборе связки
правящих инструментов.
Как численные расчеты, так и
экспериментальные исследования (см.
рис. 36), указывают на недопус-
тимость выполнения операций прав- ки шли-
фовальных кругов алмазными пра-
вящими инструментами всухую. Подача
СОЖ поливом к зоне правки с
расходом > 0,37 кг/с обеспечивает
уменьшение контактной температу- ры до
безопасных пределов. Еще большими
резервами, несмотря на меньший в 2,2
раза расход СОЖ, обладает подача
жидкости через клиновые
полуоткрытые насадки с торцев круга с
наложением УЗК (см. рис. 36, б). Не-
достаточные расход и давление СОЖ,
подаваемой по внешним трактам
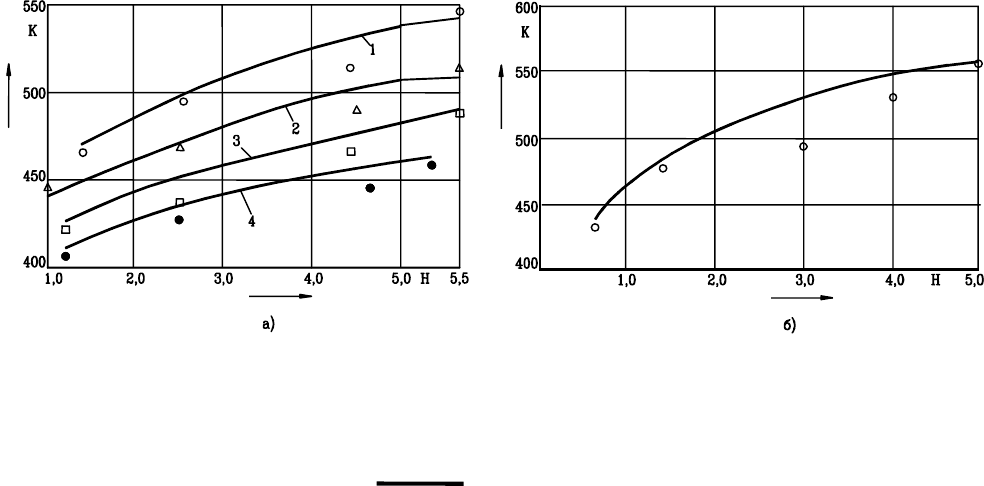
Рис. 43. Расчетные значения температуры в
различных точках шлифовальных кругов
разных характеристик и алмазного каран-
даша в процессе правки точением:
Р
zп
= 5 Н;
1
−
24А16НС112К26 (
П
= 0,558);
2
−
92А16НМ37К (
П
= 0,505);
3
−
24А 16НСМ17К26 (
П
= 0,482);
4
−
24А16НС18К26 (
П
= 0,471);
5
−
24А 16НС17К24 (
П
= 0,448);
6
−
24А16НС16К26 (
П
= 0,432);
7
−
24А16НСТ17К26 (
П
= 0,409);
Y
,
r
i
,
γ
−
координаты расчетных точек по рис.
38. Остальные условия см. в надписи к рис. 35
106
напорной струей к зоне правки (расход <0,34 кг/с и давлением < 0,05 МПа, см.
рис. 37, 41) также могут быть причиной быстрого выхода из строя алмазного зерна при
правке вследствие термомеханического износа [95].
С увеличением рабочей скорости шлифовального круга возрастает как мощность
теплового источника, так и интенсивность воздушных потоков, генерируемых вра-
щающимся кругом. В этом случае подача поливом 3 %-ной эмульсии Укринол-1 не
обеспечивает благоприятных условий эксплуатации алмазного правящего инструмента
при
V
к
> 60 м/с (см. рис. 42).
Общеизвестно, что при подаче СОЖ свободно-падающей струей к зоне резания
(поливом) приповерхностные слои вращающегося пористого шлифовального круга
пропитываются жидкостью вследствие капиллярного эффекта.
