Киселёв Е.С. Теплофизика правки шлифовальных кругов с применением СОЖ
Подождите немного. Документ загружается.

135
так и последующего (или одновременного) шлифования являются
время шлифования, отношения
V
p
⋅
V
к
-1
и
V
к
⋅
V
з
-1
, а также поперечная (врезная) пода-
ча алмазного ролика на оборот круга. Эти факторы оказывают определяющее влияние
на параметры шероховатости, составляющие силы правки, уровень колебаний в техно-
логической системе, а следовательно, на волнистость шлифованных поверхностей.
Отношение
V
p
⋅
V
к
-1
, как утверждает E.Parrott [184], оказывает влияние на расход энер-
гии в процессе правки топографию поверхности шлифовального круга. По его мнению
оптимальным является диапазон 0,55 <
V
p
⋅
V
к
-1
< 0,85. В университете г. Киото (Япо-
ния) [183] аналитически установлено и подтверждено экспериментально, что топогра-
фия рабочей поверхности шлифовального круга при правке алмазным роликом созда-
ется в основном геометрическим копированием профиля ролика, а такие разрушения
как раскалывание зерен и их выпадение под действием сжимающих нагрузок невели-
ки. Вследствие этого делается вывод, что правящие инструменты, характеризующиеся
большой репродуцируемостью профиля (ролик, пластина, карандаш), не могут образо-
вывать острые режущие кромки зерен; при шлифовании кругами, проправленными та-
кими инструментами, возникают значительные силы шлифования. Использование в
качестве правящих инструментов вращающихся алмазных роликов, по мнению E.Salie
[186], сопряжено с опасностью возникновения дополнительных динамических нагру-
зок (особенно при
V
p
≥
5 м/с). Поэтому угловая скорость роликов должна находиться в
области частот, исключающих возникновение автоколебаний.
Попытаемся осуществить переход от микрорезания единичным алмазным зерном
поверхности а.з. к правке круга многокристальным правящим инструментом на при-
мере алмазного ролика.
Пренебрегая малой по сравнению с диаметром круга разновысотностью зерен,
можно записать, что площадь мгновенного контакта
HLDHF
⋅⋅=⋅=
ккк
π
"
,
где
к
"
−
длина дуги контакта, м;
L
к
−
длина дуги контакта в долях окружности круга.
Определим время контакта алмазного зерна ролика с кругом:
pк
кк
pк
к
np
к
к
VV
LD
VVV ±
⋅
=
±
==
π
τ
""
. (206)
Время одного оборота ролика
1
ppp
−
⋅= VD
πτ
.
Учитывая, что число алмазных зерен, находящихся в среднем на единице пло-
щади контакта при правке
,
1−
τ⋅τ⋅=
pккpкu
nn
получим
,L
D
D
VV
V
nn
к
p
к
pк
p
кpкu
⋅⋅
±
⋅=
(207)
где
n
кр
−
общее число алмазных зерен в рабочем поверхностном слое правящего инст-
румента.
По данным работы [16] величина
n
кр
пропорциональна величине подачи ролика
на оборот круга
V
sao
:
n
кр
=
f
( П
0
⋅
V
sao
) , где
П
0
−
число оборотов ролика до полного пе-

136
рекрытия царапин на поверхности круга при правке. Величина
П
0
= const и
зависит только от
ω
р
⋅
ω
-1
или от
()
[]
1
кpкpp
−
⋅±⋅⋅ DVVDV
.
Как следует из вышеизложенного, длина дуги контакта алмазного зерна правя-
щего ролика с кругом
к
"
и число алмазных зерен на площади контакта определяются
не абсолютными значениями рабочих и угловых скоростей, диаметров круга и ролика,
а их отношениями. Отсюда следует подтверждение выводов, сделанных А.К. Байкало-
вым и И.Л. Сукенником [16]: если
-1
pкp
)(
VVV
±⋅
,
D
к
⋅
D
р
-1
и
ω
р
⋅
ω
-1
постоянны при
правке круга роликом, то постоянны площадь мгновенного контакта, число алмазных
зерен на площади контакта и удельные силы на алмазном зерне. Последнее вытекает
из выражения
()
()
const
ккpкp
pк
2
xп
2
yп
2
п
кu
п
удi
=
⋅⋅⋅
±⋅++
==
LDVn
VVPPP
n
P
P
z
. (208)
Сила резания для всех находящихся в контакте зерен
.PdP;PdP
n
z
n
∫∫
==
кu
i
кu
i
0
zпп
0
yпyп
(209)
Для интегрирования уравнений (209) необходимо знать изменения начального
радиуса округления вершины режущей кромки алмазного зерна по глубине алмазосо-
держащего слоя. Учитывая, что алмазосодержащий слой правящего ролика представ-
ляет собой пуассоновское поле, имеющее в каждой единице объема равное количество
зерен [16, 31, 79, 80], можно предположить, что в любом сечении круга сохраняется
картина изоморфизма. Отсюда легко допустить, что радиус округления вершин режу-
щих кромок алмазов правящего инструмента не зависит от глубины внедрения зерен, и
для всех контактирующих неизношенных зерен его математическое ожидание пред-
ставляет собой среднее значение радиуса
M
(
r
i
) =
r
ср
=
r
.
В то же время известно, что
не все контактирующие алмазные зерна принимают участие в резании [31, 171, 172]:
часть зерен упруго деформирует материал круга, часть
−
пластически деформирует, а
остальные
−
диспергируют обрабатываемый материал. Доля упруго и пластически де-
формирующих зерен при правке невелика и ею можно при описании сил резания
пренебречь [171, 172].
СОЖ через гидродинамическую силу действует как самостоятельная состав-
ляющая на радиальную силу резания. Поэтому выражение (209) следует несколько ви-
доизменить.
В общем случае имеем систему сил
.
PdР
PPdP
n
n
=
+=
∫
∫
кu
i
кu
i
0
zпzп
г
yn
0
yпyп
(210)
137
Величина силы
г
уп
P
в контактной
гидродинамической зоне
определяется гидродинамической силой
1
г
уп
P
в контакте поверхность шлифовального
круга
−
поверхность правящего инструмента и гидродинамической силой
2
г
уп
P
в кон-
такте алмазное зерно
−
круг [36, 76]:
.PPP
21
г
yп
г
yп
г
yп
+=
(211)
Определим величину
1
г
yп
P
с помощью известных положений теории гидродина-
мической смазки. Эту теорию можно использовать в случае так называемых ползущих
движений [164], т.е. когда силами инерции по сравнению с силами вязкости можно
пренебречь. Численным критерием ползущего движения является условие, при кото-
ром приведенное число Рейнольдса
R
е
х
меньше единицы [164]
,
h
V
еR
2
з
0
зрп
x
ν
⋅
=
"
"
(212)
где
з
"
−
длина безотрывного течения пограничного слоя СОЖ, м;
h
0
−
минимальная
толщина слоя смазки безотрывного течения, м.
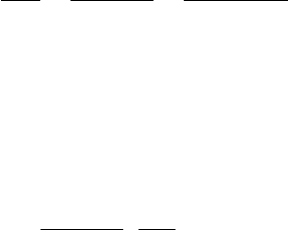
Если движение СОЖ в зоне безотрывного течения подчиняется теории гидроди-
намической смазки, то его можно описать уравнением Рейнольдса [76]:
,
h
hh
V
hd
Pd
3
pп
6
−
⋅⋅=
µ
(213)
где
h
−
текущая толщина слоя смазки, м;
h
−
толщина слоя смазки, при которой вы-
полняется условие
d P
⋅
(
d h
)
-1
= 0, т.е. имеет место максимум давления (рис. 58).
Решение уравнения Рейнольдса
для смазки контактов качения имеет
вид [76]:
,
h
R
V,
H
W
0
n
pп
452
⋅⋅=
µ
(214)
где
W
−
несущая гидродинамическая
сила, Н.