а)
ω
107
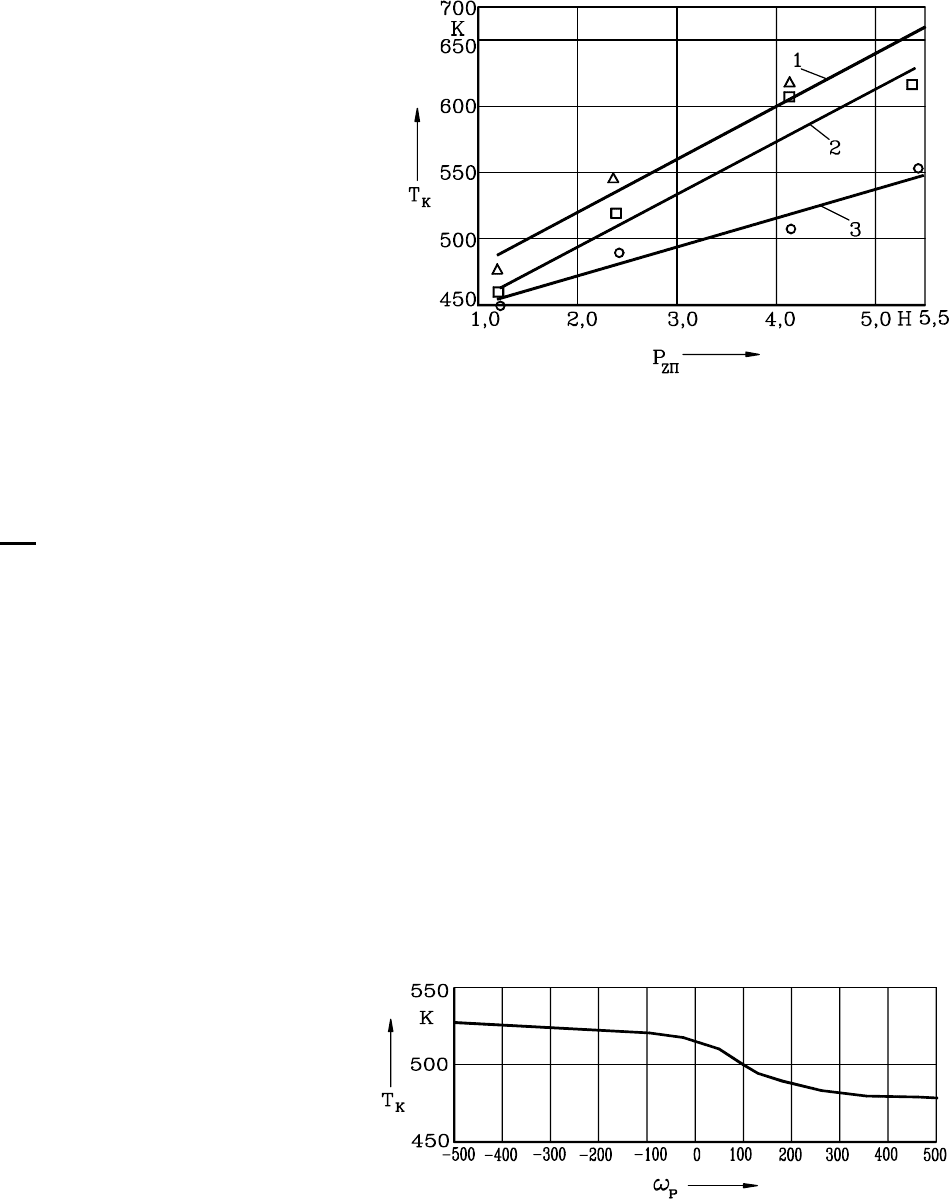
Рис. 44. Расчетные значения температуры в различных точках
шлифовальных кругов 24А16НС18К26 разных типоразмеров и алмаза в оправе (ГОСТ
22908-78Е, тип I, цилиндрический) в процессе правки точением:
Р
zп
= 5Н; а
−
круг 1–
600
×
305
×
50. 1
−
круг; 2
−
кристалл алмаза; 3
−
связка; 4
−
корпус; остальные условия
см. в надписи к рис. 35
б)
Рис. 44, лист 2
б – круг 1–250×76×20
Естественно, контактная температура в зоне правки зависит от пористости круга. Од-
нако расчеты показывают, что подача СОЖ поливом допустима лишь при пористости
круга
П
≥
0,48 (см. рис. 43). При меньшей пористости кругов следует переходить на
использование высоконапорных и комбинированных способов подачи СОЖ по внеш-
ним трактам (например поливом и гидроаэродинамическим способом одновременно),
или способов подачи СОЖ по внутренним трактам, обеспечивающих транспортирова-
ние достаточных количеств жидкости в зону правки (например, подача СОЖ через
клиновые полуоткрытые насадки, расположенные с противоположных торцев круга, с
наложением УЗК).