W
можно определить, зная ха-
рактер распределения давления жид-
кости по длине зоны безотрывного те-
чения
з
"
:
.xdp
H
W
∫
=
з
0
"
(215)
С учетом изложенного, по аналогии с шлифованием [35
−
37], можно сформиро-
вать понятие контактной гидродинамической зоны правки роликом как области, в ко-
торой имеет место безотрывное течение СОЖ.
Рис. 58. Эпюра давления СОЖ в зоне кон-
такта шлифовального круга с правящим
роликом: 1
−
круг; 2
−
ролик
-
138
Как упоминалось ранее (см. главу 2) определенный интерес
представляет оценка величины объемного
Q
С
и массового
G
Ж
расходов СОЖ через
контактную зону.
Согласно [164] величину
Q
С
можно определить из следующего выражения:
∫
∫
⋅=
з
з
0
3
0
2
пр
с
2
"
"
h
xd
h
xd
V
H
Q
. (216)
По-видимому, расход СОЖ можно определить, если задана форма зазора
h
(
X
).
Для контактов качения с большим радиусом (например при правке роликом, ал-
мазной пластиной или карандашом) с погрешностью 8
−
40 % [35] можно принять за-
зор между кругом и правящим инструментом на длине безотрывного течения СОЖ
изменяющимся по линейному закону:
h
=
h
0
+
k x
. (217)
Из начальных условий при x =
3
"
, h = h
max
:
()
.x
hh
hxh ⋅
−
+=
з
0max
0
"
(218)
Подставив (218) в уравнение (216) , после несложных преобразований получим
.
hh
hV
Q
1
max0
0np
с
1
H
−
⋅+
⋅
=
(219)
Таким образом, чем длиннее зона безотрывного течения, тем больше расход
жидкости через контактную зону. Максимальный объемный расход:
0np
max
c
hV
H
Q
⋅=
;
минимальный объемный расход:
2
0np
min
c
hV
H
Q ⋅
=
;
массовый расход
G
ж
:
.
hh
hV
H
G
1
max0
0np
ж
1
−
⋅+
⋅⋅
=
ρ
(220)
Определение составляющей гидродинамической силы по уравнению (214) пред-
полагает наличие максимально заполненной зоны безотрывного течения СОЖ. В ре-
альных условиях правки с подачей СОЖ по внешним трактам заполнению контактной
гидродинамической зоны жидкостью препятствуют пограничные воздушные потоки
[124], что приводит к снижению давления и несущей гидродинамической силы. По-
этому при расчете массового расхода СОЖ и несущей гидродинамической силы необ-
ходимо, как и при шлифовании [35 – 37], учитывать полноту заполнения контактной
139
зоны жидкостью коэффициентом
заполнения
3
ξ
, который зависит от числа
R
е
воздушных потоков, скорости струи СОЖ, способа ее подачи:
.
h
R
V,
H
W
0
n
np3
452
⋅⋅⋅=
µξ
(221)
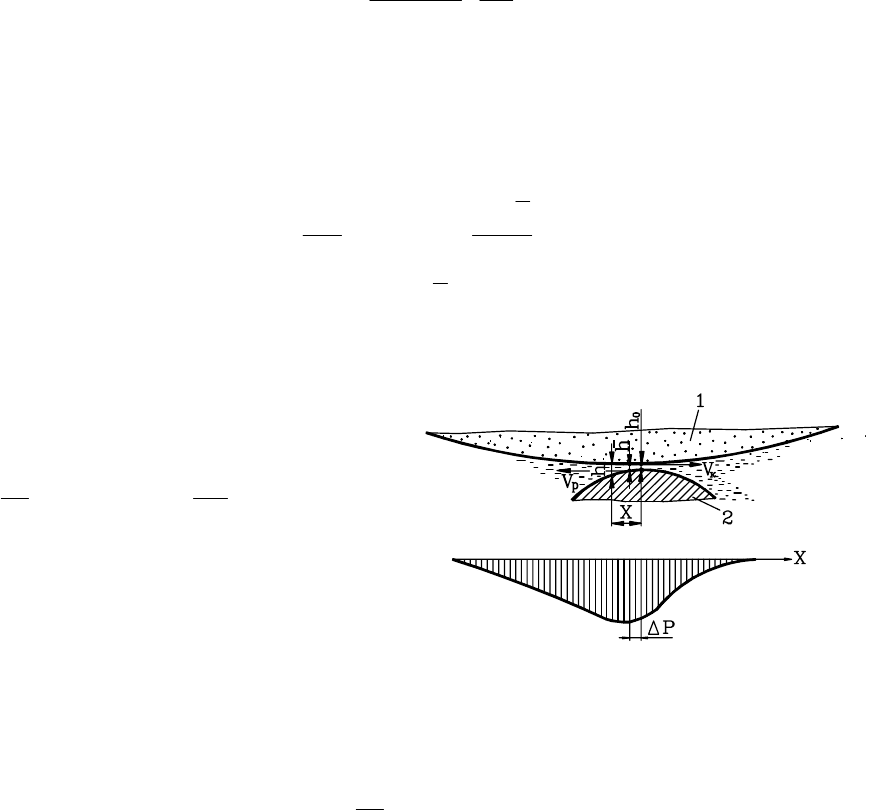
Минимальная толщина слоя СОЖ
h
0
между поверхностями круга и правящего
ролика отличается от толщины слоя при
контактировании гладких дисков. В реаль-
ных условиях правки алмазные зерна ро-
лика внедряются в круг и СОЖ течет в
стесненном контакте, определяемом мик-
ронеровностями как круга, так и ролика
(рис. 59). В связи с тем, что правящие ро-
лики изготовляют на металлической связке
и в их алмазосодержащем слое нет пор, а
после вскрытия высота микронеровностей
рабочей поверхности ролика существенно
меньше микронеровностей круга [31],
влиянием последних на толщину слоя
СОЖ между поверхностями круга и пра-
вящего ролика пренебрегаем.
Среднюю толщину слоя СОЖ в контактной гидродинамической зоне можно оп-
ределить как эквивалентную высоту
h
э
заполняемого жидкостью пространства между
зернами, связкой и роликом в плоскости сечения режущего профиля круга по его вы-
соте:
,zdyh
∫
⋅=
0
0
i
0
э
1
"
"
(222)
где
y
i
−
текущее расстояние от вершины
i
-го абразивного зерна до ролика;
0
"
−
база
измерения эквивалентной высоты контактной зоны (см. рис. 59).
В.В.Ефимов [36] путем обработки профилограмм рабочей поверхности кругов из
электрокорунда зернистостью 16
−
40 и твердостью от М3 до Т2 установил, что значе-
ния
h
э
могут изменяться от 35 до 150 мкм, внес уточнения в зависимость (221) и полу-
чил зависимость для определения несущей гидродинамической силы в контактной зо-
не двух вращающихся объектов (на примере контакта круга с заготовкой) с учетом
средней толщины слоя СОЖ
h
э
. В нашем случае эту формулу можно использовать для
определения несущей гидродинамической силы в контакте поверхность круга
−
по-
верхность алмазного правящего ролика:
()
()
,ln
h
R
V,
H
W
ээ
эn
np3
1
1
1
221
э
ϕϕ
ϕ
µξ
⋅
−⋅
+⋅
⋅⋅⋅=
(223)
Рис. 59. Схема для определения
эквивалентной
h
э
и интегральной
h
ои
толщин гидродинамического
контакта
Ролик
140
где
;
h
h
max0
0
=
ϕ
h
0 max
−
максимальная
толщина слоя СОЖ в контактной
гидродинамической зоне, м (см. рис. 59).
Длина безотрывного течения пограничного слоя
3
"
СОЖ в первом приближении
определяется длиной контакта круга с алмазным роликом
к
"
. По мнению
А.К.Байкалова [16] величина
к
"
не зависит от глубины врезания ролика и определяет-
ся лишь законом распределения царапин на самом круге. Последний определяется со-
отношением чисел оборотов контактирующих тел. При установившемся процессе
правки (
ω
⋅
ω
р
-1
= const)
кк
040
D,
π
=
"
.