ω
108
С увеличением диаметра шлифовального круга, как следует
из рис. 44, теплонапряженность процесса правки уменьшается. Это объясняется улуч-
шением условий теплоотвода и уменьшением аккумуляции теплоты в круге. Для кру-
гов диаметром от 200 до 750 мм при сохранении постоянными условий правки (
P
zn
,
V
к
,
П
, способ подачи, состав и расход СОЖ и др.) увеличение диаметра шлифовального
круга сопровождается почти прямопропорциональным уменьшением контактной тем-
пературы. При этом, даже при увеличении рабочей скорости круга в 1,7 раза с одно-
временным увеличением его диаметра в 2,4 раза, контактная температура в зоне прав-
ки уменьшается в 1,5 раза (см. рис. 44). Любопытно, что при подаче СОЖ поливом на
периферии круга до зоны правки температура приповерхностного слоя меньше темпе-
ратуры внутренних слоев. Максимальные значения температур внутренних точек
(кроме точек, находящихся на линии, проходящей через зону контакта и центр круга, а
также ниже зоны контакта), находятся на расстоянии (60
−
80) мм от периферии круга,
т.е. в зоне, которая не пропитывается СОЖ.
3.2.2. Тепловое состояние контактирующих объектов
при правке круга шлифованием
Как и при правке точением, непосредственно на шлифовальном станке измеря-
ли контактные температуры при правке алмазным роликом с применением водных и
масляной СОЖ, подаваемых в зону контакта различными способами, и сравнивали их
с результатами расчетов на ПЭВМ, выполненных в соответствии с алгоритмом расче-
та теплового состояния, разработанным для правки шлифованием (см. [51]). Основ-
ные результаты этих исследований представлены на рис. 45. Варьировали также сни-
маемым за один проход припуском (глубиной правки)
z
nк
, а следовательно, состав-
ляющей силы правки
P
zn
(рис. 46
−
49), концентрацией эмульсола в СОЖ (рис. 46, б),
давлением подаваемой СОЖ (рис. 47) и другими условиями. Максимальные расхож-
дения между расчетными и экспериментальными данными составляли не более 10 %
(рис. 47, б), что позволяет использовать численный метод решения уравнения
109
Рис. 45. Экспериментальные и расчетные значения контактной температуры
Т
к
в зоне
правки шлифованием с применением различных СОЖ, подаваемых поливом (а), и
устройств для их подачи (б):
Р
zп
= 1,2 Н; а
−
1
−
Укринол-1 (3 %); 2
−
НГЛ-205 (3 %);
3
−
Укринол-1 (10 %); 4
−
НГЛ-205 (10 %); 5
−
ОСМ-3 (100 %); 6
−
без СОЖ; б
−
СОЖ Укринол-1 (3 %); 1
−
к торцам круга через клиновые насадки с наложением
УЗК (
G
ж
= 0,15 кг/с); 2
−
напорной струей (
Р
= 0,25 МПа,
G
ж
= 0,85 кг/с); 3
−
гидроаэ-
родинамическим способом (
G
ж
= 0,34 кг/с); 4
−
к торцам круга через клиновые на-
садки (
G
ж
= 0,15 кг/с); 5
−
поливом (
G
ж
= 0,34 кг/с); 6
−
правка без СОЖ; круг
24А16НС18К26 1–250
×
76
×
20;
V
к
= 50 м/с; алмазный ролик АСК 400/315,
V
p
= 2 м/с
(направление встречное);
z
пк
= 0,1 мм;
V
s
= 0,25 м/мин;
−
расчет;
−
экс-
перимент
Рис. 46. Экспериментальные и расчетные значения контактной температуры
Т
к
в зоне
правки круга шлифованием в зависимости от глубины правки
z
пк
: а
−
1 ( )
−
Укринол-1
(3%); 2 (
∆
)
−
НГЛ-205 (3%); 3 ( )
−
ОСМ-3; 4 (
ο
)
−
правка без СОЖ; б
−
концентрация
эмульсии Укринол-1: 1 ( ), 2 (
∆
), 3(
ο
), 4 ( ) соответственно 3, 5, 10, 20 %;
−
рас-
чет; ,
∆
,
ο
,
−
эксперимент. Остальные условия в надписи к рис. 45
теплопроводности для прогнозирования тепловой напряженности при правке шлифо-
ванием.