Экспериментальные исследования В.В.Ефимова, выполненные для условий кон-
такта шлифовального круга с заготовкой, показывают, что величина
3
"
зависит от
расхода СОЖ и, в меньшей степени, от пористости и зернистости круга [36]. В то же
время, несмотря на это, предлагается определять длину зоны гидродинамического
контакта
3
"
без учета результатов этих исследований по зависимости (для круглого
наружного шлифования):
,Ra
RR
RRa
nc
3к
3кc
3
2
2
⋅=
+
⋅⋅
="
(224)
где
а
с
−
критическое расстояние между контактирующими поверхностями круга и
заготовки на границе контактной гидродинамической зоны,
а
с
≈
≈≈
≈
0,5 мм = = const [36];
R
з
−
радиус заготовки, м.
Воспользуемся результатами экспериментальных исследований В.В.Ефи-мова
[36], выполненных при средних для кругов различных характеристик значениях
h
э
. Из
уравнения (212) определим максимальные значения рабочей скорости шлифовального
круга
max
к
V
(для конкретных условий правки роликом), при которых еще сохраняется
режим гидродинамической смазки. При этом используем приведенную ранее зависи-
мость (224) и выражение
h
0
= (0,7
−
0,8)
h
э
[36]:
2
0
3
pк
h
VV
"⋅
≤±
ν
или
.V
h
V
p
2
0
3
max
к
±
⋅
≤
"
ν
(225)
В последнем выражении знак (
−
) относится к встречной правке, знак (+)
−
к
попутной.
Г.Шлихтинг [164] указывал, что увеличение
x
Re
до 5 вызывает увеличение по-
грешности при расчете по уравнению (214) не более, чем на 10 %. Учитывая это, пере-
пишем выражение (225) в следующем виде:
.V
h
V
p
2
0
3
к
5
±
⋅
≤
"
ν
(226)
В связи с тем, что кинематическая вязкость СОЖ
()
,Tf
=
ν
выполним в качестве
примера расчеты для попутной правки круга алмазным роликом при изменении
Т
от
141
233 до 413 К, что соответствует интервалам контактных температур при
чистовой и получистовой правке (см. главу 3). Используем значения
ν
для 3 %-ной
эмульсии Укринол-1 (
ν
= (1,4
−
0,4)
⋅
10
-6
м
2
/с) и масляной СОЖ ОСМ-3 (
ν
= (14,4
−
1,1)
⋅
10
-6
м
2
/c) [123, 161]. Этим жидкостям соответствуют зависимости
()
,Tf
=
ν
харак-
терные для большинства водных и масляных СОЖ, применяемых на операциях шли-
фования в промышленности (табл. 11).
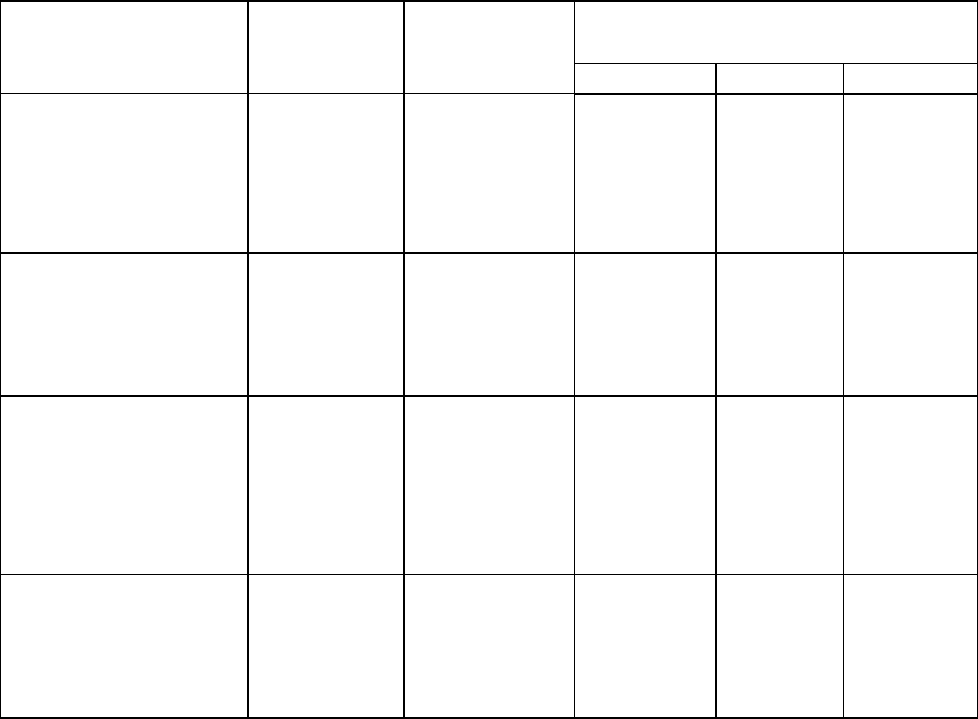
11. Максимальные значения
max
к
V
, м/с, для различных
условий правки кругов шлифованием
Номер зернистости
круга
Вид шли
ф
ования и
условия правки
СОЖ
Контактная
температура
Т
, К
16 25 40
Круглое наружное 293 68,3 28,0 15,3
D
к
= 0,6 м 313 47,5 21,5 13,5
D
р
= 0,1 м 333 36,9 8,8 12,5
V
р
= 10 м/с
3% - ная
эмульсия
Укринол-1
393 27,2 15,3 11,6
Плоское 293 31,8 16,7 12,1
D
к
= 0,25 мТо же 313 24,0 14,3 11,3
D
р
= 0,07 м 333 20,0 13,1 10,9
V
р
= 10 м/с 393 16,4 12,0 10,6
Круглое наруж-
ное
293 610,4 195,3 66,9
D
к
= 0,6 м ОСМ-3 323 229,0 77,5 30,75
D
р
= 0,1 м 373 87,6 33,9 17,3
V
р
= 10 м/с 413 45,3 24,0 14,3
Плоское 293 234,1 94,0 30,9
D
к
= 0,25 мТо же 323 91,8 35,2 17,6
D
р
= 0,07 м 373 38,9 18,9 12,7
V
р
= 10 м/с 413 26,9 15,2 11,6
Как следует из табл. 11, при использовании водных СОЖ значения скорости
круга
max
к
V
≥
35 м/с лишь при правке мелкозернистых кругов. Масляные СОЖ попада-
ют в контактную зону за счет сил вязкостного трения в большинстве рассматриваемых
случаев при правке кругов малой и средней зернистости. При правке кругов зернисто-
сти 40 попадание СОЖ в зону контакта по внешним трактам гарантируется лишь при
чистовой правке кругов диаметром свыше 600 мм с рабочей скоростью шлифовально-
го круга
V
к
≤
30,9 м/с. Неизбежный нагрев жидкости при прохождении зоны правки
приводит к уменьшению ее вязкости, а следовательно, к уменьшению вероятности
возникновения режима гидродинамической смазки и уменьшению количества СОЖ,
транспортируемой к зоне правки по внешним трактам. В связи с вышеизложенным
142
возрастает роль транспортирования СОЖ по внутренним трактам как при шлифова-
нии, так и при правке.