110
Как и при правке алмазным карандашом, сохраняется ряд
ранжирования СОЖ по контактной температуре: наименьшие значения
Т
к
обеспечи-
вают 3 %-ные эмульсии Укринол-1 и НГЛ-205, наибольшие
−
масляная СОЖ ОСМ-3 и
правка без СОЖ. Однако при правке шлифованием температура в зоне контакта
Т
к
Р
z п
Р
z п
Т
к
Рис. 47. Экспериментальные и расчетные значения контактной температуры
Т
к
в зоне
правки круга шлифованием с применением различных устройств для подачи СОЖ в
зависимости от касательной составляющей силы правки
Р
zп
: а
−
подача СОЖ напор-
ной струей к зоне правки; 1 (
ο
), 2 (
∆
), 3 ( ), 4 (
•
)
−
соответственно
Р
= 0,1; 0,15; 0,2;
0,25 МПа; б
−
подача СОЖ гидроаэродинамическим способом;
−
расчет;
ο
,
∆
, ,
•
−
эксперимент. Остальные условия см. в надписи к рис. 45
в среднем на 120
−
180 К меньше, чем при правке точением (сравни рис. 36, а и 45, а)
при близких значениях составляющей силы правки (
P
zn
= 1,2
−
1,4 Н) для всех СОЖ,
что объясняется меньшей удельной нагрузкой на алмазные зерна при использовании
алмазного правящего ролика. Аналогичные закономерности наблюдаются и при срав-
нении рядов ранжирования по температуре
Т
к
устройств для подачи СОЖ при правке
точением и шлифованием (сравни рис. 36, б и 45, б). При увеличении глубины правки
z
nк
наблюдается опережающий рост контактных температур для всех СОЖ (см. рис.
46). С увеличением концентрации эмульсий ухудшаются их охлаждающие свойства,
что при правке круга приводит к возрастанию контактной температуры (см. рис. 46, б).
Увеличение давления при подаче СОЖ напорной струей в зону правки является весьма
эффективным средством снижения теплосиловой напряженности даже при больших
глубинах правки (см. рис. 47, а). Подача СОЖ гидроаэродинамическим способом
весьма эффективна при правке круга алмазным роликом (см. рис. 47, б) и сравнима с
подачей СОЖ напорной струей под давлением 0,2 МПа. Наложение УЗК на клиновые
полуоткрытые насадки, расположенные с торцев круга, при правке шлифованием
уменьшает контактную температуру в среднем на 35 К во всем диапазоне изменений
касательной составляющей силы правки
P
zn
= 1
−
5,5 Н (см. рис. 48). Однако при од-
новременной подаче СОЖ поливом и с торцев круга с наложением УЗК наблюдается
более интенсивное снижение теплонапряженности при увеличении
P
zn
. По-видимому,
это объясняется тем, что с увеличением расхода СОЖ, дополнительно подаваемой по-
111
ливом, теплоотвод из зоны
правки интенсифицируется. При
этом торцовые воздушные пото-
ки при подаче СОЖ через кли-
новые полуоткрытые насадки
заменяются жидкостными
Рис. 48. Экспериментальные и
рас-четные значения контактной
темпе-ратуры
Т
к
в зоне правки
круга шлифованием с примене-
нием различных устройств для
подачи СОЖ в зависимости от
касательной составляющей силы
правки
Р
zп
: способ подачи СОЖ:
1 (
∆
)
−
с торцев круга через клиновые полуоткрытые насадки (
G
ж
= 0,15 кг/с); 2 ( )
−
с
торцев круга через клиновые полуоткрытые насадки с наложением УЗК (
G
ж
= 0,15
кг/с); 3 (
ο
)
−
одновременно поливом и с торцев круга через клиновые полуоткрытые
насадки с наложением УЗК (
G
ж
= 0,34 кг/с);
−
расчет; ,
ο
,
∆
−
эксперимент. Остальные условия см. в надписи к рис. 45
и не препятствуют попаданию жидкости в контактную зону по внешним трактам, а
фильтрация СОЖ сквозь поровое пространство в УЗ-поле способствует уменьшению
теплообразования в зоне правки за счет более полной реализации смазочных свойств
СОЖ. Таким образом, как следует из результатов расчетов и экспериментальных ис-
следований, при правке целесообразно использовать комбинированный способ подачи
СОЖ
−
одновременно поливом и с торцев круга через клиновые полуоткрытые насад-
ки с наложением УЗК.