С учетом уравнения (223) составляющую
г1
уп
P
можно определить по следующему
выражению:
()
.lnHV,P
ээ
э
пp3
1г
yп
1
1
1
221
ϕϕ
ϕ
µξ
⋅
−
+
⋅⋅⋅⋅=
(227)
Составляющая
г2
yп
P
является равнодействующей элементарных гидродинамиче-
ских сил
г2i
уп
P
от всех контактирующих с поверхностью круга алмазных зерен правя-
щего инструмента:
.PP
n
i
yy
∑
=
=
кu
1
г2i
п
г2
п
(228)
Для определения значений гидродинамической силы в контакте алмазного ин-
дентора с поверхностью круга воспользуемся зависимостью, приведенной в работе
А.Камерона [46]:
()
,
S
V
P
1oiii
пp
г2i
yп
32
3
βαβ
µ
π
+
⋅⋅
=
(229)
где
,
xr
i
i
2
1
⋅
=
α
м
-1
;
,
yr
i
i
2
1
⋅
=
β
м
-1
;
r
xi
и
r
yi
−
радиусы округления вершины контакти-
рующего индентора в направлениях
X
и
Y
соответственно, м;
S
oi
−
толщина слоя смаз-
ки в контакте круг
−
алмазное зерно, м.
Примем вершину алмазного зерна сферической. Тогда
r
xi
=
r
yi
=
r
i
.
Отсюда
;
S
r
rV,P
oi
i
iпp
г2i
yп
2
21
⋅⋅⋅=
µ
(230)
oi
i
1
пp
г2
yп
2
21
кu
S
r
rV,P
n
i
i
⋅⋅⋅=
∑
=
µ
. (231)
Окончательно для силы
г
уп
P
получим:
.
S
r
rlnHVP
n
i
э
⋅+⋅
−
+
⋅⋅⋅⋅=
∑
=
oi
ср
1
ср
э
э
зпp
г
yп
21
1
1
1,2
кu
ϕϕ
ϕ
ξµ
(232)
Найденное значение
г
уп
Р
следует учитывать при расчете по зависимости (210)
радиальной силы правки
Р
уп
.
4.3.2. Шлифование заготовок с непрерывной правкой круга
алмазным роликом с применением СОЖ
143
Как известно, при обычном шлифовании до 97 % всей энергии
расходуется на преодоление трения [93, 127, 184]. При шлифовании с непрерывной
правкой круга большинство факторов, приводящих к увеличению трения и теплообра-
зования вследствие изнашивания а.з., устраняются, что способствует увеличению чис-
ла активных режущих а.з. При этом уменьшаются составляющие силы шлифования.
Но непрерывная правка имеет и существенный недостаток
−
ее включение в техноло-
гическую систему приводит к наложению на процесс резания дополнительных колеба-
ний [182, 185].
Анализ научно-технической информации с момента первых сообщений (1977 г.)
о разработанном в Великобритании новом высокопроизводительном методе глубинно-
го шлифования с непрерывной правкой круга алмазным роликом
АDАМ
(
Advanced
Abrasive Machining
) не выявил каких-либо рекомендаций по выбору элементов режима
обработки или попыток моделирования контактного взаимодействия в зонах правки и
шлифования.
Между тем, в связи с постоянным обновлением режущих кромок а.з. при непре-
рывной правке, характер взаимодействия круга с обрабатываемой заготовкой будет
существенно иным по сравнению с шлифованием с периодической правкой, что под-
тверждается многократным повышением производительности обработки [182, 185]. В
связи со сложностью аналитического описания процесса шлифования с непрерывной
правкой нами предприняты попытки эмпирической оценки влияния основных элемен-
тов непрерывной правки на эффективность шлифования заготовок, а также выполне-
ны исследования динамики процесса. Результаты этих исследований позволили вы-
явить возможность осуществлять шлифование с непрерывной правкой (при условии
существенно большей производительности и обеспечения заданных характеристик ка-
чества деталей) с меньшими по сравнению с шлифованием с периодической правкой
значениями снимаемого с круга припуска
Z
пк
(в расчете на одну заготовку), а также
определить элементы режима правки, обеспечивающие ее стабильность.