Варьирование угловой скоростью правящего ролика, как показывают выполнен-
ные численные исследования (см. рис. 49), не оказывает существенного влияния на
контактную температуру в зоне правки.
Рис. 49. Расчетные значения
контактной температуры
Т
к
в
зоне правки круга шлифова-
нием в зависимости от угло-
вой скорости алмазного роли-
ка
ω
р
: подача СОЖ Укринол-1
(3 %) поливом. Остальные ус-
ловия см. в надписи к рис. 45
112
3.3. Численные решения уравнений теплообмена и
экспериментальные исследования теплового состояния
контактирующих объектов при шлифовании заготовок
с непрерывной правкой круга
Эти исследования выполняли на экспериментальной установке, созданной на ба-
зе круглошлифовального станка 3М151, оснащенного аппаратурой и приборами для
измерения контактной температуры в зоне шлифования методом полуискусственной
термопары, для измерения составляющих силы шлифования, устройствами для подачи
СОЖ поливом, напорной струей к зоне правки, к торцам круга через клиновые полу-
открытые насадки с наложением УЗК [64]. Станок оснащен также оригинальным уст-
ройством для непрерывной правки круга по а.с. 1266717 [11].
Как и при исследованиях правки, адекватность выбранных в главе 2 математиче-
ских моделей реальным условиям шлифования заготовок с непрерывной правкой про-
веряли путем сравнения результатов расчета контактной температуры в зоне шлифо-
вания с данными эксперимента. Исследования проводили при шлифовании заготовок
из двух материалов: инструментальной стали ХВГ и титанового сплава ОТ4. Выбор
материалов заготовок с существенно различающимися теплофизическими свойствами
позволял, в случае успеха, расширить области применения рассмотренных выше под-
ходов к выбору граничных условий и по численному решению уравнений теплопро-
водности контактирующих при шлифовании круга и заготовки на большинство конст-
рукционных материалов. В процессе исследований варьировали тремя факторами, ока-
зывающими влияние на контактную температуру при круглом наружном шлифовании:
окружной скоростью заготовки, концентрацией СОЖ и техникой ее подачи в зону об-
работки.