Эксперименты проводили на круглошлифовальном станке 3М151, оснащенном
устройством непрерывной правки круга алмазным роликом (АСК 400/315 или АСК
250/200) по а.с. 1266717 [11] (рис. 60). Вращение правящий
144
Б
Б
А
А
1
2
7
α
3
11
13,14
17
15
4
18
10
3
13
6
А–А
12 12
9
11
17
16
15
Б–Б
3
6
7 8
6
19
5 4
18
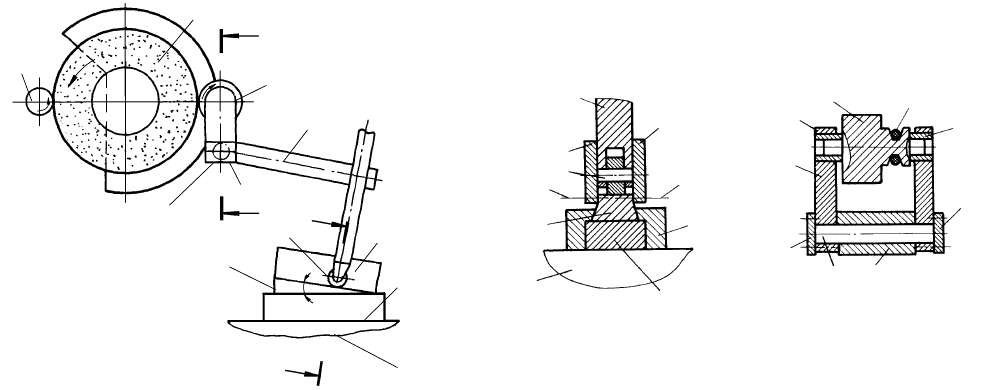
Рис. 60. Схема устройства для непрерывной правки шлифовального круга алмазным роликом: 1 – за-
готовка; 2 – шлифовальный круг; 3 – рычаг; 4, 9 – ось; 5, 6 – опора; 7 – алмазный правящий ролик; 8
– клиноремённая передача; 10 – ролик; 11 – клин; 12 – винт; 13, 14, 16, 18, 19 – магнитные плиты; 15
– направляющие; 17 – салазки
ролик 7 получает через клиноременную передачу (не показан). В начале цикла шлифо-
вания заготовки 1 включается магнитная плита 16, благодаря чему клин 11 занимает
фиксированное положение относительно этой плиты и салазок 17. В период шлифова-
ния салазки 17 с клином 11 перемещаются вправо, клин воздействует на ролик 10, а
рычаг 3 поворачивается относительно оси 4 против часовой стрелки. Таким образом
осуществляется врезная подача правящего ролика 7 и происходит непрерывная правка
шлифовального круга 2 в период всего цикла шлифования заготовки. В конце цикла
шлифования отключается магнитная плита 16, и включаются плиты 13, 14, фикси-
рующие положение ролика 10 относительно клина 11, а также плиты 18, 19, фикси-
рующие ось правящего ролика 7 относительно оси шлифовального круга 2. После это-
го салазки 17 перемещаются в исходное положение, а отключенная плита 16 позволяет
им перемещеться относительно зафиксированного клина 11. После перемещения сала-
зок 17 в исходное положение включается магнитная плита 16, а плиты 13, 14, 18, 19
отключаются, начинается цикл шлифования следующей заготовки. Использование в
устройстве привода врезной подачи шлифовальной бабки станка позволило обеспе-
чить плавность врезной подачи правящего ролика с малыми (до 20 мкм/мин) скоро-
стями.
В качестве образцов для исследований использовали заготовки из труднообраба-
тываемых материалов
−
жаропрочного сплава ВЖ-98, титанового сплава ВТ-23 и кор-
розионностойких жаропрочных сталей 13Х15Н4АМ3 и 07Х16Н6. Заготовки шлифова-
ли на рабочей скорости круга 92А35ПС27К5
1–600
×
305
×
50
V
к
=50 м/с с подачей 3 %-ного водного раствора Аквапол-1 поливом к
зонам шлифования (30 дм
3
/мин) и правки (10 дм
3
/мин). Окружные скорости заготовки
и ролика принимали по рекомендациям [45]:
V
з
= 50 м/мин;
V
p
= 10 м/мин (правка
встречная). Исследования проводили в сравнении с результатами, полученными при