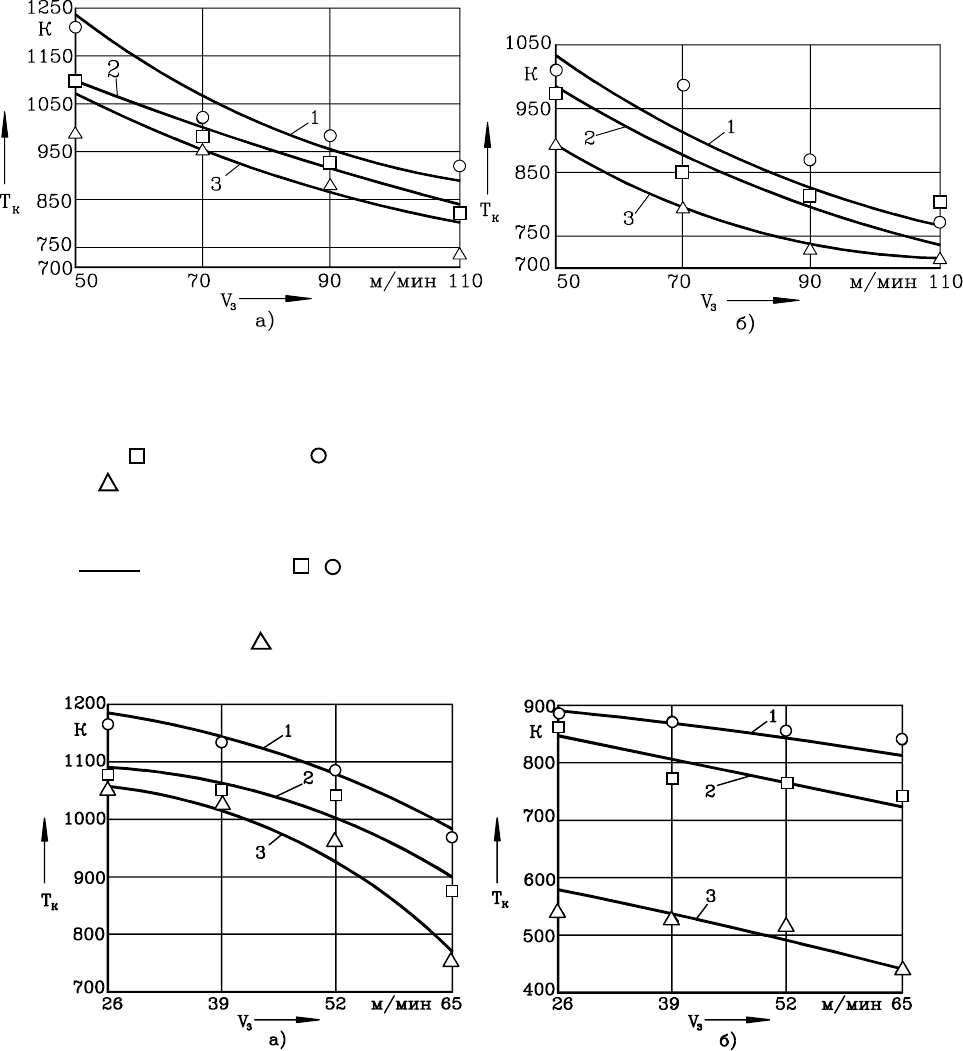
Результаты исследований, частично представленные на рис. 50
−
52, показыва-
ют, что, как и при правке шлифованием, максимальные расхождения между расчет-
ными и экспериментальными значениями контактных температур в зоне шлифования
с непрерывной правкой не превышают 10 %. Таким образом, впервые подтверждена
возможность количественной оценки значений контактных температур при шлифова-
нии заготовок из разных материалов в различных условиях.
Как и следовало ожидать, с увеличением окружной скорости заготовки
V
з
более
чем в два раза, контактная температура в зоне шлифования уменьшается на 30
−
50 %
вне зависимости от техники подачи или состава СОЖ и материала шлифуемой заго-
товки (см. рис. 50, 51). Увеличение концентрации эмульсола с 3 до 20 % особенно эф-
фективно при шлифовании заготовок из стали ХВГ, обладающей, в сравнении с заго-
товками из титанового сплава ОТ4, более высокой
113
Рис. 50. Экспериментальные и расчетные значения контактной температуры
Т
к
при
шлифовании с непрерывной правкой круга в зависимости от окружной скорости V
з
за-
готовки из стали ХВГ,
HRC
63 ... 66: а
−
СОЖ ОСМ-3 (100 %); б
−
СОЖ Укринол-1 (3
%); способ подачи СОЖ: 1 ( )
−
поливом; 2 ( )
−
одновременно поливом и через кли-
новой насадок с торца круга; 3 ( )
−
одновременно поливом и через клиновой наса-
док с торца круга с наложением УЗК;
G
ж
= 0,34 кг/с; круг 24А25НСМ16К7 1–
600
×
305
×
20;
V
к
= 50 м/с;
V
t
= 0,8 мм/мин; алмазный ролик АСР 400/315;
V
p
= 10 м/с (на-
правление встречное);
V
tп
= 0,08 мм/мин;
Z
пз
= 0,8 мм;
−
расчет; , ,
−
эксперимент
Рис. 51. Экспериментальные и расчетные значения контактной температуры
Т
к
при
шлифовании с непрерывной правкой круга в зависимости от окружной скорости
V
з
за-
готовки из титанового сплава ОТ4:
V
t
= 0,2 мм/мин;
Z
п з
= 0,2 мм. Остальные условия см.
в надписи к рис. 50
температуро- и теплопроводностью (см. рис. 52). В отличие от процессов правки, уве-
личение концентрации эмульсола в СОЖ, несмотря на уменьшение теплопроводности
λ
ж
, теплоемкости
С
ж
и увеличение плотности
ρ
ж
эмульсии, приводит к уменьшению
значений контактных температур в зоне шлифования, что объясняется большей ролью
смазочных свойств жидкости при шлифовании, хотя очевидно ухудшение условий те-
плоотвода (коэффициенты теплопередачи с увеличением концентрации эмульсола в
СОЖ уменьшаются [161]). Для шлифования заготовок из титановых сплавов примене-
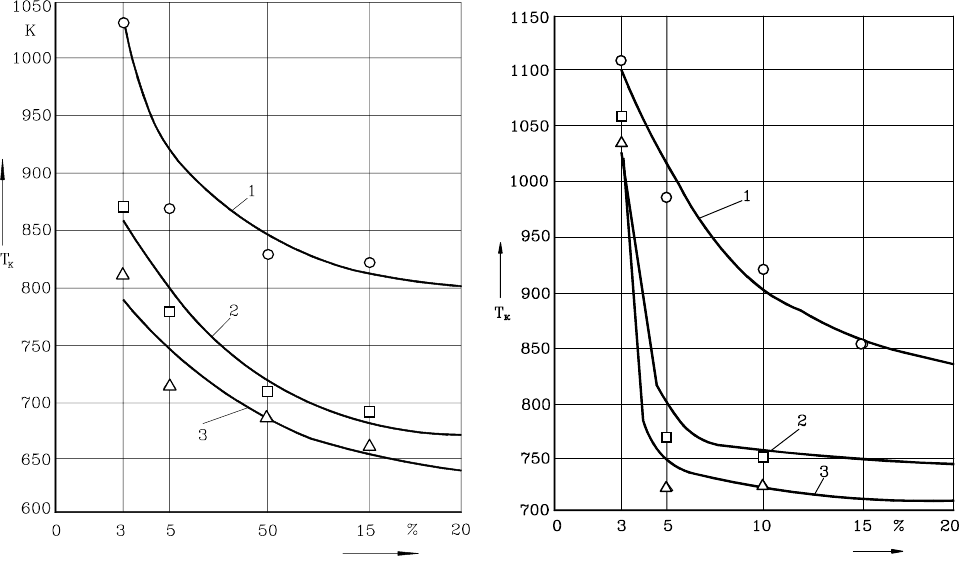
114
ние эмульсий большой концентрации нецелесообразно, а улучшение
смазочных свойств СОЖ с увеличением
Концент
р
ация эм
у
льсии
Концентрация эмульсии
К
а) б)
Рис. 52. Экспериментальные и расчетные значения контактной температуры
Т
к
при
шлифовании заготовок из стали ХВГ,
HRC
63 ... 66 (а) и титанового сплава ОТ4 (б) с
непрерывной правкой круга в зависимости от концентрации эмульсии Укринол-1: ус-
ловия и обозначения см. в надписи к рис. 50
концентрации эмульсии уравнивается ухудшением условий теплоотвода (см. рис. 52,
б).
Во всех случаях транспортирование СОЖ к зоне контакта круга с заготовкой по
внутренним трактам с наложением УЗК оказывает большее влияние на условия тепло-
обмена по сравнению с другими способами подачи жидкости. Однако использование
УЗК для интенсификации движения масляной СОЖ сквозь поры круга менее эффек-
тивно, чем водной (см. рис. 50, 51).
3.4. Выводы
1. Разработана оригинальная методика численного расчета теплового состояния
системы вращающегося шлифовального круга и поступательно движущегося в про-
цессе правки точением правящего инструмента. Для апробации этой методики прове-
дены численные расчеты теплового состояния контактирующих при правке круга объ-
ектов. Сопоставление результатов расчета температуры в зоне контакта с эксперимен-
тальными данными по замерам контактных температур свидетельствует о достоверно-